Результат интеллектуальной деятельности: ВОССТАНОВИТЕЛЬНАЯ ПЕЧЬ
Вид РИД
Изобретение
Изобретение касается восстановительной печи, в частности, для кремниевого производства в соответствии с ограничительной частью пункта 1 формулы изобретения.
Мощность восстановительных печей ограничена, в частности, в случае кремниевых печей, так как для производства металлургического кремния требуются угольные электроды (prebaked electrodes), а для производства кремния солнечного качества необходимы высокочистые графитовые электроды. Максимальный диаметр угольных электродов лежит в диапазоне 1270-1400 мм. Высокочистые графитовые электроды являются графитовыми электродами, которые дополнительно очищаются. Так как для этого графит должен пронизываться, максимальный диаметр в настоящее время ограничивается примерно до 400-450 мм, несмотря на то, что имеются в распоряжении графитовые электроды с диаметром до 800-850 мм.
Эти ограничения в случае электродов ограничивают возможные мощности кремниевых печей для металлургического кремния 25-30 мегаваттами, а для кремния солнечного качества, приблизительно, 10-12 мегаваттами.
Процесс изготовления кремния функционирует без шлаковой ванны, и величина реактивной зоны в печи кроме мощности зависит, прежде всего, от диаметра электродов и их контактной поверхности с сырьевым материалом.
Использование недорогих самоспекающихся набивных электродов (электродную пасту формуют в стальной оболочке (Casing) и лишь спекают в печи) является невозможным вследствие требуемой чистоты (железо из стальной оболочки попадает в готовое изделие).
Угольные электроды являются сравнительно дорогими, а графитовые электроды еще дороже. В обращении угольные электроды являются требовательными из-за длины, диаметра, веса и относительно небольшой прочности.
Для того чтобы теперь иметь возможность получения более высоких мощностей при одновременно более низких затратах на электроды, развивался так называемый композитный или компаудный электрод (например, типа "ELSA"). Вокруг графитового сердечника в форму вводится паста для самоспекающихся набивных электродов через жесткую оболочку и спекается с графитовым сердечником. Однако эта технология требует более затратных электродных "ветвей" с двумя устройствами для наращивания (отдельно для сердечника и собственно электрода) и дорогих графитовых электродов в качестве сердечника. Правда, из-за поверхностного эффекта лишь незначительное количество тока протекает через электрически высоко нагружаемый графитовый электрод в середине электрода, а скорее менее нагружаемую пасту для самоспекающихся набивных электродов. Таким образом, графитовый электрод используется только в малой части своей эффективной мощности.
Из DE 506303 С известен способ эксплуатации электроплавильной печи.
DE 2946588 А1 раскрывает печь для трехфазной электродуговой плавки или восстановительную печь.
Из DE 937715 С известна электрическая печь с электрической дугой или электрическая восстановительная печь.
Задачей изобретения является усовершенствование восстановительной печи относительно эффективности электродов.
Эта задача для названной в начале восстановительной печи решается в соответствии с изобретением с помощью отличительных признаков пункта 1 формулы изобретения. Посредством выполнения традиционного электрода в виде пучка из нескольких отдельных электродов могут достигаться, в частности, мощности больших электродов посредством использования меньших отдельных электродов.
Соответствующая изобретению восстановительная печь в предпочтительном детальном осуществлении может быть выполнена в виде кремниевой печи. Предпочтительно, речь может идти о печи для производства кремния солнечного качества.
В предпочтительном усовершенствовании восстановительной печи предусмотрено, что отдельные электроды соответственно имеют, по существу, круглое поперечное сечение.
Предпочтительно предусмотрено, что отдельные электроды состоят из графита, предпочтительно из высокочистого графита. Вследствие этого достигается высокая чистота кремния. В предпочтительном усовершенствовании предусмотрено, что отдельные электроды имеют диаметр не более чем приблизительно 650 мм, предпочтительно не более чем приблизительно 450 мм. Это имеет место, в частности, для использования высокочистых графитовых электродов.
В целом, при этом предпочтительно предусмотрено, что восстановительная печь имеет мощность более чем приблизительно 10 МВт, в частности более чем приблизительно 12 МВт. Такие печи становятся возможными, например, для кремния солнечного качества только с помощью соответствующих изобретению электродов.
В интересах целесообразного токораспределения отдельные электроды расположены на одной линии перпендикулярно дуге окружности. Однако в альтернативных вариантах осуществления изобретения также может выбираться другая геометрия. В частности, печь также может быть рассчитана в виде прямоугольной печи, у которой пучки электродов расположены, например, вдоль одной или нескольких параллельных прямых.
В одном возможном варианте осуществления предусмотрено, что отдельные электроды пучка электродов электрически соединены через точно одну электродную ветвь.
Однако в одном альтернативном к этому варианте осуществления отдельные электроды пучка электродов могут быть также соединены с отдельными электродными ветвями, вследствие чего могут достигаться более высокие мощности и незначительные электродные токи.
В общем, предпочтительно может быть предусмотрено, что отдельные электроды пучка электродов выполнены с возможностью вывода из корпуса печи отдельно друг от друга.
В одном предпочтительном усовершенствовании изобретения предусмотрено, что пучок электродов может вращаться или колебаться вокруг собственной центральной точки. Вследствие этого предотвращается образование корки на поверхности шихты. В целом, обычно корпус печи может передвигаться относительно электродов, например поворачиваться. Альтернативно или дополнительно к этому, электроды также могут быть расположены с возможностью перемещения.
Дальнейшие преимущества и отличительные признаки следуют из нижеописанных примеров осуществления, а также из зависимых пунктов формулы изобретения.
Ниже примеры осуществления изобретения описываются и более подробно поясняются на основании прилагаемых чертежей.
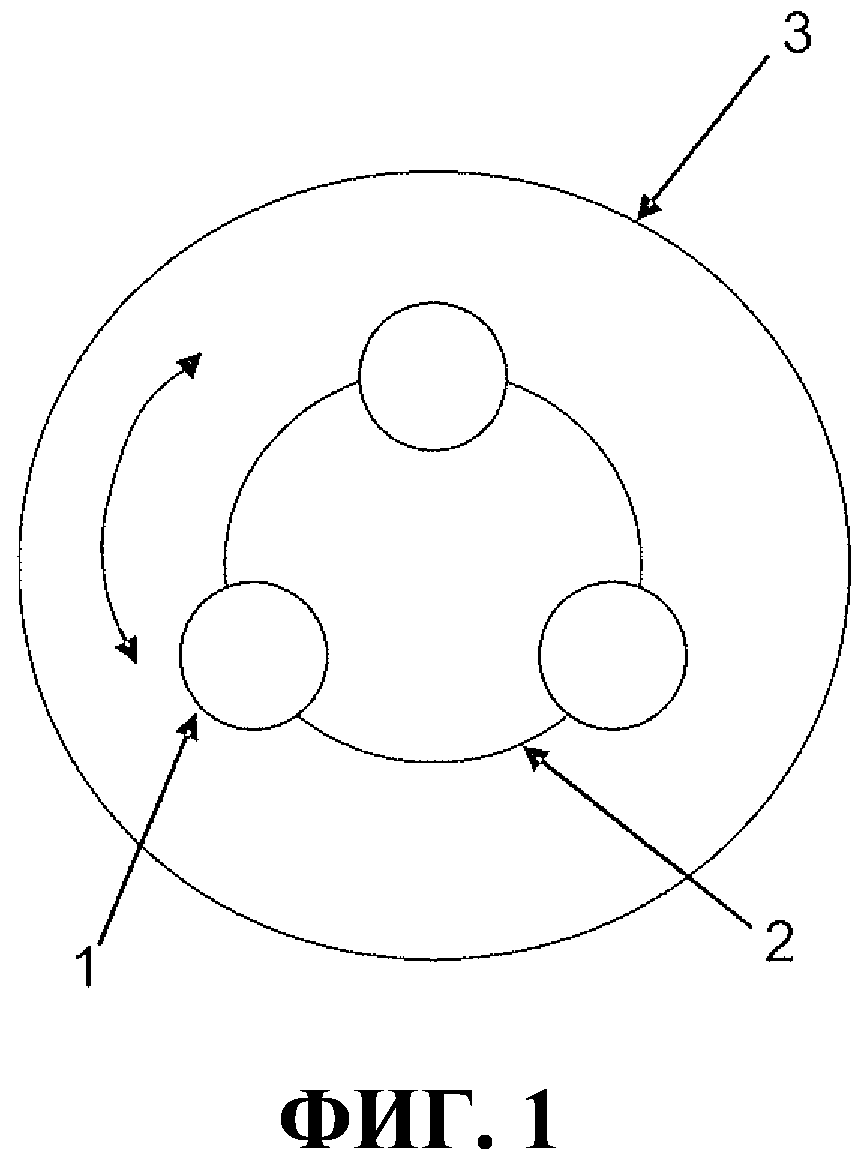
Фиг.1 показывает схематичный вид сверху на восстановительную печь согласно уровню техники.
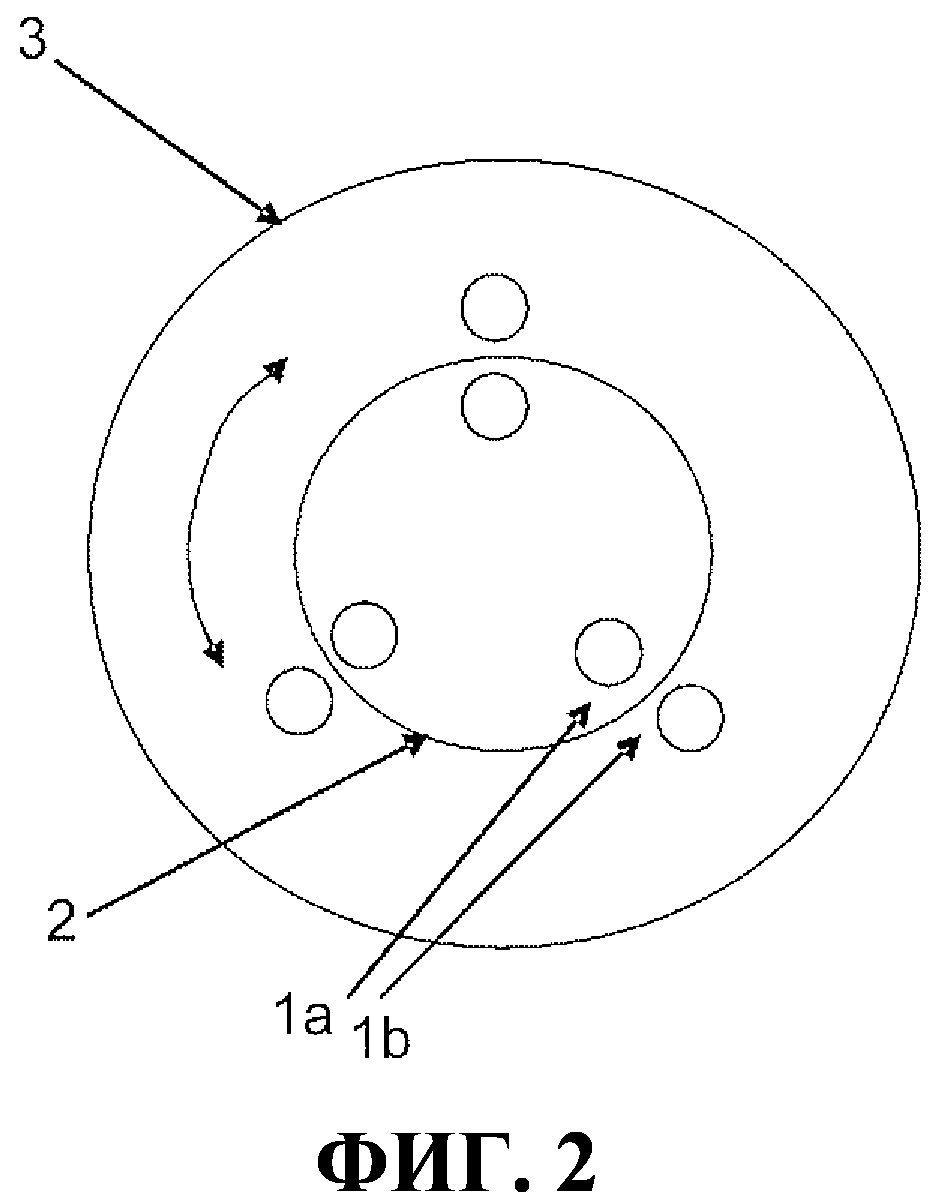
Фиг.2 показывает схематичный вид сверху на соответствующую изобретению восстановительную печь.
Предпочтительный пример осуществления изобретения: двойной электрод.
В данном примере осуществления, соответственно вместо композитного электрода 1 большего диаметра, предусмотрены по меньшей мере два (или в зависимости от устройства коммутации даже больше) графитовых электрода 1а, 1b меньшего диаметра. Расположение осуществляется в круглом корпусе печи на одной линии, исходящей от центра печи, друг за другом и под прямым углом к диаметру делительной окружности электродов. Внешний край внешнего электрода 1а и внутренний край внутреннего электрода 1b расположены идеальным образом соответственно, но не обязательно, немного вне края сравнительно большего электрода 1. Между обоими электродами 1а, 1b находится свободное пространство. Два (или более) электродов 1а, 1b могут выполняться соединенными либо с полностью разъединенными электродными ветвями, либо посредством только одной электродной ветви. Так, в осуществлении с разъединенными электродными ветвями могут компенсироваться по-разному израсходованные электроды, а также отдельные электроды могут выводиться из активной области печи.
Электродные пары 1а, 1b или, соответственно, пучки электродов могут быть расположены с распределением по делительной окружности. В круглой трехфазной печи имеются, как правило, три электродные пары или, соответственно, пучка электродов.
В качестве опции, возможно, что в зависимости от требований технологического процесса электродные пары 1а, 1b или, соответственно, пучки электродов вращаются или колеблются вокруг своей собственной условной центральной точки (примерно на делительной окружности), то есть что в этом случае при необходимости мог бы вращаться не только корпус 3 печи, но и более того электродные пары или, соответственно, пучки электродов 1а, 1b ("вращающаяся электродная ветвь"). Это с помощью сравнительно легких электродных ветвей может быть реализовано проще, чем с помощью тяжелых ветвей. Таким образом, предотвращалось бы, например, образование корки на поверхности шихты.
Таким образом
- возможная допустимая нагрузка по току графитовых электродов может использоваться полностью;
- в распоряжение предоставлен периметр ДВУХ электродов с выгодным распределением для перехода тока;
- электроды могут располагаться так, что реакционная камера несмотря на малый диаметр электродов является достаточно большой и подовый объем наполняется по желанию, но без отказа от защитных интервалов до стенок корпуса;
- электродные ветви/электродная ветвь могут значительно легче выполняться, так как вес электродов значительно меньше;
- электроды с меньшими затратами могут быстрее перемещаться;
- эксплуатационные расходы могут снижаться;
- манипулирование может упрощаться (только тип электродов, никакая паста не добавляется);
- достигается незначительное потребление энергии, так как графитовые электроды имеют собственное сопротивление менее 80%, чем угольные электроды или же самоспекающиеся набивные электроды. По сравнению с композитным электродом преимущество составляет примерно 50%. Относительно полного потребления энергии это составляет приблизительно 3-5%;
- подовое сопротивление может повышаться в зависимости от коммутации, что приводит к меньшим величинам трансформаторов, а также к меньшему потреблению энергии. Или может достигаться повышение мощности при заданных параметрах;
- имеется и может очень вариабельно осуществляться в остальном зачастую обычная установка электродов по делительной окружности;
- в зависимости от коммутации через различные подводы мощности может осуществляться также тип "электродинамическая установка по делительной окружности", т.е., например, больший подвод энергии через внутренний или меньший внешний электрод.
Изготовление кремния солнечного качества в мощных печах (приблизительно больше 10 МВт) ввиду особого ограничения диаметра из-за требуемой очистки графитовых электродов становится возможным только лишь с помощью двойных электродов.
Так как кремниевые печи предпочтительно выполняются вращательно колебательно, то определенное уменьшение реакционной камеры в некоторой степени может учитываться в направлении делительной окружности. То есть реакционная камера вместо идеальной круглой формы должна была принимать скорее слегка овальную форму, таким образом, они посредством вращательного движения снова выравниваются, т.е. реакционные камеры таким образом вновь связываются.
Другие отличительные признаки:
Из-за упомянутого ограничения максимального диаметра, до которого могут достаточно очищаться графитовые электроды для изготовления кремния солнечного качества (в настоящее время приблизительно 400 мм), для производства кремния солнечного качества с более высокой мощностью (больше приблизительно 10 МВт) обязательно требуется концепция с большим количеством электродов. SAF для кремния солнечного качества с двойными электродами здесь исключает шестиэлектродные прямоугольные печи или неопробированные конструктивные формы.
Описанный двойной электрод является более легким:
Метр 1700 композитного электрода весит приблизительно 3,4 т.
Метр двух 600 графитовых электродов весит только приблизительно 0,95 т.
В случае малых печей до приблизительно 5-10 МВт могут объединяться оба электрода (т.е. необходимы два контактных электрода и только одно устройство для наращивания электродов).
В случае больших печей предусмотрено два отдельных устройства для наращивания электродов, правда, в легком выполнении.
Электрическая коммутация может осуществляться как в случае трехэлектродных - SAF. Однако альтернативно коммутация также возможна по аналогии с шестиэлектродной прямоугольной печью. Вследствие этого возможно положительное влияние на электродный ток и подовое сопротивление, так что могут реализовываться более высокие, например 15%, мощности или более низкие электродные токи.
В идеале, эта технология подходит для всех процессов, которые не подходят для недорогих самоспекающихся набивных электродов. Но принципиально все процессы могут эксплуатироваться с этой электродной технологией, а не только SAFы для кремния или кремния солнечного качества.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
|
Устройство для охлаждения валков
Способ и установка для изготовления металлической полосы
Устройство для охлаждения валков
Опорный узел прокатного валка
Способ для извлечения металла из содержащего металл шлака, а также устройство для извлечения металла
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины
Способ и устройство для динамического снабжения охлаждающим средством охлаждающего устройства для охлаждения металлической полосы или подобного прокатываемого изделия
Способ и устройство для охлаждения поверхностей в разливочных агрегатах, прокатных агрегатах или других линиях обработки полосы
Система барабанных ножниц
Устройство для прокатки, в частности клеть для асимметричной прокатки
Способ и устройство для охлаждения валков
Устройство обнаружения для металлических полос или листов
Опорный ролик
Способ для открытия и закрытия выпускного отверстия металлургической плавильной емкости
Устройство для охлаждения валков
Способ и установка для изготовления металлической полосы
Устройство для охлаждения валков
Опорный узел прокатного валка
Способ для извлечения металла из содержащего металл шлака, а также устройство для извлечения металла
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины

