Результат интеллектуальной деятельности: СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ПОРОШКОВ СИСТЕМЫ Fe-Cr-V-Mo-C
Вид РИД
Изобретение
Изобретение относится к наплавке, а именно к плазменной порошковой наплавке плоских и цилиндрических поверхностей. Может быть использовано как при изготовлении новых, так и при восстановлении поверхностей изношенных деталей, работающих в условиях интенсивного абразивного и газоабразивного износа в сочетании с ударными нагрузками.
Известен способ плазменно-порошковой наплавки (Шевченко О.И. Закономерности изменения свойств и структуры покрытий системы Ni-Cr-B-C-Si при наплавке и термической обработке // Сварочное производство. - 2002. - №9. - С.19-27) на углеродистые (сталь 45), низко- (сталь 5ХНМ) и среднелегированные (сталь 4Х5МФС) стали, при котором сила тока плазменной дуги (I, А), скорость наплавки (V, м/ч) и предварительный подогрев назначаются такими, чтобы тепловложение в упрочняемую деталь было максимальным (I=240 A, V=7 м/ч, Т=300°C), а в наносимом покрытии формировалась дендритно-ячеистая структура, обеспечивающая высокую износостойкость и низкую склонность к трещинообразованию.
Недостатками данного способа являются:
- наличие предварительного подогрева;
- высокий уровень тепловложения в упрочняемую деталь, которое обеспечивает значительное разбавление металла покрытия основным металлом (доля основного металла в наплавленном составляет 30%), что приводит к неоднородному структурно-фазовому составу упрочненного слоя по его высоте;
- формирование грубых (до 90 мкм) частиц карбоборидов М7(С,В)3, которые в условиях ударно-абразивного износа будут интенсивно выкрашиваться и, следовательно, резко увеличивать износ покрытия;
- высокая себестоимость наплавляемых порошков на основе Ni.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является взятый в качестве прототипа способ плазменно-порошковой наплавки (Переплетчиков Е.Ф., Рябцев И.А., Гордань Г.М. Высокованадиевые сплавы для плазменно-порошковой наплавки инструментов // Автоматическая сварка. - 2003. - №3. - С.21-25), в котором порошковые сплавы на основе системы Fe-Cr-V-Mo-C наплавляют током, минимальное значение которого обеспечивает гарантированное бездефектное сплавление наплавляемых валиков с основным металлом при заданной скорости наплавки, а верхнее значение - из условия получения доли основного металла в наплавленном не выше 10%. При скорости наплавки 2 м/ч рекомендуемая сила тока 140 А, при 2,5 м/ч - 150 А, при 3 м/ч - 165 А, при 3,5 - 180 А, при 4 м/ч - 195 А, при 5 м/ч - 210 А. После формирования упрочняющих слоев по указанным режимам они не содержат трещин, состоят из карбидов ванадия размером от 2 до 10 мкм, сложных карбидов типа М23С6 и М7С3, расположенных в мартенситно-аустенитной матрице.
Недостатком способа является обеспечение термического цикла формирования упрочняющего слоя, характеризующегося невысокой скоростью охлаждения, что приводит к выделению крупных частиц карбида ванадия размером до 10 мкм. Это дополнительно усугубляется перегревом наплавляемого порошка за счет его ввода в столб плазмы внутри плазмотрона. Кроме того, используемые значения силы тока и скорости наплавки обеспечивают относительно невысокую производительность процесса наплавки.
Основной задачей предлагаемого решения является повышение износостойкости наплавляемых изделий.
В способе плазменной порошковой наплавки высоколегированными хромом и ванадием порошковыми сплавами системы Fe-Cr-V-Mo-C присадочный порошок вводят в столб плазмы и ванну расплава на выходе из сопла плазмотрона. Параметры режима изменяют в узком интервале значений - силу тока от 220±5 до 240±5 А, скорость наплавки от 6±0,5 до 11±0,5 м/ч и скорость подачи присадочного порошка от 1,1±0,5 до 2,2±0,5 кг/ч.
Комбинации параметров в пределах указанных диапазонов задают такими, чтобы обеспечить высокую производительность, снизить потери присадочного порошка и исключить макродефекты упрочняющего слоя - трещины, несплавления и поры и сформировать в покрытии равномерную композиционную структуру, содержащую частицы карбида ванадия, средний диаметр которых не более 1,7 мкм. Частицы карбида ванадия равноосной формы, которая оценивается показателем фактора формы. Фактор формы - это отношение ортогональной максимальной проекции частицы к максимальной проекции частицы, который принимают равным не менее 0,74 и средней объемной долей не менее 8%. На фиксируемой площади шлифа в 104 мкм2 их не менее 300 штук, и расположены они внутри и по границам зерен матрицы. Эвтектический карбид Cr7C3 расположен по границам зерен матрицы, объемная доля не менее 18%. Матрица, состоящая из α- и γ-твердых растворов, в которой 60-80% аустенита, склонен к γ→α превращению в ходе изнашивания.
Таблица - Режимы плазменной порошковой наплавки, характеристики структуры и скорость изнашивания наплавленного покрытия.
Способ плазменной порошковой наплавки реализован на базе установки УПН-303УХЛ4 с водоохлаждаемым плазмотроном.
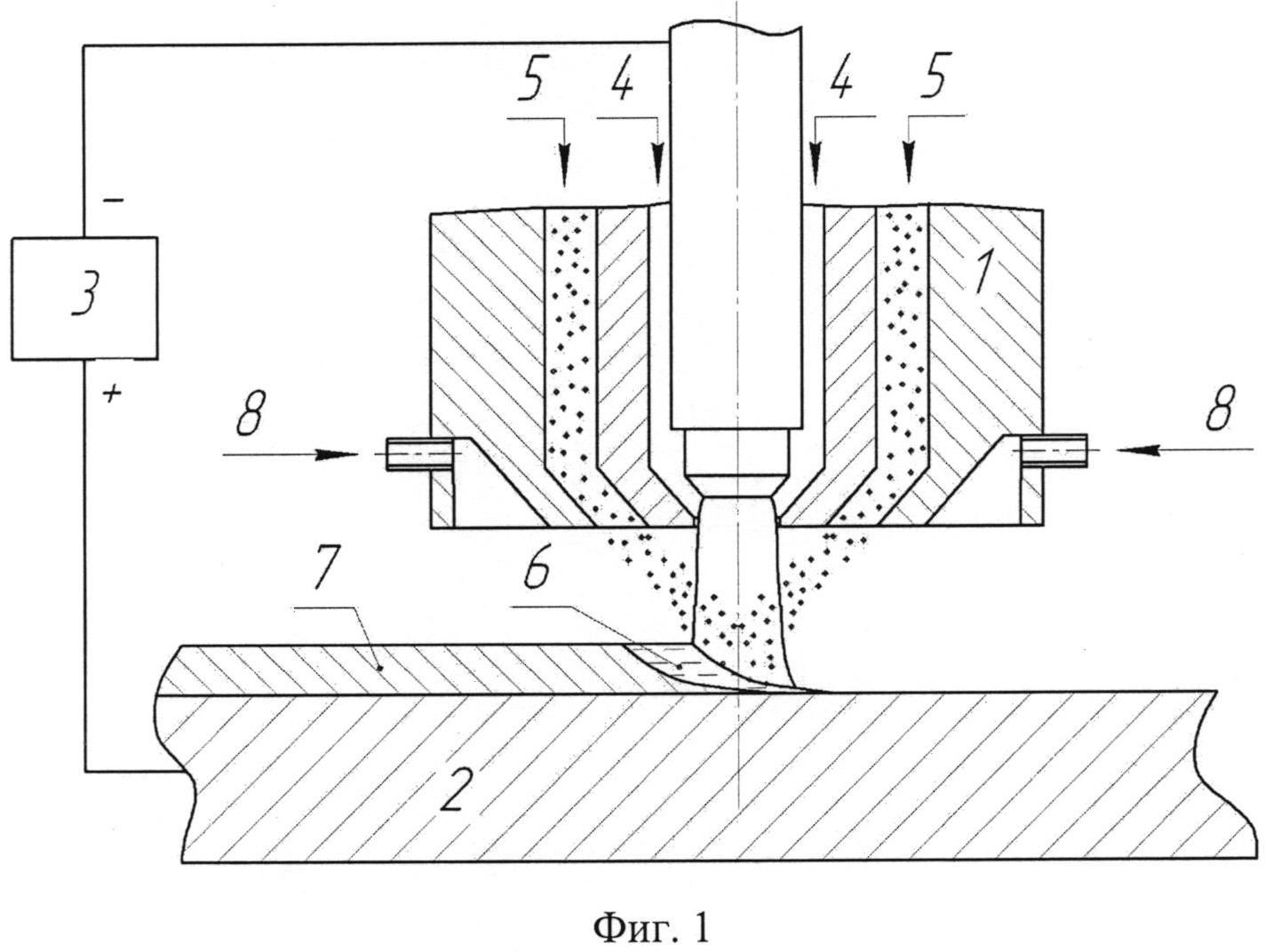
На фиг.1 показана схема процесса наплавки. Способ осуществляют следующим образом - зажигают плазменную дугу прямой полярности между плазмотроном 1 и наплавляемым изделием 2, обеспечиваемую источником 3 и плазмообразующим газом-аргоном 4. Кольцевой ввод Fe-Cr-V-Mo-C порошкового сплава в столб плазмы за пределами сопла плазмотрона осуществляют транспортирующим газом-аргоном 5. Защиту ванны расплава 6 и закристаллизовавшегося металла покрытия 7 от атмосферного воздуха осуществляют защитным газом - аргоном 8. Расстояние от плазмотрона до изделия устанавливают равным 10…15 мм. Основные параметры режима наплавки задают в узких интервалах, а именно силу тока в пределах от 220±5 А до 240±5 А, скорость наплавки от 6±0,5 до 11±0,5 м/ч и скорость подачи присадочного порошка от 1,1±0,5 до 2,2±0,5 кг/ч.
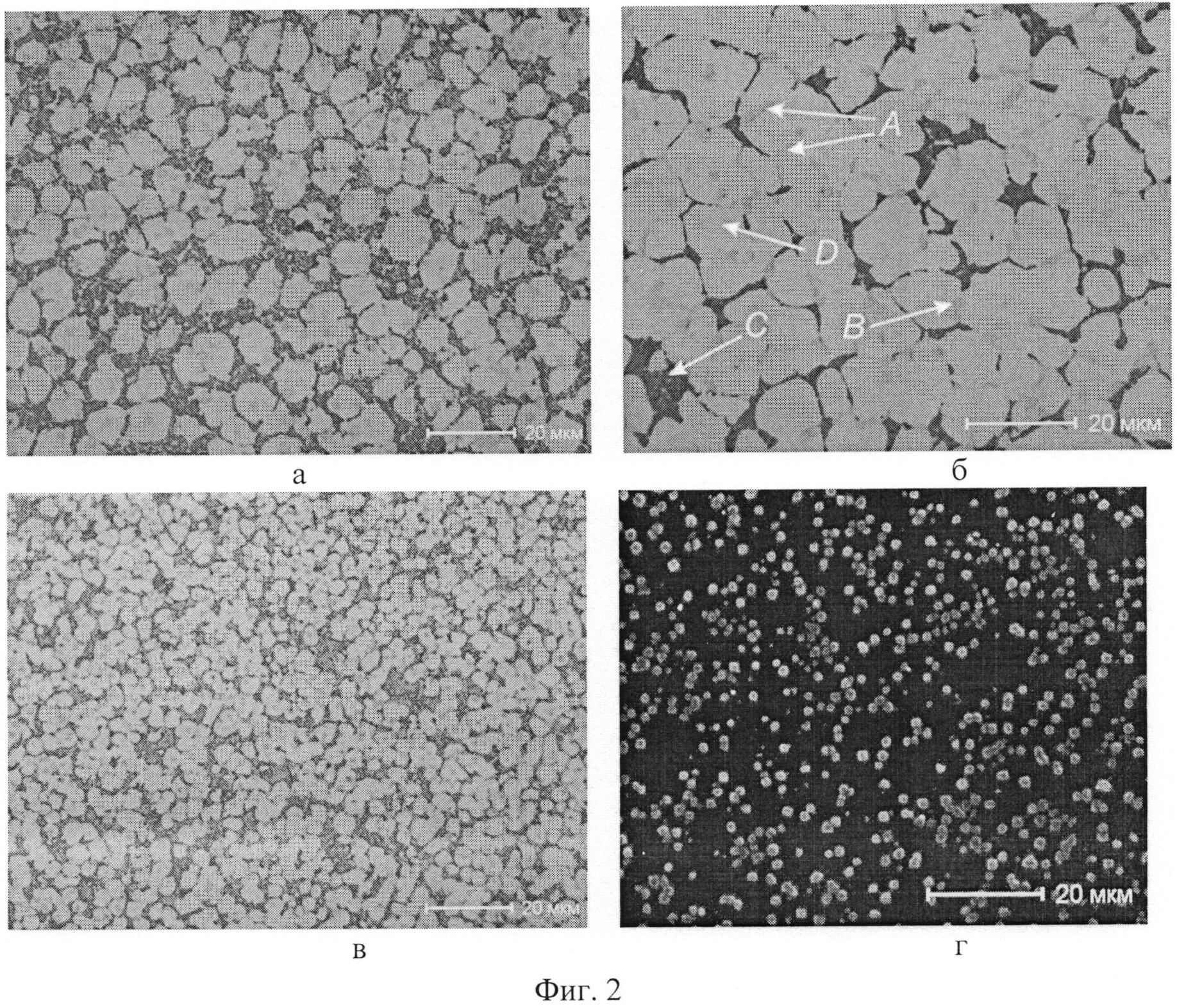
На фиг.2а, б, в, г показаны микроструктуры покрытий, выполненных на различных режимах ППН: а - 220 А, 6 м/ч, 1,9 кг/ч, режим №1; б - 260 А, 4,5 м/ч, 1,1 кг/ч, режим №15; в, г (в темном поле) - 220 А, 10 м/ч, 1,1 кг/ч, режим №6. На микроструктуре покрытий показаны: стрелка А - частицы VC вытянутой формы, стрелка В - частицы VC равноосной формы, стрелка С - эвтектический карбид Cr7C3, стрелка D - матрица.
В пределах вышеуказанных диапазонов получают наплавленный за проход слой шириной от 8 до 13 мм, высотой от 2 до 4,5 мм, площадью наплавленного металла от 10 до 40 мм2, доля основного металла в наплавленном покрытии от 2 до 23%. Композиционная микроструктура Fe-Cr-V-Mo-C покрытий представляет собой дисперсные частицы карбида ванадия вытянутой или равноосной формы VC (фиг.2, б, стрелки А и В), эвтектический дендритный карбид хрома Cr7C3 (стрелка С) в виде сетки по границам зерен матрицы (стрелка D), состоящей из γ- и α-твердых растворов. С изменением силы тока, скорости наплавки и скорости подачи присадочного порошка средний по сечению фактор формы частиц VC изменяется от 0,80 до 0,68, объемная доля от 12,1 до 8,6%, средний диаметр от 1,25 до 1,8 мкм и их число на фиксированной площади шлифа 104 мкм2 от 260 до 700 штук, средняя по сечению объемная доля карбида Cr7C3 от 25 до 14,5%.
Конкретные значения силы тока, скорости наплавки и скорости подачи присадочного порошка задают в пределах обозначенных диапазонов, выполняя следующие условия (см. таблицу, режимы 1-12, фиг.2, а, в, г):
1) доля основного металла в наплавленном покрытии - не более 17% (не наблюдается трещин в покрытии);
2) средняя объемная доля частиц карбида VC в покрытии не менее 8% - (скорость изнашивания 1,0…1,3 мг/мин);
3) средний фактор формы частиц карбида VC в покрытии не менее 0,74 - (скорость изнашивания 1,0…1,3 мг/мин);
4) средний диаметр частиц карбида VC в покрытии не более 1,7 мкм - (скорость изнашивания 1,0…1,3 мг/мин);
5) среднее число частиц VC на фиксируемой площади шлифа в 104 мкм2 не менее 300 штук;
6) средняя объемная доля карбида Cr7C3 в покрытии не менее 18% - (скорость изнашивания 1,0…1,3 мг/мин).
Однослойную плазменную наплавку пластин из Стали 20 осуществляют порошком ПР-Х18ФНМ (ПН-АН2) фракцией менее 200 мкм. Диаметр плазмообразующего сопла плазмотрона - 6 мм, расстояние от плазмотрона до холодного изделия 10…12 мм. В качестве плазмообразующего (расход 2…3 л/мин), транспортирующего (расход 12…16 л/мин) и защитного газов (до 10…16 л/мин) использован аргон.
Испытания на износ проведены по ГОСТ 23.208-79 в течение не менее 165 мин, с определением потери массы через каждые 15 мин. В качестве абразивного материала используют электрокорунд фракцией менее 400 мкм угловатой формы.
Положительный пример 1 (Таблица, режим №3). Сформированное при силе тока 220 А, скорости наплавки 8 м/ч, скорости подачи порошка 1,5 кг/ч покрытие характеризуется:
1) трещины, несплавления и поры - отсутствуют;
2) доля основного металла в наплавленном покрытии - 10%;
3) средняя объемная доля частиц карбида VC в покрытии - 10,9%;
4) средний фактор формы частиц карбида VC - 0,76;
5) средний диаметр частиц карбида VC - 1,47 мкм;
6) средняя объемная доля карбида Cr7C3 в покрытии - 22,7%;
7) скорость изнашивания - 1,1…1,2 мг/мин.
Положительный пример 2 (Таблица, режим №11). Сформированное при силе тока 240 А, скорости наплавки 10 м/ч, скорости подачи порошка 1,9 кг/ч покрытие характеризуется:
1) трещины, несплавления и поры - отсутствуют;
2) доля основного металла в наплавленном покрытии - 8,4%;
3) средняя объемная доля частиц карбида VC в покрытии - 11,4%;
4) средний фактор формы частиц карбида VC - 0,78;
5) средний диаметр частиц карбида VC - 1,49 мкм;
6) средняя объемная доля карбида Cr7C3 в покрытии - 22,9%;
7) скорость изнашивания - 1,1…1,2 мг/мин.
Сила тока прямой полярности менее 220 А (Таблица режимы №13, №14) при плазменной наплавке вызывает появление следующих негативных факторов:
1) увеличение объема подаваемого в ванну расплава присадочного материала до 1,5 кг/ч и более при использовании скорости 6 м/ч и выше может приводить к образованию макродефектов (несплавлений и пор), причем, чем ниже ток, выше скорость подачи присадочного порошка и скорость наплавки, тем выше размеры оговоренных дефектов;
2) сформированные покрытия характеризуются неравномерным распределением структурных составляющих по высоте покрытий из-за слабой степени нагрева присадочного порошка и ванны расплава;
3) процесс наплавки характеризуется высокими потерями присадочного порошка, увеличивающимися с ростом скорости наплавки, так как ванна расплава имеет малую ширину, слабо подтекает под столб плазмы, а присадочный материал слабо разогрет.
Отрицательный пример 3 (Таблица, режим №14). Сформированное при силе тока 200 А, скорости наплавки 6 м/ч, скорости подачи порошка 1,9 кг/ч покрытие характеризуется:
1) трещины и поры - отсутствуют;
2) несплавления с основным металлом и между смежными валиками - присутствуют;
3) доля основного металла в наплавленном покрытии - 3,8%;
4) средняя объемная доля частиц карбида VC в покрытии - 10,8%;
5) средний фактор формы частиц карбида VC - 0,81;
6) средний диаметр частиц карбида VC - 1,49 мкм;
7) средняя объемная доля карбида Cr7C3 в покрытии - 24,4%.
Увеличение силы тока до 260 А и более снижает ресурс работы электрода, приводит к интенсификации процесса выгорания легирующих элементов и повышению значений доли основного металла в наплавленном покрытии, а также трещинообразованию (Таблица, режимы №15, №16).
Наплавка со скоростями менее 6 м/ч увеличивает перегрев упрочняемых деталей, способствует вытягиванию (средний фактор формы 0,64, число частиц 152 на фиксированной площади 104 мкм2, режим №15, фиг.2, б) или росту (средний диаметр 2,1 мкм, средний фактор формы 0,77, число частиц 150 на фиксированной площади 104 мкм2) частиц VC, увеличению уровня остаточных напряжений и деформаций. В процессе наплавки со скоростями более 11 м/ч токами 240±5…260±5 А высока вероятность образования несплавлений между смежными валиками и подрезов, а при наплавке током 220±5 А еще и несплавления с металлом упрочняемой детали, а также пор.
Отрицательный пример 4 (Таблица, режим №16). Сформированное при силе тока 260 А, скорости наплавки 4,5 м/ч, скорости подачи порошка 1,5 кг/ч покрытие характеризуется следующим образом:
1) трещины, несплавления и поры - отсутствуют;
2) доля основного металла в наплавленном покрытии - 26,7%;
3) средняя объемная доля частиц карбида VC в покрытии - 8,2%;
4) средний фактор формы частиц карбида VC - 0,7;
5) средний диаметр частиц карбида VC - 1,89 мкм;
6) средняя объемная доля карбида Cr7C3 в покрытии - 13,2%;
7) скорость изнашивания - 1,5..1,7 мг/мин.

Система зажигания
Способ получения наноразмерных оксидов металлов из металлоорганических прекурсоров
Способ количественного определения молочной кислоты методом вольтамперометрии на стеклоуглеродном электроде
Способ разрушения многокомпонентных изделий
Способ определения глутатиона в модельных водных растворах методом циклической вольтамперометрии на графитовом электроде, модицифированном коллоидными частицами золота
Устройство для определения амплитудно-частотных и фазочастотных характеристик токовых шунтов
Устройство для защиты двух параллельных линий
Способ улавливания и локализации летучих форм радиоактивного йода из газообразных выбросов
Способ генерации ускоренных позитронов
Комплекс для проверки скважинных инклинометров на месторождении
Цеолитсодержащий катализатор, способ его получения и способ превращения прямогонной бензиновой фракции в высокооктановый компонент бензина с низким содержанием бензола
Способ получения поливинилацетатной дисперсии
Способ определения платины в водных растворах методом хронопотенциометрии
Способ определения золота в водных растворах методом хронопотенциометрии
Устройство для моделирования статического синхронного компенсатора
Материал для поглощения электромагнитных волн
Способ определения оптимальной скорости резания
Устройство для разбраковки металлических изделий
Способ определения таллия в водных растворах методом хронопотенциометрии
Способ диагностики состояния асинхронного электродвигателя

