Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ РАСПЫЛЕНИЕМ ВРАЩАЮЩЕЙСЯ ЗАГОТОВКИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к металлургии, к области производства металлических порошков.
Известна установка для получения металлического порошка, содержащая плавильную камеру с нагревателем, соединенную с ней камеру механизмов, дозатор заготовок в плавильную камеру, вакуумную систему, емкость для сбора порошка и размещенные в камере механизмов механизм осевого перемещения заготовок с толкателем и механизм вращения заготовок с приводными валками, который снабжен прижимным роликом, причем приводные валки и прижимной ролик установлены на подшипниковых опорах с устройством их газового охлаждения, толкатель выполнен с сопловым аппаратом на торце, а плавильная камера и камера механизмов соединены между собой байпасным трубопроводом с клапаном [патент RU 2356696].
Недостатком данной установки является ее низкая надежность из-за повышенного уровня виброколебаний вращающейся системы (заготовка - приводные валки - прижимной ролик), которые приводят к быстрому износу и разрушению механизмов, снижают выход годного и качество получаемого порошка. Кроме этого частицы металлической пыли, содержащиеся в газе, поступающем на охлаждение подшипников, выпадают на трущиеся поверхности подшипников и часто являются причиной их заклинивания и разрушения.
Другим известным устройством для получения металлического порошка распылением вращающейся заготовки является установка типа УЦР [статья «Установка для получения порошков методом центробежного распыления вращающейся заготовки», авт. Кононов И.А. и др., в сб. «Металлургия гранул», под ред. Белова А.Ф., вып.2, Москва, 1984 г., стр.242-250].
Данное устройство, принятое за прототип, включает камеру с накопителем заготовок и устройством их поштучной подачи на распыление, камеру с механизмом вращения заготовки в виде двух приводных опорных барабанов с нажимным роликом и механизмом продольной подачи заготовки с толкателем, камеру плавления и распыления заготовки, снабженную плазмотроном, направленным на торец вращающейся заготовки.
Камера распыления сообщена материалопроводом с приемником порошка, причем все элементы установки вместе сообщены между собой и образуют общее герметизированное рабочее пространство, заполненное инертной газовой атмосферой.
Данное устройство обладает следующими недостатками.
1. Низкая производительность, обусловленная, в частности, тем, что требуется длительная пауза между рабочими циклами распыления для загрузки новой партии заготовок, которая сопровождается разгерметизацией установки с повторным вакуумированием и наполнением газом ее рабочего пространства.
2. Недостаточно высокое качество получаемого порошка, которое связано с неудовлетворительной работой системы плавки и охлаждения частиц расплава при их затвердевании с образованием частиц порошка. Это связано, с одной стороны, с тем, что оплавление торца заготовки плазмотроном происходит неравномерно, с образованием на нем достаточно глубокой центральной лунки и тонкой периферийной кромки, которая под действием центробежных сил может механически разрушаться с образованием кусковых частиц металла, снижающих выход годной продукции с распыляемой заготовки. С другой стороны, присутствие даже небольших количеств кислорода в газовой среде и в металле заготовки способствует окислению поверхности частиц порошка, что также снижает его качество. Технических средств, которые препятствовали бы этому или снижали степень окисления порошка в данной установке, не предусмотрено.
Отсутствие в камере распыления установки эффективной системы охлаждения рабочего газа снижает скорость отвода тепла от частиц расплава и тем самым понижает металлофизические свойства порошка.
3. Низкая надежность установки вследствие сильного воздействия вибрации на ее быстроходные механизмы, приводящей к их быстрому износу и разрушению.
Причина повышенной вибрации заключается, с одной стороны, в несбалансированности вращающихся с высокой частотой масс, а с другой - в отсутствии специальных средств для ее подавления в конструкции установки.
Задачей предлагаемого изобретения является повышение производительности установки, надежности работы ее быстроходных механизмов, повышение качества и выхода годного производимого на ней металлического порошка.
Поставленная задача решается применением установки, включающей камеру с накопителем заготовок и устройством их поштучной подачи на распыление, камеру с механизмом вращения заготовки в виде двух приводных опорных барабанов с нажимным роликом и механизмом продольной подачи заготовки с толкателем, камеру плавления с плазмотроном, направленным на торец распыляемой заготовки, причем камера с накопителем заготовок снабжена шлюзовым затвором, отделяющим ее от камеры с механизмами вращения и продольной подачи заготовки, камера плавления снабжена блоком рециркуляции газа, включающим вентилятор, холодильник и ловушки для вымораживания влаги, плазмотрон снабжен механизмом перемещения в продольном и поперечном направлениях относительно заготовки, а также устройством контроля промежутка между торцом заготовки и плазмотроном, приводные опорные барабаны механизма вращения заготовки снабжены вибропоглощающими кольцами, контактирующими с заготовкой и равномерно распределенными по их длине, а толкатель механизма продольной подачи выполнен в виде нажимного ролика с ребордой. Кроме того, вибропоглощающие кольца опорных барабанов выполнены двуслойными, причем внутренний слой колец выполнен из упругого демпфирующего материала, а наружный - из износостойкого металлического, поверхность которого выступает над поверхностью барабана на высоту, исключающую контакт поверхности заготовки с поверхностью барабана.
Предлагаемая установка для получения металлических порошков распылением вращающейся заготовки, за счет снабжения камеры с накопителем заготовок шлюзовым затвором, отделяющим ее от камеры с механизмами вращения и продольной подачи заготовки, снабжения камеры плавления блоком рециркуляции газа, включающим вентилятор, холодильник и ловушки для вымораживания влаги, снабжения плазмотрона механизмом перемещения в продольном и поперечном направлениях относительно заготовки и устройством контроля промежутка между торцом заготовки и плазмотроном, снабжения приводных опорных барабанов механизма вращения заготовки вибропоглощающими кольцами, контактирующими с заготовкой и равномерно распределенными по длине барабанов, выполнения толкателя механизма продольной подачи в виде нажимного ролика с ребордой, а также выполнения вибропоглощающих колец опорных барабанов двуслойными, при этом внутренний слой колец выполнен из упругого демпфирующего материала, а наружный - из износостойкого металлического, поверхность которого выступает над поверхностью барабана на высоту, исключающую контакт поверхности заготовки с поверхностью барабана, обеспечивает, по сравнению с прототипом, повышение производительности установки, надежности работы ее быстроходных механизмов, повышение качества и выхода годного производимого на установке металлического порошка.
Повышение производительности обеспечивается за счет снабжения камеры с накопителем заготовок шлюзовым затвором, который, отделяя ее от камеры с механизмами вращения и продольной подачи заготовки, позволяет загружать новую партию заготовок на распыление без разгерметизации всей установки.
При этом сокращается время рабочего цикла установки на период ее вакуумирования и последующего заполнения рабочего пространства газом, что составляет до 15-20% времени рабочего цикла установки.
Надежность работы быстроходных механизмов установки в значительной степени зависит от сбалансированности их вращающихся масс, определяющей уровень виброколебаний при работе установки.
Снабжение приводных опорных барабанов механизма вращения заготовки вибропоглощающими кольцами, контактирующими с заготовкой и равномерно распределенными по длине барабанов, равно как и выполнение этих колец двуслойными с внутренним слоем из демпфирующего материала, а наружного - из износостойкого металлического материала, поверхность которого выступает над поверхностью барабана на высоту, исключающую контакт поверхности заготовки с поверхностью барабана, препятствует развитию виброколебаний, которые поглощает демпфирующий слой вибропоглощающих колец барабанов.
Дополнительно решению задачи снижения уровня виброколебаний в быстроходных механизмах и повышения надежности работы установки служит выполнение толкателя механизма продольной подачи в виде нажимного ролика с ребордой. В отличие от толкателя в виде неподвижного упора в торец вращающейся заготовки, примененного в установке-прототипе, ролик с ребордой не генерирует виброколебаний, тогда как неподвижный упор, геометрический центр которого, как правило, не совпадает с осью заготовки, является генератором виброколебаний вращающейся заготовки, которая в конструкции прототипа, кроме того, фиксируется на барабанах только одним нажимным роликом у противоположного ее торца.
В предлагаемой конструкции толкатель, в виде нажимного ролика с ребордой, обеспечивает дополнительное прижатие заготовки к вибропоглощающим кольцам барабанов, а его реборда, контактирующая с кромкой торца заготовки, обеспечивает передачу на нее усилия продольного проталкивания от механизма продольной подачи.
Решение задачи повышения качества и выхода годного порошка, производимого на предлагаемой установке, выполняется за счет снабжения камеры плавления блоком рециркуляции газа, включающим вентилятор, холодильник и ловушки для вымораживания влаги, а также снабжения плазмотрона механизмом перемещения в продольном и поперечном направлениях относительно заготовки совместно с устройством контроля промежутка между торцом заготовки и плазмотроном.
Блок рециркуляции газа в составе вентилятора, холодильника и ловушки для вымораживания влаги решает задачу поддержания газовой атмосферы в камере плавления, отвечающей самым высоким требованиям к ее составу и температуре.
Для обеспечения высокого качества порошка, получаемого охлаждением и кристаллизацией частиц расплава в процессе их полета в камере плавления, необходимо, с одной стороны, поддерживать температуру газа на предельно низком уровне, а с другой - не допустить сколь-нибудь значимого окисления частиц расплава, т.е. поддерживать содержание кислорода в газе на предельно низком уровне. Последнюю задачу решают ловушки для вымораживания и последующего удаления влаги из газа, являющейся одним из основных носителей кислорода в газе.
Снабжение плазмотрона механизмом перемещения в продольном и поперечном направлениях относительно заготовки, совместно с устройством контроля промежутка между ним и торцом заготовки, обеспечивает оптимально регламентированное плавление заготовки как по скорости, за счет контроля и автоматического поддержания промежутка между торцом заготовки и плазмотроном при его неизменной мощности, что очень важно, так и по конфигурации фронта плавления торца, что не менее важно.
Возможность одновременного управления движением плазмотрона в продольном и поперечном направлениях относительно торца заготовки может обеспечить поддержание плоского фронта плавления торца, в отличие от его параболической конфигурации, реализуемой на установке-прототипе, при которой тонкие стенки периферии оплавляемого торца могут разрушаться под действием центробежной силы и отлетать в виде твердых кусков, которые снижают выход годной фракции.
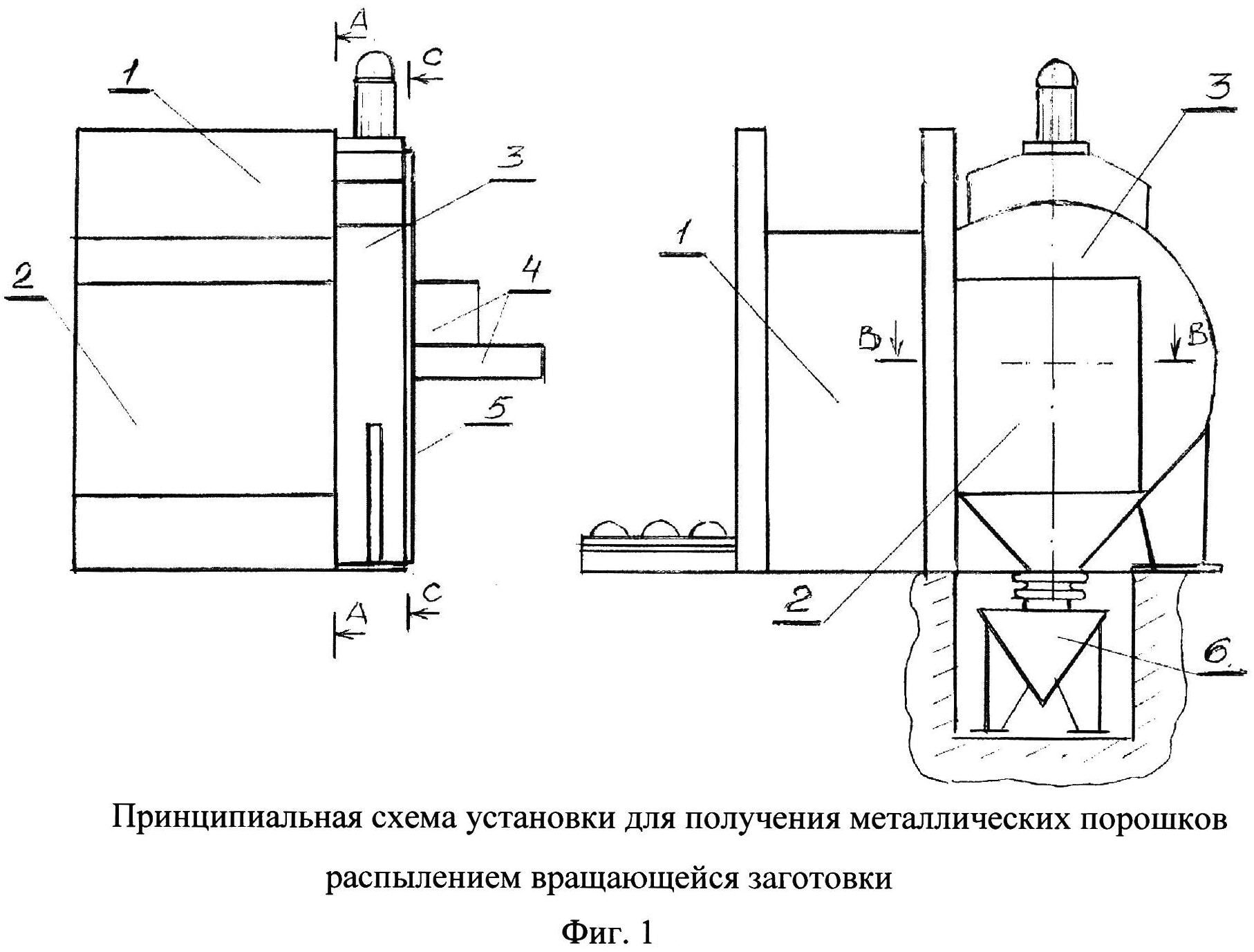
Схема предлагаемой установки для получения металлических порошков распылением вращающейся заготовки представлена на фиг.1.
На фиг.2-4 схематически представлены компоновки основных составных частей установки в виде сечений А-А; В-В и С-С, обозначенных на фиг.1.
Установка фиг.1 включает камеру 1 с накопителем заготовок, камеру 2 с механизмами вращения и продольной подачи заготовки, плавильную камеру 3 с плазмотроном 4, закрепленным на отъемной крышке 5 соосно с камерой плавления 3, а также приемник порошка 6.
Камеры 1, 2, 3 сообщены между собой и все вместе образуют единое герметичное внутреннее пространство установки, которое сообщено с обслуживающими системами - газовой и вакуумной, посредством соответствующих отверстий с патрубками (на фиг.1 не показаны).
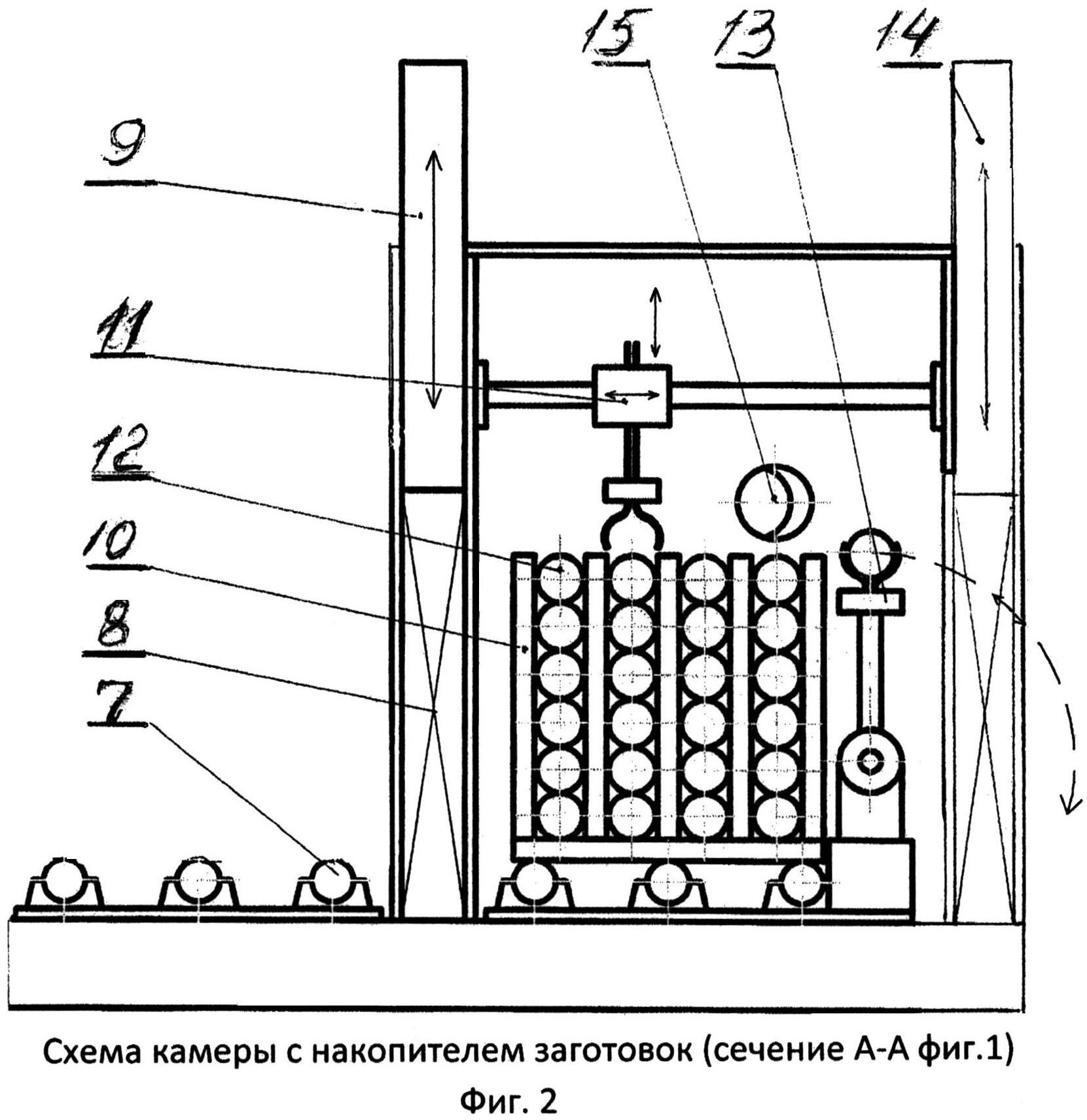
Камера с накопителем заготовок, фиг.2, снабжена загрузочным рольгангом 7 и загрузочным проемом 8, герметично перекрываемым заслонкой 9. Во внутреннем пространстве камеры размещены накопитель заготовок (кассета) 10, манипулятор 11 захвата заготовок 12 из накопителя 10, податчик 13 заготовки в смежную камеру механизмов через шлюзовой затвор 14. Камера, через проем 15, сообщена с вакуумной и газовой системами установки (на фиг.2 не показаны).
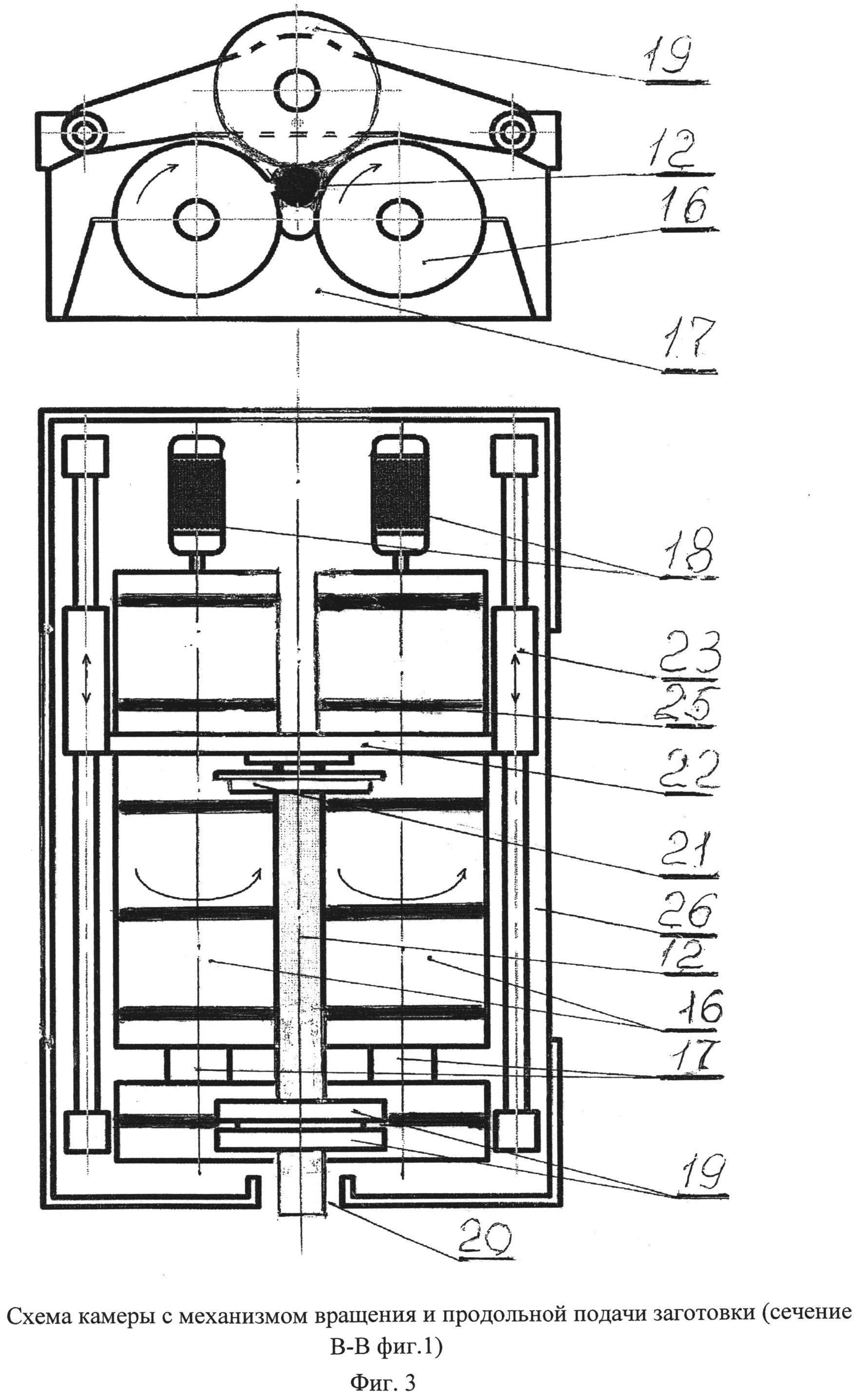
Камера с механизмами вращения и продольной подачи заготовки, фиг.3, содержит два опорных барабана 16, на подшипниковых опорах 17, с приводными электродвигателями 18. Заготовку 12, помещенную в зазор между барабанами 16, фиксируют в нем два нажимных ролика - один из них 19 со стороны отверстия 20, сообщающего камеру механизмов с плавильной камерой установки, а другой - нажимной ролик 21 с ребордой с противоположного конца заготовки 12. Ролик 19 снабжен механизмом подъема-опускания его на заготовку (на фиг.3 не показан).
Ролик 21 с ребордой закреплен на траверсе 22, перемещаемой в осевом направлении по направляющим 23 с помощью привода продольного перемещения заготовки (на фиг.3 не показан).
Ролик 21 с ребордой, закрепленный на траверсе 22, дополнительно снабжен приводом подъема и опускания его на заготовку 12 (на фиг.3 не показан).
Опорные барабаны 16 снабжены вибропоглощающими кольцами 25, контактирующими с заготовкой 12 и равномерно распределенными по длине барабанов 16. Вибропоглощающие кольца 25 выступают над поверхностью барабанов так, что заготовка 12 опирается только на них и не касается тела барабанов. Конструкция вибропоглощающих колец 25, содержащих демпфирующий слой из упругого материала, способна воспринимать и поглощать колебания заготовки, не передавая их барабану и всем остальным элементам механизма вращения.
Камера механизмов снабжена проемом 26 для подачи через него заготовки из смежной камеры с накопителем заготовок. Кроме того, она сообщается с вакуумной и газовой системами установки посредством специальных отверстий (на фиг.3 не показаны).
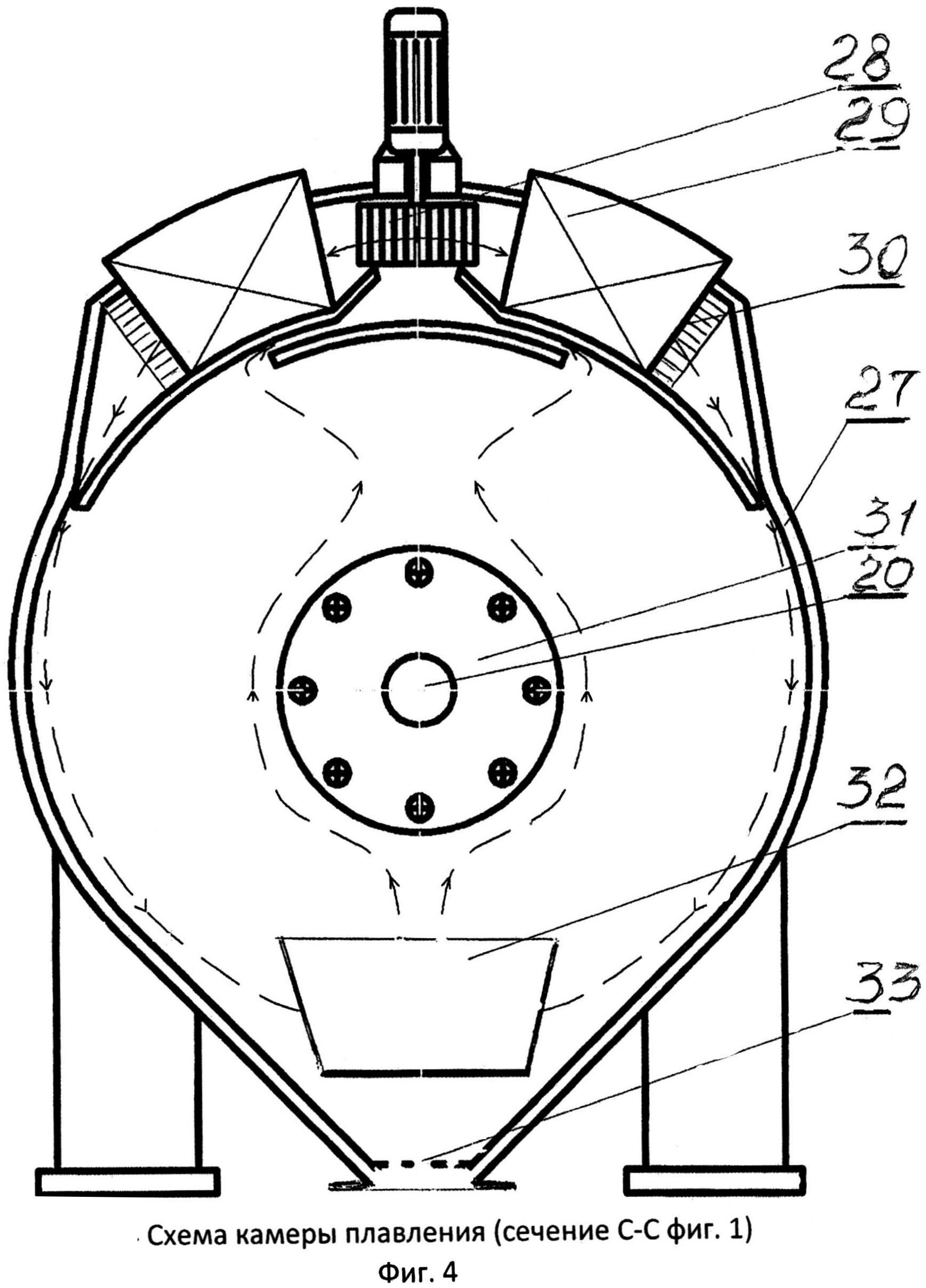
Плавильная камера, фиг.4, имеет водоохлаждаемый корпус 27, каплевидной конфигурации, в верхней части которого установлен блок рециркуляции газа в составе вентилятора 28, двух холодильников 29 с ловушками 30 для вымораживания влаги из газа. В центре камеры размещен водоохлаждаемый экран 31 с отверстием 20 для ввода в камеру заготовки 12 из камеры механизмов.
В нижней части плавильная камера снабжена улавливателем огарков 32 и решеткой 33 выпуска порошка. Плавильная камера присоединена к системе водоохлаждения установки, а также к вакуумной и газовой системам установки (на фиг.4 не показаны).
Работа установки обеспечивается следующим порядком.
В варианте перезапуска установки на повторный (и последующие за ним) циклы распыления, когда установка была заполнена рабочей средой, поступают следующим порядком.
Из камеры (фиг.2) удаляют порожний накопитель 10 заготовок 12, для чего перекрывают шлюзовой затвор 14 и через проем 15 в камеру напускают атмосферный воздух, замещая им находившийся в ней рабочий газ. После выравнивания давления в камере с атмосферным открывают заслонку 9 и рольгангом 7 выводят из камеры порожний накопитель 10. На установке, фиг.1, заменяют заполненный в предыдущем цикле приемник порошка 6 на порожний, предварительно отвакуумированный и заполненный рабочим газом до давления, соответствующего давлению в объеме установки.
Манипуляции по замене приемника осуществляют с применением затворов, которыми снабжены как приемник порошка, так и стыковочные разъемы установки (на фиг.1 не показаны).
На рольганг 7 камеры с накопителем (фиг.2) устанавливают накопитель заготовок (кассету) 10 с новой партией заготовок 12. Через загрузочный проем 8 с заслонкой 9, находящейся в положении «открыто», накопитель 10 с партией заготовок 12 вводят в пространство камеры, перекрывают проем 8 заслонкой 9. Пространство камеры вакуумируют откачкой через проем 15, сообщенный с вакуумной системой установки. После достижения требуемого остаточного давления и проверки уровня натекания в камеру напускают инертный газ через тот же проем 15, который при этом сообщают с газовой системой установки (на фиг.2 не показаны). При достижении давления газа в камере с накопителем, равным давлению во всем остальном пространстве установки, открывают шлюзовой затвор 14, сообщая пространство камеры с накопителем с пространством смежной камеры - камеры с механизмами вращения и продольной подачи заготовки.
Манипулятором 11 (фиг.2) из накопителя 10 захватывают заготовку 12, перемещают ее на позицию податчика 13, опускают ее в захваты податчика 13, который затем обеспечивает подачу заготовки 12 в смежную камеру установки - камеру (фиг.3) с механизмами вращения и продольной подачи заготовки на опорные барабаны 16. При подаче заготовки 12 (фиг.3) на барабаны 16 траверса 22 должна находиться в положении загрузки заготовки (крайнее заднее), а ролик 21 с ребордой - в поднятом над заготовкой положении.
Траверсу 22 перемещают на исходную рабочую позицию, ролик 21 опускают на заготовку 12, при этом его реборда входит в зацепление с кромкой торца заготовки 12.
Включением механизма продольной подачи заготовку 12 упором в реборду ролика 21 перемещают вдоль опорных барабанов 16 на позицию начала распыления. При этом положении противоположный торец заготовки 12 должен войти через отверстие 20 в камеру распыления. После выхода заготовки 12 на позицию начала распыления на нее опускают нажимной ролик 19 и обеспечивают надежную фиксацию заготовки 12 в желобе между барабанами 16. По завершении приведенных выше операций с заготовкой она готова к распылению.
Для начала этого процесса готовят плавильную камеру. При этом в водоохлаждаемый корпус 27 камеры плавления (фиг.4) и охлаждаемый экран 31 подают воду из системы водоохлаждения установки (на фиг.4 не показаны). Запускают в работу блок рециркуляции газа включением вентилятора 28, холодильников 29 с ловушками влаги 30. Улавливатель огарков 32 устанавливают в положение «закрыто», при котором исключается самопроизвольное попадание в него порошка.
Плазмотрон 4 (фиг.1) готовят к работе, обеспечивая его водоохлаждение подключением к системе охлаждения установки и подачу через него плазмообразующего газа от газовой системы установки. Запускают в работу плазмотрон 4 (зажигают электрическую дугу и генерируют поток плазмы), включают в работу механизм вращения заготовки пуском электродвигателей 18 (фиг.3) и, одновременно с этим, включают в работу механизм продольной подачи заготовки 12 в режиме плавки (т.е. с заданной скоростью подачи ее на плавление). Плазмотрон 4 при этом приближают к торцу вращающейся заготовки 12 так, что бы поток плазмы обеспечивал образование на его торце пленки расплава. Зазор между торцом заготовки и плазмотроном (промежуток) при этом контролируют соответствующим устройством плазмотрона, а механизм его перемещения обеспечивает поперечное сканирование плазменной струи по торцу заготовки, обеспечивая плоский фронт оплавления торца.
Пленка расплава на торце, под действием центробежной силы, стекает на его периферию и там распадается на капли, которые слетают с торца заготовки и, в процессе полета в камере распыления, затвердевают (кристаллизуются), охлаждаются и в виде порошинок через решетку 33 (фиг.4) удаляются (самотеком) в приемник порошка 6 (фиг.1).
Благодаря работе системы рециркуляции в камере распыления - поз.28, 29, 30 (фиг.4) обеспечиваются оптимальные условия затвердевания частиц расплава за счет охлаждения рециркулирующего газа посредством холодильников 29 с высаживанием из газа влаги в ловушках 30. Удаление влаги из рециркулирующего газа предотвращает окисление порошинок, что очень важно для обеспечения высоких потребительских свойств порошка.
По мере сплавления, заготовка 12 перемещается по вибропоглощающим кольцам 25 барабанов 16 (фиг.3) вплоть до момента, когда нажимной ролик 21 с ребордой доходит до соприкосновения с нажимным роликом 19. В этот момент ролик 19 поднимают и обеспечивают дальнейшее продвижение ролика 21 с ребордой вплоть до устья отверстия 20 до конечного его положения, при котором передняя кромка ролика 21 совпадает с торцевым срезом барабанов 16.
В этот момент отключают вращение барабанов 16 с заготовкой 12 и останавливают продольное движение ролика 21.
Плазмотрон 4 (фиг.1), отводят от заготовки, а его режим работы переводят на режим ожидания с минимальной мощностью тепловыделения.
Открывают улавливатель огарков - поз.32 (фиг.4) на прием огарка заготовки 12. При подъеме ролика 21 с ребордой в верхнее положение огарок освобождается от удержания на барабанах и падает вниз в приемник улавливателя 32, который затем возвращают в закрытое положение для продолжения режима плавки в камере плавления.
Ролик 21 с ребордой, посредством траверсы 22 (фиг.3), отводят назад на позицию загрузки новой заготовки. Загрузка новой заготовки из камеры с накопителем и последующие операции по ее передаче в камеру с механизмами и на распыление осуществляют аналогично тому, как это было описано выше по отношению к первой заготовке.
В варианте первоначального запуска установки, в отличие от варианта перезапуска с новой партией заготовок, приведенного выше, установку, с загруженным накопителем и пристыкованным порожним приемником порошка, вакуумируют всю сразу и затем, после проверки натекания, всю заполняют рабочим газом до требуемого давления. Во всем остальном действия при ее работе остаются одинаковыми в обоих вариантах.
Предлагаемая установка была апробирована на модельном образце. При этом центробежному распылению на ней были подвергнуты заготовки диаметром 80 мм, длиной 700 мм из жаропрочного сплава на никелевой основе. Частота вращения заготовки составила 18000÷20000 мин-1, скорость плавки до 120 кг/ч.
Порошки, полученные на модельной установке при технологических режимах, обозначенных выше, характеризуются следующими показателями, в сравнении с таковыми, получаемыми на штатной установке-прототипе УЦР-2 - табл.1.
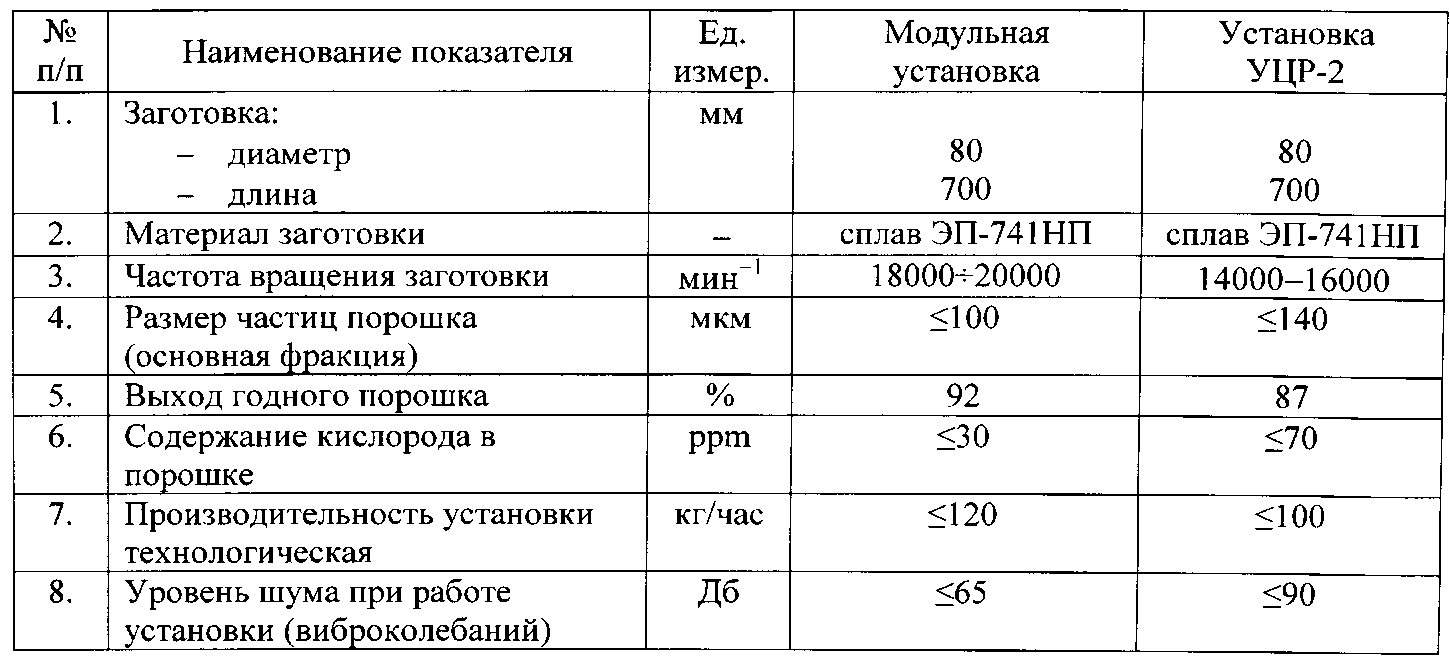
Как видно из данных, приведенных в табл.1, предлагаемая установка, в сравнении с прототипом, обеспечивает:
- повышение производительности на ~20% за счет быстрой перезагрузки ее новой партией заготовок в накопителе при наличии шлюзового затвора, отделяющего камеру загрузки с накопителем от камеры механизмов;
- снижение уровня шума и виброколебаний механизмов с 90 Дб до 65 Дб за счет вибропоглощающих демпфирующих колец на барабанах;
- повышение выходов годного продукта с 87 до 92% за счет как снижения содержания некондиционных отсеиваемых фракций в продукте, так и за счет уменьшения длины огарка со 100 мм до 60 мм за счет новой конструкции толкателя-ролика с ребордой;
- обеспечено снижение содержания кислорода в порошке с 70 до 30 (ppm) за счет удаления вымораживанием влаги из газовой атмосферы установки и повышения интенсивности охлаждения частиц порошка, а также за счет устранения «отрывов» - крупных частиц металла заготовки, образующихся при разрушении кромки периметра оплавляемого торца.
Это стало возможным благодаря оснащению плазмотрона механизмом, обеспечивающим поддержание плоского фронта плавления торца, за счет сканирования плазменной струей по радиусу торца (т.е. движения перпендикулярно оси заготовки).
Штамповый блок для изотермического деформирования
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока
Способ получения сварных конструкций из литых деталей алюминиевых сплавов
Способ внепечного модифицирования алюминиевых сплавов
Штамповый блок для изотермического деформирования
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока
Способ получения сварных конструкций из литых деталей алюминиевых сплавов
Способ внепечного модифицирования алюминиевых сплавов

