Результат интеллектуальной деятельности: СОСТАВ ШИХТОВОЙ ЗАГОТОВКИ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ С РАВНООСНОЙ СТРУКТУРОЙ ДЛЯ ЛИТЬЯ РАБОЧИХ ЛОПАТОК ГАЗОТУРБИННЫХ УСТАНОВОК
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к составам шихтовых заготовок жаропрочных сплавов на основе никеля с хромом, кобальтом, вольфрамом, молибденом, и может быть использовано для изготовления литьем рабочих лопаток с равноосной структурой, используемых в горячем тракте газотурбинных установок (ГТУ) и работающих в агрессивных средах при температурах 700-870°C.
Технологический процесс изготовления литьем рабочих лопаток горячего тракта ГТУ включает подготовку навески шихтовых материалов по требованиям химического состава, получение расплава навески, рафинирование и раскисление расплава, слив расплава с получением отвержденной шихтовой заготовки, ее механообработку для удаления внешних дефектов и продуктов взаимодействия расплава с материалом тигля, контроль (качественный и количественный) химического состава шихтовой заготовки, оценку расчетными методами служебных характеристик лопаток из полученной шихтовой заготовки, расплавление шихтовой заготовки и литье рабочих лопаток, в частности лопаток с равноосной структурой. При этом шихтовая заготовка является продуктом, который его производитель поставляет потребителю для изготовления лопаток ГТУ.
Отдельные служебные характеристики рабочей лопатки по результатам (качественного и количественного) анализа состава ее шихтовой заготовки, в том числе структурная стабильность на ресурс (исключение образования охрупчивающих фаз), склонность к выделению в литом состоянии неравновесных эвтектических фаз, на месте которых при термообработке литых лопаток образуются поры и трещины, характеристики длительной прочности, критические точки металла лопатки и другие физико-механические свойства лопатки могут быть оценены по известной методике ФАКОМП и другим по известным методикам.
(H. Harada и др., Сб. Superalloys, 1988; pp. 733-742; H. Harada и др., Сб. Superalloys, 2000; pp. 729-736; H. Harada, Сб. Alloys Design for Nickel-base Superalloys, 1982, pp. 721-735)
Известен состав шихтовой заготовки на основе никеля для литья изделий, преимущественно лопаток газотурбинных двигателей. Известный состав шихтовой заготовки включет углерод, никель, хром, кобальт, вольфрам, молибден, алюминий, титан, магний или кальций, редкоземельные металлы церий и иттрий, серу, азот и кислород.
(RU 2392338, C22C 1/02, опубликовано 20.06.2010, пример 2)
Известна жаропрочная шихтовая заготовка на основе никеля для литья лопаток газотурбинных двигателей, состав которой включает углерод, никель, хром, кобальт, вольфрам, молибден, алюминий, рений, тантал, церий, иттрий, лантан, серу, азот, кислород.
(RU 2190680, C22C 1/02, C21C 5/52, C22B 7/00, опубликовано 10.10.2002)
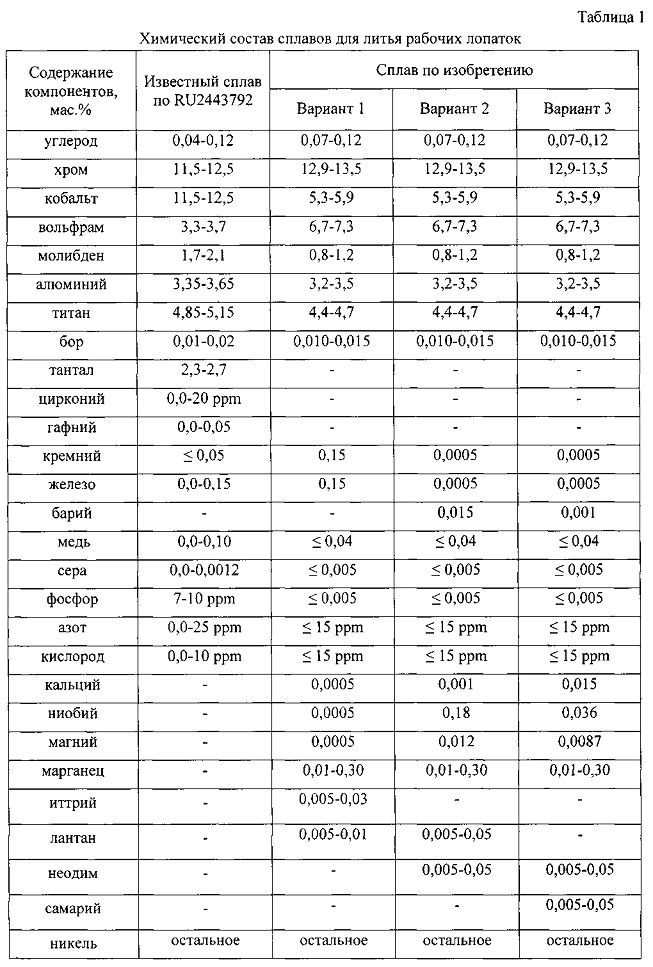
Наиболее близкой по технической сущности и достигаемому результату является шихтовая заготовка жаропрочного сплава на основе никеля с равноосной структурой для применения в газовых турбинах, включающая углерод, хром, кобальт, вольфрам, молибден, алюминий, титан, бор, тантал, цирконий, гафний, кремний, железо, медь, серу, фосфор, азот, кислород и никель при следующих соотношениях компонентов, мас.%: углерод 0,04-0,12; хром 11,5-12,5; кобальт 11,5-12,5; вольфрам 3,3-3,7; молибден 1,7-2,1; алюминий 3,35-3,65; титан 4,85-5,15; бор 0,01-0,02; тантал 2,3-2,7; цирконий 0,0-20 ppm; гафний 0,0-0,05; кремний менее 0,05; железо 0,0-0,15; медь 0,0-0,10; сера 0,0-0,0012, фосфор 7-10 ppm; азот 0,0-25 ppm; кислород 0,0-10 ppm и никель - остальное.
(RU 2443792, C22C 19/05, опубликовано 27.02.2012)
Регламентирование в известном составе шихтовой заготовки содержания элементов, определяющих состояние границ зерен и междендритных областей, позволяет достигнуть достаточно высоких характеристик сплава по жаропрочности и коррозионной стойкости. Однако литая лопатка, полученная с использованием известной шихтовой заготовки, будет иметь недостаточно высокие характеристики кратковременной и длительной пластичности, а также значительный разброс прочностных характеристик. Кроме того, структура такой лопатки в равноосном состоянии будет иметь большое количество неравновесной эвтектики (до 6%), а также пониженную стабильность на ресурс в результате выделения в процессе наработки до 3% охрупчивающей σ-фазы.
Задачей и техническим результатом изобретения является обеспечение повышенной структурной однородности и повышение длительной прочности металла лопаток с равноосной структурой, полученных литьем с использованием предлагаемой шихтовой заготовки, в сочетании с высоким сопротивлением окислению и коррозионным воздействиям, повышение структурной стабильности на ресурс, повышение минимально гарантированных и средних значений прочности и пластичности.
Технический результат достигается тем, что шихтовая заготовка жаропрочного сплава на основе никеля для литья рабочих лопаток газотурбинных установок включает углерод, хром, кобальт, вольфрам, молибден, алюминий, титан, бор, медь, серу, фосфор, азот, кислород кальций, магний, марганец и никель, а также по меньшей мере два элемента, выбранных из группы: железо, кремний и барий; и два элемента, выбранных из группы: иттрий, лантан, неодим и самарий, при следующем соотношении компонентов, мас.%: углерод 0,07-0,12; хром 12,9-13,5; кобальт 5,3-5,9; вольфрам 6,7-7,3; молибден 0,8-1,2; алюминий 3,2-3,5; титан 4,4-4,7; бор 0,010-0,015; медь ≤0,04; сера ≤0,005; фосфор ≤0,005; азот ≤15 ppm; кислород ≤15 ppm; кальций ≤0,02; магний ≤0,02; марганец 0,01-0,30; по меньшей мере два элемента, выбранные из группы: железо, кремний и барий, ≤0,2 каждого и по меньшей мере два элемента, выбранные из группы: иттрий, лантан, неодим, самарий, 0,005-0,05 каждого, никель - остальное.
Технический результат также достигается тем, что состав шихтовой заготовки дополнительно содержит ниобий в количестве ≤0,20 мас.%; суммарное содержание алюминия и титана составляет 7,6-8,2 мас.%, а отношение содержания титана к содержанию алюминия - более 1,3.
При изготовлении из шихтовой заготовки по изобретению металл лопатки с равноосной структурой должен иметь 48-51 об.% упрочняющей γ'-фазы, которая оптимально легирована тугоплавкими вольфрамом и молибденом, что должно обеспечить высокий уровень металла рабочих лопаток по жаропрочности: 278-283 МПа за 103 часов эксплуатации при 850°C.
Ограничение содержания газов: кислорода и азота, а также содержания серы и фосфора при наличии в шихтовой заготовке кальция и магния в сочетании со значительным количеством хрома, марганца, отношением содержания титан/алюминий более 1,3 и по меньшей двух компонентов, выбранных из группы: железо, кремний и барий, способствует повышению коррозионной стойкости не только тела зерен, но, что особенно важно, границ зерен в рабочем диапазоне температур 700-870°C.
Введение ниобия стабилизирует упрочняющую γ'-фазу, измельчает карбиды и улучшает морфологию карбидных фаз, что повышает пластичность металла лопатки. Особенно эффективно это происходит в присутствии кальция и марганца, а также при наличии в составе шихтовой заготовки по меньшей мере двух дополнительных компонентов, выбранных из группы: иттрий, лантан, неодим и самарий.
Оптимальные концентрации компонентов и их соотношения в шихтовой заготовке по изобретению исключают появление в процессе наработки охрупчивающих фаз и ограничивают (до 1 об.%) неравновесной эвтектической γ'-фазы, что обеспечивает уменьшение объема газоусадочной пористости и повышает устойчивость изделия при литье к образованию трещин, что обуславливает повышение выхода годного.
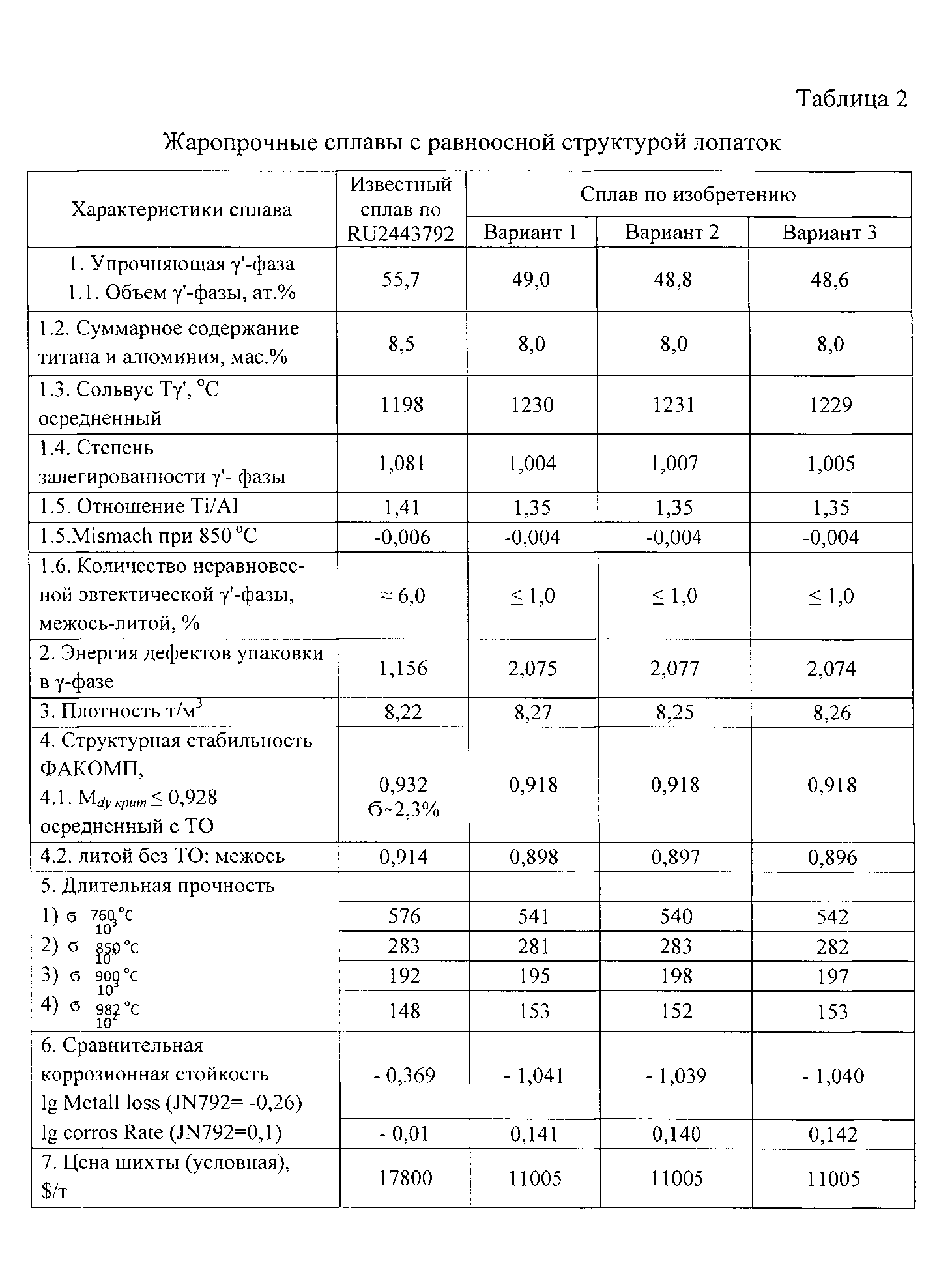
Изобретение может быть проиллюстрировано примерами, представленными в таблицах 1-2.
Изготовление шихтовой заготовки, предназначенной для литья лопаток и других изделий с равноосной структурой, включает подготовку навески шихтовых материалов по требованиям химического состава, получение расплава навески, рафинирование и раскисление расплава, слив расплава и его отверждение. После этого шихтовую заготовку механически обрабатывают для удаления внешних дефектов и продуктов взаимодействия расплава с материалом тигля, проводят контроль (качественный и количественный) химического состава шихтовой заготовки и оценивают расчетными методами служебных характеристик лопаток из полученной шихтовой заготовки.
В таблице 1 приведены составы шихтовых заготовок для литья рабочих лопаток, полученных методом равноосного литья. Оценка служебных характеристик была сделана для рабочих лопаток с равноосной структурой, полученных известными способами и устройствами для литья турбинных лопаток из жаропрочных сплавов. Термообработка литья включает гомогенизирующий отжиг при температурах около 1230°C в течение 2-4 часов.
Из представленных данных видно, что рабочая лопатка с равноосной структур, полученная с использованием шихтовой заготовки по изобретению, при примерно равных значений жаропрочности в диапазоне рабочих температур 800-870°C значительно (примерно в три раза) превосходит по коррозионной стойкости аналогичную рабочую лопатку из известной шихтовой заготовки и в ней не прогнозируется выделение охрупчивающих фаз в процессе наработки.
Достигаемое повышенное сопротивление агрессивным воздействиям среды позволяет увеличить эксплуатационную надежность и срок службы лопаток с равноосной структурой и, как следствие, позволяют снизить годовую потребность в металле.
Более низкие значения показателей Mdy и Nv металла лопаток, полученных с использованием шихтовой заготовки по изобретению, по сравнению с критическими величинами Mdy ≤0,928 и Nv ≤2,36 свидетельствуют о том, что металл лопатки обладает повышенной структурной стабильностью на ресурс. При этом заданные интервалы компонентов в шихтовой заготовке по изобретению должны обеспечить повышение минимально гарантированных и средних значений служебных характеристик рабочих лопаток при минимальном разбросе их значений. Кроме того, стоимость шихтовой заготовки по изобретению меньше стоимости известной шихтовой заготовки на 30-40%.
Жаропрочный сплав на основе никеля для литья сопловых лопаток с равноосной структурой газотурбинных установок
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 426×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхвысокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 530×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 465×15-25 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Установка для получения металлических порошков распылением вращающейся заготовки
Способ производства бесшовных труб размером 530×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 426×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Жаропрочный сплав на основе никеля для литья рабочих лопаток газотурбинных установок
Жаропрочный сплав на основе никеля для литья сопловых лопаток с равноосной структурой газотурбинных установок
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 426×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхвысокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства бесшовных труб размером 299×10-13 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 530×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш

