Результат интеллектуальной деятельности: СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к области упрочняющей термической обработки поверхностного слоя изделий.
Известны способы плазменной термической обработки поверхностного слоя изделий (патенты РФ №2064511 от 27.07.1996 г., №2069131 от 20.11.1996 г., №2343211 от 10.01.2009 г.), при которых плазменную обработку ведут плазменной струей (дугой косвенного действия).
Признаки известных способов, совпадающие с признаками заявленного изобретения, заключаются в том, что поверхностную термическую обработку ведут низкотемпературной плазмой.
Причина, препятствующая получению в известных способах технического результата, который обеспечивается изобретением, заключается в низкой эффективности нагрева поверхности изделия. В процессах, использующих плазменную струю (плазменную дугу косвенного действия), теплопередача в изделие при одинаковой мощности в 1,3-2,0 раза меньше, чем при обработке плазменной дуги прямого действия. Для эффективной термообработки требуются плазмотроны высокой мощности (40 кВт и более), что приводит к увеличению габаритов и массы. Источники питания таких плазмотронов должны иметь напряжение холостого хода не ниже 200 В.
Известны технические решения (см., например, патенты на полезную модель РФ №78193 от 20.11.2008 г., №95665 от 10.07.2010 г.), при которых плазменную поверхностную термообработку изделий ведут путем перемещения по поверхности изделия одной или двух плазменных дуг прямого действия током прямой полярности (изделие является анодом). В качестве плазмообразующего газа используется аргон. Для увеличения ширины зоны термообработки используют принудительное сканирование дуги по поверхности изделия воздействием на нее внешним электромагнитным полем. Для питания плазменной дуги может использоваться источник питания с напряжением холостого хода 80-90 В. При этом обеспечивается высокая плотность теплового потока и скорость нагрева поверхности изделия.
Признаки известных способов, совпадающие с признаками заявленного изобретения, заключаются в том, что поверхностную термическую обработку ведут плазменной дугой прямого действия; в качестве плазмообразующего газа используют аргон.
Причина, препятствующая получению в известных способах технического результата, который обеспечивается изобретением, заключается в усложнении технической реализации способа плазменной поверхностной термообработки. Усложнение заключается в использовании более чем одной плазменной дуги и принудительном сканировании дуги по обрабатываемой поверхности. Это требует использования сканирующего устройства дуги, включающего генератор, электромагнитную катушку и ферромагнитные губки, а также систему управления сканирующим устройством. Кроме того, требуются дополнительные пульты управления и источники питания для работы второго плазмотрона или второй дуги.
Известен способ (патент РФ №2430166 от 27.09.2011 г.), при котором поверхностную термообработку ведут низкотемпературной плазменной дугой прямого действия током прямой полярности (изделие является анодом). В качестве плазмообразующего газа используют аргон. При этом используется один плазмотрон и одна плазменная дуга. Для увеличения ширины зоны термической обработки и равномерности нагрева используют магнитную осцилляцию дуги с амплитудой сканирования 20-45 мм.
При этом обеспечивается упрощение процесса термообработки.
Признаки известного способа, совпадающие с признаками заявленного изобретения, заключаются в том, что поверхностную термическую обработку ведут одной плазменной дугой прямого действия; в качестве плазмообразующего газа используют аргон.
Причина, препятствующая получению в известном способе технического результата, который обеспечивается изобретением, заключается в усложнении технической реализации способа плазменной поверхностной термообработки. Усложнение заключается в использовании магнитной осцилляции дуги внешним электромагнитным полем, что требует использования генератора переменного магнитного поля, снижает технологические возможности процесса за счет усложнения конструкции плазмотрона, увеличения его габаритов и массы.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ плазменной термической обработки поверхностного слоя изделий, включающий нагрев рабочей поверхности изделия аргоновой плазменной дугой прямого действия током обратной полярности (патент РФ №2313581 от 27.12.2007). Данный способ принят за прототип.
Признаки прототипа, совпадающие с признаками заявленного изобретения, заключаются в том, что поверхностную термическую обработку ведут одной плазменной дугой прямого действия на токе обратной полярности; в качестве плазмообразующего газа используют аргон.
Причина, препятствующая получению указанного ниже технического результата при использовании известного способа, принятого за прототип, заключается в ограничении площади сканирования катодных пятен, что снижает ширину зоны обработки и качество защиты зоны обработки.
Задача, на решение которой направлено заявляемое техническое решение, заключается в упрощении технической реализации способа плазменной поверхностной термообработки при обеспечении производительности процесса и качества обработанной поверхности.
Поставленная задача была решена за счет того, что в известном способе плазменной термической обработки поверхностного слоя изделий, включающем нагрев рабочей поверхности изделия аргоновой плазменной дугой прямого действия на токе обратной полярности, согласно изобретению нагрев рабочей поверхности изделия осуществляют в камере, закрывающей плазменную дугу и зону обработки рабочей поверхности изделия от контакта с атмосферой, с обеспечением расширения зоны сканирования катодных пятен по поверхности изделия.
Признаки заявляемого технического решения, отличительные от прототипа - нагрев рабочей поверхности изделия осуществляют в камере, закрывающей плазменную дугу и зону обработки рабочей поверхности изделия от контакта с атмосферой.
Технический результат, опосредствующий решение указанной задачи, заключается в том, что поверхностную термообработку ведут закрытой плазменной дугой прямого действия на токе обратной полярности в среде инертного газа. При этом изделие является катодом. Плазменная дуга контактирует с поверхностью изделия (поверхность является «холодным» катодом) в отдельных катодных пятнах. Катодные пятна на поверхности изделия совершают быстрые хаотические перемещения, обеспечивая естественное сканирование по поверхности изделия, в зоне защиты инертным газом. При этом плотность энергии в катодных пятнах достигает 106-107 Вт/см2, что создает дополнительные условия для быстрого, равномерного нагрева поверхностного слоя изделия. При наличии камеры, закрывающей плазменную дугу и зону обработки от контакта с атмосферой, за счет заполнения ее аргоном, значительно расширяется ширина сканирования катодных пятен по поверхности изделия. Кроме того, исключается насыщение поверхности изделия водородом и ее окисление. Улучшаются экологические условия за счет отсутствия излучения плазменной дуги и снижения образования озона.
На фиг. 1 показана функциональная схема способа плазменной поверхностной термообработки закрытой плазменной дугой прямого действия на токе обратной полярности.
На фиг. 2 - внешний вид зоны термообработки.
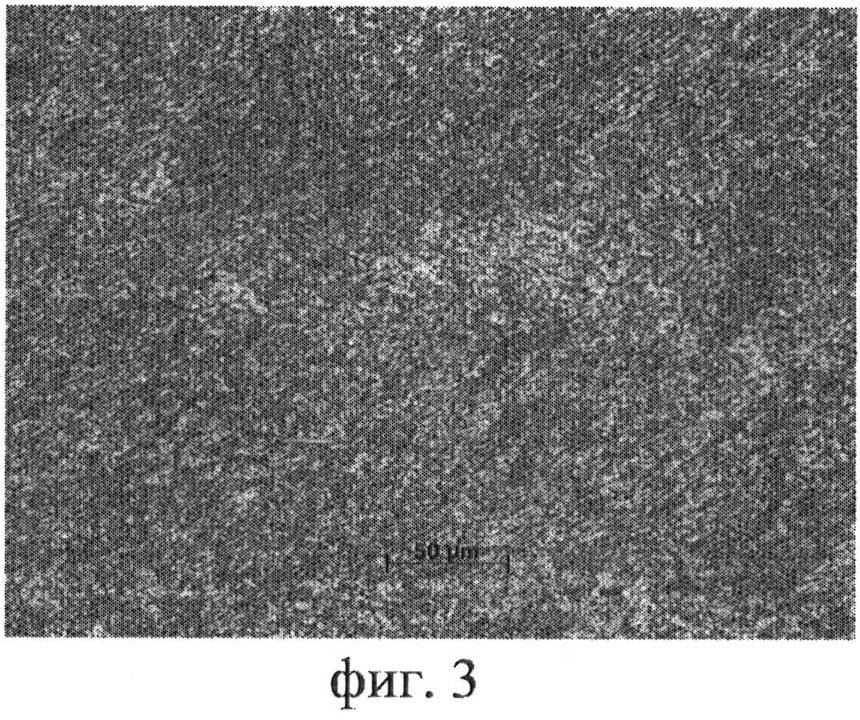
На фиг. 3 - микроструктура термообработанного слоя на стали 40X13.
Предлагаемый способ осуществляется в следующей последовательности.
Источник питания плазменной дуги ИП подключается полюсом «+» к электроду плазмотрона 1, а полюсом «-» к изделию 2, в плазмообразующее сопло 3 подается плазмообразующий газ аргон, который заполняет камеру 4, закрывающую плазменную дугу и зону обработки. При необходимости, дополнительно аргон может подаваться в камеру 4. Включается плазменная дуга и продольное перемещение относительно изделия, при этом происходит самопроизвольное сканирование катодных пятен по поверхности изделия в пределах площади, закрытой камерой 4. Поверхность изделия быстро нагревается до температуры, необходимой для заданной термообработки, и быстро охлаждается при выходе из зоны воздействия плазменной дуги за счет теплоотвода в изделие.
Пример конкретного выполнения
Выполнена закалка поверхности изделия из стали 40X13. Ток плазменной дуги использовался в пределах 160-200 А. Линейная скорость перемещения была в пределах 1-3 см/сек. Диаметр камеры - 40 мм. При этом ширина сканирования катодных пятен по поверхности изделия и термообработки составляла 30-40 мм (см. фиг. 2). Термообработка производилась без плавления поверхностного слоя изделия. Структура в термообработанном слое представляет мелкозернистый мартенсит (см. фиг. 3). Твердость на поверхности составила 54-56, на глубине 1,5 мм 52-54 HRC.
Преимущество изобретения состоит в том, что оно обеспечивает повышенную ширину (до 35-45 мм) зоны упрочнения без принудительного сканирования дуги, высокое качество поверхности за счет отсутствия взаимодействия с воздухом нагретого металла, равномерное распределение характеристик упрочненного слоя по ширине и глубине, оптимальный термический цикл, формирующий необходимую структуру металла. Кроме того, исключается возможность насыщения поверхностного слоя водородом и окисления. При этом упрощается оборудование, снижаются затраты и повышается производительность обработки.
Способ плазменной термической обработки поверхностного слоя изделий, включающий нагрев рабочей поверхности изделия аргоновой плазменной дугой прямого действия на токе обратной полярности, отличающийся тем, что нагрев рабочей поверхности изделия осуществляют в камере, закрывающей плазменную дугу и зону обработки рабочей поверхности изделия от контакта с атмосферой, с обеспечением расширения зоны сканирования катодных пятен по поверхности изделия.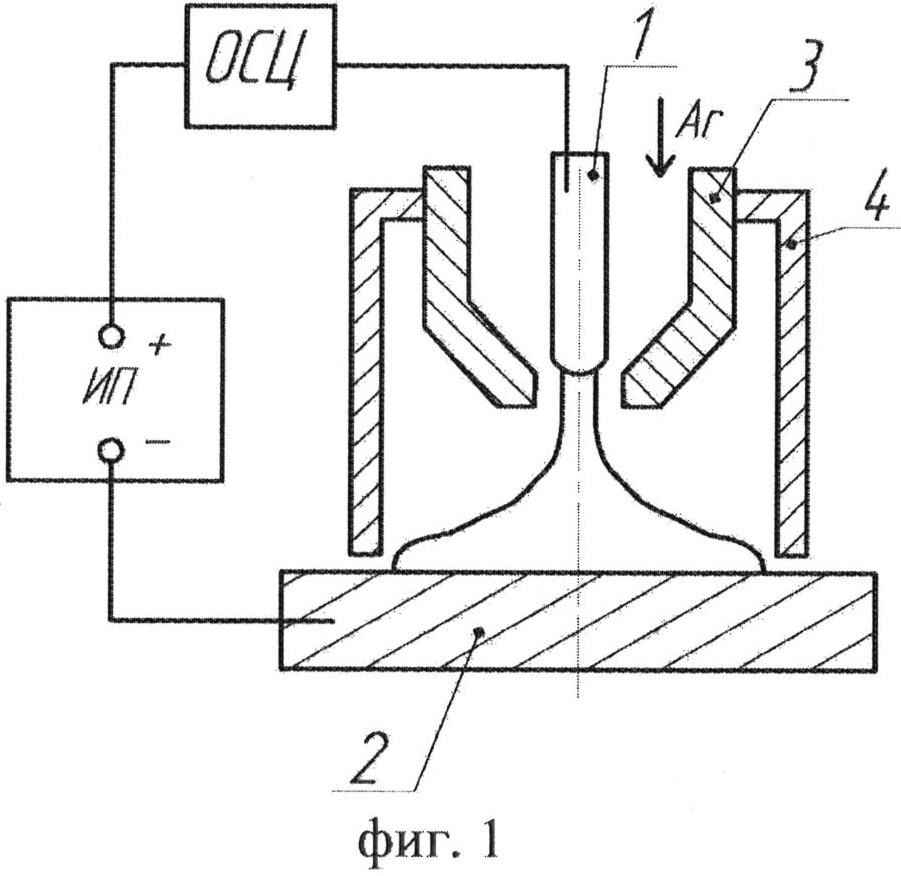
Способ проветривания выемочного участка при обратном порядке отработки
Устройство для очистки трубопроводов
Измельчитель
Устройство для получения металлического порошка
Способ упрочнения крепежных изделий из низкоуглеродистой стали
Способ электронно-лучевой сварки
Сталь для изготовления изделий с повышенной прокаливаемостью
Способ получения многослойного многофункционального покрытия
Способ определения поврежденной линии в компенсированной трехфазной сети
Расширяющийся тампонажный раствор для ограничения водопритока
Устройство для очистки трубопроводов
Измельчитель
Устройство для получения металлического порошка
Способ упрочнения крепежных изделий из низкоуглеродистой стали
Способ электронно-лучевой сварки
Сталь для изготовления изделий с повышенной прокаливаемостью
Способ получения многослойного многофункционального покрытия
Способ определения поврежденной линии в компенсированной трехфазной сети
Расширяющийся тампонажный раствор для ограничения водопритока
Фильтрующий элемент для очистки питьевой воды

