Результат интеллектуальной деятельности: СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении клеммных болтов для рельсовых скреплений железнодорожных путей методом холодной объемной штамповки на высадочных автоматах.
Известен способ высадки болтов для рельсовых скреплений, включающий предварительную формовку головки, которую осуществляют в две стадии, придавая головке на первой из них форму усеченного конуса, сопряженного меньшим основанием со стержневой частью и выдерживая угол наклона образующей указанного конуса в пределах 6-9°, на второй стадии формуют головку с углом наклона образующей конуса в пределах 1-40° и окончательную формовку головки, после чего производят обрезку двух граней головки болта (Патент РФ №2011462, Кл. В21К 1/46, 1994).
Недостатком этого способа является:
- невысокий коэффициент использования металла за счет отходов при обрезке головки;
- невысокая стойкость инструмента на второй и третьей позиции;
- невысокое качество детали по опорной сферической поверхности из-за заусенцев, образующихся при обрезке граней головки болта.
Известен способ высадки болтов для рельсовых скреплений железнодорожных путей, включающий предварительный нагрев заготовки и формование головки и стержня болта матрицей и пуансоном путем внедрения в головку болта выступа на пуансоне (DE 4118113А1, В21К 1/46, 10.12.1992).
Недостатком данного способа является:
- невысокая стойкость инструмента при формовке болта с нагревом заготовки;
- необходимость предварительного нагрева заготовки, что влечет высокие затраты на электроэнергию, воду и расходы связанные с экологией;
- невысокое качество поверхности детали из-за окалины, образующейся на поверхности при нагреве.
Наиболее близким техническим решением по совокупности существенных признаков является способ штамповки клеммных болтов для рельсовых скреплений, включающий предварительную и окончательную формовку головки, при этом на стадии предварительной формовки головке придают вид усеченного конуса, ограниченного с двух сторон секущими плоскостями и имеющего верхнее основание - круг, равный диаметру заготовки, ограниченного двумя параллельными хордами, окончательную формовку головки осуществляют на последующих трех позициях при равномерном распределении нагрузок на инструмент путем осадки головки с постоянным увеличением длины прямоугольника и ограничением его ширины и оформляют сферу на опорной поверхности головки (Патент РФ №2073581, Кл. В21К 1/46, 1997).
Недостатком этого способа является:
- некачественное заполнение углов граней головы болта из-за затрудненного течения металла в направлении большей грани головы на позиции предварительного набора головки в виде усеченного конуса;
- невысокая стойкость инструмента, связанная с высокими удельными нагрузками на инструмент и затрудненным течением металла в углы граней головки;
- невысокое качество болта в связи с образованием заусенцев на торце болта со стороны меньшей грани головки из-за течения металла в зазор между матрицей и пуансоном.
Кроме того, практика показывает, что из-за незаполнения углов граней головы болта, недостатком способа является невозможность достижения одной из главных геометрических характеристик болта, влияющих на его работоспособность, - требуемой величины диагонали четырехгранной головки болта.
В основу изобретения поставлена задача разработать способ изготовления клеммных болтов для рельсовых скреплений штамповкой, обеспечивающий повышенное качество детали без заусенцев и с требуемой величиной диагонали четырехгранной головки болта.
Технический результат заключается в достижении повышенной стойкости инструмента.
Поставленная задача решается, а технический результат достигается тем, что в способе изготовления клеммных болтов для рельсовых скреплений штамповкой на холодновысадочном автомате, включающем предварительное и окончательное формирование прямоугольной головки болта и ее сферической опорной поверхности, калибровку прямоугольной головки и сферической опорной поверхности, формирование на торце стержня болта фаски, при этом предварительное формирование прямоугольной головки болта и ее сферической опорной поверхности осуществляют на одной позиции штамповки, на которой головке придают форму прямоугольника, имеющего размер стороны (0,7-0,9)S, где S - большая или меньшая сторона окончательно сформированной прямоугольной головки болта, а калибровку прямоугольной головки и сферической опорной поверхности осуществляют на позиции штамповки одновременно с редуцированием стержня под накатку резьбы и формированием фаски на торце стержня.
Благодаря тому, что на первой позиции штамповки холодновысадочного автомата предварительно формуется головка прямоугольной формы и совместно с ней сферическая опорная поверхность, при этом головке придают форму прямоугольника, имеющего размер стороны (0,7-0,9)S, где S - большая или меньшая сторона окончательно сформированной прямоугольной головки болта, предлагаемый способ позволяет равномерно распределить деформацию по переходам штамповки и, следовательно, равномерно распределить нагрузку на холодновысадочный инструмент по позициям высадки, вследствие чего удается обеспечить условие благоприятного течения материала в углы штампа и тем самым достичь заполнения углов граней головы болта и формирования требуемой величины диагонали четырехгранной головки болта. Кроме того, способ позволяет значительно увеличить стойкость инструмента из-за снижения удельных нагрузок по позициям высадки.
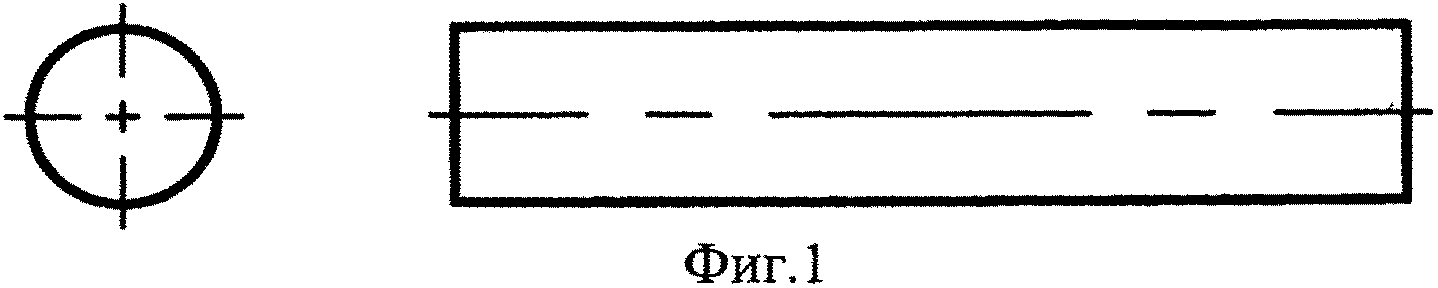
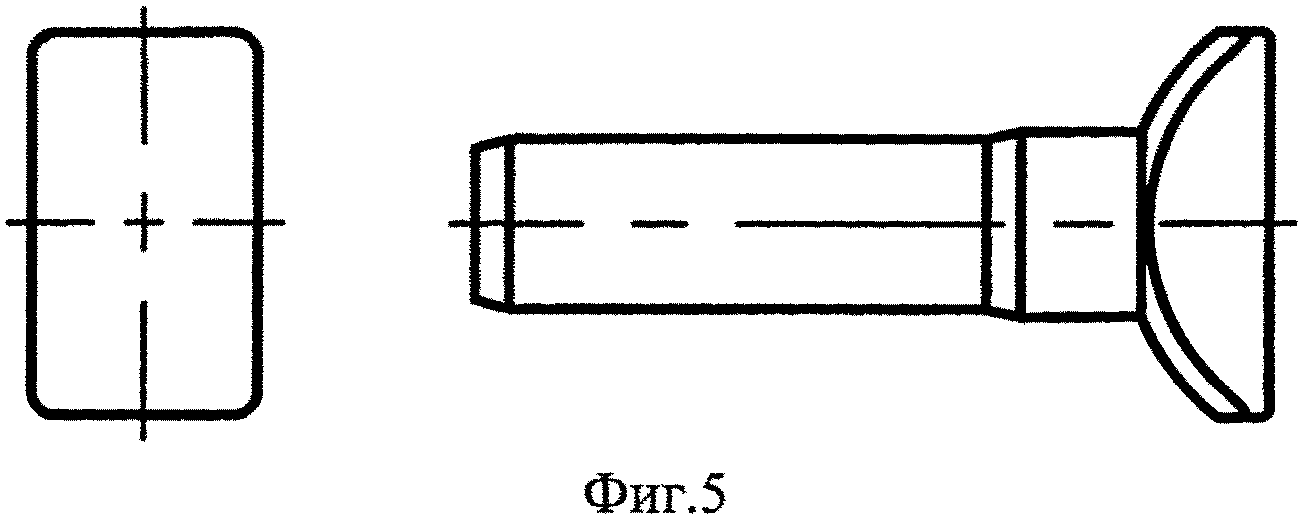
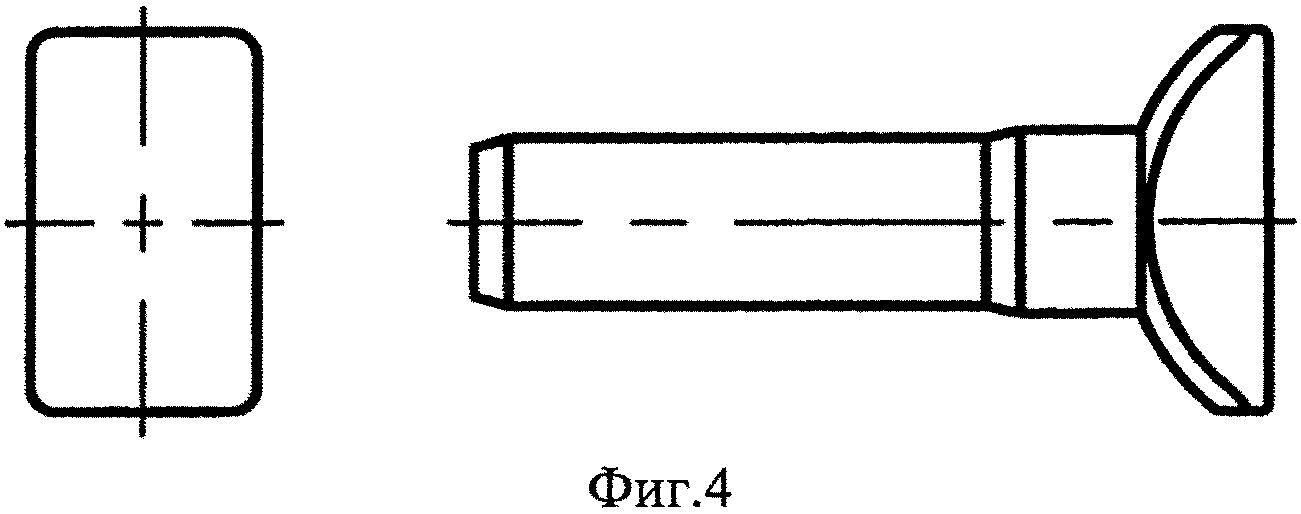
Сущность изобретения поясняется чертежами. На фиг. 1-5 представлен технологический процесс штамповки клеммных болтов для рельсовых скреплений, реализуемый на холодновысадочном автомате.
Способ осуществляется следующим образом:
- от круглого прутка проволики из стали 20 ⌀21,5 мм отрезают заготовку мерной длины (см. фиг. 1);
- на первой позиции штамповки холодновысадочного автомата предварительно формуют головку, придавая ей форму прямоугольника с размерами (0,7-0,9)S, где S большая либо меньшая сторона окончательно сформированной головки, и предварительно формуя сферическую опорную поверхность в матрице, при этом в матрице формуется 2/3 высоты головки, а 1/3 высоты головки формуется в пуансоне (см. фиг. 2);
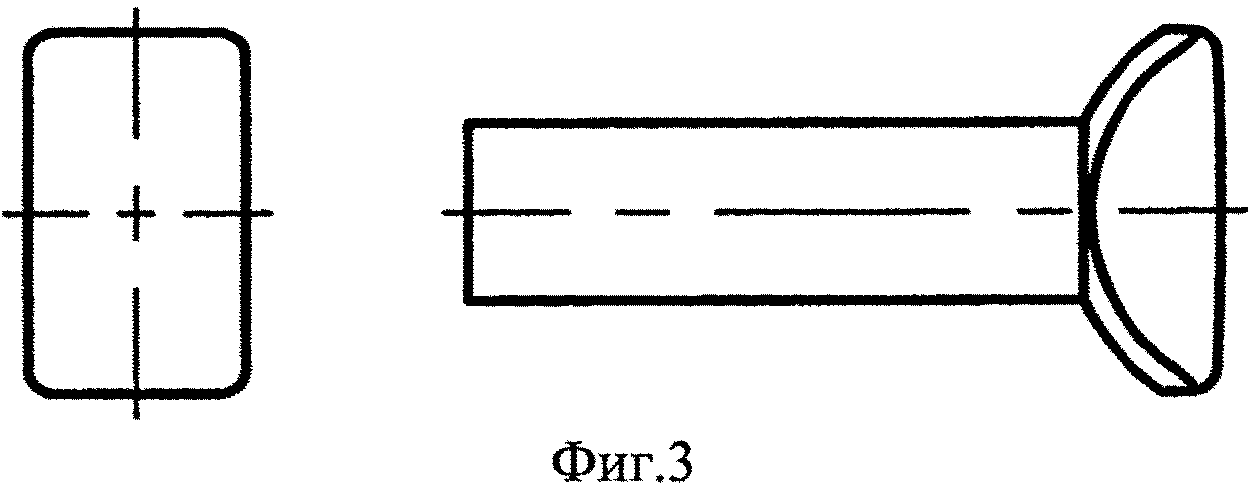
- на второй позиции штамповки холодновысадочного автомата оформляют прямоугольник головки и сферическую опорную поверхность (см. фиг. 3);
- на третьей позиции калибруют прямоугольник головки, радиусы округлений по ее торцу, сферическую опорную поверхность и одновременно редуцируют стержень, оформляют фаску на стержне под накатку резьбы (см. фиг. 4);
- на четвертой позиции окончательно калибруют прямоугольник, сферическую опорную поверхность и фаску (см. фиг. 5).
Благодаря последовательному формованию прямоугольной четырехгранной головки совместно со сферической опорной поверхностью, начиная с первой позиции высадки, предлагаемый способ позволяет равномерно распределить деформацию по переходам штамповки и, следовательно, равномерно распределить нагрузку на холодновысадочный инструмент по позициям высадки, вследствие чего удается обеспечить условие благоприятного течения материала в углы штампа, и тем самым за счет заполнения углов граней головы болта добиться формирования требуемой диагонали болта. Кроме того, способ позволяет значительно увеличить стойкость инструмента из-за снижения удельных нагрузок по позициям высадки.
Высадку клеммного болта необходимо производить на четырехпозиционном холодновысадочном автомате. Настоящий способ рекомендуется для внедрения при изготовлении клеммных болтов на ОАО «БелЗАН».
Способ изготовления клеммных болтов для рельсовых скреплений штамповкой на холодновысадочном автомате, включающий предварительное и окончательное формирование прямоугольной головки болта и ее сферической опорной поверхности, калибровку прямоугольной головки и сферической опорной поверхности, формирование на торце стержня болта фаски, отличающийся тем, что предварительное формирование прямоугольной головки болта и ее сферической опорной поверхности осуществляют на одной позиции штамповки, на которой головке придают форму прямоугольника, имеющего размер стороны (0,7-0,9)S, где S - большая или меньшая сторона окончательно сформированной прямоугольной головки болта, а калибровку прямоугольной головки и сферической опорной поверхности осуществляют на позиции штамповки одновременно с редуцированием стержня под накатку резьбы и формированием фаски на торце стержня.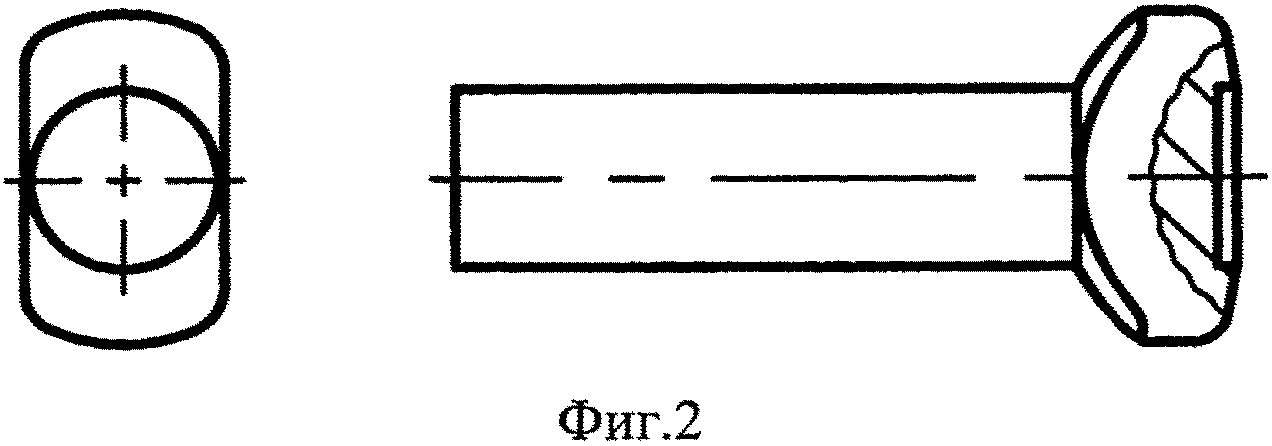
Способ раскрутки-торможения колес шасси
Термоэмиссионный магнитопровод статора
Внутритрубное транспортное средство (варианты)
Охлаждаемая рабочая перфорированная лопатка турбины
Способ калибровки магнитострикционных преобразователей линейных перемещений и устройство его реализации
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии
Способ ионно-плазменного нанесения многослойного покрытия на изделия из алюминиевых сплавов
Вертикальный трубчатый электрофильтр (варианты)
Способ определения среднегодовой самоочищающей способности водотока в фарватере
Способ азотирования деталей в тлеющем разряде на различную глубину азотированного слоя
Универсальный электрошариковый первичный преобразователь расхода электропроводной жидкости
Трехфазное симметрирующее устройство и способ управления им
Магнитопровод статора электромеханических преобразователей энергии с интенсивным охлаждением (варианты) и способ его изготовления
Способ настройки многоцелевого станка для пятикоординатной обработки
Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов
Способ линейной сварки трением
Многосекционный синхронный двигатель
Устройство для чистки ствола орудия (варианты)
Устройство наблюдения за распределением тепловых потоков в днище поршня для оценки эффективности теплозащитных покрытий на нем
Способ раскрутки-торможения колес шасси

