Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к производству биметаллической проволоки.
Известно множество способов изготовления биметаллической проволоки, состоящей из различных металлов и сплавов.
Известен способ изготовления проволоки путем заливки жидким металлом металлического стержня, установленного в цилиндрическую изложницу (Дмитров Л.Н., Кузнецов Е.В., Кобелев А.Г., Чегодаев Ю.П., Шкляев В.Е., Войцеховский В.А. Биметаллы. Пермское книжное издательство, 1990). После затвердевания металла полученную заготовку диаметром 50-100 мм обрабатывают различными методами прокатки. Сначала горячей прокаткой доводят до диаметров 10-12 мм, а затем, используя различные процессы холодной прокатки и волочения, получают проволоку требуемых размеров. Существенным недостатком такого способа получения проволоки является его значительная трудоемкость.
Известен способ изготовления стальной проволоки с покрытием, преимущественно с толстым покрытием, из более мягкого металла (RU 1808434, В21С 1/00, опубл. 15.04.1993). Способ включает очистку поверхностей контакта оболочки и сердечника, формирование оболочки вокруг сердечника путем выдавливания сердечником металла оболочки из профиля шириной, равной ширине биметаллической заготовки, и высотой, не менее чем в 2,3 раза превышающей толщину оболочки в биметаллической заготовке. Причем процесс выдавливания осуществляют при соотношении пределов текучести металла сердечника и оболочки не меньше 20 (σтс/σтоб>20). После формирования оболочки проводят ее сварку.
Недостатки данного способа очевидны. Чтобы обеспечить требуемое соотношение пределов текучести металла сердечника и оболочки, как правило, необходимо использовать нагрев оболочки. Например, для изготовления проволоки сталь-медь медную оболочку нагревают до 850°С. Для предотвращения окисления меди и стали требуется использовать защитный газ в процессе формирования оболочки.
Поскольку в процессе получения биметаллической заготовки оболочка наклепывается, повышаются ее прочностные характеристики и снижается пластичность, полученную заготовку необходимо отжигать. И только после этого используют методы прокатки или волочения для получения требуемых размеров проволоки. Такой способ получения биметаллической проволоки нетехнологичн, достаточно трудоемок и ограничен в применении. Так, например, данным способом невозможно получить биметаллическую проволоку алюминий - медь.
Известен способ изготовления биметаллической проволоки, обеспечивающий непрерывный процесс ее получения (RU 124405, В23К 20/04, публ. 01.01.1959).
Исходным материалом для изготовления биметаллической проволоки является стальной сердечник (пруток) или стальная проволока и лента из цветного металла. Осуществление способа обеспечивается применением последовательно расположенных механизмов, начиная от механизма подачи проволоки (разматывателя) до приемного устройства (моталки).
Рулонные проволоки и лента проходят через стыкосварочные машины, петлевые устройства и попадают в формовочный стан. В формовочном стане происходит формовка ленты в трубную заготовку, внутрь которой одновременно заформовывается стальная проволока (стержень). Сварка продольного шва осуществляется в высокочастотной сварочной машине. Осадка кромок при этом осуществляется двумя обжимными роликами с вертикальными осями. После высокочастотной сварки деформируют биметаллическую заготовку в редукционном стане, а затем в калибровочном стане, в котором производят окончательное обжатие с доведением размеров до требуемых в готовой продукции. Из калибровочного стана проволока поступает в приемное устройство.
Недостатком такого способа является наличие высокой температуры в зоне высокочастотной сварки, необходимость снятия образовавшегося сварного грата. Такой способ получения биметаллической проволоки практически не позволяет его использовать при изготовлении биметаллической проволоки алюминий-медь.
При использовании меди в качестве плакирующего материала при ее сварке при температуре 1050°С может расплавиться алюминиевый стержень, температура плавления которого 650°С. Кроме того, в зоне высокочастотной сварки, как правило, образуются прочные и хрупкие интерметаллиды, которые препятствуют образованию прочного сварного соединения алюминиевого стержня с медной лентой в процессе редуцирования.
Наиболее близким к заявляемому является способ изготовления биметаллической проволоки (RU 2095169, В21С 1/00, опубл. 10.11.1997), при котором в качестве заготовки берут биметаллическую ленту с двусторонним покрытием металлом оболочки, ленту разрезают на дисковых ножницах вдоль на проволоки прямоугольного сечения, оболочку формируют на проволоках путем их фасонной прокатки. При этом вначале выполняют канавку на гранях проволоки, не имеющих покрытия, т.е. на боковых поверхностях проволоки, а затем загибают ее края одновременно до плотного соединения друг с другом. Далее проводят волочение проволоки для получения требуемого размера. Способ исключает использование различных методов электросварки при формировании оболочки.
Недостатком этого способа является нетехнологичность, несмотря на кажущуюся простоту. Достаточно серьезной проблемой является операция роспуска заготовки (биметаллической ленты) на отдельные проволоки и дальнейшая их обработка. Каждая проволока после порезки должна иметь свою технологическую линию, заключающуюся в фасонной прокатке, формовке, последующем волочении и наматывании на барабан моталки. Работу линий необходимо согласовывать. Для чего требуется применение сложных систем управления. Сам процесс выполнения канавок на непокрытых боковых поверхностях проволоки является трудно выполнимым и требует применения достаточно сложного оборудования. Кроме того, процесс волочения сопровождается обрывами проволок, износом инструмента. Для устранения обрывов и замены инструмента необходимо останавливать агрегаты, что существенно снижает производительность.
Изобретение решает задачу обеспечения технологичности процесса изготовления биметаллической проволоки.
Это достигается тем, что в способе изготовления биметаллической проволоки, включающем получение биметаллической заготовки путем оборачивания сердечника лентой и соединения кромок ленты, последующие прокатку и волочение, согласно изобретению предварительно в сердечнике делают V-образный врез глубиной не более половины диаметра сердечника и углом 30-60° и выполняют правку сердечника для придания ему прямолинейной формы по длине, затем края ленты заправляют в V-образный врез и сжимают заготовку, устраняя врез, при этом ширину ленты определяют по выражению
В=П+2Н,
где Π - периметр поперечного сечения сердечника,
Η - глубина V-образного вреза.
Выполнение в сердечнике V-образного вреза позволяет получить биметаллическую заготовку без применения различных видов электросварки.
Глубина вреза должна быть не более половины диаметра сердечника, иначе возрастает неравномерность деформации сердечника, его искривление в продольном направлении и увеличивается усилие деформации.
Если угол вреза будет менее 30°, то, как показывают эксперименты, значительно усложняется операция заправки краев ленты в V-образный врез сердечника. Если угол вреза будет более 60°, то значительно возрастают усилия вреза и последующего сжатия биметаллической заготовки для устранения вреза.
При выполнении V-образного вреза стержень искривляется, поэтому перед выполнением операции оборачивания прутка или проволоки лентой его необходимо выпрямить правкой, например, в роликовых устройствах.
Устранение вреза путем сжимания заготовки по ее периметру обеспечивает при этом плотное прилегание оборачиваемой лентой сердечника.
Выбор ширины ленты обусловлен обеспечением гарантированного охвата лентой сердечника и удержания краев ленты в V-образном врезе при последующей деформации.
Технический результат - плотное прилегание слоев разных металлов друг к другу без образования интерметаллидов.
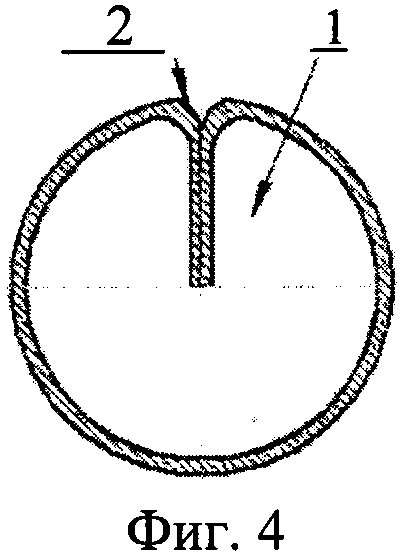
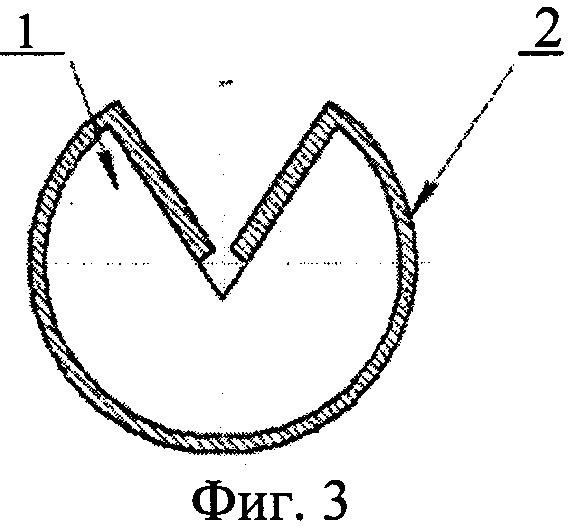
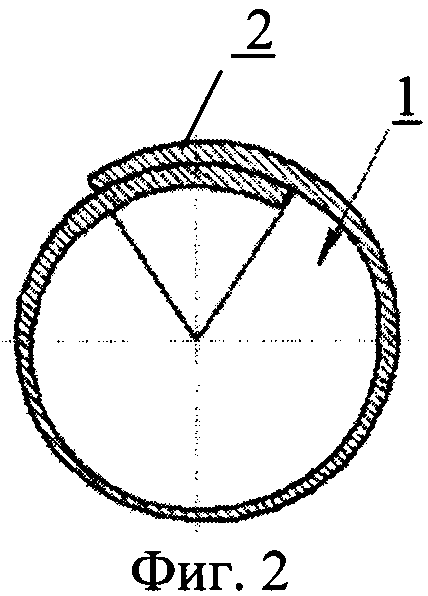
Изобретение иллюстрируется чертежами, где показаны этапы формирования биметаллической заготовки: на фиг. 1 - сердечник с выполненным V-образным врезом, на фиг. 2 - сердечник с лентой, края которой перекрывают V-образный врез, на фиг. 3 - сердечник с лентой, края которой заправлены в V-образный врез, на фиг. 4 - биметаллическая заготовка со стержнем и сжатыми краями ленты.
Позицией 1 обозначен сердечник, позицией 2 - лента.
Способ осуществляют следующим образом.
Используют исходные материалы, например металлический пруток или проволоку и ленту. В основе делают V-образный врез, как показано на фиг. 1. Глубина V-образного вреза не более половины диаметра стержня. Затем пруток или проволоку выпрямляют, что обеспечивается правкой в 5-7 роликовых устройствах.
После правки проводят оборачивание стержня лентой таким образом, чтобы края ленты находились над V-образным врезом и перекрывали его (фиг. 2), образуя нахлест лент. Величина этого перекрытия должна быть не более глубины вреза.
После оборачивания стержня лентой проводят вдавливание краев ленты в V-образный врез (фиг. 3) и затем сближают края ленты до соприкосновения (фиг. 4).
На заключительном этапе заготовку сжимают до устранения вреза.
Таким образом получают биметаллическую заготовку.
Пример.
Для получения биметаллической проволоки были использованы следующие материалы: отожженная алюминиевая проволока из сплава АД31 диаметром 6,5 мм и отожженная медная лента из сплава толщиной 0,2 мм.
В проволоке был выполнен V-образный врез, имеющий угол при вершине 45°. Для этого использовалась двухвалковая рабочая клеть, имеющая рабочие валки диаметром 60 мм. Глубина вреза равна 2,5 мм. Использовалась медная лента M1 шириной
В=πD+2Η=3,14×6,5+2×2,5=25,41 мм,
где D - диаметр проволоки,
Η - глубина V-образного вреза.
Допуск ленты по ширине согласно ГОСТ 1173-73 составляет 0,4 мм.
После выполнения V-образного вреза проволока подавалась в 7-роликовую правильную машину, имеющую диаметры роликов 70 мм. Затем проволока зачищалась в зачистной проволочной машине. В аналогичной зачистной машине зачищались обе поверхности медной ленты.
После зачистки проволоки и медной ленты на агрегате формовки проводилось оборачивание проволоки медной лентой таким образом, чтобы края ленты вошли в V-образный врез. Заправление краев ленты в V-образный врез обеспечивается в формовочном стане, имеющем, например, 6-7 пар профилированных роликов. Затем выполнялось сжатие краев ленты до соприкосновения волочением в фильере диаметром 6,9 мм.
Таким образом была получена биметаллическая заготовка (фиг. 4).
Подготовленная биметаллическая заготовка диаметром 6,9 мм далее деформировалась в 4-валковом калибре. При прокатке в 4-валковом калибре получили квадратную проволоку, которая затем протягивалась через роликовую волоку, а затем через монолитную волоку. После четырехкратного протягивания биметаллической проволоки через монолитную волоку получили круглую биметаллическую проволоку диаметром 3,0 мм.
При деформации биметаллической проволоки в 4-валковом калибре и роликовой волоке и последующем волочении в монолитных волоках обеспечивается прочное соединение медной ленты и алюминиевой проволоки.
После термообработки биметаллической проволоки диаметром 3,0 мм в протяжной печи на волочильном стане с монолитными волоками была получена проволока диаметром 1,0 мм. При этом поверхность проволоки получена без нарушения сплошности медной ленты, толщина медного слоя в проволоке 1,0 мм составила 30 мкм.
Преимуществом данного способа является то, что не требуется применения различных способов сварки, основанных на использовании электрической энергии и разогреве кромок плакирующей ленты. При этом исключается разогрев кромок, их оплавление, отсутствуют устройства для снятия грата, который образуется при электросварке. Не происходит оплавление металла стержня, когда в качестве основы применяются металлы, имеющие низкую температуру плавления (алюминий, цинк, свинец). Не появляются интерметаллиды в процессе оборачивания лентой стержня, которые снижают прочность соединения компонентов при плакировании.
Изобретение обеспечивает технологичность процесса получения биметаллической проволоки.
Способ изготовления биметаллической проволоки, включающий формирование биметаллической заготовки путем оборачивания сердечника лентой и соединения кромок ленты, последующие прокатку и волочение, отличающийся тем, что в сердечнике производят V-образный врез глубиной не более половины диаметра сердечника и углом 30-60° и выполняют правку сердечника для придания ему прямолинейной формы по длине, а затем края ленты заправляют в V-образный врез и сжимают заготовку до устранения вреза, при этом ширину ленты В определяют по выражению:В=Π+2Н,где Π - периметр поперечного сечения сердечника,Н - глубина V-образного вреза.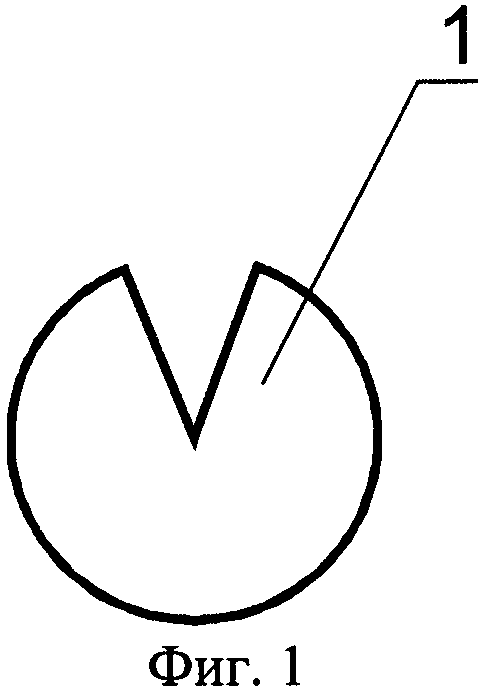
Способ получения отливок типа "стакан"
Способ получения отливок по выплавляемым моделям
Способ металлотермического получения металлов и сплавов с вакуумированием их в жидком состоянии и устройство для его осуществления
Легкообрабатываемая конструкционная хромомарганцевомолибденовая сталь
Схема ресурсосберегающей релейной защиты кабельных линий 6(10) кв и зонного автоматического повторного включения в распределительной сети
Способ изготовления электроугольных изделий
Способ изготовления электроугольных изделий
Способ прессования электротехнического изделия из порошковой графитопластовой композиции
Способ производства полуфабрикатов из мяса цыплят-бройлеров
Способ дозирования из бункерных весов
Способ обработки радиоактивных растворов и установка для его осуществления
Способ формирования статуса результата измерений интеллектуального датчика
Способ производства комбинированных кукурузных завтраков с фитокомпонентами
Способ производства кукурузных хлопьев с фитодобавкой
Малоэтажное здание с возможностью трансформации внутреннего и внешнего пространства (варианты)
Способ оценки воздействия света, генерируемого светодиодными источниками освещения, на функции нейтрофильных гранулоцитов периферической крови
Преобразователь напряжения в частоту импульсов
Многозонный интегрирующий регулятор
Однотактный многозонный интегрирующий преобразователь
Двухтактная бескривошипная поршневая тепловая машина-двигатель

