Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ
Вид РИД
Изобретение
Изобретение относиться к прокатному производству и может быть использовано при производстве горячекатаных широких полос.
Известен способ горячей прокатки полос, включающий прокатку полос на широкополосном стане с межклетевым охлаждением в чистовой группе клетей стана водой сверху и снизу и последующее охлаждение полосы водой на отводящем рольганге. При горячей прокатке в чистовой группе клетей производят чередование по ходу прокатки управляемого переменного по ширине полосы охлаждения водой в четных проходах и равномерного по ее ширине охлаждения в нечетных проходах, причем в четных проходах охлаждение поверхности полосы по ее ширине осуществляют перед входом в очаг деформации путем ограничения подачи воды в центральную часть полосы (Патент РФ №2288051, МПК В21В 1/26, 2006). Задачей, решаемой заявленным изобретением, является уменьшение поперечной разнотолщинности широкого проката.
Недостатком данного способа является неравномерное охлаждение по ширине, что создает неоднородность микроструктуры и свойств по ширине полосы.
Наиболее близким к предложенному является способ непрерывной прокатки металлических полос, включающий одновременное регулирование продольной и поперечной разнотолщинности полос в процессе прокатки. Поперечную разнотолщинность регулируют с помощью устройства противоизгиба валков, а продольную разнотолщинность регулируют за счет изменения величины заднего натяжения полосы путем воздействия на нажимные винты предыдущей по ходу прокатки рабочей клети стана (Патент РФ №2281817, МПК В21В 1/26, 2006).
Недостаток известного способа состоит в том, что системы регулирования продольной и поперечной разнотолщинности с помощью противоизгиба валков и изменения величины натяжения являются инерционными и не позволяют достигать необходимой разнотолщинности (клиновидность не более 20 мкм).
Техническим результатом предлагаемого изобретения является повышение точности геометрических размеров по толщине полос, прокатываемых на непрерывном широкополосном стане. Кроме того, применение полос, произведенных по предлагаемой технологии, в качестве подката для станов холодной прокатки позволяет улучшить плоскостность холоднокатаных полос и обеспечить ее в диапазоне не более 5 мм на 1 метр длины.
Технический результат достигается тем, что в способе производства горячекатаных полос на широкополосном прокатном стане, включающем нагрев слябов и их горячую прокатку в черновой и семиклетевой чистовой группах клетей, согласно изобретению, ширину слябов устанавливают с учетом припуска по ширине не более 20 мм по отношению к требуемой ширине горячекатаных полос, а разницу по длине между слябами - не более 200 мм, нагрев осуществляют с посадом слябов последовательно в один ряд, прокатку в чистовой группе клетей производят с межклетевыми натяжениями, составляющими 13-35 МПа, и обжатиями в первой и второй клетях не менее 45%, в третьей и четвертой клетях - не менее 30%, в пятой и шестой клетях - не менее 20%, а в седьмой клети - не более 15%.
Ширина слябов выбирается исходя из номинальной ширины полосы с боковым обжатием сляба не более 20 мм. Данное условие позволяет минимизировать затекание металла с узкой на широкую грань сляба и обеспечивает равномерную деформацию по сечению сляба, что снижает разнотолщинность раската после черновой группы и, следовательно, готовой полосы.
Заявленное требование к длине сляба обусловлено необходимостью поддержания равномерного темпа выдачи слябов из печей и темпа прокатки, для обеспечения стабильных условий нагрева и равных температурно-деформационных условий прокатки от полосы к полосе. Данное условие является существенным при неизменной толщине и ширине сляба для конкретного типоразмера полосы.
Схема посада в один ряд обеспечивает равномерный прогрев слябов, при прокатке которых создаются одинаковые условия для деформации по ширине сляба и раската, что положительно влияет на уменьшение разнотолщинности готовой полосы. Однорядный посад слябов позволяет избежать присущих двухрядной и шахматной схемам посада градиенту температур от сляба к слябу по причине парной выдачи из печей, а также неравномерному прогреву слябов по длине от штуки к штуке в одном посаде, обусловленному различным расстоянием от поверхности сляба до стенок печи с установленными в них горелками.
Применение натяжений в диапазоне 13-35 МПа позволяет центрировать положение полосы относительно оси прокатки стана. Увеличение натяжения свыше 35 МПа приводит к утяжке и увеличению вероятности порыва полосы, ниже 13 МПа - не обеспечивает выполнение требований по разнотолщинности.
Обжатие устанавливают из условий получения заданной толщины полосы и точности, при этом распределение обжатий производят по схеме: максимальные обжатия на первых клетях и минимальные обжатия для проглаживания в последней клети. Перераспределение обжатий на последние клети не позволяет обеспечить клиновидность полос не более 20 мкм и приводит к увеличению нагрузок.
Выполнение заявленных требований в комплексе позволяет обеспечить требуемую разнотолщинность полосы, а именно клиновидность горячекатаных полос и колебание клиновидности на участке длиной 250-350 м не более 20 мкм. Использование таких полос в качестве подката для станов холодной прокатки позволяет улучшить плоскостность холоднокатаных полос и обеспечить ее значение не более 5 мм на 1 метр длины.
Способ осуществляется следующим образом: в прокатку назначают слябы, ширина которых не более чем на 20 мм превышает номинальную ширину готовой полосы, а разница длин слябов между собой не превышает 200 мм; посад слябов в нагревательные печи производят последовательно в один ряд; устанавливают требования по настройке черновой группы - максимальная нагрузка на первые клети и минимальные на последнюю чистовую клеть. Например, для сляба 250 мм растворы по клетям представлены таблице 1.

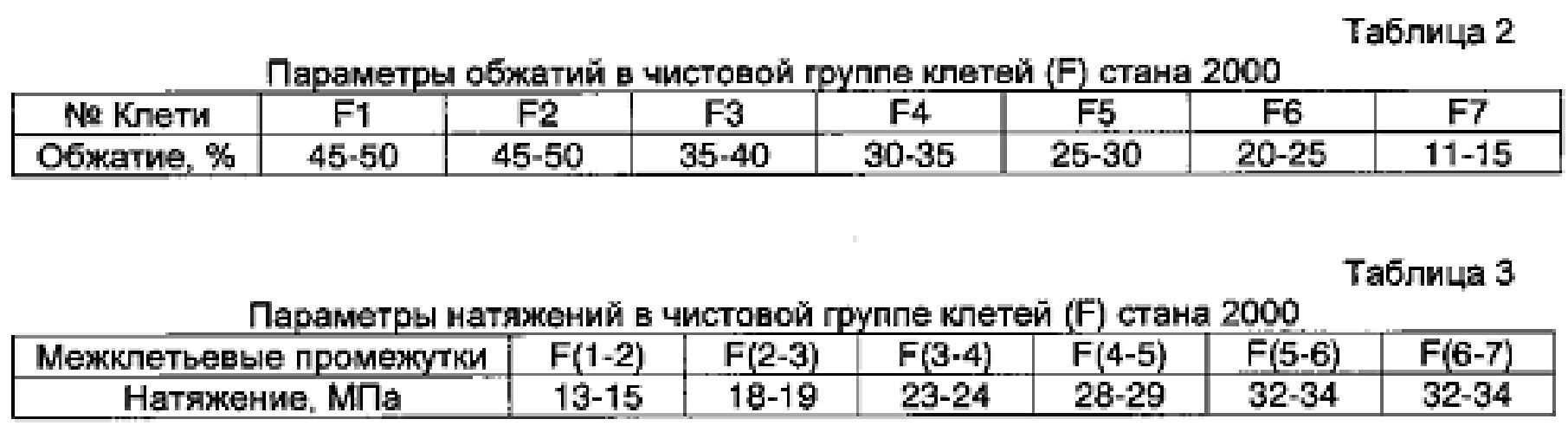
Требования по настройке чистовой группы стана: межклетевые натяжения составляют 13-35 МПа, обжатия в первой и второй клетях чистовой группы широкополосного стана составляют не менее 45%, обжатия в третьей и четвертой клетях чистовой группы составляют не менее 30%, пятой и шестой - не менее 20%, седьмой - не более 15%. Например, для сляба 250 мм обжатия и натяжения по клетям представлены в таблицах 2 и 3.
По результатам опытных прокаток с использованием изобретения на широкополосном стане 2000 горячей прокатки обеспечена клиновидность полос 10-20 мкм, а изменение клиновидности на длине полосы в 250-350 метров более 20 мкм на основной длине зафиксировано не было, за исключением концевых участков. Таким образом технический результат был достигнут. Участки полос суммарной длины до 5%, где колебание превышало пределы допуска, относятся к концевым участкам и в ходе переработки рулонов вырезаются. При прокатке по известной технологии (по прототипу) клиновидность на большей части длины горячекатаных полос составляла более 25 мкм.
Использование предложенной в изобретении технологии создает благоприятные условия для повышения устойчивости процесса горячей прокатки и качества прокатываемых полос. Применение таких полос в качестве подката для станов холодной прокатки позволяет улучшить плоскостность холоднокатаных полос и обеспечить ее в диапазоне не более 5 мм на 1 метр длины. Предлагаемый способ прокатки может быть использован как на существующих, так и на вновь создаваемых непрерывных станах горячей прокатки.
Способ производства горячекатаных полос на широкополосном прокатном стане, включающий нагрев слябов и их горячую прокатку в черновой и семиклетевой чистовой группах клетей, отличающийся тем, что ширину слябов устанавливают с учетом припуска по ширине не более 20 мм по отношению к требуемой ширине горячекатаных полос, а разницу по длине между слябами - не более 200 мм, нагрев осуществляют с посадом слябов последовательно в один ряд, прокатку в чистовой группе клетей производят с межклетевыми натяжениями, составляющими 13-35 МПа, и обжатиями в первой и второй клетях не менее 45%, в третьей и четвертой клетях - не менее 30%, в пятой и шестой клетях - не менее 20%, а в седьмой клети - не более 15%.Способ термической обработки горячекатаного рулонного проката из легированных доэвтектоидных сталей
Способ перемешивания стали в металлургическом агрегате
Маломагнитная сталь и изделие, выполненное из нее
Способ переработки огненно-жидкого доменного шлака
Способ загрузки доменной печи
Способ промывки доменной печи
Способ выплавки стали в конвертере
Способ производства штрипсов из низколегированной стали
Способ производства низколегированных рулонных полос с повышенной коррозионной стойкостью
Способ производства горячекатаного проката из конструкционной стали
Шихта для изготовления керамических изделий
Способ производства штрипсов из низколегированной стали
Способ производства горячекатаных листов из низколегированной стали класса прочности к60 толщиной до 40 мм
Способ производства горячекатаного проката из конструкционной стали
Способ производства горячекатаного проката из конструкционной стали
Способ производства проката из низколегированной стали для изготовления износостойких деталей
Способ производства конструкционного проката из низколегированной стали
Низколегированная сталь
Способ производства штрипсов
Способ отжига в колпаковой печи

