Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области неразрушающих методов контроля, в частности к ультразвуковому контролю качества крупногабаритных заготовок, имеющих форму тел вращения, и может найти широкое применение в различных отраслях промышленности.
Известен способ [1] ультразвукового контроля изделий, имеющих форму тел вращения, включающий установку контролируемого изделия на предметный стол, центрирование его кулачками, заполнение иммерсионной ванны контактной жидкостью, установку и юстирование ультразвукового преобразователя в заданной точке поверхности изделия в ручном режиме, проведение ультразвукового контроля в автоматическом режиме, при этом изделие вращается вместе со столом и ванной, а преобразователь перемещается поступательно вверх и вниз, в результате осуществляется сканирование ультразвукового преобразователя на боковой поверхности изделия по спирали, дефектоскопическая аппаратура фиксирует наличие или отсутствие дефектов.
Способ обладает рядом недостатков, заключающихся в:
- невозможности использования его для ультразвукового контроля крупногабаритных заготовок, потому что для них требуется большая масса воды (несколько тонн), которую необходимо вращать;
- низкой надежности контроля, поскольку настройка чувствительности дефектоскопической аппаратуры осуществляется в ручном режиме, а контроль изделия проводится в автоматическом;
- сложности установки оптимального шага сканирования;
- большой инерционности вращающейся системы;
- повышенном уровне опасности работ для обслуживающего персонала в результате вращения больших масс;
- повышение энергетических затрат при увеличении габаритов контролируемого изделия.
Известен также другой способ [2] автоматизированного ультразвукового контроля крупногабаритных изделий, имеющих форму тел вращения, заключающийся в том, что в ручном режиме настраивают чувствительность дефектоскопической аппаратуры, проводят ее проверку в автоматическом режиме, устанавливают на предметный стол установки контролируемое изделие, центрируют его, подводят преобразователь в зону начала контроля на поверхности изделия, включают автоматический режим контроля, сканируют преобразователем поверхность изделия по спирали и фиксируют в процессе контроля изделия дефектоскопической аппаратурой наличие или отсутствие в нем дефектов, при этом ввод - прием акустических колебаний в изделие при его контроле, а также в эталоны при настройке и проверке дефектоскопической аппаратуры осуществляют контактно-щелевым методом с применением преобразователей с локальной ванной.
Способ [2] обладает рядом преимуществ по сравнению с ранее описанным способом [1]. Он предназначен для автоматизированного ультразвукового контроля качества крупногабаритных изделий в виде тел вращения цилиндрической и конусной формы. В нем повышается уровень безопасности обслуживающего персонала, надежность и достоверность контроля, снижаются металлоемкость конструкции установки, энергетические затраты, исключается необходимость юстировки преобразователя, осуществляется проверка ручной настройки чувствительности дефектоскопической аппаратуры в автоматическом режиме.
Однако несмотря на ряд преимуществ, описанный способ [2] имеет недостаток, заключающийся в отсутствии возможности автоматизированного ультразвукового контроля качества куполообразных изделий со сферическими поверхностями.
Несмотря на указанный недостаток способ [2], как наиболее близкий аналог предлагаемого технического решения, может быть принят за прототип.
Задачей предлагаемого изобретения является создание способа, обеспечивающего получение технического результата, состоящего в:
- расширении области применения автоматизированного ультразвукового контроля;
- повышении точностных характеристик ультразвукового контроля изделий;
- снижении трудоемкости контроля;
- документировании результатов контроля сферических поверхностей.
Этот технический результат согласно предлагаемой заявке на изобретение достигается следующими техническими решениями:
- автоматизированного ультразвукового контроля куполообразных изделий со сферическими поверхностями;
- заменой прямолинейного поступательного перемещения ультразвукового преобразователя перемещением по дугообразной траектории;
- считыванием угловых координат выявляемых дефектов в двух взаимно перпендикулярных направлениях по сферической поверхности изделия;
- документированием результатов контроля дефектоскопической аппаратурой.
Сущность способа поясняется графическими материалами на фиг.1 и фиг.2.
На фиг.1 представлены схема и образец проверки ручной настройки чувствительности дефектоскопической аппаратуры (на фиг.1 и фиг.2 не показана) в автоматическом режиме, где 1 - образец, в виде кольца, в котором со стороны внешней поверхности на одинаковом расстоянии друг от друга вдоль средней линии образца 1 выполнены радиальные сквозные отверстия 2. В отверстия 2 установлены стандартные образцы 3 типа КСО-2 по ГОСТ 21397-81 с плоскодонными искусственными отражателями 4, имеющими диаметр, заданный нормативной документацией на контролируемое изделие с глубинами залегания согласно ГОСТ 21397-81. Винтами 5 стандартные образцы 3 зафиксированы в отверстиях 2 образца 1. Максимальная глубина залегания отражателя должна быть равной или близкой (превышающей) к максимальной толщине изделия. Позицией 6 обозначен ультразвуковой преобразователь, позицией 7 - направление перемещения преобразователя 6, позицией 8 показано направление вращения образца 1 при проверке настройки чувствительности ультразвуковой дефектоскопической аппаратуры.
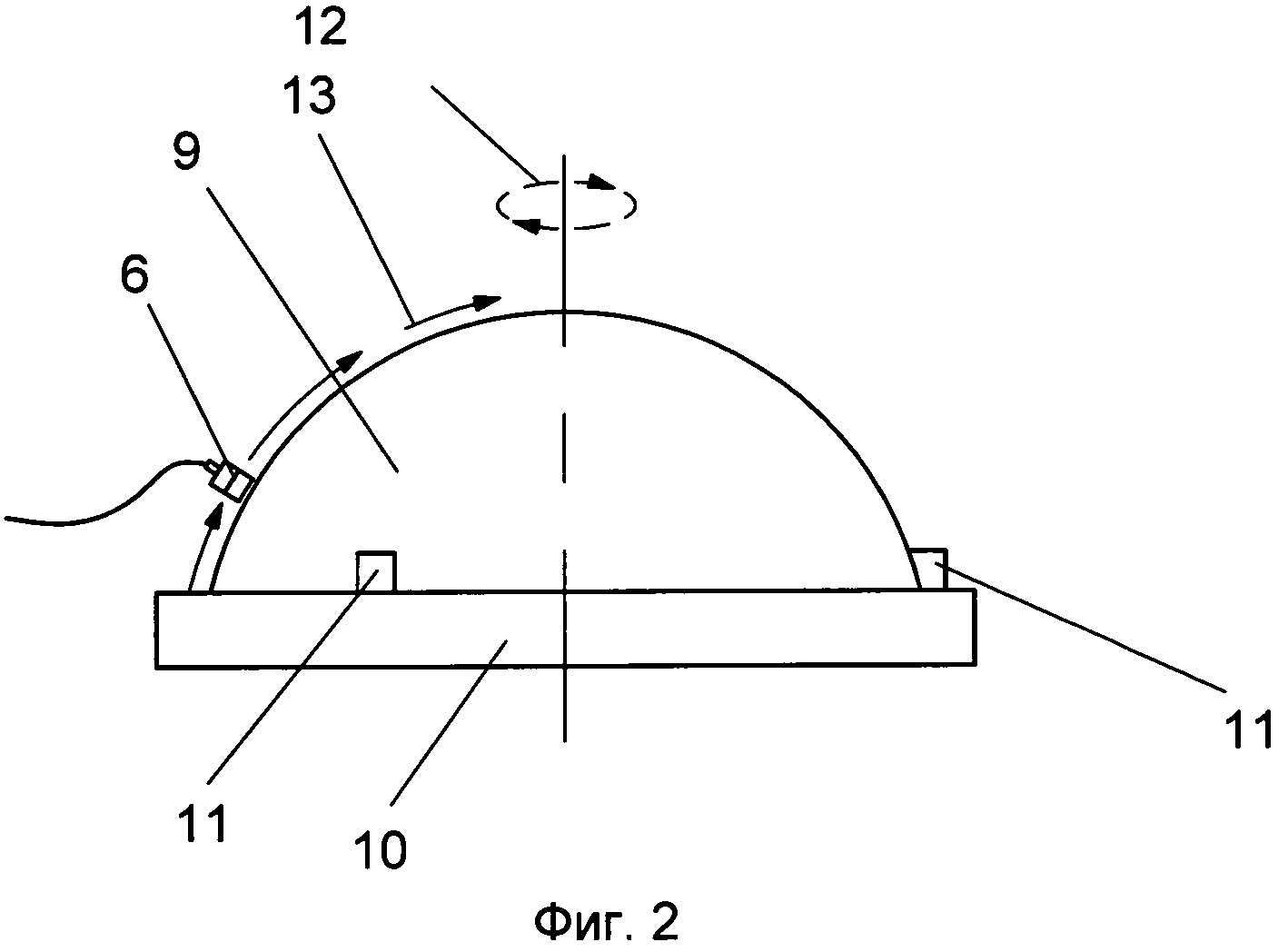
На фиг.2 представлена схема автоматизированного ультразвукового контроля изделия 9, где 10 - вращающийся предметный стол, 11 - кулачки, центрирующее изделие 9, 12 - направление вращения стола 10 и изделия 9, 13 - направление перемещения ультразвукового преобразователя 6 по дугообразной траектории.
Предлагаемый способ осуществляют, например, следующим образом.
Дефектоскопическую аппаратуру (на фиг.1 и фиг.2 не показана), предназначенную для автоматизированного ультразвукового контроля крупногабаритных изделий со сферическими поверхностями, настраивают вручную с помощью ультразвукового преобразователя 6, подключенного к дефектоскопической аппаратуре, на стандартных образцах 3 типа КСО-2 с плоскодонными искусственными отражателями 4 диаметром, заданным нормативной документацией на контролируемое изделие. Преобразователь 6 устанавливают на рабочую поверхность образца 3 и, смещая его по этой поверхности относительно центра образца в двух взаимно перпендикулярных направлениях, добиваются максимальной амплитуды на экране дефектоскопа и вводят в его память. Эту операцию проводят на всех образцах КСО-2, начиная от начальной глубины залегания ряда образцов выбранного диаметра плоскодонного отражателя 4 до максимальной, соответствующей максимальной толщине контролируемого изделия 9 (или наиболее близкой к ней). Затем максимальные амплитуды, полученные на каждом образце 3 по всему диапазону глубин залегания плоскодонного отражателя 4, выравнивают между собой.
Проверку (фиг.1) ручной настройки чувствительности дефектоскопической аппаратуры проводят с помощью образца 1 в автоматическом режиме следующим образом (фиг.1). В радиальные отверстия 2 поверочного образца 1 вставляют стандартные образцы 3, выравнивают с помощью, например, лекальной линейки их рабочие поверхности с боковой поверхностью образца 1 и закрепляют стандартные образцы 3, например, винтами 5 со стороны одного из торцов кольцевого образца 1. Укладывают образец 1 на предметный стол 10 (фиг.2), центрируют его кулачками 11, а преобразователь 6 помещают на рабочую поверхность одного из стандартных образцов 3 на расстоянии 7-8 мм выше его центра, устанавливают скорость вращения предметного стола 10 и шаг сканирования преобразователя 6. Включают автоматический режим контроля, при этом образец 1 вместе с предметным столом 10 вращается, например по часовой стрелке, преобразователь 6 перемещается по образующей к центру стандартного образца 3 и проходит его, в результате осуществляется прозвучивание образца 1 со стандартными образцами 3 по цилиндрической спирали, а дефектоскопическая аппаратура фиксирует плоскодонные искусственные отражатели 4. Если каждый искусственный отражатель в стандартных образцах 3 зафиксирован не менее чем дважды на соседних витках (оборотах) сканирования - аппаратура настроена. Проверка ручной настройки чувствительности дефектоскопической аппаратуры в автоматическом режиме закончена, и надежность выявления дефектов, эквивалентных отражательной способности плоскодонных искусственных отражателей 4, гарантирована. Если хотя бы один из отражателей 4 стандартных образцов 3 зафиксирован на соседних витках меньше чем дважды - принимаются меры для подстройки аппаратуры и корректировки шага сканирования преобразователя 5.
После окончания проверки ручной настройки чувствительности дефектоскопической аппаратуры в автоматическом режиме ультразвуковой преобразователь 6 снимают с поверхности образца 1, разводят центрирующие кулачки 11 предметного стола 10 и с него снимают образец 1. На предметный стол 10 (фиг.2) устанавливают контролируемое изделие 9, центрируют его кулачками 11, устанавливают на поверхность ввода-приема акустических колебаний контролируемого изделия 9 в зону начала контроля преобразователь 6, прижимают его к поверхности изделия 7. Включают автоматический режим контроля, при котором предметный стол 10 с контролируемым изделием 9 вращаются вокруг собственной оси, в направлении 12 (например, по часовой стрелке), а преобразователь 6 перемещается по поверхности контролируемого изделия 9 по дугообразной траектории в направлении 13, например с помощью манипулятора-рычага, вращающегося на оси, перпендикулярной оси вращения контролируемого изделия.
В процессе контроля изделия 9 наблюдают за работой дефектоскопической аппаратуры. При обнаружении дефектов на экране дефектоскопической аппаратуры в зоне контроля появляются кратковременные импульсы. Дефектоскопическая аппаратура фиксирует по ним наличие дефектов, считывает их угловые координаты в двух взаимно перпендикулярных направлениях, определяет их эквивалентную величину, глубину залегания и запоминает их. После окончания ультразвукового контроля, когда преобразователь 6 по выпуклой спирали Архимеда просканирует всю куполообразную сферическую поверхность изделия 9, перемещаясь по дугообразной траектории 13, распечатывается протокол и дефектограмма результатов контроля.
Техническим результатом предлагаемого способа является расширение области применения автоматизированного ультразвукового контроля за счет распространения на изделия в виде тел вращения куполообразной формы со сферическими поверхностями, повышение надежности, достоверности, точностных характеристик ультразвукового контроля и документирование его результатов. Отличие от прототипа заключается в дугообразной траектории перемещения ультразвукового преобразователя и считывании угловых координат в двух взаимно перпендикулярных направлениях.
Источники информации
1. Авт. свид. СССР №1436062, кл. G01N «Устройство для ультразвукового контроля изделий, имеющих форму тел вращения», с приоритетом от 16.12.1986 г.
2. Патент РФ №2327153, кл. G01N «Способ ультразвукового контроля изделий, имеющих форму тел вращения», с приоритетом от 26.08.2006 года.
Способ автоматизированного ультразвукового контроля крупногабаритных изделий, имеющих форму тел вращения, включающий настройку чувствительности дефектоскопической аппаратуры в ручном режиме, ее проверку в автоматическом режиме, размещение на предметном столе установки контролируемого изделия, центрирование его, установку ультразвукового преобразователя на поверхности изделия в зоне начала контроля, включение автоматического режима контроля, сканирование преобразователем поверхности изделия по спирали, ввод - прием акустических колебаний контактно-щелевым методом с применением преобразователей с локальной ванной в изделие и в эталоны при настройке на них и проверке чувствительности аппаратуры, а также фиксирование наличия или отсутствия дефектов, отличающийся тем, что для контроля куполообразных изделий с сферическими поверхностями, преобразователь перемещают по дугообразной траектории, сканируют преобразователем поверхность изделия по выпуклой спирали Архимеда, и при обнаружении дефектов считывают их угловые координаты в двух взаимно-перпендикулярных направлениях.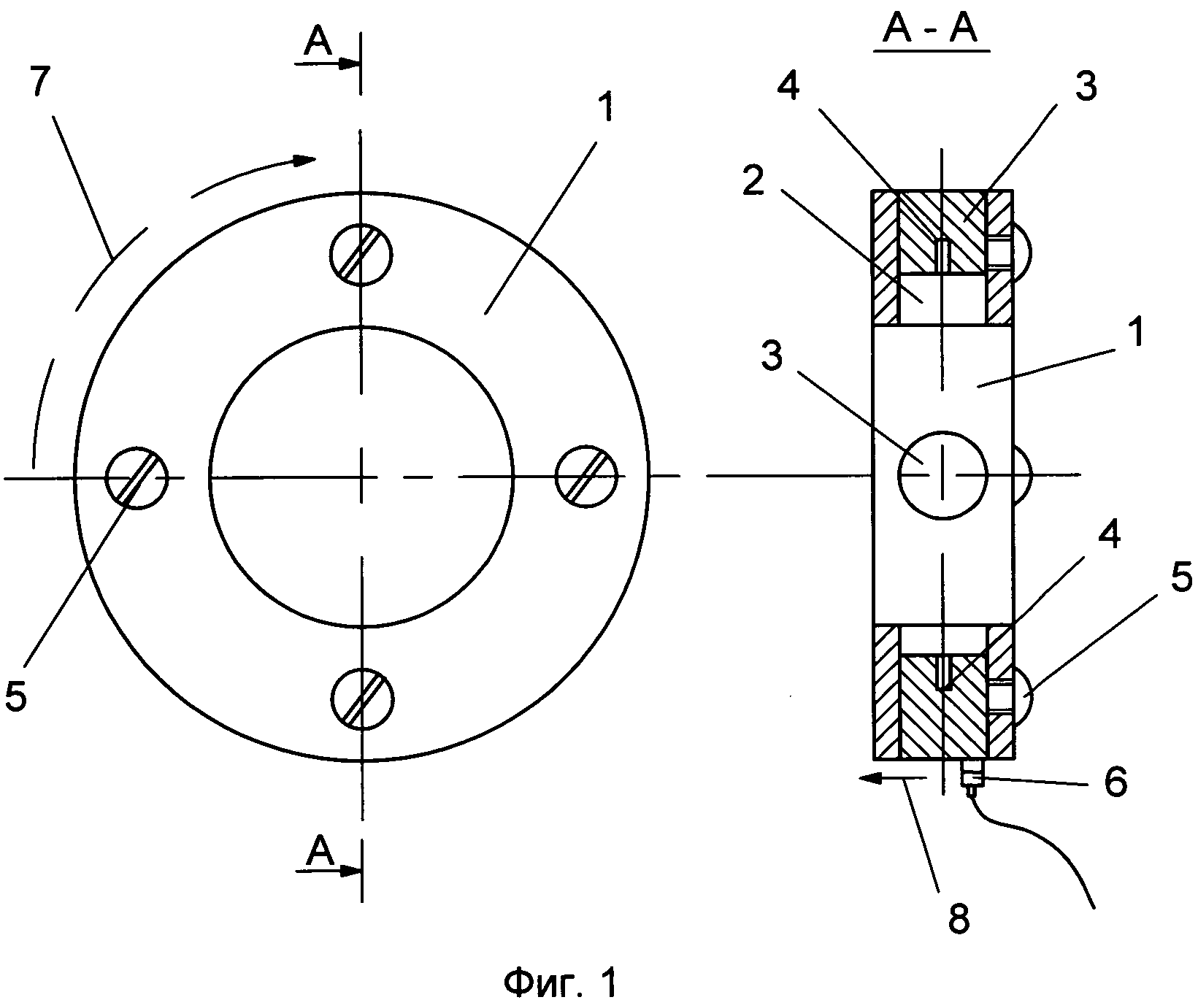
Способ определения износа канатного блока грузоподъемного крана
Способ замены каната грузоподъемного крана
Комбинированный способ ультразвукового контроля качества сварных соединений
Способ утилизации баллонов, находящихся под давлением
Способ изготовления армирующего каркаса углерод-углеродного композиционного материала
Стенд для испытаний на надежность окон и дверей
Ручная тележка для перевозки груза
Армирующий каркас углерод-углеродного композиционного материала
Способ балансировки ветроколеса вертикально-осевой ветроэнергетической установки
Способ определения планово-высотного положения крановых путей козлового крана
Способ определения износа канатного блока грузоподъемного крана
Способ замены каната грузоподъемного крана
Комбинированный способ ультразвукового контроля качества сварных соединений
Способ утилизации баллонов, находящихся под давлением
Способ изготовления армирующего каркаса углерод-углеродного композиционного материала
Стенд для испытаний на надежность окон и дверей
Ручная тележка для перевозки груза
Армирующий каркас углерод-углеродного композиционного материала
Способ балансировки ветроколеса вертикально-осевой ветроэнергетической установки
Способ определения планово-высотного положения крановых путей козлового крана

