Результат интеллектуальной деятельности: ЩЕТКА СТЕКЛООЧИСТИТЕЛЯ, ПРЕЖДЕ ВСЕГО ОЧИСТИТЕЛЯ СТЕКОЛ АВТОМОБИЛЕЙ, А ТАКЖЕ СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Уровень техники
У щеток стеклоочистителей указанного в ограничительной части п.1 формулы изобретения типа несущий элемент (или держатель) должен по всему охватываемому щеткой сектору очистки обеспечивать максимально равномерное распределение усилия прижатия щетки к стеклу, прикладываемого к щетке ее рычагом. Благодаря соответствующей кривизне несущего элемента в его ненагруженном или ненапряженном состоянии, т.е. в состоянии, в котором щетка не прилегает к стеклу, концы резиновой ленты, когда она полностью прилегает к стеклу при работе щетки, нагружены усилием находящегося в этом случае в напряженном состоянии несущего элемента в направлении стекла даже в том случае, когда сферически искривленные автомобильные стекла имеют разные в каждом положении щетки при ее перемещении по ним радиусы кривизны. Кривизна щетки должна, таким образом, несколько превышать наибольшую кривизну очищаемого стекла, которую оно имеет в секторе очистки. Тем самым несущий элемент заменяет собой используемую в традиционных щетках стеклоочистителей каркасную конструкцию с несколькими несущими коромыслами и с двумя расположенными в резиновой ленте упругими пластинами.
Прототипом настоящего изобретения является щетка стеклоочистителя согласно ограничительной части п.1 формулы изобретения, известная из DE 19718490. В этой публикации предлагается располагать упругую пластину несущего элемента в охватывающем ее присоединительном устройстве и сваривать с ним на этом участке.
Недостаток подобного крепления упругой пластины к присоединительному устройству путем приваривания к нему состоит в необходимости исключительно точного соблюдения параметров сварочного процесса для придания щетке способности выдерживать высокие изгибающие и срезывающие усилия на этом участке на весь срок ее службы. Этим фактором обусловлены высокие дополнительные расходы прежде всего при массовом изготовлении щеток стеклоочистителей.
Краткое изложение сущности изобретения
Преимущества изобретения
Преимущество щетки стеклоочистителя с отличительными признаками, представленными в главном независимом пункте формулы изобретения, состоит в концентрировании вводимой энергии сварки в строго определенном месте и ее распространении в строго определенном направлении. Благодаря этому прежде всего обеспечивается предопределяемое образование сварочного расплава и устанавливаются четко ограниченные временные рамки протекания сварочного процесса. В результате исключаются образование сварочного расплава в любой произвольной точке и связанное с этим появление неопределенности в продолжительности растекания сварочного расплава, поскольку ему в зависимости от направления распространения энергии сварки по присоединительному устройству требуется разное время для достижения его конца. Тем самым четко ограничивается максимальная продолжительность сварки.
Присоединительное устройство можно изготавливать простым путем, например, литьем под давлением в том случае, когда охватывающие несущий элемент боковые части имеют по меньшей мере один указатель направления ввода энергии со стороны, обращенной к нижней стороне несущего элемента.
Особо простой ввод энергии сварки обеспечивается в том случае, когда указатель направления ввода энергии имеет малые размеры по сравнению с площадью свариваемой поверхности, прежде всего когда он выполнен точечным. Выполнение указателя направления ввода энергии линейным может оказаться предпочтительным в том случае, когда боковые части присоединительного устройства проходят на большее расстояние вдоль несущего элемента.
Особенно предпочтительно предусматривать несколько указателей направления ввода энергии, поскольку благодаря этому можно дополнительно сократить максимальную продолжительность сварки, необходимую для распределения сварочного расплава по требуемой площади. В этом случае энергию сварки целесообразно вводить в соответственно большем количестве по сравнению с вариантом, в котором предусмотрен только один указатель направления ввода энергии.
В предпочтительном варианте указатель направления ввода энергии имеет выпуклую форму, прежде всего остроконечную форму, благодаря чему обеспечивается строго точечный ввод энергии сварки. Помимо этого благодаря выполнению указателя направления ввода энергии подобной формы обеспечивается возможность исключительно простого извлечения присоединительного устройства из литьевой формы при его изготовлении литьем под давлением.
При создании изобретения было установлено, что указатели направления ввода энергии на боковых частях присоединительного устройства наиболее целесообразно выполнять с основанием площадью примерно 1 мм2. Помимо этого при создании изобретения было установлено, что отдельные указатели направления ввода энергии наиболее целесообразно располагать на таком расстоянии между ними, которое в основном втрое больше протяженности основания одного указателя направления ввода энергии.
Энергию сварки, прежде всего, при изготовлении присоединительного устройства из пластмассы, а упругих пластин несущего элемента - из металла предпочтительно создавать путем ультразвуковой сварки.
Высокой стабильности удается достичь в том случае, когда энергия сварки вводится с верхней стороны несущего элемента. При этом предпочтительно, чтобы присоединительное устройство имело в зоне верхней стороны несущего элемента по меньшей мере одну прорезь для возможности подвода через нее энергии сварки. Дальнейшего повышения стабильности удается достичь в том случае, когда напротив такой прорези расположен по меньшей мере один указатель направления ввода энергии.
Сборка щетки с еще не сваренными между собой присоединительным устройством и упругой пластиной несущего элемента упрощается в том случае, когда боковая часть, соответственно боковые части присоединительного устройства с зазором охватывает упругую пластину несущего элемента. Боковая часть присоединительного устройства может быть выполнена со швом с раздавливанием кромок, который имеет вид возвышения в направлении к упругой пластине и может использоваться также в качестве указателя направления ввода энергии.
Вариант, в котором предусмотрен желобок для расплава, позволяет повысить надежность сварочного процесса благодаря обеспечиваемой таким желобком возможности направления, соответственно задерживания потока сварочного расплава. В предпочтительном варианте подобный желобок для расплава проходит вдоль продольной протяженности упругой пластины.
Дополнительно упростить сборку щетки позволяет вариант, в котором присоединительное устройство имеет на по меньшей мере одной своей боковой части входной направляющий скос для облегчения введения в нее по меньшей мере одной упругой пластины.
При создании изобретения было установлено, что особо технологически надежный ввод энергии сварки обеспечивается в том случае, когда высота указателей направления ввода энергии составляет от 30 до 80% от толщины упругой пластины. При толщине упругой пластины в пределах от 0,8 до 1,0 мм указатель или указатели направления ввода энергии особенно предпочтительно выполнять высотой примерно 0,5 мм.
Вариант, в котором присоединительное устройство по меньшей мере частично выполнено из пластмассы, прежде всего из термопласта, позволяет снизить стоимость щетки. Особо высокое качество сварки присоединительного устройства с несущим элементом достигается в том случае, когда упругие пластины заключены в оболочку из пластмассы, прежде всего из термопласта.
Объектом изобретения является также способ изготовления щетки стеклоочистителя, отличающийся выполнением следующих стадий. Сначала одну или несколько упругих пластин вдвигают в присоединительное устройство, имеющее один или несколько указателей направления ввода энергии сварки на по меньшей мере одной своей боковой части. После этого вводят энергию сварки таким образом, что поток энергии распространяется, начиная от указателя или указателей направления ввода энергии, а сварочный процесс протекает в контролируемом и предопределимом режиме.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые к описанию чертежи, на которых представлено несколько примеров выполнения предлагаемой в изобретении щетки стеклоочистителя и на которых, в частности, показано:
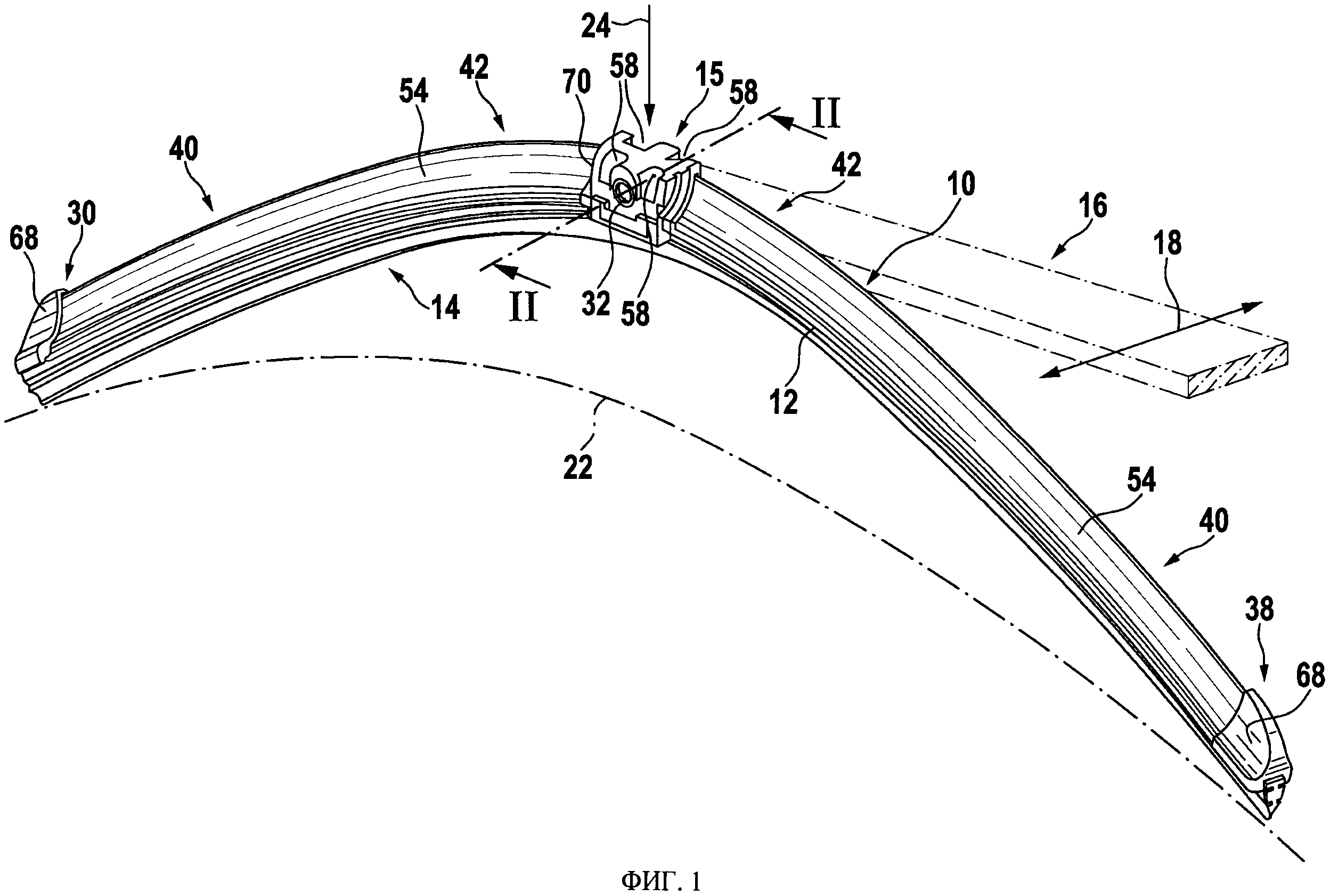
на фиг.1 - вид в аксонометрии щетки стеклоочистителя,
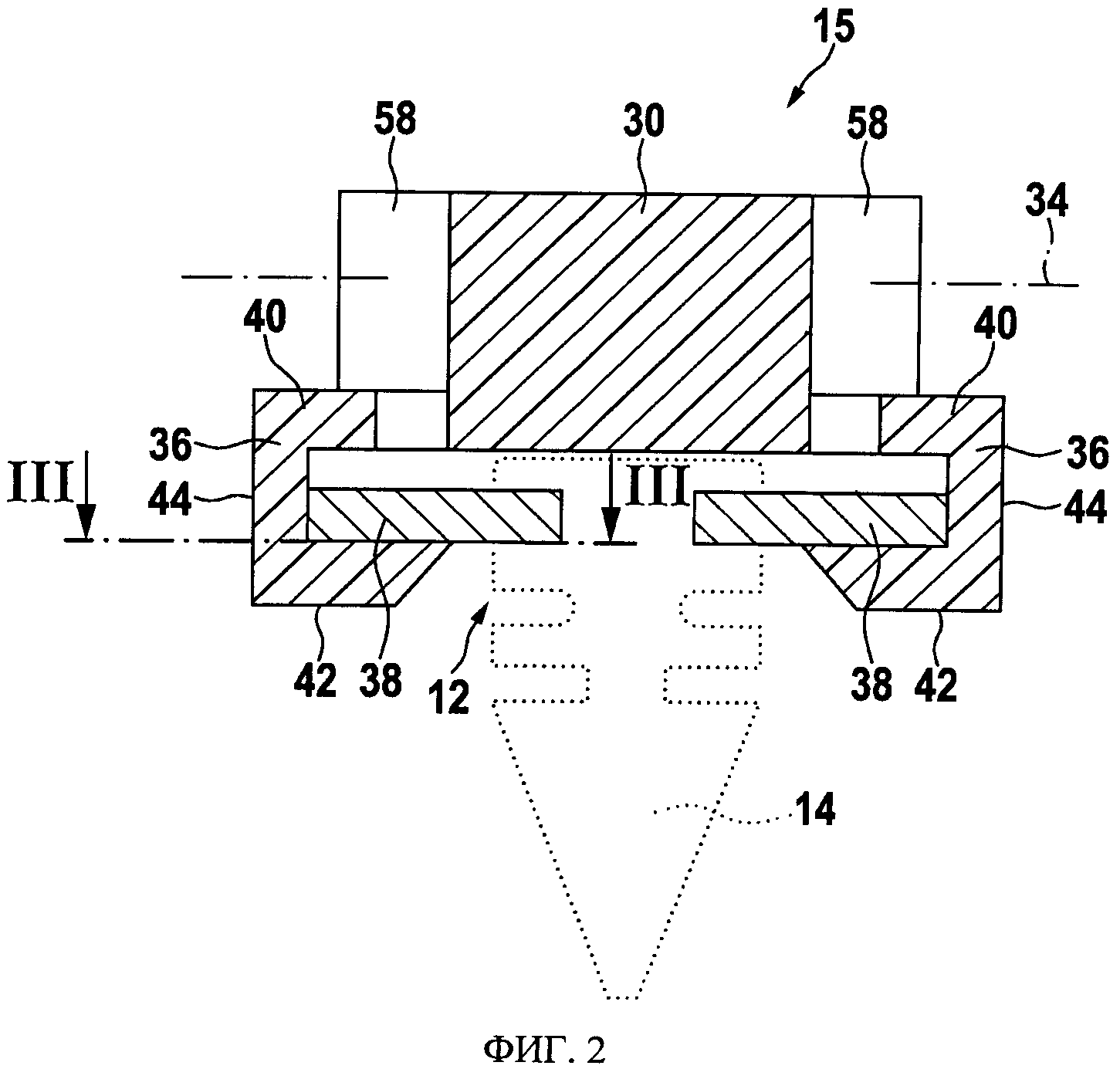
на фиг.2 - вид в сечении плоскостью II-II по фиг.1,
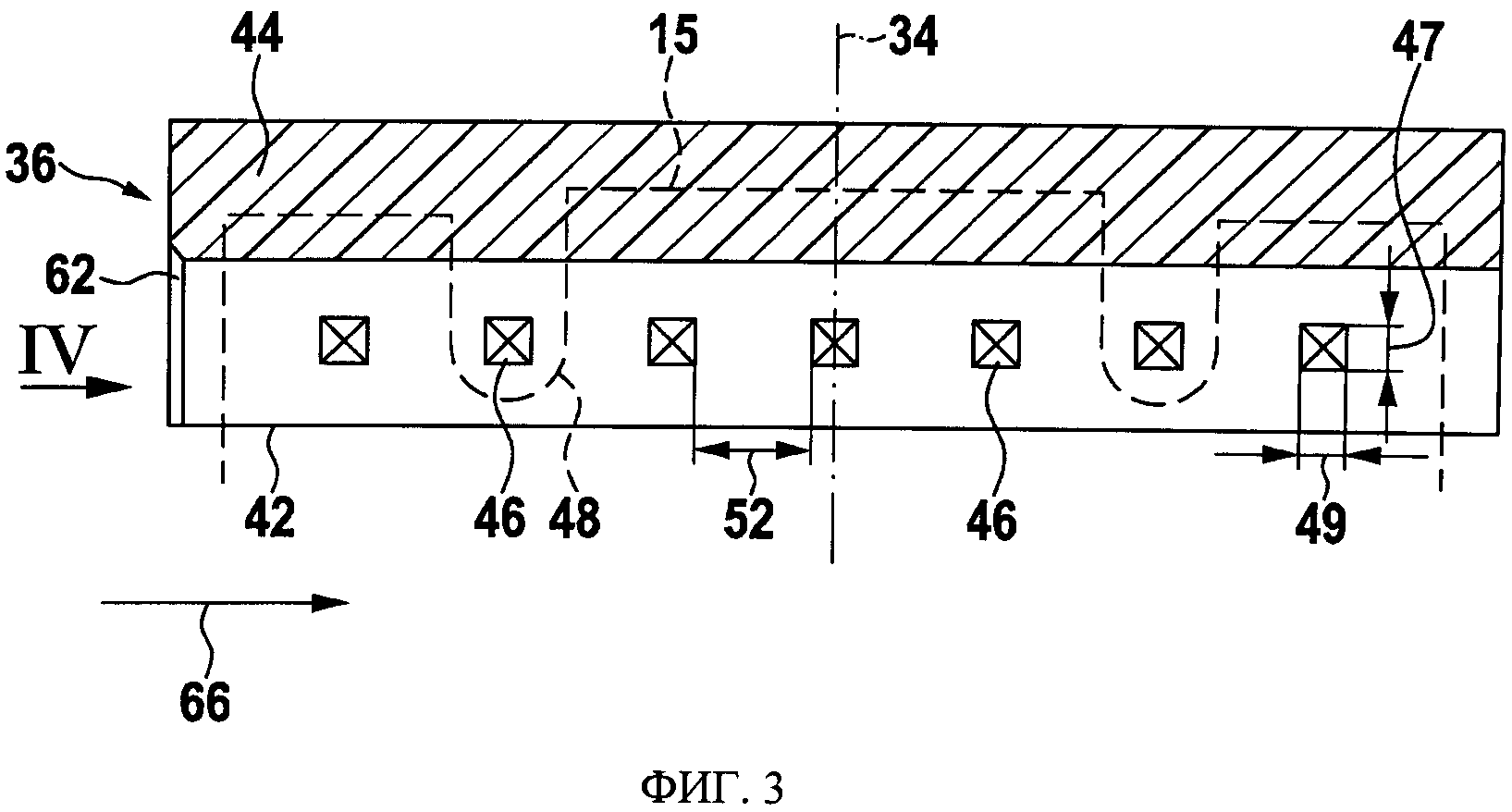
на фиг.3 - вид в сечении плоскостью III-III по фиг.2,
на фиг.4а-4в и 5 - примеры указателя направления ввода энергии,
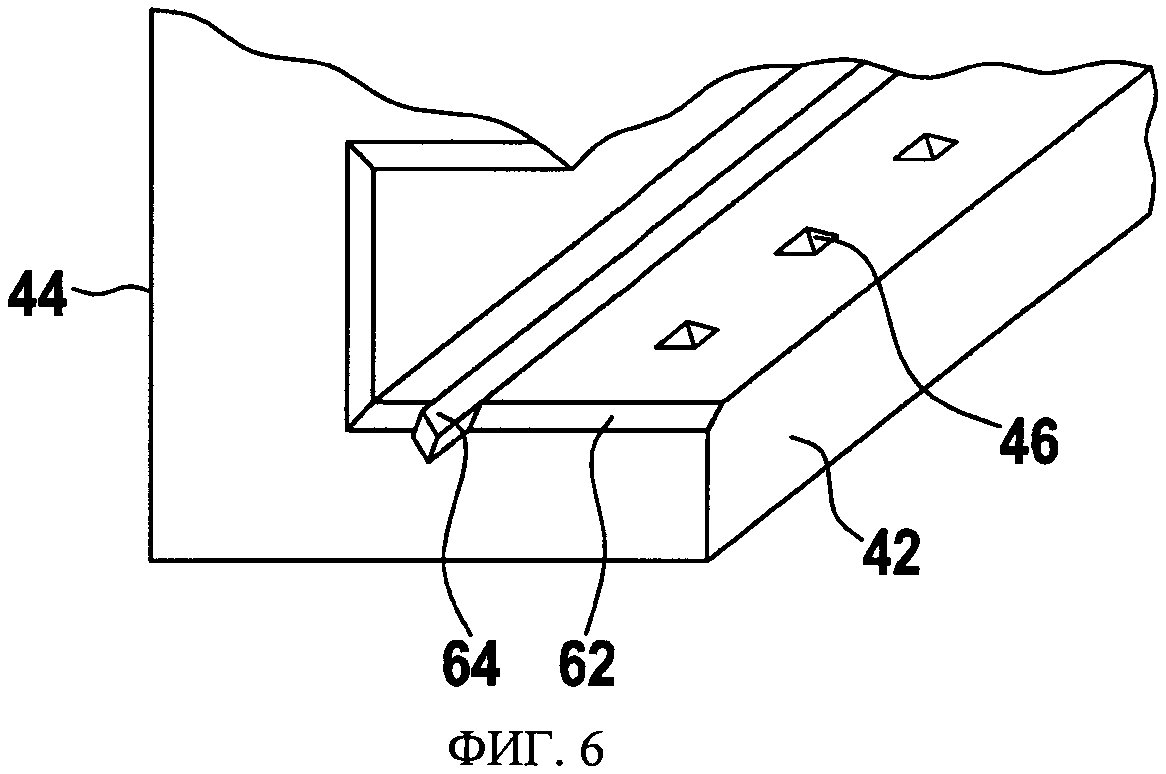
на фиг.6 и 7 - фрагменты боковой стороны присоединительного устройства,
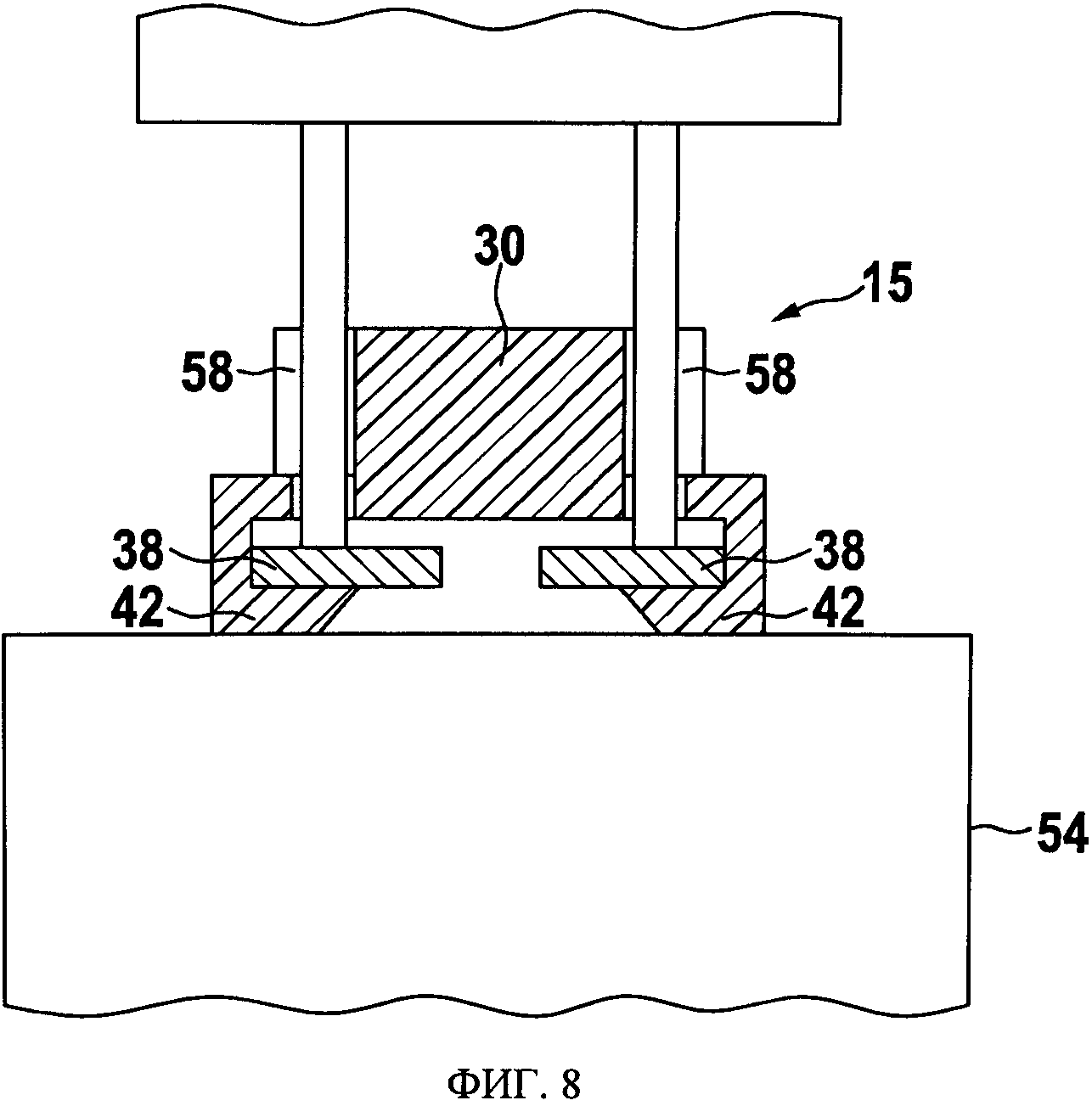
на фиг.8 - присоединительное устройство в установке для ультразвуковой сварки и
на фиг.9 - модификация варианта, показанного на фиг.8.
Описание вариантов осуществления изобретения
Показанная на фиг.1 щетка 10 стеклоочистителя имеет полосовидно вытянутый или продолговатый, упругий или пружинящий несущий элемент (держатель) 12 (фиг.1 и 2), с нижней, обращенной к стеклу вогнутой стороны 13 которого параллельно его продольной оси закреплена продолговатая, обладающая резиноподобной эластичностью резиновая лента 14. С верхней, обращенной от стекла выпуклой стороны 11 несущего элемента 12, называемого также упругой пластиной, в его средней части расположено относящееся к щетке присоединительное устройство 15, которое позволяет шарнирно и съемно соединять щетку 10 с ее рычагом 16, который на фиг.1 условно обозначен штрихпунктирными линиями. Рычаг 16 щетки стеклоочистителя, приводимый в маятниковое (качательное) движение в указанных на фиг.1 двунаправленной стрелкой 18 направлениях, поджимается в указанном стрелкой 24 направлении к очищаемому стеклу, например, к автомобильному ветровому стеклу, поверхность которого условно обозначена на фиг.1 штрихпунктирной линией 22. Поскольку линия 22 символизирует наибольшую кривизну поверхности стекла, очевидно, что кривизна щетки в состоянии, когда она еще не прижата к стеклу, а лишь прилегает к нему обоими своими концами, больше максимальной кривизны поверхности стекла (фиг.1). Под воздействием прижимного усилия 16 (стрелка 24) щетка 10 своим язычком 26 по всей своей длине прилегает к поверхности 22 стекла. При этом в изготовленном из металла упругом несущем элементе 12 возникает напряжение, которое обеспечивает надлежащее прилегание резиновой ленты 14, соответственно ее язычка 26 по всей ее длине к поверхности 22 стекла, а также обеспечивает равномерное распределение прижимного усилия (стрелка 24).
Ниже более подробно рассмотрено особое конструктивное исполнение предлагаемой в изобретении щетки стеклоочистителя. На фиг.2 присоединительное устройство 15 показано в разрезе. Оно имеет основную часть 30 с отверстием 32 под шарнирную ось или шарнирные цапфы (фиг.1), которое обозначено на фиг.2 своей продольной осью 34. На основной части 30 за одно целое с ней выполнены две, расположенные друг против друга боковые части 36 П-образного в поперечном сечении профиля, отверстия П-образного профиля которых обращены друг к другу. Благодаря этому образуется полость, в которой расположены две упругие пластины 38 несущего элемента 12, которые в свою очередь с боков фиксируют между собой резиновую ленту 14 щетки.
В рассматриваемом примере боковые части 36 выполнены в виде (непрерывных) планок и проходят по всей длине присоединительного устройства 15. Они имеют соединенные с основной частью 30 верхние полки (или верхние стенки) 40, расположенные напротив основной части 30 нижние полки (или нижние стенки) 42 и соединяющие верхние полки 40 с нижними полками 42 перемычки (или боковые стенки) 44. Однако в других вариантах боковые части 36 могут быть также выполнены в виде (дискретных) лапок и проходить вдоль присоединительного устройства лишь на части его длины.
На фиг.3 в сечении плоскостью III-III по фиг.2 показан фрагмент боковой части 36 в состоянии, в котором еще не выполнена сварка между присоединительным устройством 15 и несущим элементом 12 и поэтому видны указатели 46 направления ввода энергии. Указатели 46 направления ввода энергии расположены на нижней полке 42 таким образом, что они направлены к расположенной напротив них упругой пластине 38. В рассматриваемом примере предусмотрено семь указателей 46 направления ввода энергии, которые равномерно распределены по длине нижней полки 42. Очевидно, однако, что можно также предусматривать лишь единственный указатель 46 направления ввода энергии, который в этом случае лучше всего располагать по середине длины нижней полки.
Из приведенного на фиг.3 изображения следует, что отдельный указатель 46 направления ввода энергии, равно как и суммарно все указатели 46 направления ввода энергии по своей занимаемой им/ими площади меньше площади нижней полки 42. Сказанное относится и к участку взаимного перекрытия между нижней полкой 42 и расположенной напротив нее упругой пластиной 38.
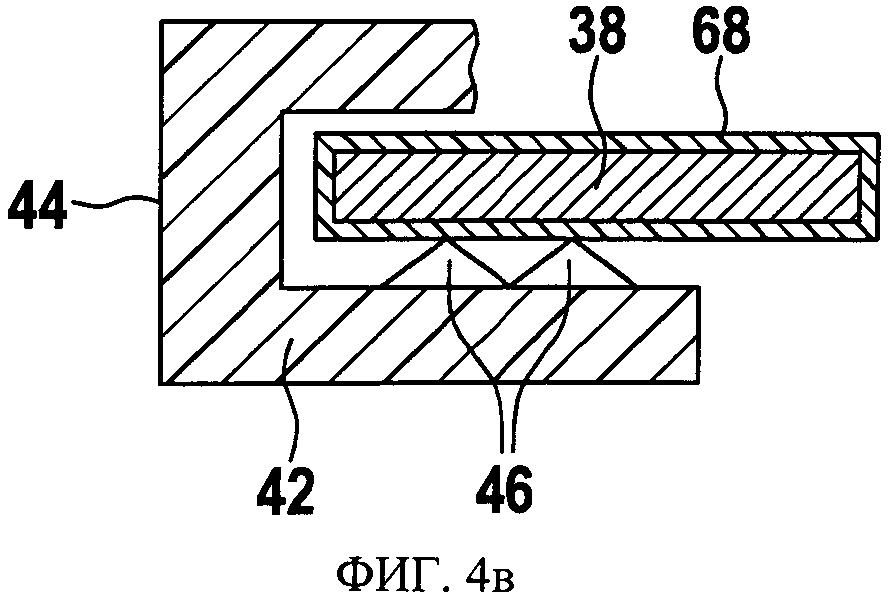
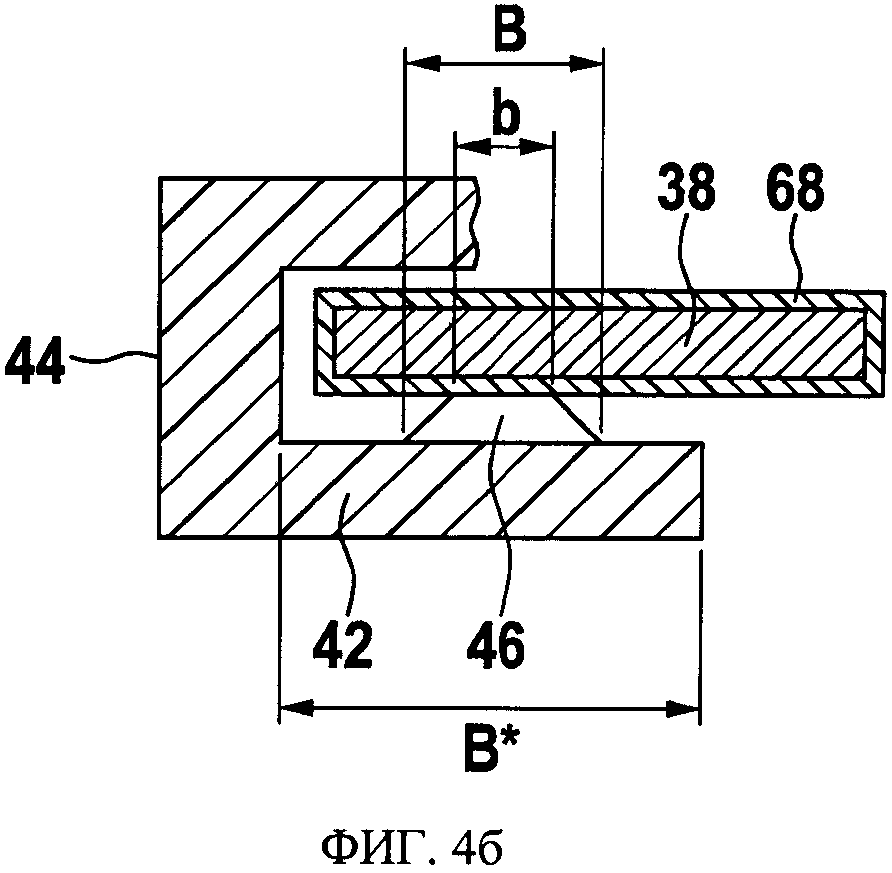
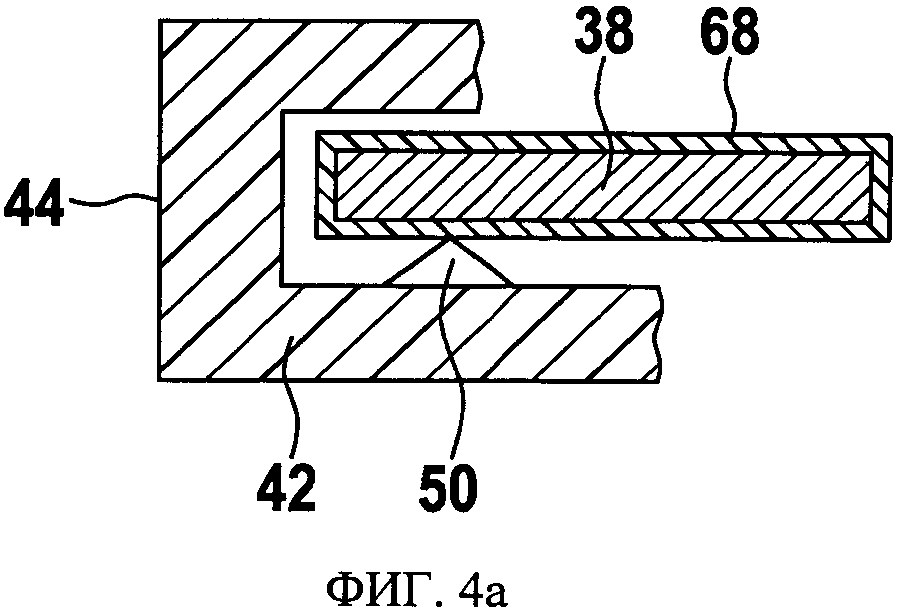
Указатель 46 направления ввода энергии имеет приблизительно квадратную форму в своем основании 48 и представляет собой пирамидальное возвышение 50, которое показано также на фиг.4а. Длина каждой стороны основания пирамиды составляет примерно 1 мм, а ее высота составляет примерно 0,5 мм. На фиг.4б показан вариант с выполнением указателя направления ввода энергии в виде усеченной пирамиды, у которой ширина b меньшего основания меньше ширины В большего основания, которая в свою очередь меньше по сравнению с шириной B* полки 42. На фиг.4в показан далее вариант, в соответствии с которым указатели 46 направления ввода энергии могут быть также расположены попарно рядом друг с другом. В предельном случае предусматривают множество указателей направления ввода энергии, что в этом случае приводит к своего рода структурированию или профилированию поверхности.
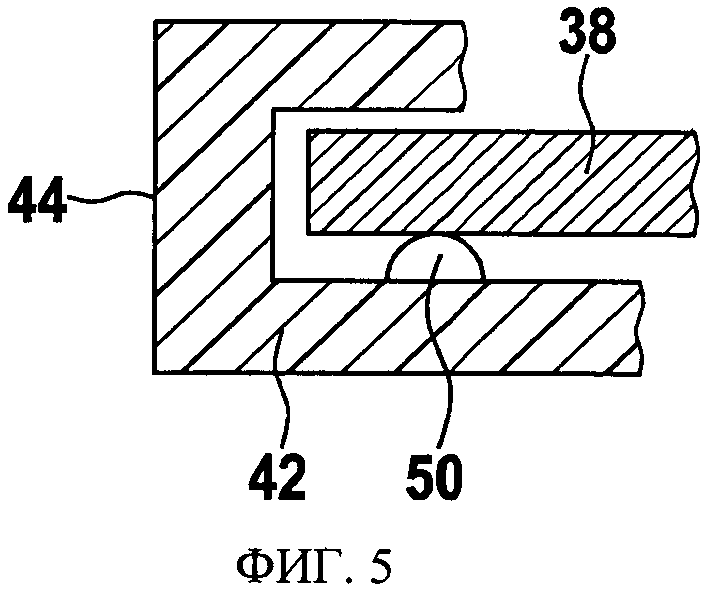
Как показано на фиг.5, возвышение 50 может также иметь выпуклую форму, прежде всего полукруглую (полусферическую) форму. В соответствии с этим первоначальный контакт между указателем 46 направления ввода энергии и упругими пластинами 38 можно рассматривать как точечное касание или по меньшей мере касание по поверхности малой площади.
Расстояние 52 между двумя указателями 46 направления ввода энергии примерно втрое больше длины 47, 49 сторон основания 48 и поэтому в рассматриваемом примере составляет приблизительно 3 мм. Размеры указателей 46 направления ввода энергии и расстояние между ними определяются вводимой энергией сварки, которая в свою очередь должна выбираться тем выше, чем короче выбирается продолжительность сварки.
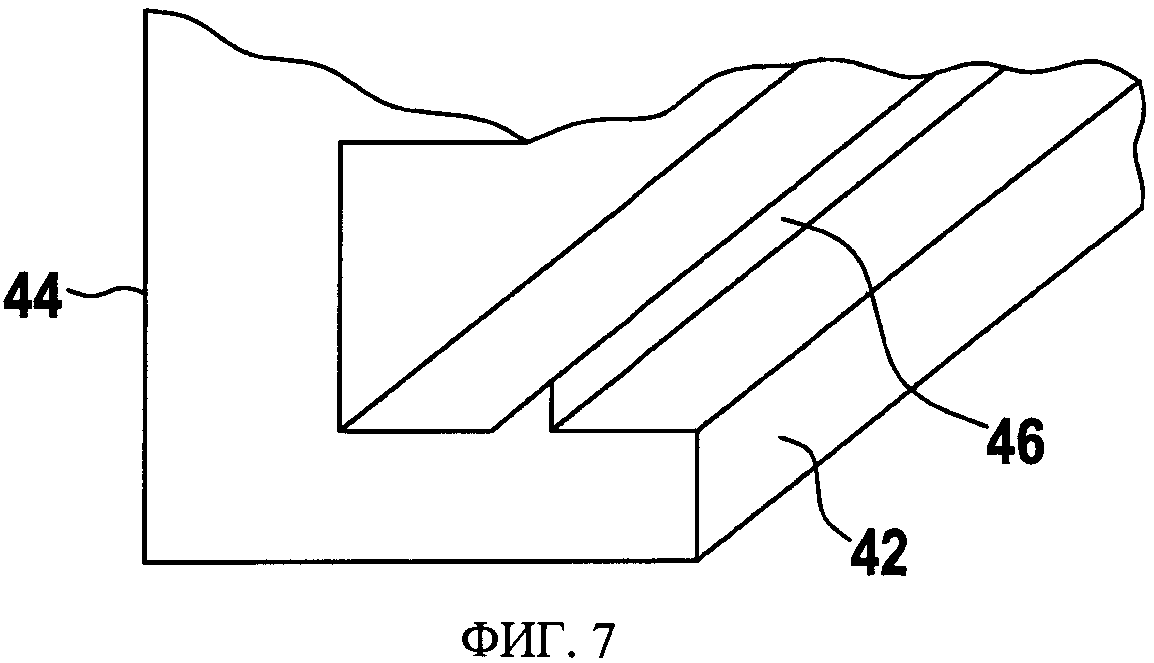
В предельном случае указатель 46 направления ввода энергии может быть выполнен линейным, как это показано на фиг.7. На этом чертеже показано также, что указатель 46 направления ввода энергии может быть выполнен с треугольным в поперечном сечении профилем. В зависимости от других геометрических условий внутри П-образного профиля боковых частей 36 и от толщины упругих пластин 38 указатель 46 направления ввода энергии и прежде всего линейный указатель 46 направления ввода энергии может выполнять функцию шва с раздавливанием кромок, т.е. упругие пластины 38 после их введения в боковые части 36 удерживаются в них швом с раздавливанием кромок по посадке с легким натягом. Линейный указатель 46 направления ввода энергии также может быть выполнен в виде усеченной пирамиды. В данном случае указатели направления ввода энергии также можно предусматривать попарно.
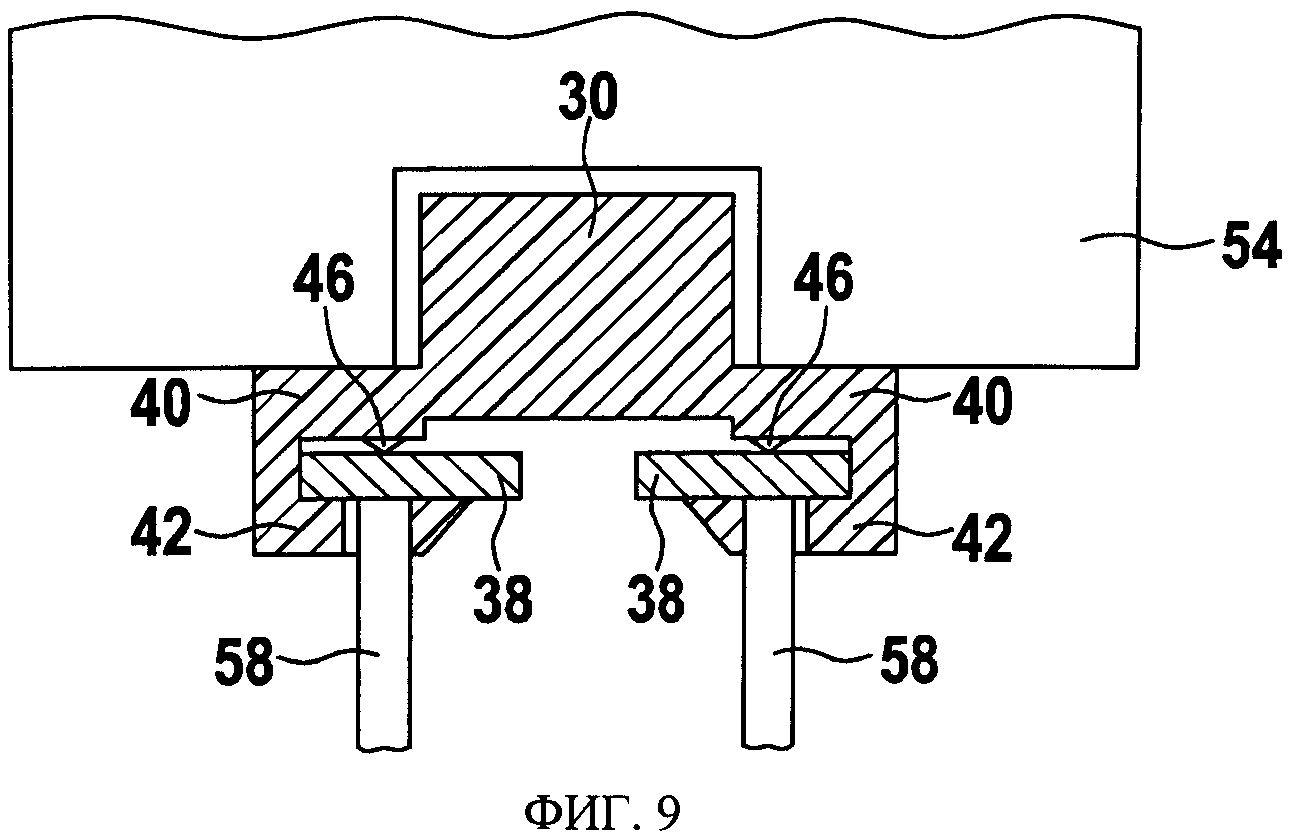
На фиг.8 проиллюстрирован процесс создания соединения между присоединительным устройством 15 и упругими пластинами 38. При этом присоединительное устройство 15 обеими своими нижними полками 42 прилегает к контропоре 54, тогда как энергия сварки в виде ультразвука вводится сверху. Для этого основная часть 30, а также верхние полки 40 имеют прорези 58, пропущенные через которые волноводы-концентраторы (сонотроды) 60 проходят вплоть до верхних сторон упругих пластин 38 и вводят в них свою ультразвуковую энергию. Ультразвуковые волны проходят через изготовленные обычно из металла упругие пластины 38 и с их нижних сторон попадают на вершины указателей 46 направления ввода энергии. Отсюда точечно выделяющееся тепло вводится во внутреннюю полку 42 и распределяется в ней.
При создании изобретения было установлено, что наиболее целесообразно располагать по меньшей мере один указатель 46 направления ввода энергии непосредственно под каждой прорезью 58 и тем самым непосредственно под волноводом-концентратором 60. Начиная от таких подвергающихся воздействию ультразвука указателей 46 направления ввода энергии, происходит каскадное распространение расплава вдоль других указателей 46 направления ввода энергии на нижней полке 42.
С целью дополнительно улучшить направленное течение расплава может быть предусмотрен соответствующий желобок 64, как это имеет место в варианте, показанном на фиг.6. Такой желобок 64 для расплава предотвращает избыточный его отток в направлении перемычек 44 и способствует его течению вдоль нижней полки 42. Обычно желобок 64 для расплава достаточно выполнять глубиной, соответствующей высоте указателей 46 направления ввода энергии.
Высота указателей 46 направления ввода энергии должна составлять от 30 до 80% от толщины привариваемой упругой пластины 38 и при ее толщине в пределах от 0,8 до 1 мм в предпочтительном варианте выбирается равной 0,5 мм.
Обычно боковые части 36 охватывают упругие пластины 38 несущего элемента 12 с некоторым зазором, благодаря которому упругие пластины 38 можно без всяких проблем вводить в боковые части 36. Однако при использовании упоминавшегося выше шва с раздавливанием кромок введение упругих пластин в боковые части осложняется. Облегчить введение упругих пластин в боковые части 36 позволяет предусмотренный на них входной направляющий скос 62. В этом случае введение упругих пластин 38 в боковые части 36 при сборке с ними происходит в направлении, указанном стрелкой 66.
В рассматриваемом примере присоединительное устройство 15 выполнено из термопласта и в предпочтительном варианте изготовлено литьем под давлением. Упругие пластины 38 обычно выполнены из стали и, как показано на фиг.4, могут быть снабжены оболочкой 68. Такая оболочка 68 служит для защиты упругой пластины 38, а также для улучшения свариваемости между упругой пластиной 38 и нижней полкой 42. Оболочка 68 также может быть выполнена из термопласта.
При изготовлении щетки 10 стеклоочистителя предлагаемым в изобретении способом сначала упругие пластины 38 вдвигают в боковые части 36 присоединительного устройства 15 и всю полученную конструкцию фиксируют в требуемом для сварки положении на контропоре 54 установки для ультразвуковой сварки. Затем в четыре прорези 58 вводят четыре волновода-концентратора 60 до их упора в верхнюю сторону упругих пластин 38. После этого в упругие пластины 38 при надавливании на них волноводами-концентраторами 60 вводят ультразвуковую энергию. При этом ультразвуковые волны проходят сквозь упругую пластину 38, попадают на вершины указателей 46 направления ввода энергии и начинают расплавлять их. Начиная с этого места пластмасса, из которой выполнены нижние полки 42, нагревается и расплавляется. Образовавшийся расплав растекается, начиная от указателей 46 направления ввода энергии, равномерно распределяясь при этом под действием приложенного со стороны волноводов-концентраторов давления по обращенной к упругой пластине 38 поверхности нижней полки 42, и может во избежание своего неконтролируемого распространения по ней задерживаться желобком 64.
Далее подвод ультразвуковой энергии прекращают и сразу же с началом отверждения расплава уменьшают силу давления волноводов-концентраторов 60 на упругие пластины 38, после чего волноводы-концентраторы 60 выдвигают из прорезей 58. В результате упругие пластины 38, а тем самым и несущий элемент 12 оказываются прочно соединены с присоединительным устройством 15, после чего можно монтировать другие элементы, такие как резиновая лента 14 и при необходимости спойлеры и наконечники (концевые колпачки).
Вместо ультразвуковой энергии для сварки можно также использовать энергию лазерного излучения, при этом коэффициенты пропускания и поглощения лазерного излучения присоединительным устройством 15, соответственно упругими пластинами 38 или их оболочками 68 должны быть согласованы с длиной волны лазерного излучения таким образом, чтобы теплообразование начиналось в зоне указателей 46 направления ввода энергии.
Устройство для подачи восстановителя в систему снижения токсичности отработавших газов
Предохранительное устройство для предотвращения самопроизвольного отделения зажимного элемента и/или рабочего инструмента
Укупорочное средство с переходником
Отическое экранирующее устройство для разделения оптических путей
Повторно закрываемые укупорочные средства для емкостей с функцией их вскрытия
Измерительное устройство, прежде всего измерительное устройство для обнаружения металлических предметов
Устройство подачи топлива для двигателя внутреннего сгорания
Устройство для защиты кабеля от излома и способ изготовления такого устройства
Щетка стеклоочистителя, а также способ ее изготовления
Щетка стеклоочистителя
Стеклоочиститель
Щетка стеклоочистителя
Щетка стеклоочистителя с переходным приспособлением для ее шарнирного соединения с ее рычагом
Способ и устройство для последовательной передачи данных с переключаемой скоростью передачи данных
Топливная форсунка
Относящийся к щетке стеклоочистителя переходник, прежде всего для автомобильного стеклоочистителя
Тормозное устройство технологической машины
Зажимное устройство ручной машины и ручная машина
Щетка стеклоочистителя
Способ калибровки точки насыщения вакуумного усилителя тормозного привода, вычисленной на основании сигнала от датчика давления

