Результат интеллектуальной деятельности: СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу прошивки заготовок и слитков-заготовок электрошлакового переплава в стане поперечно-винтовой прокатки в гильзы-заготовки и прошивки-раскатки гильз-заготовок в гильзы, и может быть использовано на трубопрокатных установках с пилигимовыми станами при производстве товарных труб диаметром 465-550 мм с толщинами стенок от 15 до 20 мм без механической обработки.
Известен способ прошивки в бочковидных валках стана поперечно-винтовой прокатки, состоящих из двух конусов, соединенных большими основаниями, сечения которых перпендикулярные к оси вращения и представляют окружность (Матвеев Ю.М. и др. Калибровка инструмента трубных станов. М., Металлургия, 1970, с.37-38).
Недостатком указанного способа прошивки заготовок и слитков-заготовок ЭШП диаметром 600-650 мм в гильзы-заготовки и последующей прошивки-раскатки их в данных рабочих валков стана поперечно-винтовой прокатки в гильзы является образование треугольников и гильз с повышенной кривизной.
Известен способ поперечно-винтовой прошивки заготовок и слитков-заготовок ЭШП, где процесс прошивки разбит на три части - деформация сплошной части заготовок и слитков-заготовок ЭШП до носика оправки, деформация на оправке и деформация при обкатке гильз (В.Я. Осадчий и др. «Технология и оборудование трубного производства». Москва. «ИНТЕРНЕТ ИНЖИНИРИНГ». 2001 г., стр.60).
Недостатком данного способа прошивки заготовок и слитков-заготовок ЭШП диаметром 600-650 мм в гильзы-заготовки и прошивки-раскатки гильз-заготовок в гильзы диаметром 630-680 мм с отношением D/S≥8,5 является образование на задних концах гильз треугольников и гильз с повышенной кривизной.
Наиболее близким техническим решением являются способ прошивки заготовок и слитков-заготовок ЭШП в стане поперечно-винтовой прокатки в рабочих валках, бочка которых содержит шесть соединенных большими основаниями входных и выходных конусов к цилиндрической части валка с винтовой нарезкой, входной конус содержит направляющий конус, образованный радиусом 60 мм на длине 0,06 L от длины бочки валка, конус прошивки содержит конуса первичного и вторичного захватов с углами α1n=3° и α2n=10° длиной, соответственно, 0,20 L и 0,16 L от длины бочки валка, цилиндрический участок с винтовой нарезкой с шагом 95 мм длиной 0,10 L, выходной конус - конус раскатки содержит три участка - первый с углом раскатки αр=6° длиной 0,21 L, второй - цилиндрический участок длиной 0,16 L, а третий - участок выхода гильзы из валков с углом αв=3°, протяженностью 0,11 L от длины бочки валка.
Недостатком данного способа является то, что при прошивке заготовок в гильзы-заготовки диаметром 600 мм и более, раскатке гильз-заготовок в гильзы диаметром 630-680 мм с соотношением D/S≥8,5 гильзы имеют повышенную кривизну, что приводит к увеличению продолжительности ввода дорнов в кривые гильзы, а в некоторых случаях и невозможности их введения. Прокатка кривых гильз на пилигримовом стане в товарные трубы приводит к повышенной поперечной и продольной разностенности, что в свою очередь приводит к несоответствию труб требованиям технических условий, т.е. к браку труб по толщине стенки. Гильзы с повышенной кривизной подвергают повторному нагреву и повторной попытке введения дорна в гильзы. Гильзы, не пошедшие на дорн, бракуются, что приводит к повышенному расходному коэффициенту металла при прокатке труб диаметром 465-550 мм. Из-за повышенной кривизны гильз трубы диаметром 465-550 с толщинами стенок от 15 до 20 мм прокатывают на пилигримовом стане с припуском по толщине стенки под механическую обработку-расточку, обточку и приемку их на соответствие ТУ.
Задачей предложенного способа прошивки заготовок и слитков-заготовок ЭШП в стане поперечно-винтовой прокатки в гильзы-заготовки и прошивки-раскатки гильз-заготовок в гильзы является снижение или полное исключение кривизны гильз, снижение поперечной и продольной разностенности труб диаметром 465-550 мм, снижение расхода металла при производстве труб данного сортамента на ТПУ с пилигримовыми станами, повышение производительности пилигримовой установки и производство товарных труб с толщинами стенок 15-20 мм без механической обработки.
Технический результат достигается тем, что способ прошивки заготовок и слитков-заготовок электрошлакового переплава в стане поперечно-винтовой прокатки в гильзы-заготовки и прошивки-раскатки гильз-заготовок в гильзы, включающем нагрев заготовок и слитков-заготовок ЭШП до температуры пластичности, прошивку заготовок и слитков-заготовок ЭШП в гильзы-заготовки, нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку гильз-заготовок в гильзы в бочковидных валках, образованных шестью соединенными большими основаниями входными и выходными конусами к цилиндрической части валка с винтовой нарезкой, входной конус которых состоит из направляющего конуса, образованного радиусом 60 мм, конуса прошивки, содержащего конус первичного и вторичного захватов с углами α1n=3° и α2n=10°, цилиндрический участок с винтовой нарезкой с шагом 95 мм и углом наклона к оси валка 3°37′, длина которого составляет 0,10 L от длины бочки валка, выходной конус которых состоит из конуса раскатки с углом раскатки αр=6°, цилиндрического участка и участка выхода гильзы из валков с углом αв=3°, длину винтовой нарезки определяют из выражения Lн=К*Lв*µср.*Dг/Dз, где К=0,09-0,11 - коэффициент, большие значения которого относятся к заготовкам и слиткам ЭШП меньшего диаметра; Lн - длина винтовой нарезки валка; Lв - длина рабочей части валка, мм; Dг - диаметр гильзы, мм; Dз - диаметр заготовки, мм; µср. - средний коэффициент вытяжки при прошивке-раскатке гильз-заготовок в гильзы диаметром от 630 до 680 мм.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что длину винтовой нарезки определяют из выражения Lн=К*Lв*µср.*Dг/Dз, где К=0,09-0,11 - коэффициент, большие значения которого относятся к заготовкам и слиткам ЭШП меньшего диаметра; Lн - длина винтовой нарезки валка; Lв - длина рабочей части валка, мм; Dг - диаметр гильзы, мм; Dз - диаметр заготовки, мм; µср. - средний коэффициент вытяжки при прошивке-раскатке гильз-заготовок в гильзы диаметром от 630 до 680 мм. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
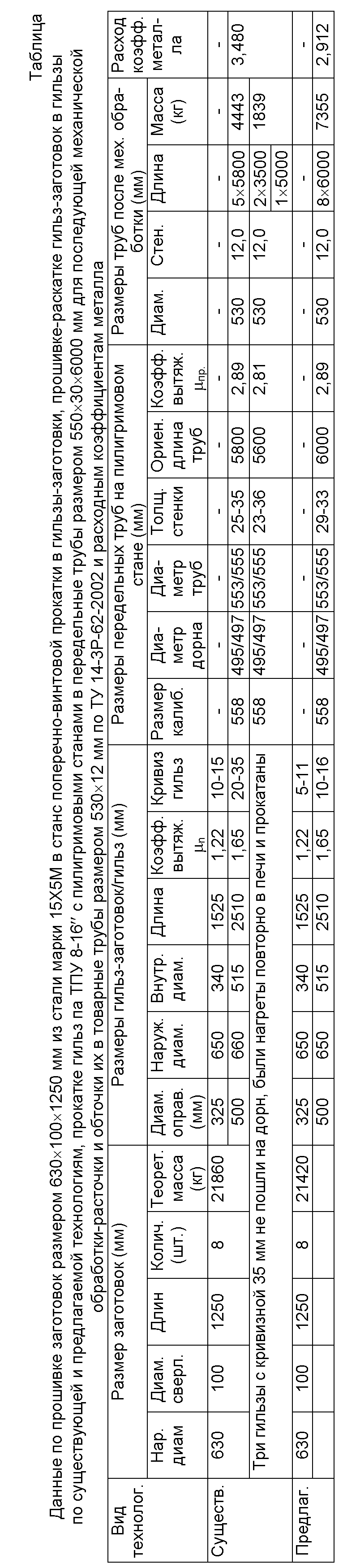
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16′′ ОАО «ЧТПЗ» при прокатке передельных труб размером 550×30 мм для последующей механической обработки-расточки и обточки их в товарные размером 530×12 мм для коммуникаций нефтеперерабатывающих заводов по ТУ 14-3Р-62-2002. По существующей технологии производство передельных труб размером 550×30 мм производится с двойным нагревом - двойной прошивкой и прокаткой на ТПУ 8-16′′ с пилигримовыми станами. Первую прошивку производят на оправке диаметром 325 мм в гильзы-заготовки размером 650×вн.340×1525 мм, которые с повторного нагрева прошивают-раскатывают на оправке диаметром 500 мм в гильзы размером 60×вн.515×2510 мм. Прокатку передельных труб размером 550×30×6000 мм производят в калибре 558 мм. В производство было задано 16 заготовок размером 630×100×1250 мм, которые были поделены на две части. Первая часть (8 заготовок) были нагреты до температуры 1280-1290°С, прошиты в гильзы-заготовки размером 650×вн.340×1525 мм на оправке диаметром 325 мм, затем гильзы-заготовки с холодного посада были нагреты до температуры 1270-1290°С, прошиты-раскатаны в гильзы размером 660×вн.515×2510 мм на оправке диаметром 500 мм. Прошивку заготовок в гильзы-заготовки и прошивку-раскатку гильз-заготовок в гильзы производили в бочковидных валках цеховой калибровки (существующий способ), образованных шестью соединенными большими основаниями входными и выходными конусами к цилиндрической части валка, входной конус которых состоит из направляющего конуса, образованного радиусом 60 мм, конуса прошивки, содержащего конус первичного и вторичного захватов с углами α1n=3° и α2n=10°, цилиндрический участок с винтовой нарезкой с шагом 95 мм и углом наклона к оси валка 3°37′, длина которого составляет 0,10 L от длины бочки валка, выходной конус которых состоит из конуса раскатки с углом раскатки αр=6°, цилиндрического участка и участка выхода гильзы из валков с углом αв=3°. Гильзы-заготовки имели кривизну от 10 до 15 мм, гильзы имели кривизну от 20 до 35 мм. Пять гильз были одеты на дорн и прокатаны в передельные трубы размером 550×30×5800 мм. Толщина стенки передельных труб составила от 25 до 35 мм. Трубы были расточены и обточены на размер 530×12×5800 мм. Три кривых гильзы повторно были нагреты в методической печи до температуры 1280-1300°С, одеты на дорн и прокатаны в передельные трубы размером 550×30×5600 мм. Толщина стенки труб после проката составила от 23 до 36 мм. Из-за повышенной разностенности в процессе расточки и обточки принята одна труба размером 530×12×5000 мм, а две - размером 530×12×3500 мм. В соответствии с ТУ 14-3Р-62-2002 принято 41 м труб размером 530×12 мм общей массой 6,282 тн. Расходный коэффициент металла по трубам данной партии составил 3,480.
Вторая часть (8 заготовок) были нагреты до температуры 1280-1290°С, прошиты в гильзы-заготовки размером 650×вн.340×1525 мм на оправке диаметром 325 мм, затем гильзы-заготовки с холодного посада были нагреты до температуры 1270-1290°С, прошиты-раскатаны в гильзы размером 660×вн.515×2510 мм на оправке диаметром 500 мм. Прошивку заготовок в гильзы-заготовки и прошивку-раскатку гильз-заготовок в гильзы производили в бочковидных валках предложенной калибровки (предложенный способ), длину винтовой нарезки определяли из выражения Lн=К*Lв*µср.*Dг/Dз где К=0,09-0,11 - коэффициент, большие значения которого относятся к заготовкам и слиткам ЭШП меньшего диаметра; Lн - длина винтовой нарезки валка; Lв - длина рабочей части валка, мм; Dг - диаметр гильзы, мм; Dз - диаметр заготовки, мм; µср. - средний коэффициент вытяжки при прошивке-раскатке гильз-заготовок в гильзы диаметром от 630 до 680 мм. Подставляя данные в уравнение, получим длину цилиндрической части 200 мм или 0,21 L от общей длины бочки валка. Гильзы-заготовки имели кривизну от 5 до 11 мм, а гильзы от 10 до 16 мм. Все гильзы были одеты на дорн и прокатаны в передельные трубы размером 550×30×6000 мм. Толщина стенки передельных труб составила от 29 до 33 мм. Трубы были расточены и обточены на размер 530×12×6000 мм. В соответствии с ТУ 14-3Р-62-2002 принято 48 м труб размером 530×12 мм общей массой 7,355 тн. Расходный коэффициент металла по трубам данной партии составил 2,912. Данные по прошивке заготовок размером 630×100×1250 мм из стали марки 15Х5М в стане поперечно-винтовой прокатки в гильзы-заготовки, прошивке-раскатке гильз-заготовок в гильзы по существующей и предлагаемой технологиям, прокатке гильз на ТПУ 8-16′′ с пилигримовыми станами в передельные трубы размером 550×30×6000 мм для последующей механической обработки-расточки и обточки их в товарные трубы размером 530×12 мм по ТУ 14-3Р-62-2002 и расходным коэффициентам металла приведены в таблице 1. Из таблицы видно, что расходный коэффициент металла при прокатке товарных труб размером 530×12 мм из стали марки 15Х5М по предлагаемой технологии снижен на 568 кг на каждой тонне. Из таблицы также видно, что за счет прошивки-раскатки гильз по предлагаемому способу кривизна гильз снижена ≈ в 2,0-2,2 раза, что дало возможность снизить поперечную и продольную разностенность передельных труб ≈ в 2,0-2,5 раза. Прокатка гильз с меньшей кривизной позволит производить передельные трубы размером 543×25 мм, что даст возможность увеличить длину передельных труб ≈ на 18-20%, т.е. еще есть возможность для снижения расходного коэффициента металла. Прокатка передельных труб из гильз с кривизной не более 15 мм позволила повысить их точность по стенке, исключить повторные нагревы гильз, исключить угар металла при повторном нагреве гильз, повысить производительность пилигримовой установки за счет снижения времени введения дорнов в кривые гильзы, повторного нагрева кривых гильз и их прокатки на пилигримовых станах, снизить расходный коэффициент металла при производстве труб размером 530×12×6000 мм на 568 кг на каждой тонне товарных труб, а следовательно, снизить их стоимость.
Способ производства бесшовных механически обработанных труб размером 610х15-20 мм из стали марки 08х18н10т-ш
Способ производства холоднокатаных товарных труб размером 219х9х11700-12800 мм из титановых сплавов пт-1м и пт-7м
Способ лазерно-дуговой сварки
Способ производства холоднокатаных товарных труб размером 273х10х8700-9500 мм из титановых сплавов пт-1м и пт-7м
Способ производства бесшовных холоднодеформированных труб размером 426х14-19 мм из стали марки 08х18н10т-ш
Вагонный штабель преимущественно труб железнодорожного вагона-платформы
Способ укладки длинномерных грузов с различной величиной противоположных торцов
Способ производства холоднокатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов с повышенной точностью по стенке
Способ термомеханической обработки
Устройство для измерения расхождения "нулевых" точек валков пилигримового стана
Способ производства толстостенных труб большого диаметра из сталей аустенитного класса
Способ производства бесшовных горячедеформированных механически обработанных труб диаметром 530-550 мм из коррозионно-стойких труднодеформируемых марок стали и сплавов на тпу 8-16" с пилигримовыми станами
Способ производства бесшовных горячекатаных труб большого диаметра на трубопрокатной установке с пилигримовыми станами
Способ производства бесшовных горячекатаных обсадных труб диаметром 508 мм на тпу 8-16'' с пилигримовыми станами в обычном и хладостойком исполнении
Способ производства шестигранных труб -заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для уплотненного хранения и транспортировки отработанного ядерного топлива
Способ производства передельных труб размером 290×12 мм из сплошных слитков-заготовок электрошлакового переплава низкопластичной стали марки 04×14t5p2"ф-ш"
Способ производства шестигранных труб-заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива

