Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ УКЛАДКИ И ПОДАЧИ ЛИСТОВЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к устройству для укладки и подачи листовых изделий, поочередно поступающих из зоны выгрузки.
Уровень техники
Машина для последовательного изготовления полиэтиленовых пакетов раскрыта, например, в патентном документе JP 4,902,796. Машина для последовательного изготовления полиэтиленовых пакетов содержит продольный нагреватель, поперечный нагреватель и гильотину, при помощи которых полосы полиэтиленовой пленки свариваются по длине и ширине, а затем разрезаются поперек. Изготовленные таким образом полиэтиленовые пакеты поочередно выгружаются в горизонтальном направлении. При этом необходимо обеспечить укладку требуемого количества полиэтиленовых пакетов и подачу уложенных полиэтиленовых пакетов.
В патентном документе JP 2004-189,455 раскрывается устройство, обеспечивающее выполнение указанных операций. В устройстве, описанном в указанном документе, полиэтиленовые пакеты после изготовления поочередно выгружаются при помощи прижимных роликов. Над конвейером расположена затворная пластина, при столкновении с которой поочередно выгружаемые полиэтиленовые пакеты опускаются на конвейер для укладки. Указанное устройство обеспечивает подачу полиэтиленовых пакетов посредством конвейера после того, как была произведена укладка требуемого количества полиэтиленовых пакетов.
Однако указанное устройство является проблематичным, поскольку не допускается падение выгружаемых пакетов на конвейер для их укладки до тех пор, пока не произведена подача уложенных полиэтиленовых пакетов посредством конвейера. В связи с этим требуется временная остановка машины, чтобы приостановить выгрузку полиэтиленовых пакетов. Следовательно, выгрузка полиэтиленовых пакетов не может производиться непрерывно. Таким образом, процесс изготовления полиэтиленовых пакетов в указанной машине прерывается.
Чтобы преодолеть указанную проблему, над конвейером устанавливают приемные лотки напротив зоны выгрузки полиэтиленовых пакетов. Приемные лотки продолжаются в направлении выгрузки полиэтиленовых пакетов. Приемные лотки размещены на расстоянии друг от друга в боковом направлении. Следует понимать, что под боковым направлением подразумевается горизонтальное направление, нормальное к направлению выгрузки полиэтиленовых пакетов. К тому же вместо затворных пластин используются затворные штанги, которые располагаются между зоной выгрузки полиэтиленовых пакетов и приемными лотками. Затворные штанги продолжаются вертикально. Затворные штанги также размещены на расстоянии друг от друга в боковом направлении. Таким образом, поочередно выгружаемые полиэтиленовые пакеты сталкиваются с затворными штангами и опускаются на конвейер для укладки. Кроме того, приемные лотки перемещаются в продольном направлении, проходя между затворными штангами, и выступают вперед в зону выгрузки, чтобы выгружаемые полиэтиленовые пакеты поступали на приемные лотки вслед за укладкой требуемого количества полиэтиленовых пакетов на конвейере. После того как конвейер произвел подачу уложенных пакетов, приемные лотки перемещаются обратно в исходное положение, чтобы полиэтиленовые пакеты опускались на конвейер. Следующие полиэтиленовые пакеты сталкиваются с затворными штангами и опускаются на конвейер для укладки. Таким образом, полиэтиленовые пакеты могут выгружаться непрерывно. Соответственно, машина может непрерывно изготавливать полиэтиленовые пакеты.
При этом приемные лотки после возвращения в исходное положение выступают ниже по ходу направления выгрузки полиэтиленовых пакетов. Кроме того, приемные лотки должны поддерживаться и перемещаться посредством привода, установленного на их конце ниже по ходу, следовательно, занимают большое пространство. Поскольку приемные лотки являются массивными, их перемещение связано с большими затратами энергии. Машина изготавливает полиэтиленовые пакеты с большой скоростью, следовательно, приемные лотки должны выдвигаться для приема выгружаемых полиэтиленовых пакетов и отводиться в исходное положение также с большой скоростью, что создает угрозу безопасности оператора.
Указанное устройство можно использовать для укладки и подачи не только поочередно выгружаемых полиэтиленовых пакетов, но и других листовых изделий. Однако устройство имеет недостатки, связанные с необходимостью большого пространства, большим потреблением энергии и безопасностью.
Таким образом, задача настоящего изобретения заключается в том, чтобы предложить устройство для укладки и подачи листовых изделий, поочередно поступающих из зоны выгрузки, которое обеспечит непрерывность выгрузки листовых изделий, не создавая проблем, связанных с необходимостью большого пространства, большим потреблением энергии и безопасностью.
Раскрытие изобретения
Согласно изобретению устройство содержит приемные лотки, сформированные из гибких металлических лент. Приемные лотки располагаются над конвейером напротив зоны выгрузки, согнуты и находятся в свернутом положении на расстоянии друг от друга в боковом направлении. В свернутом положении приемные лотки отдалены от зоны выгрузки полиэтиленовых пакетов на определенное расстояние. Кроме того, устройство содержит затворные штанги, расположенные между зоной выгрузки и приемными лотками. Затворные штанги продолжаются вертикально. Затворные штанги также расположены на расстоянии друг от друга в боковом направлении, чтобы поочередно выгружаемые листовые изделия сталкивались с затворными штангами и опускались на конвейер для укладки. Кроме того, устройство оснащено приводом, посредством которого приемные лотки выдвигаются из свернутого положения, проходя между затворными штангами, и выступают в зону выгрузки, чтобы выгружаемые изделия поступали на приемные лотки вслед за укладкой требуемого количества листовых изделий на конвейере. Затем приемные лотки сгибаются посредством привода для возвращения в свернутое положение, чтобы листовые изделия опускались на конвейер вслед за подачей уложенных листовых изделий посредством конвейера.
В предпочтительном варианте осуществления изобретения приемные лотки, сгибаясь по спирали, наматываются на ролики и принимают свернутое положение. Ролики вращаются посредством привода, чтобы приемные лотки выдвинулись вперед.
Приемные лотки с помощью направляющей сгибаются вверх, принимая свернутое положение. Концевые участки приемных лотков соединены с приводом, посредством которого приемные лотки выдвигаются вниз и по направляющей продвигаются наружу.
Приемные лотки имеют в поперечном сечении корытообразную форму.
Приемные лотки продвигаются посредством привода и выступают вперед до укладки требуемого количества листовых изделий на конвейере. Листовые изделия поочередно выгружаются под приемными лотками и опускаются на конвейер для укладки. Устройство, кроме того, содержит дополнительный привод, посредством которого приемные лотки опускаются, чтобы выгружаемые изделия поступали на приемные лотки вслед за укладкой требуемого количества изделий на конвейере.
Приемные лотки выдвигаются посредством привода и выступают вслед за укладкой требуемого количества листовых изделий на конвейере. Затем выгружаемые листовые изделия поступают на приемные лотки.
Кроме того, устройство содержит привод, посредством которого затворные штанги поднимаются после укладки требуемого количества листовых изделий на конвейере, чтобы уложенные полиэтиленовые пакеты подавались посредством конвейера, проходя под затворными штангами.
Краткое описание чертежей
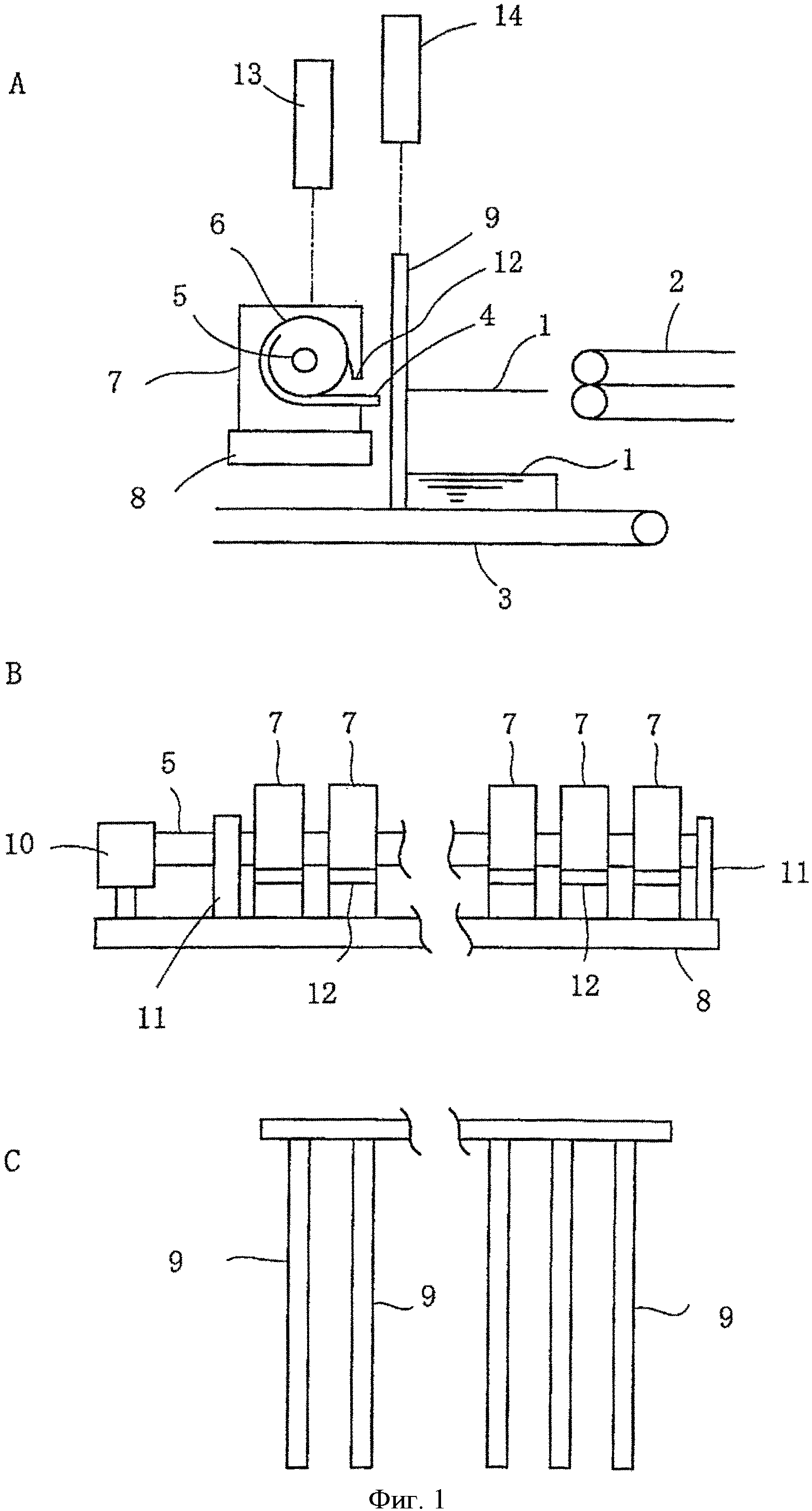
На фиг.1А показано устройство согласно предпочтительному варианту осуществления изобретения, вид сбоку.
На фиг.1В - то же, вид спереди.
На фиг.1C - затворные штанги, представленные на фиг.1А, вид спереди.
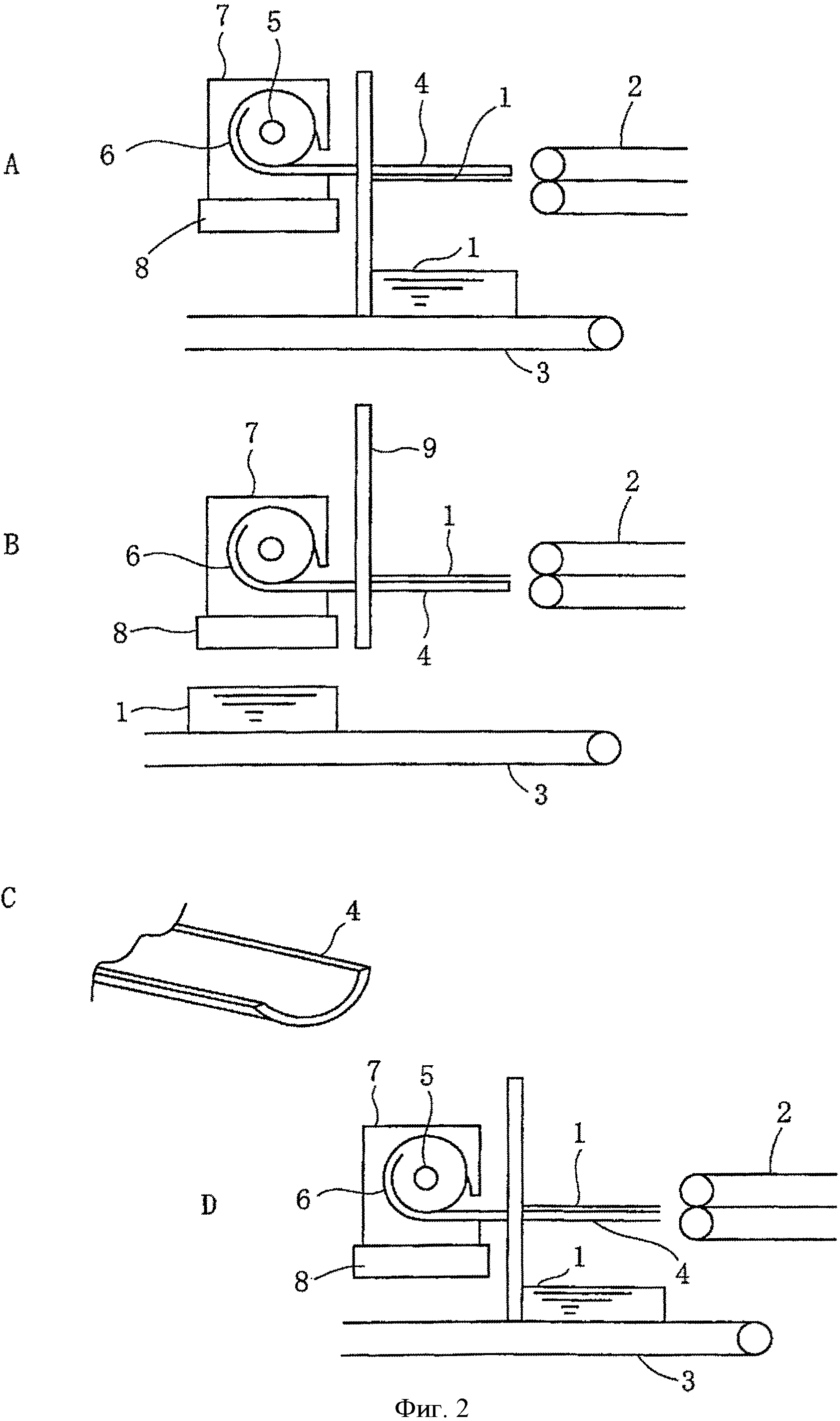
На фиг.2А - устройство, представленное на фиг.1, с выдвинутыми приемными лотками, вид сбоку.
На фиг.2В - то же, с опущенными приемными лотками.
На фиг.2С - приемные лотки, показанные на фиг.2В, вид в перспективе.
На фиг.2D - устройство согласно другому варианту осуществления изобретения, вид сбоку.
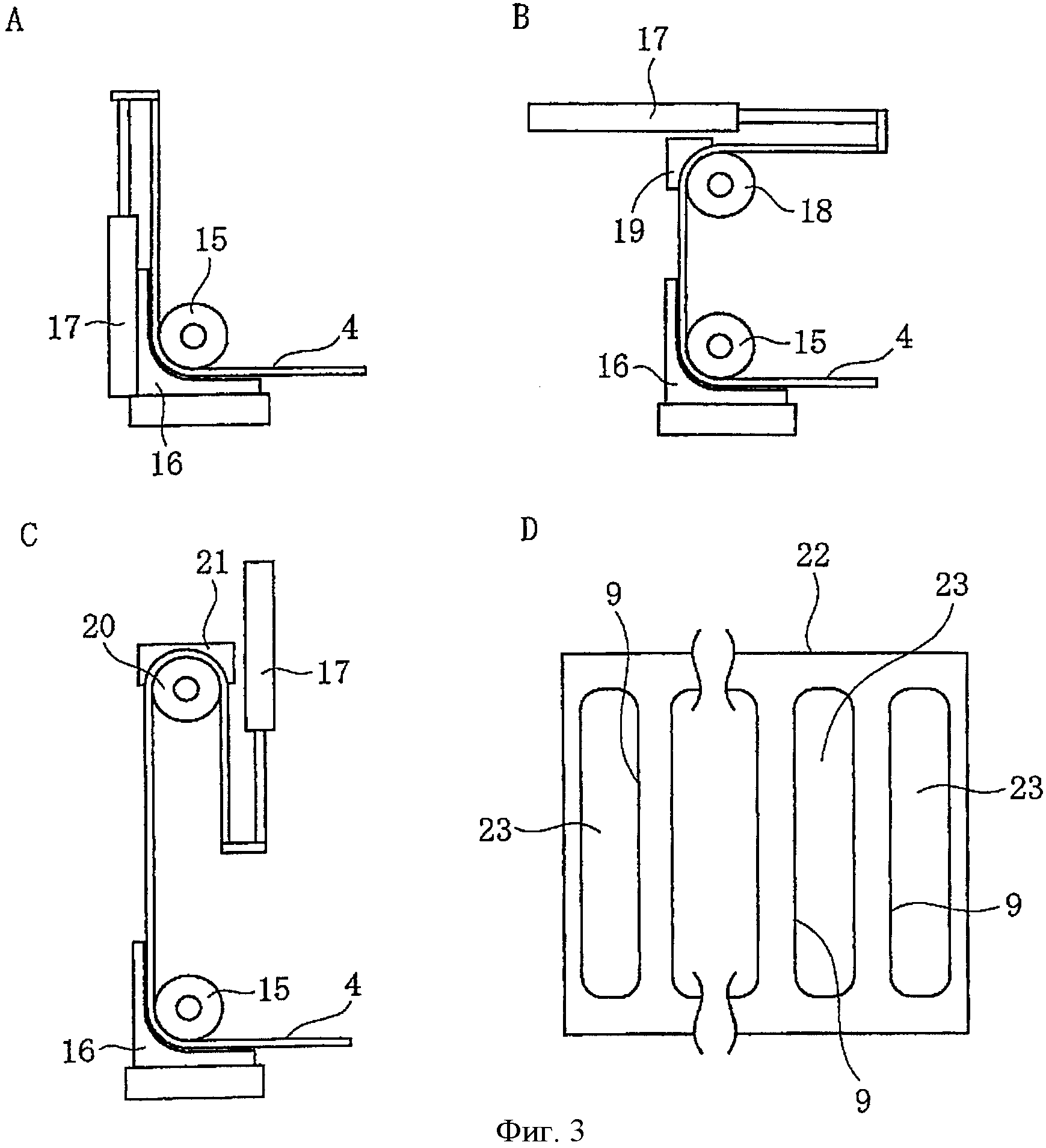
На фиг.3А - устройство согласно еще одному варианту осуществления изобретения, вид сбоку.
На фиг.3В - устройство согласно еще одному другому варианту осуществления изобретения, вид сбоку.
На фиг.3С - устройство согласно еще одному следующему другому варианту осуществления изобретения, вид сбоку.
На фиг.3D - затворные штанги устройства согласно варианту осуществления изобретения, вид спереди.
Осуществление изобретения
На фиг.1 представлено устройство для укладки и подачи листовых изделий, поочередно поступающих из зоны выгрузки, согласно изобретению. Устройство встроено в машину для последовательного изготовления полиэтиленовых пакетов. Машина имеет конструкцию, аналогичную конструкции машины, описанной в патентном документе JP 4,902,796, и содержит продольный нагреватель, поперечный нагреватель и гильотину, при помощи которых полосы полиэтиленовой пленки свариваются друг с другом по длине и ширине и разрезаются поперек для получения полиэтиленовых пакетов 1. Затем полиэтиленовые пакеты 1 поочередно выгружаются посредством ленточных укладчиков 2. Таким образом следует понимать, что листовые изделия поочередно выгружаются в горизонтальном направлении. Листовые изделия представляют собой полиэтиленовые пакеты 1. Устройство используется для укладки и подачи полиэтиленовых пакетов 1.
Устройство содержит конвейер 3 и приемные лотки 4. Приемные лотки 4 сформированы из гибких металлических лент. Например, приемные лотки 4 сформированы из гибких стальных лент. Приемные лотки 4 расположены над конвейером 3 напротив зоны выгрузки, согнуты и находятся в свернутом положении на расстоянии друг от друга в боковом направлении. В свернутом положении приемные лотки отдалены от зоны выгрузки полиэтиленовых пакетов 1 на определенное расстояние. Следует отметить, что концевые участки ленточных укладчиков 2, поочередно выгружающих полиэтиленовые пакеты 1, расположены в зоне выгрузки. Под боковым направлением следует понимать горизонтальное направление, нормальное к положению выгрузки полиэтиленовых пакетов 1.
В одном из вариантов осуществления изобретения приемные лотки 4, сгибаясь по спирали вокруг вала 5, наматываются на ролики 6, принимая свернутое положение. Ролики 6 вмещаются в корпусы 7, располагаемые на расстоянии друг от друга в боковом направлении. Приемные лотки в свернутом положении отдалены от зоны выгрузки на определенное расстояние. Корпусы 7 закреплены на опоре 8, расположенной над конвейером 3. Конвейер 3 продолжается в направлении выгрузки полиэтиленовых пакетов 1.
Кроме того, устройство содержит затворные штанги 9, расположенные между зоной выгрузки и приемными лотками 4. Затворные штанги 9 также размещены на расстоянии друг от друга в боковом направлении, чтобы поочередно выгружаемые полиэтиленовые пакеты 1 сталкивались с затворными штангами 9 и опускались вдоль затворных штанг 9 на конвейер 3 для укладки. Затворные штанги 9 расположены в промежутках между приемными лотками 4, которые размещены на расстоянии друг от друга в боковом направлении.
Кроме того, устройство содержит привод, посредством которого приемные лотки 4 выдвигаются из свернутого положения, проходя между затворными штангами 9, и выступают в зону выгрузки, чтобы выгружаемые пакеты 1 поступали на приемные лотки 4 вслед за укладкой требуемого количества полиэтиленовых пакетов 1 на конвейере. Затем посредством привода конвейер 3 приводится в движение для подачи полиэтиленовых пакетов 1 на расстояние, соответствующее размеру полиэтиленового пакета 1 или на большее расстояние. Приемные лотки 4 сгибаются посредством привода для возвращения в свернутое положение, чтобы полиэтиленовые пакеты 1 опускались вдоль затворных штанг 9 на конвейер 3 вслед за подачей требуемого количества уложенных полиэтиленовых пакетов 1 посредством конвейера 3.
В одном из вариантов осуществления изобретения привод содержит электродвигатель 10, соединенный с валом 5, проходящим через корпусы 7 и поддерживаемым кронштейном 11. Электродвигатель 10 и кронштейн 11 закреплены на опоре 8, благодаря которой они поддерживаются. Корпусы 7 имеют прорези 12. Электродвигатель 10 приводит во вращение вал 5 вместе с роликами 6, чтобы приемные лотки 4 выдвигались вперед и выступали в зону выгрузки. Приемные лотки 4 выдвигаются в зону выгрузки через прорези 12, выполненные в корпусах 7. Таким образом, выгружаемые полиэтиленовые пакеты 1 сталкиваются с затворными штангами 9 и поступают на приемные лотки 4 вслед за укладкой требуемого количества полиэтиленовых пакетов 1 на конвейере.
Кроме того, устройство оснащено дополнительным приводом с цилиндром 13, обеспечивающим подъем опоры 8, несущей корпусы 7 и приемные лотки 4. Причем приемные лотки 4 выдвигаются вперед посредством электродвигателя 10 до укладки требуемого количества полиэтиленовых пакетов 1 на конвейере, как показано на фиг.2. Полиэтиленовые пакеты поочередно выгружаются под приемными лотками 4 и опускаются на конвейер 3 для укладки. Затем приемные лотки 4 опускаются посредством цилиндра 13 в первоначальное положение по высоте вслед за укладкой требуемого количества полиэтиленовых пакетов 1 на конвейере. В этом случае выгружаемые полиэтиленовые пакеты 1, сталкиваясь с затворными штангами 9, поступают на приемные лотки 4.
К тому же устройство оснащено приводом с цилиндром 14, соединенным с затворными штангами 9. Выгружаемые пакеты 1 поступают на приемные лотки 4 вслед за укладкой требуемого количества полиэтиленовых пакетов 1 на конвейере, как описано ранее. При этом затворные штанги 9 поднимаются вверх посредством цилиндра 14, чтобы уложенные полиэтиленовые пакеты 1 подавались посредством конвейера 3, проходя под затворными штангами 9 (фиг.2В). Затворные штанги 9 опускаются посредством цилиндра 14 после подачи полиэтиленовых пакетов 1 посредством конвейера. Затем электродвигатель 10 приводит во вращение ролики 6, в результате чего приемные лотки 4, изгибаясь по спирали, наматываются на ролики 6. Таким образом, когда приемные лотки 4 возвращаются в свернутое положение, выгружаемые пакеты 1 опускаются по затворным штангам 9 на конвейер 3 для укладки. Кроме того, приемные лотки 4 поднимаются посредством цилиндра 13 после возвращения в свернутое положение.
Приемные лотки 4 являются гибкими и имеют в поперечном сечении корытообразную форму (фиг.2С). Указанная форма придает приемным лоткам 4 жесткость, когда они выдвигаются вперед на соответствующую длину в результате приведения во вращение роликов 6 посредством электродвигателя 10. Жесткость приемных лотков 4 обеспечивает их стабильность во время поступления выгружаемых полиэтиленовых пакетов 1.
После возвращения приемных лотков 4 в свернутое положение полиэтиленовые пакеты 1 сталкиваются с затворными штангами 9 и опускаются на конвейер 3 для укладки. Затем приемные лотки 4 выдвигаются в зону выгрузки полиэтиленовых пакетов 1, чтобы выгружаемые пакеты 1 поступали на приемные лотки 4, причем указанные этапы выполняются циклически. Таким образом, устройство согласно изобретению обеспечивает укладку требуемого количества полиэтиленовых пакетов 1 и последующую подачу уложенных полиэтиленовых пакетов 1 посредством конвейера.
Устройство согласно изобретению позволяет производить непрерывную выгрузку полиэтиленовых пакетов, поскольку выгружаемые пакеты 1 поступают на приемные лотки 8 вслед за укладкой полиэтиленовых пакетов 1 на конвейере. В устройстве согласно изобретению в отличие от устройств известного уровня техники выгрузка поступающих полиэтиленовых пакетов 1 не зависит от подачи уложенных пакетов посредством конвейера. Таким образом, машина может непрерывно изготавливать полиэтиленовые пакеты 1. Отпадает необходимость во временной остановке машины.
Кроме того, поскольку приемные лотки 4 сгибаются посредством привода для возвращения в свернутое положение, пакеты 1 опускаются на конвейер 3. Приемные лотки 4 не выступают ниже по ходу направления выгрузки полиэтиленовых пакетов 1, следовательно, не требуют большого пространства. Приемные лотки 4 выдвигаются для приема полиэтиленовых пакетов и возвращаются в свернутое положение просто при вращении валов 5 с роликами 6, что не требует больших затрат энергии. Приемные лотки 4 не выступают ниже по ходу устройства и не создают проблем с безопасностью оператора.
Приемные лотки 4 выдвигаются посредством электродвигателя 10, выступая вперед, не всегда до укладки полиэтиленовых пакетов 1 на конвейере. Приемные лотки 4 могут выдвигаться посредством электродвигателя 10, выступая вперед, вслед за укладкой требуемого количества полиэтиленовых пакетов 1 на конвейере, затем выгружаемые пакеты 1 поступают на приемные лотки 4 (фиг.2D). Далее приемные лотки 4 возвращаются электродвигателем 10 в свернутое положение, чтобы полиэтиленовые пакеты 1 опускались на конвейер 3 вслед за подачей уложенных полиэтиленовых пакетов 1 посредством конвейера 3. В этом случае приемные лотки 4 не должны подниматься или опускаться посредством цилиндра 13, показанного на фиг.1.
Приемные лотки 4 с помощью направляющей сгибаются вверх, принимая свернутое положение, как показано на фиг.3. Концевые участки приемных лотков 4 соединены с приводом, посредством которого приемные лотки 4 выдвигаются вниз и по направляющей продвигаются наружу. Направляющая содержит ролик 15 и элемент 16, с которым сцепляются приемные лотки 4. Таким образом, приемные лотки 4 выдвигаются вниз посредством привода и направляются роликом 15 и элементом 16 для продвижения наружу.
Например, привод содержит цилиндр 17, расположенный вертикально. Приемные лотки 4 сгибаются вверх и их концевые участки сцепляются с цилиндром 17 (фиг.3А). Приемные лотки 4 имеют такую же конструкцию, как приемные лотки, показанные на фиг.2, то есть имеют в поперечном сечении корытообразную форму. В этом случае приемные лотки 4 выдвигаются вниз посредством цилиндра 17 и направляются роликом 15 и элементом 16 для продвижения наружу. Таким образом, приемные лотки 4 проходят между затворными штангами 9 и выступают в зону выгрузки полиэтиленовых пакетов 1, чтобы выгружаемые пакеты 1 поступали на приемные лотки 4. Затем приемные лотки 4 сгибаются посредством цилиндра 17 для возвращения в свернутое положение, чтобы полиэтиленовые пакеты 1 опускались на конвейер 3.
Цилиндр 17 может быть расположен горизонтально. Направляющая содержит ролик 18 и элемент 19, которые направляют приемные лотки 4 для соединения их концевых участков с цилиндром 17 (фиг.3В). В этом случае приемные лотки 4 выдвигаются вниз посредством цилиндра 17 и направляются роликом 18 и элементом 19 для продвижения наружу. Направляющая содержит ролик 20 и элемент 21, которые направляют приемные лотки 4 для соединения их концевых участков с цилиндром 17 (фиг.3С). В этом случае приемные лотки 4 выдвигаются вниз посредством цилиндра 17 и направляются роликом 20 и элементом 21 для продвижения наружу.
Как вариант, затворные штанги 9 можно сформировать из затворной пластины 22 посредством создания в ней отверстий 23 (фиг.3D).
Устройство согласно изобретению может использоваться для укладки и подачи листовых изделий, поочередно поступающих из зоны выгрузки, отличных от полиэтиленовых пакетов 1.
Машина для изготовления полиэтиленовых пакетов
Установка для изготовления пластиковой сумки
Установка для изготовления пластикового пакета и способ изготовления пластикового пакета
Аппарат для изготовления пластиковых пакетов
Устройство для тепловой сварки пластиковой пленки
Устройство для изготовления пластиковых пакетов
Устройство для заворачивания листового изделия
Устройство для установки сливного насадка
Пластиковый пакет и установка для изготовления пластиковых пакетов
Установка и способ для изготовления пластиковых пакетов
Устройство для укладки и подачи листовых изделий
Установка для производства пластиковых пакетов
Машина для изготовления полиэтиленовых пакетов

