Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СТАЛЕАЛЮМИНИЕВОГО СОЕДИНЕНИЯ СВАРКОЙ ПЛАВЛЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к области сварочного производства и предназначено для изготовления сварных сталеалюминиевых конструкций из алюминиевых сплавов и стали с применением переходных элементов алюминий-сталь в судостроении, судовом машиностроении и может быть использовано при строительстве железнодорожного транспорта, вагоно- и автомобилестроения.
Известен способ сварки алюминия со сталью с расплавлением только алюминиевой составляющей (пайка - сварка), в котором для предотвращения образования хрупких интерметаллидных соединений используют промежуточные покрытия, наносимые на тугоплавкий свариваемый материал, из серебра, никеля, алюминия, титана, цинка и других металлов, действующие как диффузионные барьеры между свариваемыми металлами (Муравейник А.Н., Рябов В.Р. и др. Влияние состава прослойки на структуру переходной зоны сварных сталеалюминиевых соединений// Автоматическая сварка. - 1999 - №3/99. - С.22-25).
Недостатком этого способа является невозможность использования технологий нанесения покрытий на свариваемый тугоплавкий слой гальваническими методами, осаждением и пр. при сварке конструкций, изготавливаемых в заводских или монтажных условиях завода-строителя.
Известен способ получения сварных соединений разнородных металлов и сплавов с использованием биметаллических вставок (Сварка в машиностроении: Справочник. Т.2. С.362-364). Способ предусматривает раздельную сварку привариваемых деталей с одноименными слоями слоистой композиции алюминий-сталь (биметалла) угловыми швами с использованием соответствующих свариваемым материалам способов сварки.
Недостатком способа является отсутствие требований к выполнению угловых швов между привариваемыми деталями и соответствующими слоями переходного элемента алюминий-сталь (вставки из биметалла), что может привести при сварке к образованию расслоений на границе раздела слоев переходного элемента с последующим преждевременным разрушением сварной конструкции.
Угловые швы в тавровых соединениях алюминиевых или стальных деталей выполняют без скоса кромок двусторонним швом (условное обозначение сварного соединения Т3) в соответствии с требованиями ГОСТ 14806-80 (Соединения сварные. - Основные типы, конструктивные элементы и размеры. М.: Издательство стандартов. - 1980) и ГОСТ 14771-76 (Дуговая сварка в защитных газах. Соединения сварные. - Основные типы, конструктивные элементы и размеры. М.: Издательство стандартов).
Сварное соединение типа Т3 из алюминиевых сплавов толщиной до 16 мм необходимо выполнять угловыми швами, номинальное значение катета которых составляет 6 мм, а предельное отклонение +4 мм, что обеспечивает возможность достижения прочностных свойств в конструкциях из алюминиевых сплавов не менее 0,8 от прочности основного металла.
Сварное соединение типа Т3 из стали толщиной до 12 мм необходимо выполнять угловыми швами, номинальное значение катета которых составляет 3-4 мм, а предельное отклонение +2 мм, что обеспечивает возможность достижения прочностных свойств в конструкциях из стали не менее 0,8 от прочности основного металла.
Использование только этих рекомендаций не обеспечивает получения качественных сталеалюминиевых соединений с максимально достижимой прочностью, равной прочности сварных тавровых соединений из алюминиевых сплавов, являющейся лимитирующей при нагружении растяжением конструкций из стали и алюминия, выполненных с применением переходного элемента алюминий-сталь, что обусловлено особенностями строения макроструктуры переходного элемента и значительными различиями теплофизических свойств и температур плавления материалов, входящих в состав переходного элемента.
Использование при сварке разнородных металлов и сплавов переходных элементов, представляющих собой неразъемную слоистую композицию из однородных свариваемым материалов, свойства которой лимитируются прочностью сцепления слоев, требует обоснованного выбора конструктивно-технологических параметров процесса сварки сталеалюминиевых конструкций.
Одним из способов предотвращения разрушений и обеспечения эксплуатационной прочности сварных сталеалюминиевых соединений является предупреждение образования расслоений в переходной биметаллической вставке алюминий-сталь благодаря ограничению тепловложения в материал каждого из слоев в процессе его сварки с привариваемыми одноименными элементами.
Известен способ установления оптимальных конструктивно-технологических параметров процесса сварки сталеалюминиевых конструкций с применением биметаллических планок, представляющих собой композицию из углеродистой стали Ст4 с (основа) и алюминиевого сплава АМг6 (плакирующий слой) с промежуточным подслоем из технического алюминия АД1, изготовленную сваркой взрывом (Рябов В.Р. Применение биметаллических и армированных соединений. - М., Металлургия, 1975, с.234-239) - прототип.
Способ по прототипу включает ручную и полуавтоматическую сварку в защитных пазах конструкций из алюминиевых сплавов со стальными конструкциями, сваренных посредством биметаллических вставок, наиболее часто встречающихся типов соединений - тавровых и крестообразных, которые выполняют без разделки кромок под сварку (Прототип, с.226).
Способ предусматривает раздельную сварку слоев биметаллических планок шириной 30 мм с привариваемыми элементами из одноименных сплавов с использованием соответствующих присадочных материалов, при котором первоначально приваривают элементы из алюминиевого сплава (или из стали) на оптимальном сварочном токе, составляющем (160-200) A, а после полного остывания осуществляют сварку образцов со стороны стального слоя (или со стороны алюминиевого слоя) на минимально возможном токе (110 A или 140 A соответственно), обеспечивающем удовлетворительное формирование шва и исключающем влияние термического цикла сварки на прочность соединения по границе алюминия со сталью (Прототип, с.236-237).
Влияние показателей режима дуговой сварки на прочность биметаллического соединения установлено для ограниченного типоразмера биметаллических планок следующего состава: сплав АМг6 - сталь Х18Н10Т толщиной от 6,5 мм до 12 мм (Прототип С.212-214) и шириной 30 мм (Прототип, С.227), привариваемых элементов из алюминиевых сплавов толщиной от 3 до 10 мм (Прототип, С.229) и привариваемых элементов из стали толщиной 5 мм (Прототип, с.235). Как следует из приведенных данных, толщина привариваемых элементов из алюминиевых сплавов и стали ограничивается толщиной алюминиевого и стального слоев, входящих в состав слоистой композиции.
Способ по прототипу включает выполнение катета углового шва со стороны стали, равным 3÷4 мм, со стороны алюминия - 3÷5 мм (Прототип, с.218), при этом отношение катетов к толщине привариваемых деталей (4÷5 мм) не превышает 1.
Одним из существенных признаков способа получения качественного сварного сталеалюминиевого соединения является установление оптимальной глубины проплавления толщины каждого из слоев (Прототип, с.214).
Как показано (Прототип, рис.84, с.214), минимально допустимые расстояния до границы раздела биметалла алюминий-сталь от корня шва в алюминиевом слое составляют от 1 до 2 мм, от корня шва в стальном слое от 1,5 до 3,5 мм при сварке биметалла толщиной от 6,5 до 12 мм. Таким образом, относительная глубина допустимого проплавления алюминиевого и стального слоев биметалла находится в пределах (0,66-0,75) от толщины алюминиевого слоя и (0,4-0,44) от толщины стального слоя (таблица 1).
|
Экспериментальными исследованиями установлено, что в зависимости от размеров стального шва (ширина, высота), выполненного наплавкой валика, при одинаковой глубине проплавления стального слоя переходного элемента возможно формирование на границе соединения слоев температурного поля выше не только критической температуры (T=520°C - прототип, стр.236), но и приводящего к расплавлению алюминия в приконтактной области со свариваемым стальным слоем.
На фигуре 1 показана макроструктура (а) переходного элемента алюминий-сталь с наплавленным валиком на стальной слой и с глубиной проплавления слоя на величину, не превышающую 0,44 толщины стального слоя, выполненного по прототипу, и микроструктуры (б, в, ×100) зоны соединения слоев исходного материала (б, ×100) и после сварочного воздействия (в, ×100), иллюстрирующая расслоение на границе соединения сталь-алюминий.
Очевидно, что в способе сварки, выполняемом по прототипу, не учтены существенные признаки, исключающие условия формирования критического температурного поля на границе соединения слоев переходного элемента алюминий-сталь, которые являются объективно существующими, так как определяются геометрическими факторами (толщиной слоев, входящих в состав переходного элемента, его шириной, а также толщиной привариваемых стальных и алюминиевых деталей, конструктивными элементами углового шва, определяющими объем расплавленного металла), параметрами сварки и техническими приемами ведения процесса сварки, обеспечивающими работоспособность сталеалюминиевых соединений.
Недостатком прототипа является возможность образования расслоений на границе раздела слоев переходного элемента (вставки из биметалла) с последующим преждевременным разрушением сварных сталеалюминиевых соединений.
Указанный выше недостаток является недопустимым для изделий ответственного назначения, в том числе корпусных сталеалюминиевых конструкций, подвергающихся воздействию циклических нагрузок, а также конструкций, требующих обеспечения герметичности.
Установленные соотношения глубины допустимого проплавления стального слоя биметалла в пределах (0,40-0,44) от толщины стального слоя не гарантируют отсутствие подплавлений алюминия на границе соединения слоев; в то время как величины относительной глубины допустимого проплавления алюминиевого слоя, предложенные прототипом в пределах (0,66-0,75), могут быть расширены, что позволит повысить технологичность изготовления сварных сталеалюминиевых конструкций.
Техническим результатом предлагаемого изобретения является разработка способа получения сталеалюминиевых соединений сваркой плавлением с применением переходных элементов алюминий-сталь, исключающего образование расслоений на границе раздела слоев элемента «алюминий-сталь» и обеспечивающего достижение усталостной прочности и эксплуатационной надежности сварных соединений стальных и алюминиевых конструкций на уровне максимальных свойств, которыми являются свойства сварных соединений деформируемых алюминиевых сплавов.
Указанный технический результат достигается тем, что в предлагаемом способе получения сталеалюминиевого соединения сваркой плавлением переходного двухслойного элемента «сталь-алюминий» с элементами из одноименных материалов угловыми швами с неполным проплавлением каждого из слоев переходного элемента, в соответствии с изобретением катеты швов, прилегающих к переходному двухслойному элементу, составляют со стороны алюминиевого слоя - не менее 1,5 и не более 2,0 его толщины, со стороны стального слоя не менее 1,0 и не более 1,5 его толщины, а катет шва, прилегающий к привариваемому алюминиевому элементу, находится в пределах от 1 до 1,5 от величины катета шва, прилегающего к алюминиевому слою переходного элемента.
Первыми проходами формируются катеты швов, прилегающих к алюминиевому слою переходного элемента, с величиной не менее 1,5 и не более 2,0 от толщины алюминиевого слоя, и катеты швов, прилегающих к стальному слою переходного элемента, с величиной не менее 1 и не более 1,5 от толщины стального слоя, а последующими проходами формируются катеты швов, прилегающих к привариваемым алюминиевым деталям, которые должны находиться в пределах от 1 до 1,5 значений катетов швов, прилегающих к алюминиевому слою переходного элемента.
Обосновывая заявляемую величину катета шва, прилегающего к алюминиевому слою переходного элемента, следует отметить, что переходный элемент в отличие от гомогенного материала представляет собой композицию алюминий-сталь, прочность сцепления слоев которой в зоне соединения не превышает 100 МПа и составляет около одной трети от прочности привариваемого алюминиевого сплава. Передача растягивающего усилия, максимальное значение которого лимитируется прочностью привариваемой алюминиевой детали, осуществляется через объем металла, наплавленного при формировании угловых швов, соединяющих алюминиевую деталь с алюминиевым слоем переходного элемента. Поведение переходного элемента зависит от концентрации передаваемого усилия в зоне соединения слоев, т.е. от величины катета шва (KAl-St), прилегающего к алюминиевому слою переходного элемента «алюминий-сталь».
Эмпирическая зависимость регламентируемой величины (KAl-St), полученная из рассмотрения силового баланса передаваемых усилий (σв Al×δAl)=KAl-St×(σсц Al-St), находится в прямой зависимости от прочности (σв Al) и толщины (δAl) привариваемой алюминиевой детали и обратно пропорциональна прочности сцепления слоев переходного элемента (σсц Al-St):

где KAl-St - катет шва, прилегающего к алюминиевому слою переходного элемента;
 - прочность при растяжении алюминиевого сплава;
- прочность при растяжении алюминиевого сплава;
δAl - толщина привариваемой алюминиевой детали;
 - прочность сцепления слоев переходного элемента алюминий-сталь на отрыв; коэффициент «2» учитывает наличие двух катетов в тавровом соединении, выполненном угловыми швами.
- прочность сцепления слоев переходного элемента алюминий-сталь на отрыв; коэффициент «2» учитывает наличие двух катетов в тавровом соединении, выполненном угловыми швами.
Приняв во внимание, что нормированная прочность сцепления слоев на отрыв  переходного элемента в зоне соединения, полученного методом прокатки, составляет 100 МПа, а привариваемые алюминиевые элементы, как правило, относятся к классу деформированных алюминиево-магниевых сплавов, временное сопротивление
переходного элемента в зоне соединения, полученного методом прокатки, составляет 100 МПа, а привариваемые алюминиевые элементы, как правило, относятся к классу деформированных алюминиево-магниевых сплавов, временное сопротивление  которых находится в пределах 280-340 МПа, регламентированный катет шва (KAl-St), обеспечивающий равнопрочность элементов в сталеалюминиевом соединении, должен быть не менее (1,5-2) от толщины алюминиевой детали.
которых находится в пределах 280-340 МПа, регламентированный катет шва (KAl-St), обеспечивающий равнопрочность элементов в сталеалюминиевом соединении, должен быть не менее (1,5-2) от толщины алюминиевой детали.
Заявляемые признаки обеспечивают условия тепловложения, при которых проплавление каждого слоя при выполнении угловых швов наплавкой валиков не формирует зону термического воздействия на границе раздела слоев размером более ширины изотермы, соответствующей температуре плавления алюминия, следовательно, не приводят к деградации исходных свойств (прочности сцепления слоев) переходных элементов «алюминий-сталь».
Как показали результаты экспериментальных исследований, установленные соотношения глубины допустимого проплавления алюминиевого слоя, предложенные прототипом в пределах (0,66-0,75), могут быть расширены до величины равной 0,9, что позволит повысить технологичность изготовления сварных сталеалюминиевых конструкций
Для обеспечения прочности сталеалюминиевых соединений угловыми швами, выполненными со стороны алюминия, и исключения расслоений на границе раздела слоев переходного элемента по заявляемому варианту, величина катета, прилегающего к алюминиевому слою переходного элемента, должна быть не менее 1,5 и не более 2,0 от толщины алюминиевого слоя, в то время ближайшим аналогом (ГОСТ 14806-80 (Соединения сварные. Основные типы, конструктивные элементы и размеры. М.: Издательство стандартов) рекомендуется величина равная 6+4 мм.
Катет углового шва, прилегающий к привариваемому алюминиевому слою переходного элемента, характеризующий протяженность зоны соединения шва с алюминиевым слоем переходного элемента, обеспечивает передачу усилия от алюминия к стали и отвечает за концентрацию усилия в области соединения слоев «алюминий-сталь».
Если величина катета углового шва, прилегающего к привариваемому алюминиевому слою переходного элемента, составляет менее 1,5 толщины, то она не обеспечивает равномерную передачу растягивающего усилия, концентрируется в зоне, ограниченной шириной шва, и может привести к расслоению переходного элемента ограниченной ширины на границе раздела слоев алюминий-сталь.
Если величина катета углового шва, прилегающего к привариваемому алюминиевому слою переходного элемента, составляет более 2,0 толщины, то она необоснованно приводит к необходимости увеличения ширины переходного элемента алюминий-сталь, что сопровождается увеличением металлоемкости сталеалюминиевых конструкций.
Как показано выше (таблица 1), с целью исключения при сварке сталеалюминиевых соединений дефектов в виде расслоения на границе раздела переходных элементов алюминий-сталь, а следовательно, повышения усталостной прочности и обеспечения водо- и газонепроницамости конструкций, максимальный размер глубины проплавления стального слоя при выполнении углового шва между стальным слоем переходного элемента «алюминий-сталь» и привариваемой деталью из стали не должен превышать величины равной 0,4 толщины стального слоя. Это условие выполняется, если угловые швы выполняются наплавкой валиков, ширина которых находится в пределах от 1 до 1,5 толщины стального слоя переходного элемента.
Для обеспечения прочности сталеалюминиевых соединений угловыми швами, выполненными со стороны стали, и исключения расслоений на границе раздела слоев переходного элемента величина катета, прилегающего к привариваемому слою переходного элемента, должна быть не менее 1 толщины и не более 1,5 толщины стального слоя переходного элемента, в отличие от прототипа и аналога (ГОСТ 14771-76 (Дуговая сварка в защитных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры. М.: Издательство стандартов), которыми регламентируется величина равная (3÷4)+2 мм.
Если величина катета углового шва, прилегающего к привариваемому слою переходного элемента, составляет менее 1 толщины, то при передаче растягивающего усилия через область, ограниченную шириной шва, концентрация напряжений в зоне соединения слоев переходного элемента «алюминий-сталь» превысит допустимую нагрузку, что неизбежно приведет к расслоению переходного элемента.
Если величина катета углового шва, прилегающего к привариваемому слою переходного элемента, составляет более 1,5 толщины, то она необоснованно приводит к необходимости увеличения ширины переходного элемента «алюминий-сталь», что сопровождается увеличением металлоемкости сталеалюминиевых конструкций.
Максимальный уровень свойств сталеалюминиевых соединений, выполненных с применением переходных элементов алюминий-сталь, определяется свойствами сварных тавровых соединений привариваемых алюминиевых сплавов, при этом прогнозируемой областью разрушения должна быть зона термического влияния привариваемого элемента. С учетом концентрации напряжений в угловом шве таврового соединения, выполненного впритык, повышающих в 2-3 раза действующие напряжения, значения катетов швов, прилегающих к привариваемым алюминиевым деталям, должны находится в пределах (1-1,5) от значений катетов швов, прилегающих к алюминиевому слою переходного элемента.
Выполнение угловых швов с неравными катетами не менее чем за два прохода с неполным проплавлением каждого из слоев переходного элемента алюминий-сталь с катетами швов, прилегающих к алюминиевому слою переходного элемента, не менее 1,5 и не более 2,0 от толщины алюминиевого слоя, швов, прилегающих к стальному слою переходного элемента, не менее 1 и не более 1,5 от толщины стального слоя, и катетов швов, прилегающих к привариваемым деталям, в (1-1,5) раза превышающих значения катетов швов, прилегающих к соответствующим слоям переходного элемента, обеспечивают получение сварных соединений стальных и алюминиевых конструкций на уровне свойств сварных соединений деформируемых алюминиевых сплавов.
На фиг.1 изображена макроструктура (а, ×3) переходного элемента алюминий-сталь, выполненного по прототипу, и микроструктуры (б, в×100) зоны соединения слоев исходного материала (б×100) и после сварочного воздействия (в×100);
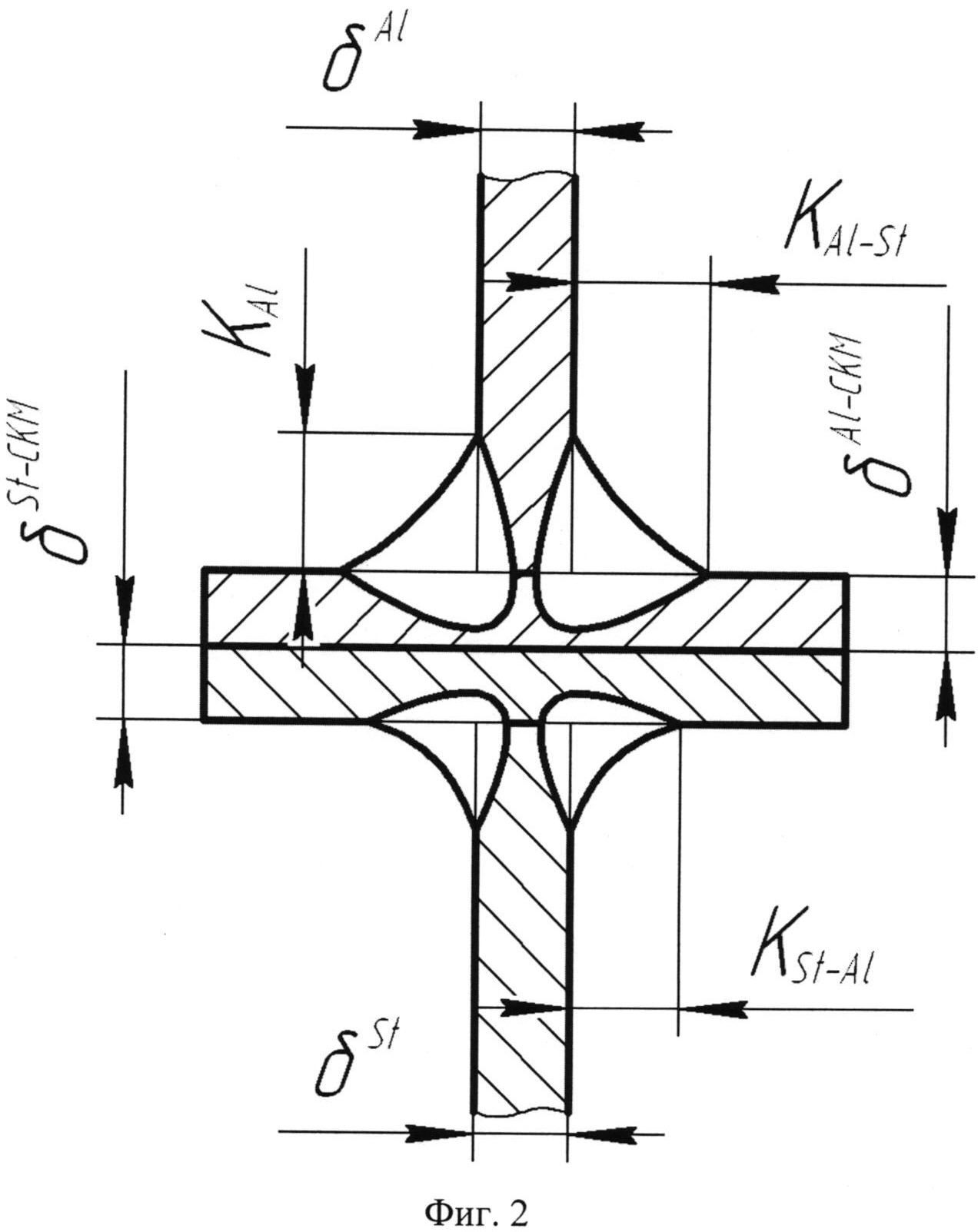
на фиг.2 - конструктивные элементы и форма выполненных угловых швов в сталеалюминиевом соединении, выполненном с применением переходных элементов «алюминий-сталь», где KAl-St- катет шва, прилегающий к алюминиевому слою переходного элемента (δAl-СКМ); KSt-Al - катет шва, прилегающий к стальному слою переходного элемента (δSt-СКМ); KAl - катет шва, прилегающий к привариваемой алюминиевой стенке (δAl).
Пример осуществления предлагаемого изобретения
Сварка плавлением сталеалюминиевых соединений с применением переходных элементов алюминий-сталь толщиной 12 мм на основе алюминиевого сплава марки 1561 толщиной 6 мм и стали марки PCD32 толщиной 6 мм. Ширина переходных элементов алюминий-сталь составляла 45 мм.
В качестве свариваемых материалов использовали стальной прокат марки PCBD32 толщиной 6 мм и алюминиевый прокат марки 1561 толщиной 6 мм.
Сварку со стороны алюминия осуществляли полуавтоматическим способом плавящимся электродом марки СвАМг62 диаметром 1,2 мм в среде аргона на постоянном токе обратной полярности на установке типа Multi 500KW, обеспечивающей режимы сварки в импульсном и безимпульсном режимах; со стороны стали - полуавтоматическим способом плавящимся электродом марки Св08Г2С-О диаметром 1,2 мм в среде углекислого газа на постоянном токе прямой полярности на установке типа AristoMig U400.
Сварку соединений по заявляемому варианту выполняли угловыми швами, без разделки свариваемых кромок на следующих режимах:
со стороны алюминия - сила сварочного тока - 170-180 А; скорость подачи проволоки - 10,3 м/ч; количество проходов - 2;
со стороны стали - сила сварочного тока - 200-210 А, скорость подачи проволоки - 6 м/ч, количество проходов - 1.
Сварку соединений по прототипу выполняли угловыми швами без разделки свариваемых кромок на следующих режимах (прототип, с.237);
со стороны алюминия - сила сварочного тока - 200 A; скорость подачи проволоки - 10,3 м/ч; количество проходов - 1;
со стороны стали - сила сварочного тока - 160-180 A, скорость подачи проволоки - 6 м/ч, количество проходов - 1.
Геометрические элементы угловых швов, выполненных по заявляемому варианту, назначены в соответствии с предлагаемым изобретением.
Катеты угловых швов в сталеалюминиевых соединениях, выполненных по заявляемому варианту, с применением переходного элемента «алюминий-сталь» толщиной 12 (6Al+6St) мм, составляли (обозначения приведены на фиг.2):
- KAl-St=(1,5 ΔAl) мм и 12 (2 ΔAl) мм (катеты швов, прилегающие к алюминиевому слою переходного элемента);
- KSt-Al=6(1 ΔSt) мм и 9 (1,5 ΔSt) мм - катеты швов, прилегающие к стальному слою переходного элемента;
- KAl=9(1,0 KAl-St) мм и 13,5 (1,5 KAl-St) мм - катеты швов, прилегающие к привариваемой алюминиевой стенке.
Геометрические элементы угловых швов, выполненных по прототипу, назначены в соответствии с ГОСТ 14771, тип Т3 (со стороны стали - 3+2 мм) и ГОСТ 14806, тип Т3 (со стороны алюминия - 4+3 мм) и составляли:
- KAl-St=7 мм (4+3)мм - катеты, прилегающие к алюминиевому слою переходного элемента;
- KSt-Al=5 мм (3+2)мм - катеты, прилегающие к стальному слою переходного элемента;
- KAl=7 мм (4+3)мм - катеты, прилегающие к привариваемой алюминиевой стенке.
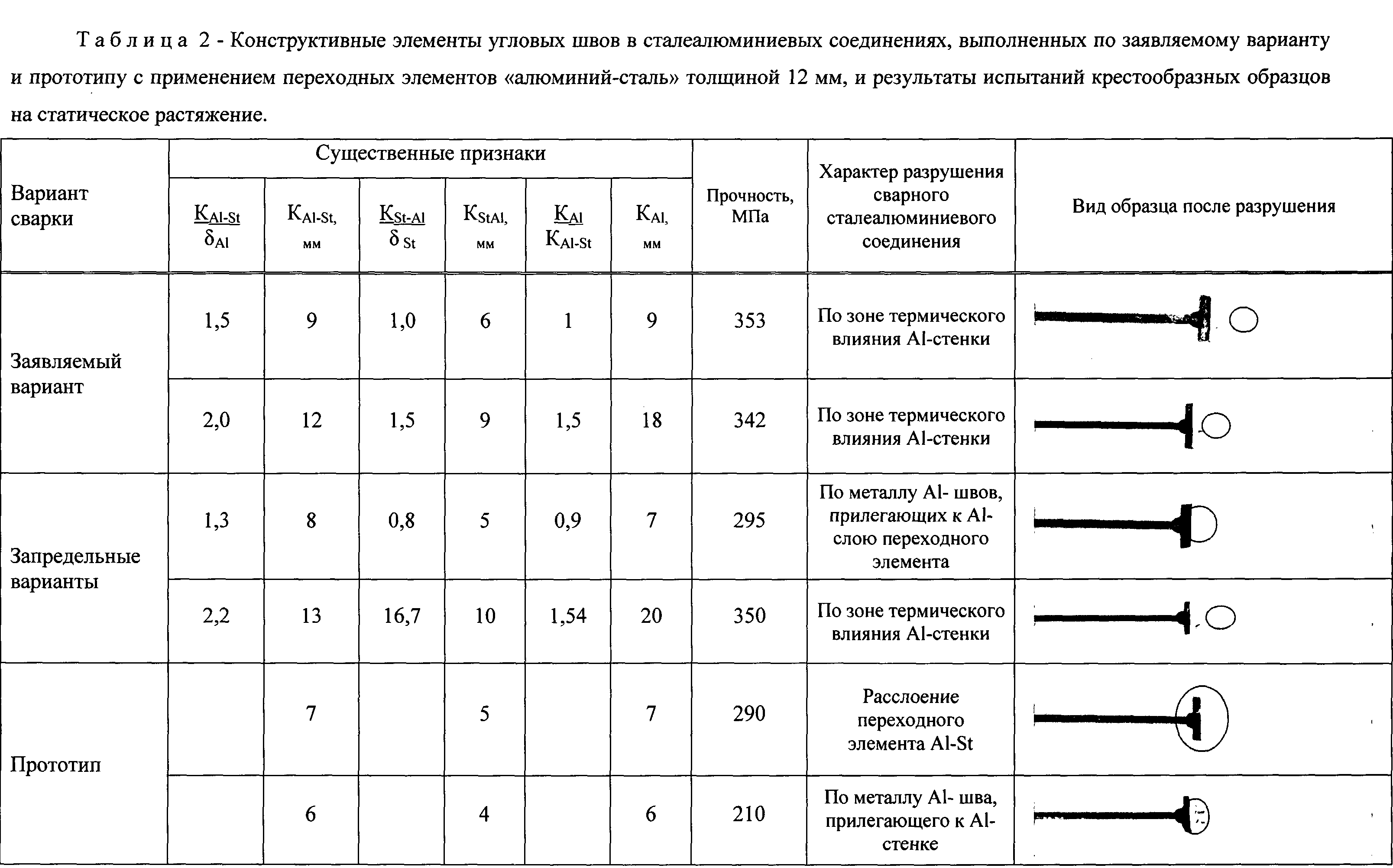
Значения конструктивных элементов угловых швов в сталеалюминиевых соединениях, выполненных по заявляемому варианту и прототипу, с применением переходных элементов алюминий-сталь толщиной 12 мм соответствовали приведенным значениям в таблице 2.
Анализ макроструктуры сварных сталеалюминиевых соединений, выполненных по заявляемому варианту, показал, что глубина проплавления алюминиевого слоя составляет 5,5 мм, а глубина проплавления стального слоя - 2,5 мм в переходном элементе «алюминий-сталь» толщиной 12 мм.
Конструктивные элементы угловых швов в сталеалюминиевых соединениях, выполненных по заявляемому варианту и прототипу с применением переходных элементов «алюминий-сталь» толщиной 12 мм, и результаты испытаний крестообразных образцов на статическое растяжение приведены в таблице 2.
Сопоставительный анализ приведенных в таблице 2 результатов показывает, что статическая прочность сварных сталеалюминиевых соединений, выполненных с применением переходного элемента «алюминий-сталь» сваркой плавлением, по предлагаемому изобретению на 15-20% выше, чем для соединений, выполненных по прототипу, что подтверждает преимущества предлагаемого способа сварки сталеалюминиевых соединений.
Исключение возможности образования расслоений вдоль границы соединения алюминиевого и стального слоев переходного элемента способствует повышению эксплуатационной и коррозионной стойкости сварных сталеалюминиевых соединений в конструкциях, контактирующих с морской средой или находящихся в районе брызг и волнений.
Способ получения сталеалюминиевого соединения, включающий сварку плавлением переходного двухслойного элемента сталь-алюминий с элементами из одноименных материалов угловыми швами с неполным проплавлением каждого из слоев переходного элемента, отличающийся тем, что катеты угловых швов, прилегающих к переходному двухслойному элементу, выполняют не менее 1,5 и не более 2,0 его толщины со стороны алюминиевого слоя и не менее 1,0 и не более 1,5 его толщины со стороны стального слоя, а катет углового шва, прилегающий к привариваемому алюминиевому элементу, выполняют от 1,0 до 1,5 от величины катета шва, прилегающего к алюминиевому слою переходного элемента.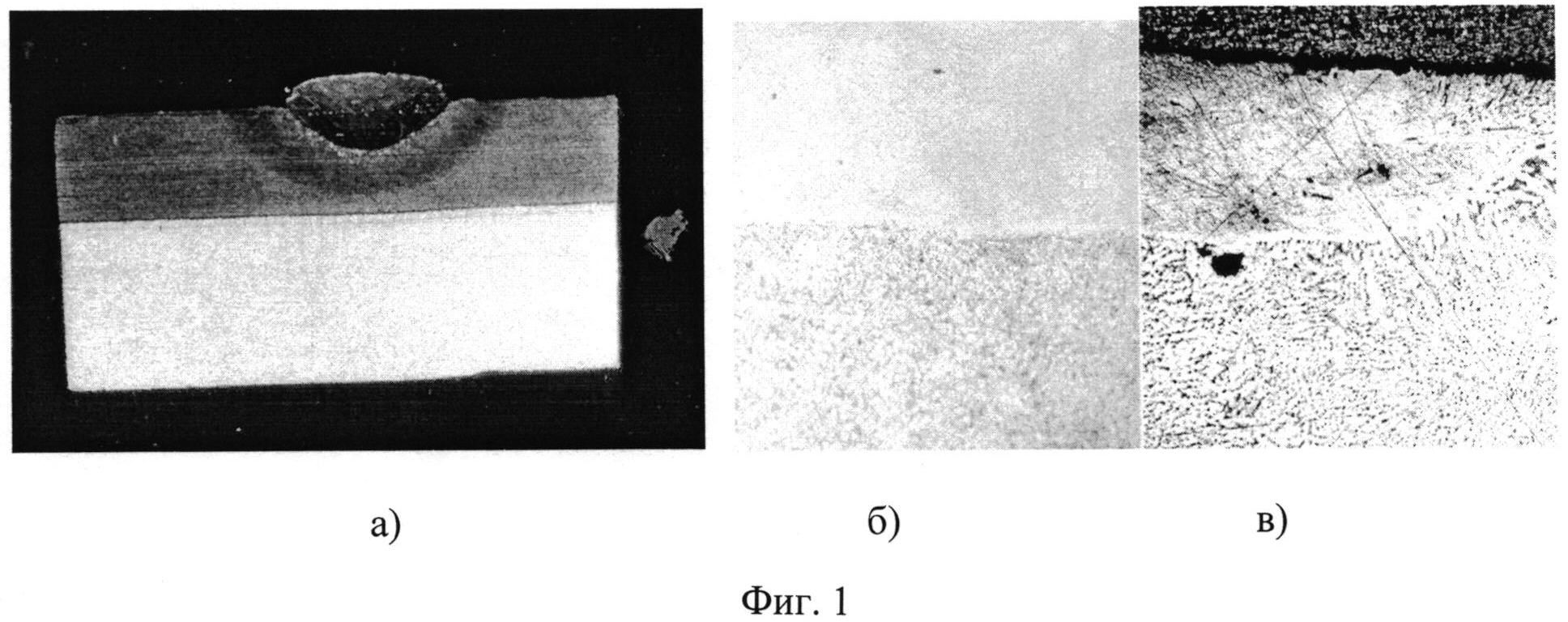
Способ импульсно-дуговой сварки плавящимся электродом алюминиевых сплавов
Износо-коррозионностойкий медно-никелевый сплав
Движительно-рулевая колонка
Способ термической обработки поковок из высокопрочной коррозионно-стойкой стали мартенситного класса
Способ индикации летчику о положении летательного аппарата относительно заданной глиссады при заходе на посадку на корабль
Устройство активной теплозащиты и модуляции аэродинамического сопротивления гиперзвукового бпла
Способ активной теплозащиты и модуляции аэродинамического сопротивления гиперзвукового летательного аппарата
Состав эпоксиполиуретанового компаунда и способ его получения
Способ получения многослойного материала
Способ получения композиционного плакированного порошка для нанесения покрытий
Индуктор для магнитно-импульсной раздачи трубчатых заготовок
Судовая электроэнергетическая установка
Лигатура для титановых сплавов
Способ получения износо-коррозионностойкого градиентного покрытия
Способ получения многослойного градиентного покрытия методом магнетронного напыления
Устройство для измерения подводного шума плавсредства и система для проверки его рабочего состояния
Способ бесконтактных измерений геометрических параметров объекта в пространстве и устройство для его осуществления
Способ изготовления конусных изделий из стеклообразного материала
Способ получения слоистого композиционного материала на основе алюминиевых сплавов и низколегированной стали
Способ разрушения ледяного покрова

