Результат интеллектуальной деятельности: ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области черной металлургии, в частности к защите поверхности металла в кристаллизаторе.
Шлакообразующая смесь (ШОС) используется при непрерывной разливке в кристаллизаторе УНРС с целью предотвращения потерь тепла через зеркало металла, защиты стали от вторичного окисления, снижения трения между заготовкой и стенками кристаллизатора и ассимиляции всплывающих неметаллических включений, что повышает качество непрерывнолитой заготовки.
Марки стали делятся на группы: по содержанию углерода, кремния, алюминия, марганца и других микролегирующих добавок. В свою очередь, ШОС делятся в зависимости от типа УНРС. Для получения оптимальной по качеству поверхности непрерывнолитой заготовки для каждых групп марок сталей и типов УНРС необходимо использовать определенный вид ШОС с заданными свойствами.
Известна шлакообразующая смесь для подачи в кристаллизатор установки непрерывной разливки стали, содержащая, мас. %: плавиковошпатный концентрат - 12-20, сиенитовый концентрат - 15-25, кварц молотый пылевидный - 8-15, карбонат натрия безводный - 4-8, хлорид аммония - 2-8, графит литейный скрытокристаллический - 3-6, активированный уголь - 3-5, слюду молотую в виде флогопита - 1-5, портландцемент - остальное [Патент RU 2410193, МПК B22D 11/04, B22D 11/111, 2011].
Недостатком данной смеси является ее высокая себестоимость, недостаточная способность к ассимиляции неметаллических включений, а также отсутствие оптимального разделения по использованию при разливке различных групп марок сталей.
Наиболее близкой по технической сущности к предлагаемому изобретению является шлакообразующая смесь для непрерывной разливки стали, содержащая, мас. %: нефелин 15-40, плавиковый шпат 5-30, графит 1-9, хлористый кальций 0,5-9,0, известь 21,45-36,00, пылевидный кварц 9,00-17,55, карбоксилметилцеллюлоза 0,2-3,0, лигносульфонат плотностью 1,2-1,5 г/см3 0,3-3,0 [Патент RU 1459068, МПК B22D 11/00, С21С 5/54, 1996].
Недостатком данной смеси также является ее высокая себестоимость, недостаточная способность к ассимиляции неметаллических включений, а также отсутствие оптимального разделения по использованию при разливке различных групп марок сталей.
Технический результат изобретения - повышение качества стали в результате улучшения ее макроструктуры, снижения загрязненности неметаллическими включениями, уменьшения количества поверхностных дефектов за счет улучшения смазки и теплоотвода в кристаллизаторе, применительно к различным группам марок сталей и типам УНРС.
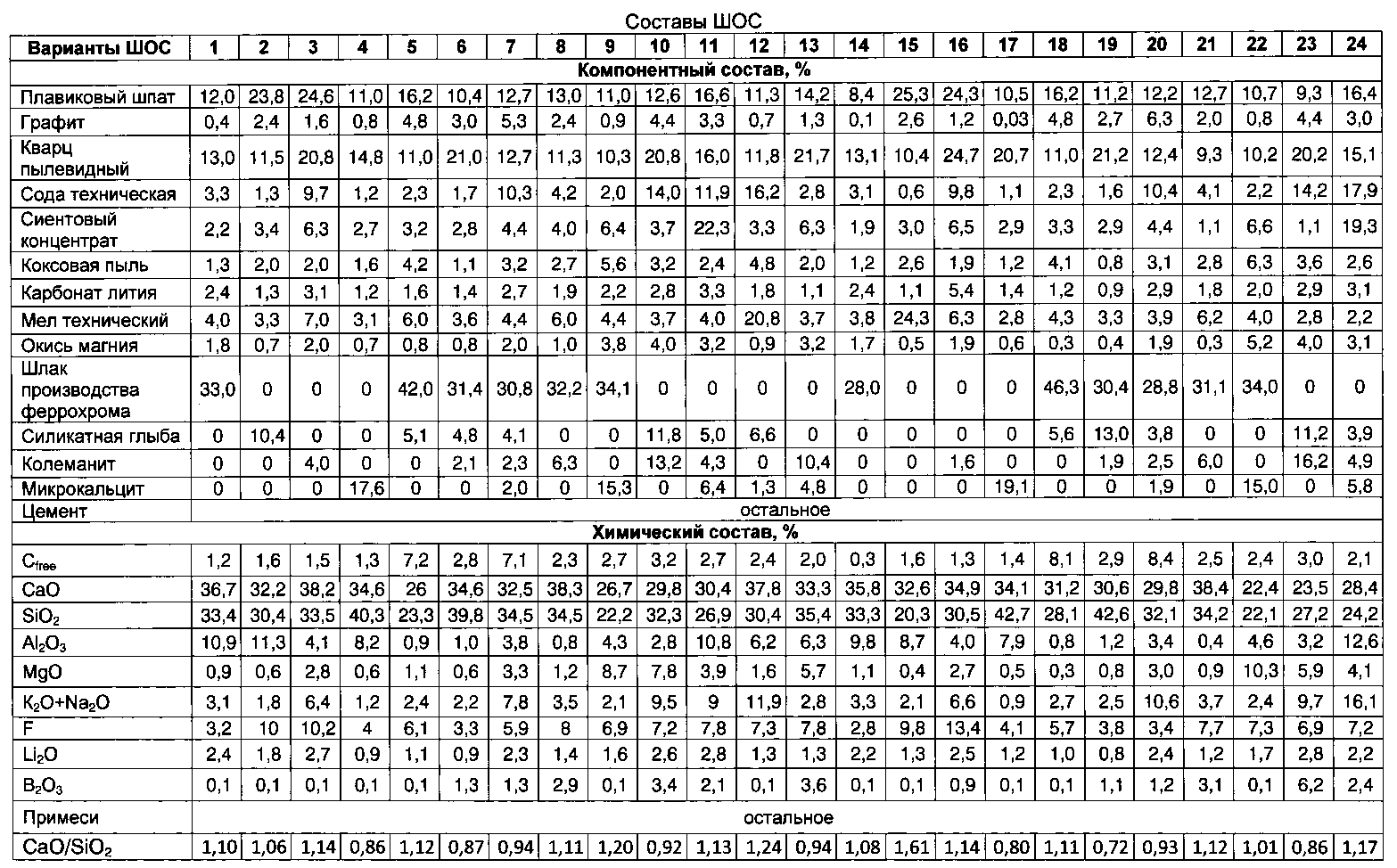
Указанный технический результат достигается тем, что шлакообразующая смесь для непрерывной разливки стали, полученная смешением плавикового шпата, графита, кварца пылевидного, согласно изобретению содержит соду техническую, сиенитовый концентрат, коксовую пыль, карбонат лития, мел технический, окись магния, шлак производства феррохрома, силикатную глыбу, колеманит, микрокальцит и цемент, при следующем соотношении компонентов, мас. %:
|
один или несколько компонентов из группы:
|
при этом она имеет следующий химический состав, мас. %:
|
Основность ШОС должна находиться в диапазоне 0,85-1,25.
Сущность предложенной шлакообразующей смеси заключается в следующем.
Заявленные пределы компонентов подобраны экспериментальным путем исходя из необходимости получения низкой себестоимости ШОС, а также требований к ее химическому составу, обеспечивающему оптимальные физические свойства смеси (температура начала плавления и вязкость) для различных групп марок сталей и типа УНРС.
Концентрация углерода выбрана исходя из необходимости смазки в зоне кристаллизатор - непрерывнолитая заготовка. Снижение содержания углерода ниже 0,5% ведет к повышенному расходу ШОС. Увеличение содержания углерода в ШОС выше 8,0% снижает толщину проплавленного слоя в кристаллизаторе, что ведет к повышению трения корочки слитка о стенку кристаллизатора.
Содержание оксидов кальция и кремния в ШОС ограничено требованиями ее оптимальной теплопроводности. Требуемая теплопроводность ШОС обеспечивается при основности (отношение CaO/SiO2) в диапазоне 0,85-1,25 (в зависимости от групп марок сталей и типа УНРС). При основности ниже 0,85 ШОС будет иметь стекловидную структуру с повышенной вязкостью, что исключит возможность ее использования на рабочих скоростях УНРС. При повышении основности выше 1,25 шлак будет кристаллическим, что снизит смазывающую способность ШОС.
Содержание оксида алюминия (Al2O3) подобрано экспериментальным путем. Для лучшей ассимилирующей способности неметаллических включений в смеси содержание Al2O3 должно быть не менее 0,5% и не более 12,0%.
Содержание фтора в смеси подобрано исходя из требований получения ШОС заданной вязкости. При содержании фтора в количестве менее 1,0 и более 13,0% вязкостные свойства ШОС не позволяют эффективно ассимилировать неметаллические включения.
Содержание оксидов магния, щелочных оксидов (R2O, K2O, Na2O), а также оксидов лития и бора подобрано исходя из требований получения заданной температуры начала плавления смеси для каждой из групп марок стали и типа УНРС.
Повышение содержания оксидов магния и щелочных оксидов выше заявляемых диапазонов не приводит к дополнительному снижению температуры ликвидус. При содержании оксидов магния и щелочных оксидов ниже заявляемых диапазонов температура начала плавления смеси будет выше оптимального диапазона для данного типа ШОС.
Оксиды лития и бора вводятся для получения требуемых свойств ШОС по заданной температуре ее начала плавления. Введение оксидов лития и бора в количестве более 3,0 и 5,0%, соответственно, не приводит к дополнительному снижению температуры ликвидус.
Пример использования шлакообразующей смеси
Заявляемая шлакообразующая смесь использовалась при разливке сталей типа IF, динамных, низкокремнистых, микролегированных, углеродистых марок сталей на радиальных и криволинейных двухручьевых слябовых УНРС со скоростью разливки 0,6-1,4 м/мин.
Смесь готовилась путем смешения плавикового шпата (не менее 95,0% CaF2), графита ГЛС-3, кварца пылевидного, соды технической (ГОСТ 5100-85 высший сорт), сиенитового концентрата, коксовой пыли, карбоната лития, мела технического, окиси магния, одного или нескольких компонентов из группы: шлака производства феррохрома, силикатной глыбы, колеманита, микрокальцита (Микромрамор Км-160), а также цемента (42,5Н) на смесительной установке в течение 20 минут со скоростью 800 об/мин.
Были подготовлены различные составы ШОС. Ряд из подготовленных составов ШОС приведены в таблице 1. Составы 1-13 с соблюдением предложенных соотношений компонентов и химического состава, составы 14-24 с несоблюдением ряда заявляемых параметров.
Результаты использования ШОС разных составов указаны в таблице 2.
Из представленных результатов видно, что при соблюдении предложенных соотношений компонентов и химического состава ШОС (примеры 1-13) зачистка поверхности непрерывнолитых заготовок осуществлялась меньшее количество раз, чем при использовании ШОС, параметры которых выходят за пределы заявляемых диапазонов (примеры 14-24).
Также была подготовлена ШОС согласно прототипа, при использовании которой зачистка поверхности непрерывнолитой заготовки находилась на уровне 4 баллов.
Таким образом, использование заявляемой ШОС для непрерывной разливки стали позволяет повысить качество непрерывнолитой заготовки, обеспечив снижение количества зачисток поверхностных дефектов.
Таблица 1

Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто
Способ производства горячекатаных листов из низколегированной стали с гарантией свойств в направлении толщины
Способ производства стали
Способ производства горячекатаного листового проката из низколегированной стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ холодной прокатки полос
Способ производства горячеоцинкованного проката
Способ производства стальных мелющих шаров
Способ производства горячекатаного листового проката из низколегированной стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ холодной прокатки полос
Способ производства горячеоцинкованного проката
Способ производства стальных мелющих шаров
Способ изготовления электросварных прямошовных профильных труб квадратного или прямоугольного сечения.
Шлакообразующая смесь для защиты металла в промежуточном и сталеразливочном ковшах
Способ производства горячекатаного проката для автомобильных колес
Способ выплавки металла в конвертере
Способ производства горячекатаных толстых листов из низколегированной стали для атомного и энергетического машиностроения

