Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ МАГНИТНОЙ МАССЫ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к измерительной технике, а именно к способам экспресс-измерения массы немагнитных грузов, автоматического контроля и экспресс-оповещения служб ОТК и входного контроля о прохождении железнодорожного вагона с грузом немагнитных материалов.
Известен способ определения массы ферромагнитного материала, включающий подачу контейнера с ферромагнитным материалом в зону измерения, имеющую электрические катушки, на которые подают ток определенной частоты и амплитуды (А.с. SU №1832927, кл. G01N 27/72, 1990 г.).
Недостатком данного способа является то, что способ предусматривает выявление наличия ферромагнетика в объеме железорудного сырья и не способен определить объем и массу содержащегося ферромагнетика.
Известен способ определения массы ферромагнитного материала, включающий подачу контейнера с ферромагнитным материалом в зону измерения, имеющую электрические катушки, на которые подают ток определенной частоты и амплитуды, в качестве электрических катушек берут одну катушку спирального типа и, по крайней мере, одну катушку винтового типа, при этом спиральную катушку располагают в верхней части зоны измерения, а обмотку катушки винтового типа располагают вокруг контейнера с ферромагнитным материалом под углом к его оси, зависящим от ориентации ферромагнитного материала, измеряют индуктивность винтовой катушки и определяют общую площадь сечения Se ферромагнитного материала по формуле
Se=L·le/µ0·µi·N2,
где l - индуктивность электрической обмотки, Ie - длина средней линии ферромагнитного материала, µ0 - магнитная постоянная, µi - магнитная проницаемость ферромагнитного материала, N - число витков обмотки катушки, далее по известным формулам определяют массу ферромагнитного материала, после чего измеряют индуктивность спиральной катушки и в зависимости от полученного значения выбирают полученный опытным путем корректирующий коэффициент, по которому уточняют определенную ранее массу ферромагнитного материала. Кроме того, винтовые катушки берут в количестве, например, пяти штук, последовательно измеряют индуктивность каждой катушки, определяют среднее значение индуктивности, которое используют при расчете общей площади сечения Se ферромагнитного материала. Для осуществления этого способа предложено устройство, содержащее измерительный модуль, контейнер с ферромагнитным материалом, электрические катушки и вычислительный комплекс, в котором измерительный модуль выполнен в виде одной катушки спирального типа и, по крайней мере, одной катушки винтового типа, при этом спиральная катушка расположена в верхней части зоны измерения, а обмотка катушки винтового типа расположена вокруг контейнера с ферромагнитным материалом под углом к его оси, зависящим от ориентации ферромагнитного материала, катушки электрически соединены через электронный блок коммутации с измерителем индуктивности, который в свою очередь электрически связан с вычислительным комплексом, связанным с электронным блоком коммутации (патент РФ №2477466, G01N 27/72, G01R 33/12, опубл. 10.03.2013).
Недостатком этого решения является недостаточная точность измерений вследствие неполного учета параметров, влияющих на магнитные свойства материалов, состав и структуру ферромагнитного материала в контейнере, и невозможность определения магнитной массы контейнеров в динамике.
В основу изобретения положена задача создания более точного способа определения магнитной массы железнодорожных вагонов и других контейнеров и системы для его осуществления, что обеспечивается за счет учета факторов, влияющих как на магнитные параметры ферромагнитного материала, так и на окружающую магнитную обстановку, и учета состава и структуры ферромагнитного материала в вагоне. Также изобретение позволяет определять магнитную массу последовательности железнодорожных вагонов при их перемещении.
Решение поставленной технической задачи обеспечивается тем, что в способе определения магнитной массы железнодорожных вагонов, включающем подачу вагона с ферромагнитным материалом в зону измерения, имеющую электрическую катушку спирально-винтового типа, обмотка которой размещена вокруг вагона и на которую подают ток определенной частоты и амплитуды, а также измерение индуктивности и добротности катушки, перед подачей железнодорожных вагонов в область зоны измерения проводят однократно калибровку и определяют коэффициенты аппроксимации A, B, C, D, E, F для уравнения вычисления магнитной массы M M=A+B*L+C*Q+D*L2+E*Q2+F*L*Q, где L - интегральная индуктивность вагона, a Q - интегральная добротность вагона, которая соответствует определенной температуре при калибровке Тк, а также определенному ранее диапазону насыпной плотности груза в вагонах; определяют с помощью датчиков положения вагонов последовательность подачи контейнеров и их количество, начальный момент подачи контейнера в область измерений и момент выхода контейнера из зоны измерений, далее определяют с частотой, равной не менее 1/200 частоты изменения параметров тока катушки, мгновенные значения напряжения и тока Un и In в катушке, скорость движения вагона Wn, а также температуру, высоту вагона, уровень загрузки, затем определяют с использованием дискретного преобразования Фурье для каждого периода углы сдвига фаз между током и напряжением φn, а также с учетом корректировки по температуре мгновенные величины добротности и индуктивности катушки Qn и Ln по формулам
Qn=(1+α*(T1-Tк))*tg(φn)
Ln=√(Un/In)2-R2*(1+α*(T1-Tк))2,
где α - температурный коэффициент, T1 - температура при измерениях; затем по этим данным определяют интегральные индуктивность и добротность SL и SQ вагона и магнитную массу вагона по формулам

где N1 и N2 соответствуют началу и концу измерений одного вагона,
определяют насыпную плотность груза по уровню загрузки и данным по массе груза, полученной от весов,
затем определяют магнитную массу вагона по формуле M=A+B*SL+C*SQ+D*SL2+E*SQ2+F*SL*SQ, после чего повторяют процедуру измерений для каждого из вагонов железнодорожного состава.
Для осуществления способа предложена система определения магнитной массы железнодорожных вагонов, включающая систему измерения электрических параметров катушки, определения индуктивности и добротности, средства для измерения температуры, ультразвуковой датчик высоты вагона, фотоэлектрические датчики положения вагона, оптические датчики скорости, видеокамеру, датчики уровня загрузки вагона.
Наличие датчиков положения обеспечивает возможность определения характеристик материалов во всех вагонах.
Проведение процедуры калибровки системы, определение добротности и индуктивности катушки, измерения фоновых магнитных характеристик, температуры среды, мгновенной скорости движения контейнера позволяет более точно определять магнитную массу вагона.
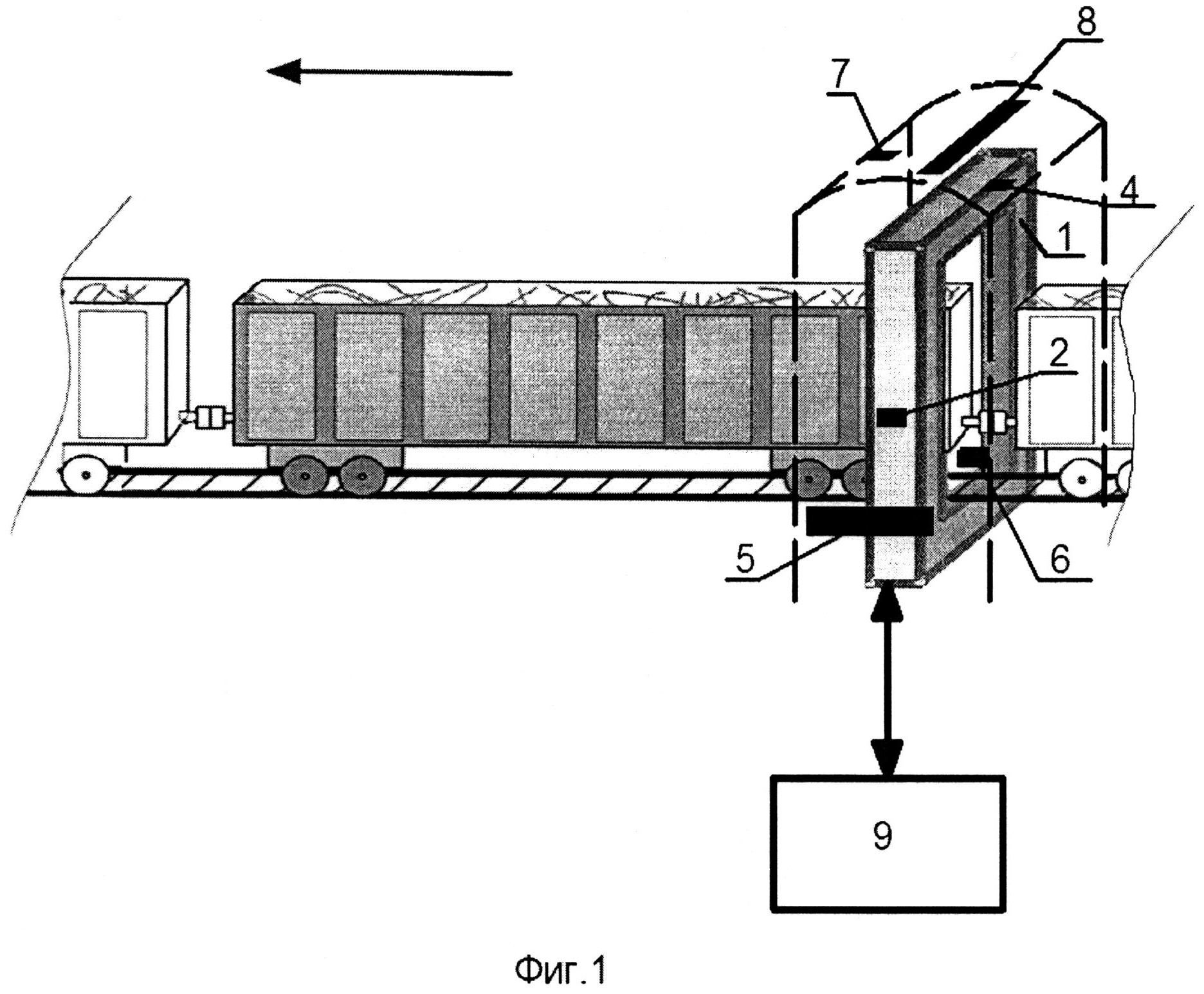
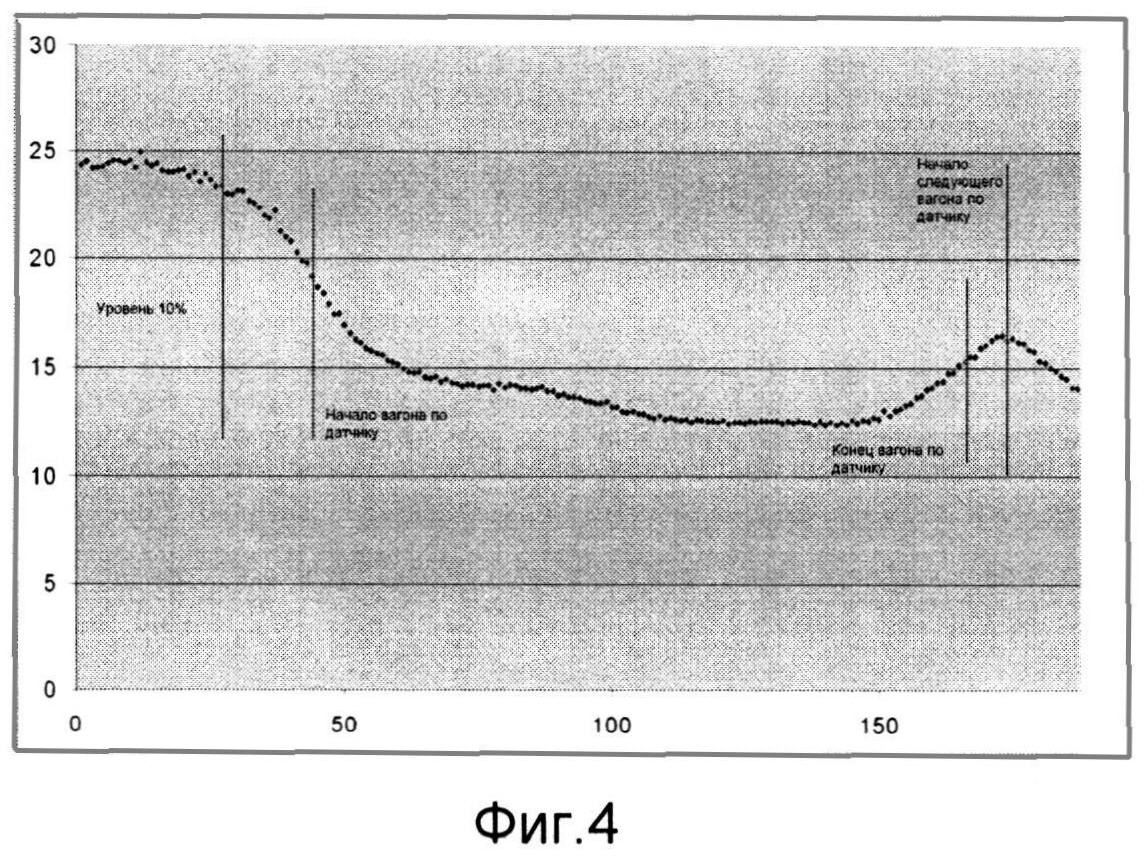
На фигуре 1 показана блок-схема проведения измерений. На фигуре 2 приведена схема сканирования вагона, а на фиг.3 и 4 приведены графики 1, 2, отражающие зависимость индуктивности и добротности от времени при прохождении вагона через измерительную рамку.
Система, показанная на фиг.1, предназначена для измерения значений параметров процесса определения наличия немагнитных грузов в металлоломе непосредственно в железнодорожных вагонах и полувагонах. Система определения магнитной массы железнодорожных вагонов содержит средства определения добротности и индуктивности 1 в виде катушки, средства для измерения температуры 2, ультразвуковой датчик уровня вагона 4, фотоэлектрические датчики положения вагона 5, оптические датчики скорости 6, видеокамеру 7, датчики объемной плотности 8, а также блок обработки и управления 9.
Датчики уровня загрузки 8, уровня 4 и видеокамера 7 располагаются на ограждающей конструкции сверху над проходящим вагоном.
Датчики положения 5 и скорости 6 располагаются вдоль плоскости движения состава на вертикальной стороне ограждающей конструкции.
Способ осуществляется следующим образом.
Перед подачей железнодорожных вагонов в область зоны измерения проводят калибровку и определяют коэффициенты аппроксимации A, B, C, D, E, F для уравнения вычисления магнитной массы M M=A+B*L+C*Q+D*L2+E*Q2+F*L*Q, где L - интегральная индуктивность вагона, a Q - интегральная добротность вагона. Коэффициенты аппроксимации определяются эмпирически для каждого из десяти диапазонов насыпной плотности груза в вагонах - 1 - диапазон 0-0.40 кг/м3, 2 - диапазон 0.40-0.45 кг/м3, 3 - диапазон 0.45-0.50 кг/м3, 4 - диапазон 0.50-0.55 кг/м3, 5 - диапазон 0.55-0.60 кг/м3, 6 - диапазон 0.60-0.65 кг/м3, 7 - диапазон 0.65-0.70 кг/м3, 8 - диапазон 0.70-0.75 кг/м3, 9 - диапазон 0.75-0.80 кг/м3, 10 - диапазон 0.80-1.00 кг/м3.
Далее по приходу в зону измерения вагонов на обмотки П-катушки 1 подается синусоидальное напряжение U заданной частоты и амплитуды. Синхронизированные АЦП (не показаны) фиксируют значения напряжений Un, токов In с максимальной дискретностью (но не менее 200 точек на период) и формируют цифровой файл X (n, Un, In) в виде таблицы. С использованием дискретного преобразования Фурье для каждого периода определяются углы сдвига фаз между током и напряжением φn, где n - номер периода. Для каждого отдельного периода вычисляются отношения Un/In, где n - номер периода.
Одновременно производится регистрация мгновенной скорости вагона Wn в течение каждого периода n, температуры и уровня загрузки вагона.
Когда файл X сформирован, вычисляются величины Qn и Ln для каждого периода n по формулам:
Qn=(1+α*(T1-Tк))*tg(φn)
Ln=√(Un/In)2-R2*(1+α*(T1-Tк))2
- где α - температурный коэффициент (например, для меди α=0.004), Тк - температура при калибровке, Т1 - температура при измерениях.
Затем по формуле среднего арифметического вычисляются средние фоновые уровни Qф и Lф, т.е. индуктивность и добротность рамки без вагона.
Вычисляются две суммы SQ и SL на промежутке времени от начала и до конца контейнера:

где N1 и N2 соответствуют началу и концу измерений одного вагона,
определяют насыпную плотность груза по уровню загрузки и данным по массе груза, полученной от весов, и выбирается соответствующий диапазону насыпной плотности набор коэффициентов.
Затем вычисляется магнитная масса вагона
M=A+B*SL+C*SQ+D*SL2+E*SQ2+F*SL*SQ.
Затем процедура измерений повторяется для каждого из последующих вагонов.
Полученные результаты измерения магнитной массы сопоставляются с результатами взвешивания вагона (контейнера) на тензометрических вагон-весах непосредственно после или перед измерением магнитной массы. Разница в величине магнитной и физической массы груза является массой немагнитного материала, помещенного в вагон.
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто
Способ производства горячекатаных листов из низколегированной стали с гарантией свойств в направлении толщины
Способ производства стали
Способ производства горячекатаного листового проката из низколегированной стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ холодной прокатки полос
Способ производства горячеоцинкованного проката
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто
Способ производства горячекатаных листов из низколегированной стали с гарантией свойств в направлении толщины
Способ производства стали
Способ производства горячекатаного листового проката из низколегированной стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ холодной прокатки полос
Способ производства горячеоцинкованного проката
Способ производства стальных мелющих шаров
Способ изготовления электросварных прямошовных профильных труб квадратного или прямоугольного сечения.

