Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ДЛЯ КОРПУСОВ МАЛОГАБАРИТНЫХ ФАЗОВРАЩАТЕЛЕЙ ИЗ ФОЛЬГИ
Вид РИД
Изобретение
Изобретение относится к способу изготовления деталей для изделий, используемых в радиоэлектронной технике, в частности для изготовления корпусов малогабаритных фазовращателей из медной или титановой фольги.
Известен способ получения деталей для изделий из фольги методом вырубки с помощью штампов (Романовский В.П. Справочник по холодной штамповке. - 6-е изд., перераб. и доп. - Л.: Машиностроение. Ленингр. отд-ние, 1979. - 520 с.). Однако применение данного способа не обеспечивает высокую точность изготовления изделий, что недопустимо по условиям работы изделия.
Известен способ изготовления деталей из алюминиевой фольги (RU №2246383 C1, В23Н 1/00, 9/00, опубл. 20.02.2005 г.), заключающийся в том, что между заготовками из фольги, собираемыми и закрепляемыми с помощью обкладок из листового металла, размещают конденсаторную бумагу, отделяя каждый слой фольги друг от друга, а процесс обработки кромки деталей ведут с помощью проволочного электрода, запитанного импульсным напряжением с микросекундой длительностью импульса.
Недостаток способа заключается в том, что процесс является трудоемким и часто приводит к возникновению брака (деформации и разрушению деталей) вследствие приложения механических воздействий для их очистки.
Наиболее близким по заявленному техническому решению является «Способ изготовления деталей из фольги» (RU 2381878 С1, МПК В23Н 9/00, опубл. 20.02.2010 г.), включающий сборку в пакет заготовок из фольги с формированием между ними разделительных слоев. Далее производят закрепление заготовок в пакете с помощью обкладок из листового металла, электроэрозионную обработку изготавливаемых деталей по кромкам в пакете с помощью проволочного электрода и разделение пакета на фольговые детали. Разделительные слои при сборке пакета формируют нанесением мелкодисперсного порошка диэлектрика на поверхность каждой заготовки из фольги.
Недостатком способа является сложная технология. На заготовки из фольги наносят слой мелкодисперсного диэлектрика - порошка аэросила путем поочередного их помещения в емкость, заполненную данным диэлектриком. Обработанные таким образом заготовки собирают в пакет (по 10-12 штук в пакете) между двумя обкладками из листовой латуни толщиной 2…2,5 мм, который фиксируют с помощью крепежных элементов - заклепок, устанавливаемых по контуру пакета. Данные крепежные элементы обеспечивают электрический контакт между обрабатываемыми заготовками и обкладками. В пакете выполняют отверстия в зонах щелевых излучающих пазов и в зоне внешней кромки детали. Электроэрозионную обработку начинают проводить, формируя щелевые излучающие пазы, пропуская электрод-проволоку в отверстия, расположенные в данных зонах, запитывая его импульсным напряжением с микросекундной длительностью импульса. После выполнения операций по формированию излучающих пазов проводят электроэрозионную обработку по внешнему контуру. Разделяют пакет на отдельные части, устанавливают их в приспособление этажерочной конструкции, которое помещают в среду барботируемого водного раствора с синтетическим моющим средством МС-8 на 1-2 минуты, после чего промывают в проточной воде.
Техническим результатом предлагаемого изобретения является повышение качества изготавливаемых деталей для корпусов малогабаритных фазовращателей путем исключения дефектов изготовления, упрощение технологии их изготовления.
Способ изготовления деталей для корпусов малогабаритных фазовращателей из фольги включает сборку пакета с формированием разделительных слоев.
Новым в предлагаемом способе является выполнение пакета из фольги и полимерной подложки, внутренние поверхности которых покрывают антиадгезионной смазкой П-126, далее осуществляют сушку при температуре (25±10)°C в течение не менее 40 минут, затем на покрытую антиадгезионной смазкой поверхность полимерной подложки наносят клеевую композицию состава, мас.ч.:
|
затем укладывают на нанесенную клеевую композицию металлическую фольгу, выравнивают валиком, прокатывая его по поверхности фольги, сушат при температуре (25±10)°C в течение 24 часов, фрезеруют детали из металлической фольги на полимерной подложке и производят демонтаж полученных деталей из фольги с полимерной подложки. Клеевая композиция готовится следующим образом: олигодиенуретанэпоксид - каучук ПДИ нагревают до температуры (70±10)°C и смешивают с остальными компонентами в количествах, соответствующих рецептуре.
На чертеже представлено графическое изображение предлагаемого способа, где
1 - полимерная подложка;
2 - металлическая фольга;
3 - деталь из металлической фольги;
4 - антиадгезионная смазка П-126;
5 - клеевая композиция.
Реализация предлагаемого способа изготовления деталей для корпусов малогабаритных фазовращателей из фольги может быть пояснена на следующих примерах изготовления этих деталей.
Пример 1. Внутренние поверхности медной фольги и полимерной подложки покрывают антиадгезионной смазкой марки П-126, сушат при температуре 25°C в течение 40 минут, затем на покрытую антиадгезионной смазкой поверхность полимерной подложки наносят клеевую композицию состава, мас.ч.:
|
укладывают на нанесенную клеевую композицию медную фольгу, выравнивают валиком, прокатывая его по поверхности фольги, сушат при температуре 25°C в течение 24 часов, фрезеруют детали из медной фольги на полимерной подложке и производят демонтаж полученных деталей из фольги с полимерной подложки с помощью пинцета.
Пример 2. Внутренние поверхности титановой фольги и полимерной подложки покрывают антиадгезионной смазкой марки П-126, сушат при температуре 30°C в течение 40 минут, затем на покрытую антиадгезионной смазкой поверхность полимерной подложки наносят клеевую композицию состава, мас.ч.:
|
укладывают на нанесенную клеевую композицию титановую фольгу, выравнивают валиком, прокатывая его по поверхности фольги, сушат при температуре 25°C в течение 24 часов, фрезеруют детали из медной фольги на полимерной подложке и производят демонтаж полученных деталей из фольги с полимерной подложки, например, ланцетом.
Пример 3. Внутренние поверхности медной фольги и полимерной подложки покрывают антиадгезионной смазкой марки П-126, сушат при температуре 35°C в течение 40 минут, затем на покрытую антиадгезионной смазкой поверхность полимерной подложки наносят клеевую композицию состава, мас.ч.:
|
укладывают на нанесенную клеевую композицию медную фольгу, выравнивают валиком, прокатывая его по поверхности фольги, сушат при температуре 25°C в течение 24 часов, фрезеруют детали из медной фольги на полимерной подложке и производят демонтаж полученных деталей из фольги с полимерной подложки.
Указанный диапазон смолы ЭД-20 и каучука ПДИ-3АК, взятых в соотношении 1:1, обеспечивает оптимальную структуру и эластичность клея для фрезерования. При уменьшении количества Лапроксида 301Б клей вязкий, не обеспечивается тонкая однородная пленка, при увеличении - не достигается полного отверждения. Увеличение количества смолы Л-20 сокращает жизнеспособность клея и не дает возможности получить тонкую однородную пленку клея. С уменьшением количества смолы Л-20 клей не отверждается.
Предложенный способ позволяет изготавливать детали для корпусов малогабаритных фазовращателей из металлической фольги, исключая образование дефектов, с высокой точностью без использования специального оборудования. Таким образом, упрощается технология изготовления деталей из фольги для корпусов малогабаритных фазовращателей.
Способ изготовления деталей для корпусов малогабаритных фазовращателей из фольги, включающий сборку пакета и формирование разделительных слоев, отличающийся тем, что пакет выполняют из металлической фольги и полимерной подложки, внутренние поверхности которых покрывают антиадгезионной смазкой П-126, сушат при температуре (25±10)°C в течение не менее 40 мин, затем на покрытую антиадгезионной смазкой поверхность полимерной подложки наносят клеевую композицию, укладывают на нее металлическую фольгу, выравнивают валиком путем прокатывания его по поверхности металлической фольги, сушат при температуре (25±10)°C в течение 24 ч, фрезеруют на полимерной подложке детали и производят демонтаж полученных деталей с полимерной подложки, при этом клеевую композицию используют в следующем составе, мас.ч.: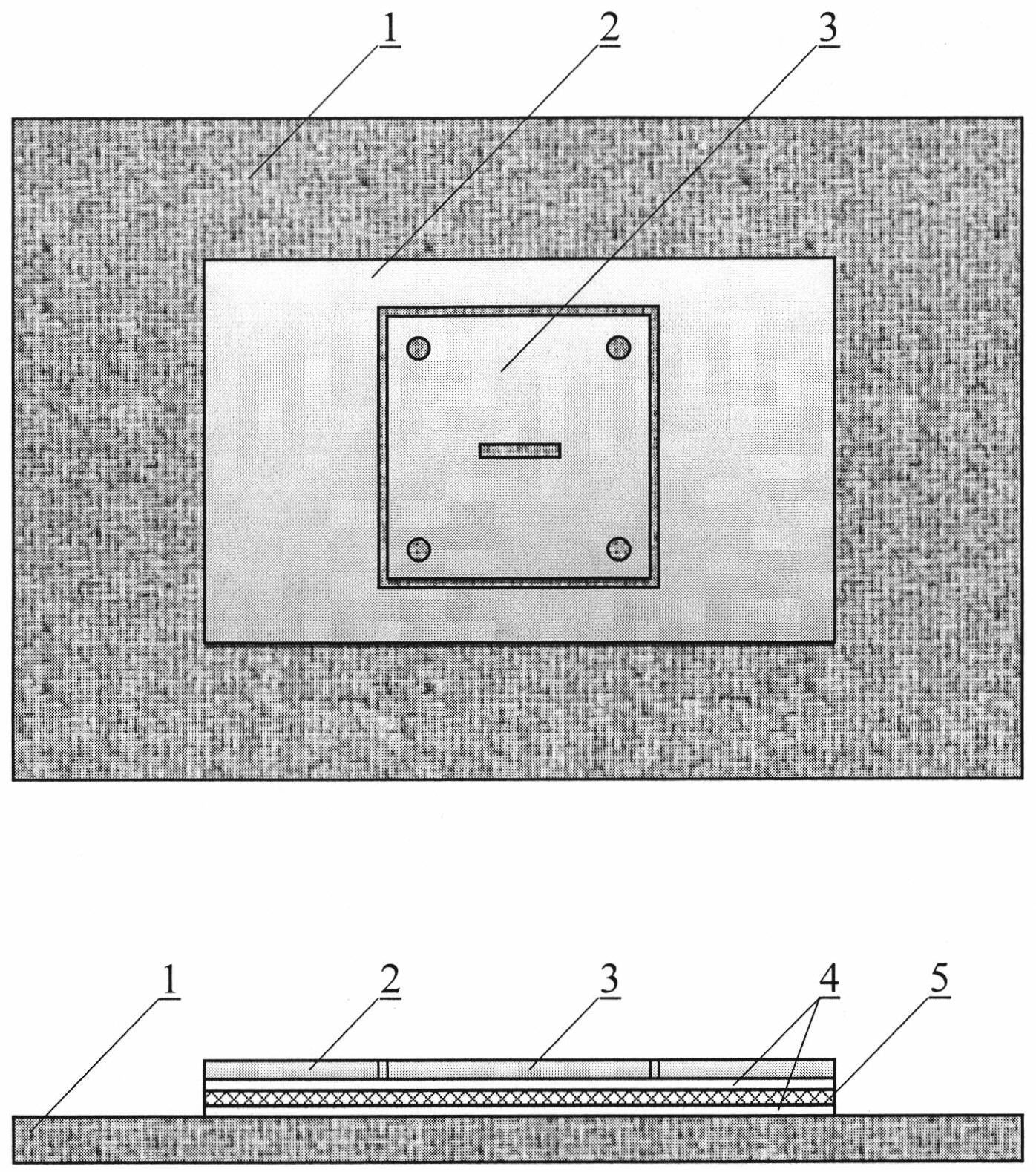
Многофункциональная радиолокационная станция обнаружения целей, подсвета сопровождаемых целей и наведения ракет зенитно-ракетного комплекса средней дальности действия
Компаунд для герметизации электрорадиотехнических изделий и способ его получения
Лаковая композиция и способ получения защитного лакового покрытия на устройствах из алюминиевых сплавов
Компактный полигон для измерения характеристик различных антенных систем
Самолетная антенная решетка
Волноводная нагрузка
Многоканальный делитель мощности
Быстроразъемное соединение трубопроводов
Радиоэлектронный герметичный блок
Волноводная нагрузка высокой мощности
Уплотнительное кольцо

