Результат интеллектуальной деятельности: ВОЛОКОННАЯ ЗАГОТОВКА ДЛЯ КОЛЬЦЕВОГО СЕКТОРА ТУРБИНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к волоконной заготовке для сектора турбины, к методу ее производства, к кольцевому сектору турбины, содержащему такую волоконную заготовку, и к кольцевой сборке турбины, содержащей множество таких кольцевых секторов.
Область применения изобретения, в частности, относится к газотурбинным авиационным двигателям. Однако изобретение применимо и к другим типам турбин, например, промышленным турбинам.
Композитные (CMC) материалы с керамической матрицей известны за свои хорошие механические свойства, которые делают их пригодными для создания конструктивных элементов, и за свою способность сохранять свои свойства при высоких температурах.
В газотурбинных авиационных двигателях повышение эффективности и уменьшение загрязняющих выбросов привело к поиску возможности работы при еще более высоких рабочих температурах.
Таким образом, наметилось использование CMC для различных горячих частей таких двигателей, в частности, потому, что CMC имеют меньшую плотность, чем традиционно используемые металлические материалы.
Таким образом, кольцевые секторы турбины уже выполнялись как цельный элемент из CMC с конструкцией типа, показанного на фигуре 1.
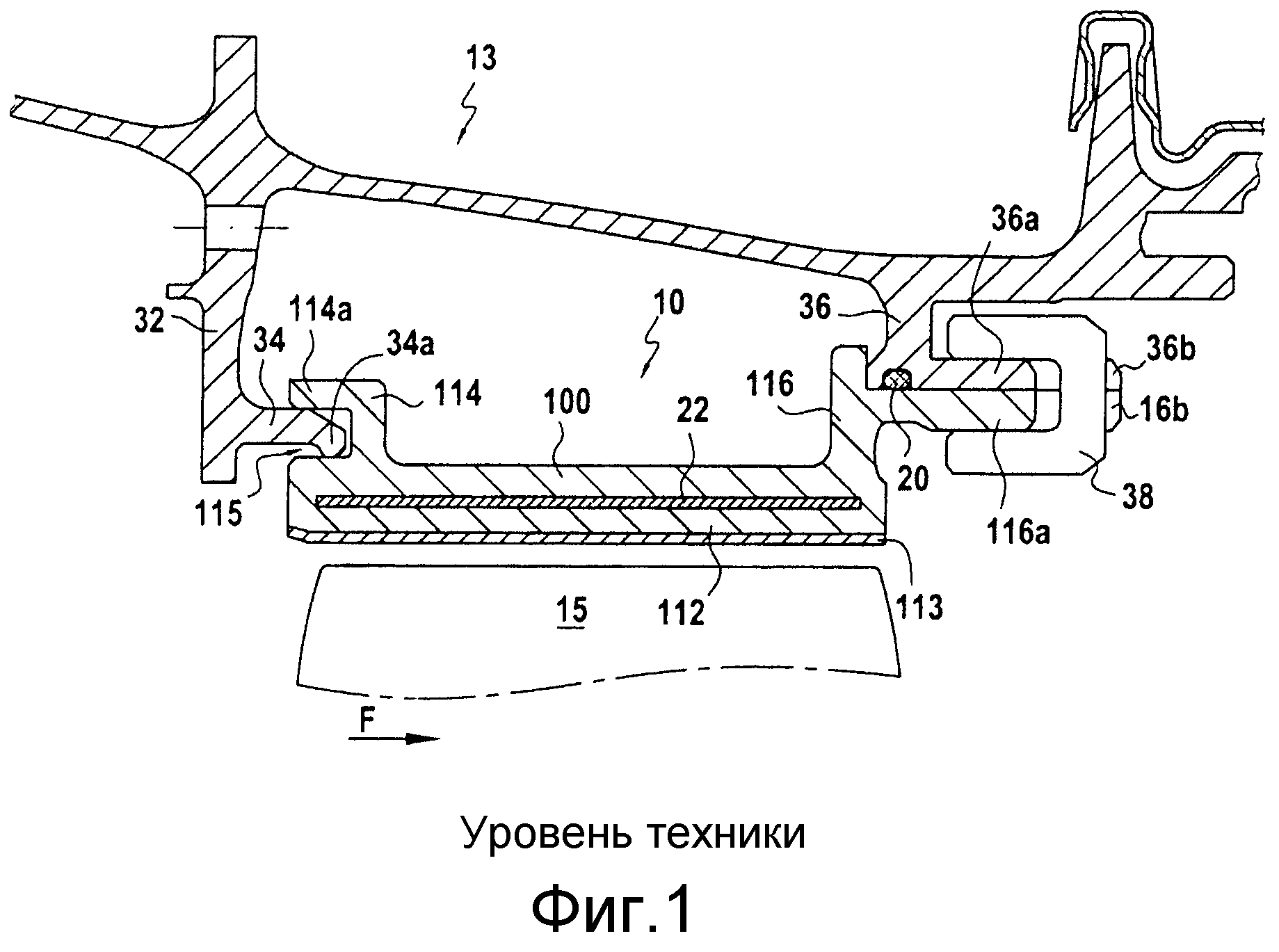
Фигура 1 показывает кольцевую сборку турбины высокого давления, содержащую кольцо 10 турбины из CMC и металлическую структуру 13 поддержки кольца. Кольцо 10 турбины окружает набор вращающихся лопаток 15. Кольцо 10 турбины изготовлено из множества кольцевых секторов 100, фигура 1 является видом меридионального сечения по плоскости, проходящей между двумя смежными кольцевыми секторами.
Каждый кольцевой сектор 100 имеет часть, которая, по существу, выполнена в форме перевернутой Греческой буквы пи (π) с основанием 112 в форме кольцевого сегмента и внутренней поверхностью, покрытой слоем 113 истираемого материала, определяющей проточный канал для потока газа в турбине. Лапки 114 и 116 тянутся от внешней поверхности основания 112. Одна из лапок, расположенная выше по потоку лапка 114, представляет собой меридиональное сечение, которое выполнено, по существу, в форме буквы L на своем боку, и она тянется в направлении выше по потоку, чтобы взаимодействовать с расположенным выше по потоку окончанием основания 112, чтобы определить U-образную часть, определяющую нишу 115, тянущуюся через углубление расположенной выше по потоку оконечной части 114a. Другая лапка 116, или расположенная ниже по потоку лапка, представляет собой меридиональное сечение, которое выполнено, по существу, в форме буквы T на одном боку, и она тянется в направлении ниже по потоку от расположенного ниже по потоку окончания основания 112.
Термины "расположенный выше по потоку" и "расположенный ниже по потоку" используются в материалах настоящей заявки со ссылкой на направление потока газового потока через турбину (стрелка F на фигуре 1).
Конструкция 13 поддержки кольца, которая прикреплена к корпусу турбины, содержит расположенный выше по потоку кольцевой радиальный фланец 32, несущий крюк 34 кольцевой формы с меридиональным сечением в форме запятой, указывающий вниз по потоку в осевом направлении и подходящий для зацепления с нишей 115. Способ, которым оконечная часть 34a крюка 34 зацепляется с нишей 115, спроектирован так, чтобы обеспечить изоляцию между проточным каналом потока газа и внешней частью кольцевых секторов 100 на их расположенном выше по потоку окончании.
На расположенном ниже по потоку окончании конструкция 13 поддержки кольца включает в себя кольцевой фланец 36 в форме перевернутой L, заканчивающийся кольцевой опорной частью 36a, на которую опирается кольцевая оконечная часть 116a лапки 116. Оконечная часть 116a лапки 116 и опорная часть 36a фланца 36 удерживаются прижатыми друг к другу без зазора посредством зажима 38, имеющего меридиональное сечение в форме буквы U на боку, формирующего пружинный зажим традиционным образом. Зажим 38 стационарно удерживается по окружности относительно фланца 36 и лапки 116 посредством того, что он вставлен между штифтами 36b и 116b, которые выступают вниз по потоку из части 36a фланца 36 и из оконечной части 116a лапки 116.
Для того чтобы обеспечить наилучшую возможную изоляцию между проточным каналом газа через турбину и внешней частью турбины на ее расположенном ниже по потоку окончании, прокладка 20 сжата между опорной частью 36a фланца 36 и оконечной частью 116a лапки 116. В качестве примера, прокладка 20 образована металлической оплеткой, удерживаемой в нише, сформированной на внутренней поверхности опорной части 36a.
Кроме того, межсекторная изоляция обеспечена изолирующими шипами 22, помещенными в каждый кольцевой сектор 100 внутри основания 112 в его средней части и почти по всей длине основания 112 от входа до выхода.
Кольцевые секторы 100, как описано выше, должны иметь значительную толщину, так чтобы части, выполненные из CMC, окружающие изолирующий шип и также образующие две лапки 114 и 116, были достаточно крепкими, чтобы выдерживать термомеханические нагрузки, которым они подвергаются во время работы.
Объектом настоящего изобретения является предоставление новой конструкции кольцевого сектора турбины, которая делает возможным, в частности, еще большее уменьшение веса кольцевых секторов.
С этой целью настоящее изобретение предоставляет волоконную заготовку для кольцевого сектора турбины, при этом заготовка получается посредством трехмерного плетения и содержит первую часть, формирующую основу, две L-образные части, формирующие лапки, каждая из которых представляет собой первую ветвь и вторую ветвь, при этом два окончания первой части продолжаются соответствующими упомянутыми первыми ветвями, и вторую часть, соединяющую вместе две лапки посредством первого соединения, сформированного между второй частью и одной из двух лапок, и второго соединения, сформированного между второй частью и другой из двух лапок, при этом упомянутая вторая часть взаимодействует с лапками и первой частью, чтобы определить границы полости, первую и вторую полосы, которые сплетены вместе, образуя первые ветви, первую долю толщины вторых ветвей и первую часть, при этом между ними есть несвязанная зона, которая расположена в первых ветвях и в первой части, и третью плетеную полосу, формирующую вторую часть и вторую долю толщины вторых ветвей каждой из лапок.
Таким образом, может быть понятно, что посредством изготовления такой конструкции и, в частности, при наличии полости, границы которой определяются первой частью во внутреннем направлении, второй частью в наружном направлении и на ее расположенных выше по потоку и расположенных ниже по потоку окончаниях первых ветвей двух лапок, получается конструкция, которая является полой и, следовательно, более легкой по весу, чем конструкция, которая является сплошной.
Таким образом, возможно использовать минимальную толщину для CMC без вреда и уменьшения свойств механической прочности кольцевых секторов.
Предпочтительно, реализуется одно или более из следующих положений:
- местоположение, по меньшей мере, одного из первого и второго соединений, сформированных между второй частью (т.е. третьей полосой) и двумя лапками, расположено, по существу, между соответствующими первой ветвью и второй ветвью;
- по меньшей мере, одно из первого и второго соединений, сформированных между второй частью (т.е. третьей полосой) и двумя лапками, является результатом сборки, сформированной первой и второй полосами и также третьей полосой;
- по меньшей мере, одно из первого и второго соединений, сформированных между второй частью (т.е. третьей полосой) и двумя лапками, сформировано посредством сшивания; и
- вторая ветвь каждой лапки сформирована посредством наложения доли сборки, сформированной первой и второй полосами, и доли третьей полосы.
Другие преимущества и характеристики изобретения обнаруживаются при прочтении последующего описания, приведенного в качестве примера и со ссылкой на прилагаемые чертежи, на которых:
- фигура 1, описанная выше, представляет собой вид частичного меридионального сечения, показывающего предыдущий уровень техники сборки кольца турбины;
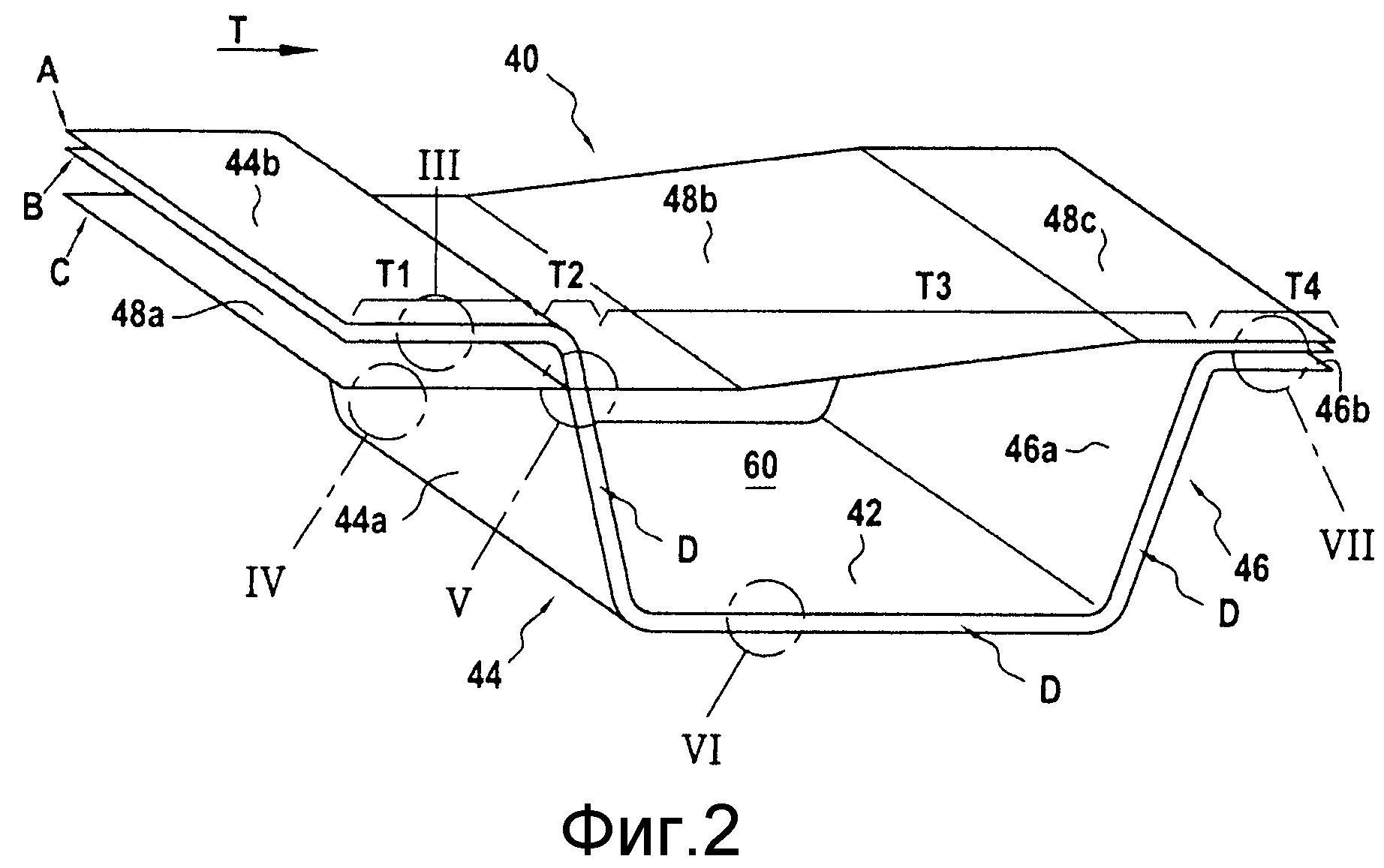
- фигура 2 представляет собой вид в перспективе волоконной заготовки изобретения;
- фигуры 3-7 представляют собой увеличенные виды плоскостей плетения зон с III по VII на Фигуре 2; и
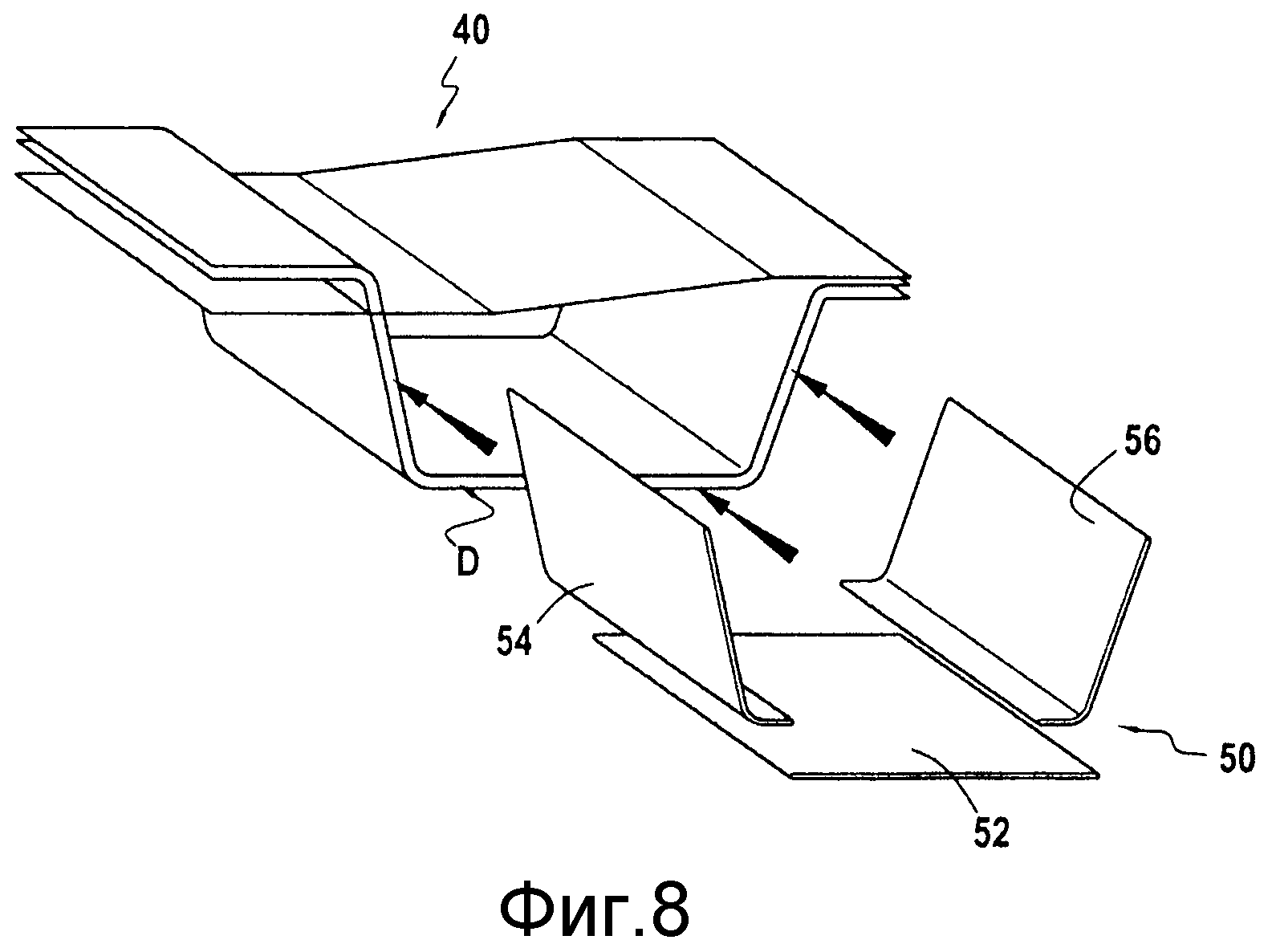
- фигура 8 представляет собой вид, подобный виду Фигуры 2, показывающий, как металлические полосы кольцевого сектора турбины помещаются на место.
Каждый кольцевой сектор согласно изобретению изготовлен из CMC путем формирования волоконной заготовки 40 (см. Фигуру 2), имеющей форму, близкую к форме кольцевого сектора, и путем уплотнения кольцевого сектора керамической матрицей.
Для того чтобы изготовить волоконную заготовку 40, возможно использовать нити, изготовленные из керамических волокон, например, нити волокон SiC, такие как продаваемые японским поставщиком Nippon Carbon, под названием "Nicalon", или нити, изготовленные из углеродных волокон.
Эта волоконная заготовка 40 получается из болванки, которая изготавливается путем трехмерного плетения или многослойного плетения с несвязанными зонами, которые расположены так, чтобы расположить на некотором расстоянии друг от друга части заготовки, которые вмещают металлические полосы, формирующие изолирующие шипы.
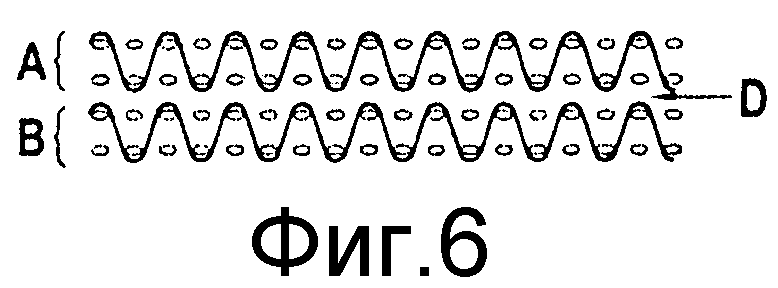
В варианте осуществления фигур 2-8 три полосы A, B и C сотканы одновременно с использованием параллельных основных нитей, которые проходят от места, расположенного выше по потоку, к месту, расположенному ниже по потоку.
Термины "расположенный выше по потоку" и "расположенный ниже по потоку" используются в материалах настоящей заявки относительно направления, в котором осуществляется плетение (стрелка T на фигуре 2).
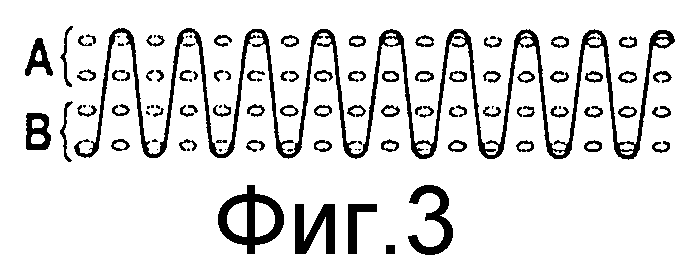
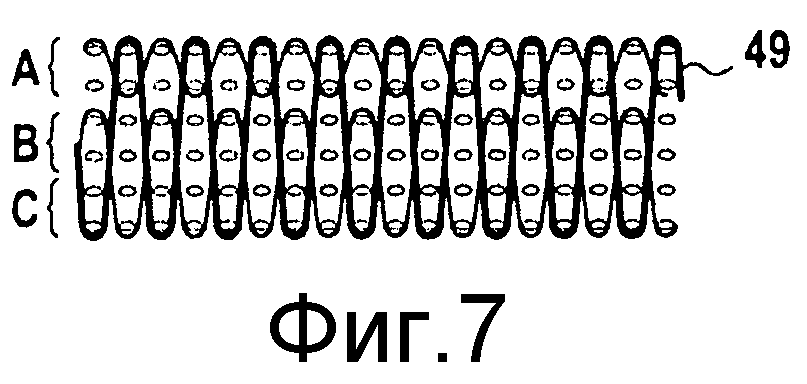
Первая полоса A и вторая полоса B сплетены вместе с использованием общих уточных нитей, которые проходят через всю толщину сборки, сформированной первой полосой A и второй полосой B, так, чтобы соединить вместе все из слоев основных нитей, при этом это имеет место в первом сегменте T1 и также во четвертом сегменте T4 заготовки 40 (см. фигуры 2, 3 и 7).
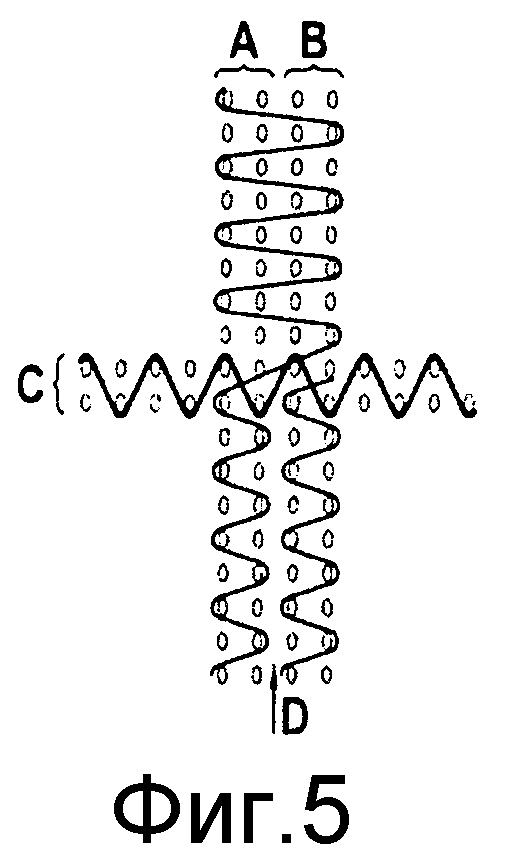
Во втором сегменте T2, образующем переходный сегмент заготовки 40 (см. фигуры 2 и 5) сборка, сформированная первой полосой A и второй полосой B, пересекает третью полосу C.
В третьем сегменте T3 заготовки 40 (см. фигуры 2, 5 и 6) первая полоса A и вторая полоса B сплетены одновременно с независимыми основными нитями для каждой из полос A и B, так что оставлен зазор между первой полосой A и второй полосой B, тем самым образуя зону D отсутствия связей.
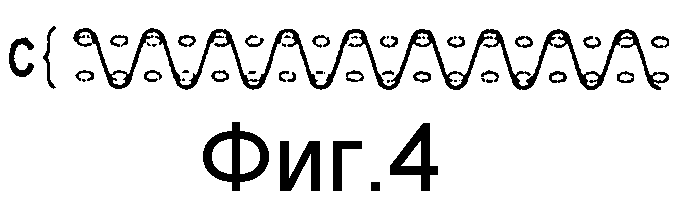
Третья полоса C заготовки 40 (см. фигуры 2, 4 и 7) сплетена параллельно сборке, сформированной первой полосой A и второй полосой B, способом, который является отдельным и независимым, не считая места в пределах переходного сегмента T2 заготовки 40: в этом месте основные нити сборки, сформированной первой полоской A и второй полоской B, пересекают основные нити третьей полосы C. Уточные нити третьей полосы C остаются присоединенными там, в то время как уточные нити сборки, сформированной первой полосой A и второй полосой B, связывают вместе все из слоев основных нитей в сборке, сформированной первой полосой A и второй полосой B, перед вышеупомянутым пересечением (в верхней части фигуры 5) и затем разделяются после вышеупомянутого пересечения, так что некоторые из уточных нитей соединяют вместе все из слоев основных нитей в первой полосе A, а другие уточные нити соединяют вместе все из слоев основных нитей второй полосы B (к нижней части фигуры 5, которая соответствует началу третьего сегмента T3).
Для третьей полосы C, идущей от места, расположенного выше по потоку, к месту, расположенному ниже по потоку, определен первый сегмент 48a, расположенный так, что он обращен в направлении первого сегмента T1 заготовки 40, второй сегмент 48b, расположенный так, что он обращен в направлении третьего сегмента T3 заготовки 40, и третий сегмент 48c, расположенный между ними, зону D отсутствия связей в местоположениях первой части 42 и первых ветвей (44a, 46a) лапок (44, 46);
- плетут третью полосу C, так что упомянутая третья полоса C пересекает сборку, сформированную первой полосой A и второй полосой B, на одной из лапок (расположенной выше по потоку лапке 44), с тем чтобы соединить третью полосу C, формирующую вторую часть 48b, с одной из двух лапок (расположенной выше по потоку лапкой 44a); и
- соединяют третью полосу C со сборкой, сформированной первой полосой A и второй полосой B, на другой лапке (расположенной ниже по потоку лапке 46a). В показанном примере это соединение получается пришиванием нити 49 по всей длине второй ветви 46b, расположенной ниже по потоку лапки 46.
После этого обеспечивается, чтобы метод также включал дополнительный этап, на котором металлические полосы 50 помещаются на место в упомянутой зоне D отсутствия связей (см. Фигуру 8).
Эти металлические полосы 50 предпочтительно выполнены в форме трех полос, содержащих:
- первую плоскую полосу 52, которая расположена горизонтально в первой доле зоны D отсутствия связей, обращенной по направлению к первой части 42;
- вторую полосу 54 в форме L, имеющей длинную ветвь, которая помещена во второй доле зоны D отсутствия связей, обращенной к первой ветви 44a, расположенной выше по потоку лапки 44, и короткую ветвь, покрывающую расположенный выше по потоку край первой полосы 52; и
- третью полосу 56 в форме поставленной задом-наперед L с длинной ветвью, помещенной в третьей доле зоны D отсутствия связей, обращенной к первой ветви 46a расположенной ниже по потоку лапки 46, и с короткой ветвью, покрывающей расположенный ниже по потоку край первой полосы 52.
Альтернативно возможно использовать только первую полосу 52 или же первую полосу 52 вместе со второй полосой 54.
После этого, чтобы получить кольцевые секторы турбины, необходимо выполнить традиционные последовательные этапы формирования CMC, т.е., в частности, с волоконной заготовкой, выполненной из волокна SiC:
- обработку заготовки 40, чтобы удалить клей из волокон;
- формирование тонкого слоя межфазного покрытия на волокнах заготовки посредством химической паровой инфильтрации (CVI);
- пропитывание волокон укрепляющим составом, типично смолой, возможно, разведенной в растворителе;
- сушку заготовки;
- обрезание заготовки до нужной длины;
- придание заготовке формы путем помещения ее в литейную форму;
- вулканизацию, а затем пиролиз смолы;
- опциональное формирование второго межфазного слоя;
- уплотнение заготовки 40 керамической матрицей, например, матрицей SiC; и
- нанесение слоя истираемого покрытия на внутреннюю поверхность (обращенную от полости 60) первой части 42.
Это создает кольцевой сектор турбины как цельный элемент из композитного материала с керамической матрицей, выполненный из заготовки 40, как описано выше, и из металлических полос 52, 54 и 56, расположенных в зоне D отсутствия связей, расположенной между первой полосой A и второй полосой B в местоположении первой части 42 и первых ветвей 44a, 46a, расположенных выше по потоку и расположенных ниже по потоку лапок 44 и 46.
Кольцевой сектор, полученный из такой заготовки 40, устанавливается способом, подобным показанному на фигуре 1. Более точно:
- вторая ветвь 46b расположенной ниже по потоку лапки 46 помещена в зажим 38, который плотно прилегает к кольцевой опорной части 36a кольцевого фланца; и
- вторая ветвь 44b расположенной выше по потоку лапки 44 размещена в крюке, который размещен в том же месте, что и крюк 34 фигуры 1, но который выполнен в форме буквы U, которая раскрыта в направлении вниз по потоку.
Таким образом, кольцевая сборка турбины выполнена из множества кольцевых секторов, как описано выше, и из конструкции поддержки колец. В таких условиях первые части 42 волоконной заготовки 40 образуют кольцевую внутреннюю стенку, вторые части 48b волоконной заготовки 40 образуют кольцевую внешнюю стенку, и окончания вторых ветвей 44b, 46b двух лапок 44, 46 сцеплены с нишами в конструкции поддержки кольца.
Способ получения деталей из композитного материала путем пропитки композицией с низкой температурой плавления
Шарнирное шаровое устройство для подвески турбомашины к пилону или подвески оборудования к корпусу турбомашины
Способ сборки деталей турбомашины и узел, применяемый при таком способе
Устройство очистки модуля газотурбинного двигателя
Способ и модуль фильтрации грубого заданного значения
Устройство для обработки восковых кластеров
Компрессор газотурбинного двигателя, в частности турбовинтового или турбовентиляторного двигателя самолета
Полая лопатка и соответствующий способ изготовления
Патрубок для отвода дренажных жидкостей для силовой установки
Прогнозирование операций технического обслуживания, применяемых к двигателю
Система обнаружения дефектов на объекте
Система впрыска топлива для камеры сгорания турбомашины, содержащей кольцевую стенку с сужающимся внутренним профилем
Держатель трубы для отвода воздуха в турбогенераторе
Лопатка турбомашины, содержащая накладку, защищающую торец лопатки
Способ изготовления керамической шумозащитной панели изогнутой формы
Инструмент для отвинчивания соединительной гайки модульного ротора газотурбинного двигателя
Способ сборки приводного силового гидроцилиндра и приводной силовой гидроцилиндр
Отвинчивающая инструментальная оснастка и способ отвинчивания соединительной гайки
Способ изготовления компонента с истираемым покрытием

