Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ КАТУШКИ
Вид РИД
Изобретение
Предлагаемый способ относится к электротехнике и может быть применен при изготовлении катушек индуктивности, например обмоток трансформаторов или дросселей, соленоидов и других электротехнических изделий, имеющих в своем составе обмотки, наматываемые на каркас или сердечник.
Известны способы изготовления электротехнических катушек, при которых на каркас или сердечник наматывают в несколько слоев изолированную проволоку и после намотки каждого слоя дополнительно изолируют эти слои друг от друга несколькими слоями изоляционной ленты и производят вакуумно-нагнетательную пропитку намотанной катушки термореактивным лаком (см., например, патент RU 2387066 «Способ изготовления катушек электродвигателя». МПК H02K 15/12 от 19.05.2008 г.). Известные способы обеспечивают достаточно высокое качество межвитковой и межслойной изоляции обмоток, однако обладают высокой трудоемкостью и требуют затрат изолирующих материалов.
Известен также способ изготовления катушки индуктивности (патент RU 2333561, МПК H01F 27/28 от 11.12. 2006 г.), который принят за прототип. По прототипу в один или в несколько слоев на катушку наматывают последовательные спиралеобразные витки проволоки или ленты, выполненной из металла вентильной группы или его сплава. Изоляционное покрытие проволоки или ленты формируют путем микродугового оксидирования ее поверхности в ванне с электролитом при ее последовательном наматывании на оправку, выполненную из диэлектрического материала.
Способ по прототипу обеспечивает высокую прочность как межвитковой, так и межслойной изоляции и резко снижает трудоемкость процесса изготовления катушки, поскольку исключает операции по нанесению изоляции на проволоку или ленту до ее намотки и межслойной изоляции после намотки. Эти операции осуществляются в процессе намотки. Кроме того, отпадает необходимость в изоляционных материалах, их роль выполняют оксиды металла проволоки, образующиеся в результате микродугового оксидирования. Однако в процессе намотки катушки по прототипу межвитковую изоляцию наносят на поверхность проволоки, когда она укладывается в виде слоя обмотки на каркас или на предыдущий слой. При этом оксиды из электролита будут ложиться на поверхность проволоки не равномерно. Нижняя часть поверхности витка проволоки будет плотно контактировать с каркасом или с предыдущим слоем, а боковые части поверхности - с соседними витками. Образование оксидов с этих сторон будет затруднено и может оказаться неравномерным. Это понизит качество межвитковой изоляции. Наилучшие условия образования оксидов могут быть только на поверхности слоя обмотки. Поэтому при способе по прототипу надежной можно считать только межслойную изоляцию. Кроме того, при способе по прототипу контролируют качество полученной изоляции только после окончания процесса намотки проволоки, что увеличивает трудоемкость и не позволяет оперативно корректировать параметры режима нанесения изоляции на поверхность проволоки.
Техническим результатом предлагаемого способа изготовления электротехнических катушек является повышение качества межвитковой изоляции их обмоток.
Сущность предлагаемого способа заключается в том, что на каркас или на сердечник из неэлектропроводного материала наматывают проволоку или шину из материала вентильной группы. На проволоке или шине образуют в процессе намотки микродуговым оксидированием слой изоляции. Намотку проволоки производят в ванне с электролитом. В отличие от прототипа перед намоткой проволоку пропускают через помещенную в ванну с электролитом трубку, выполненную из электропроводного материала. Трубку и проволоку подключают к разным полюсам источника переменного тока. Проволоку подключают также к одному из полюсов второго источника переменного тока. Другой полюс второго источника подключают к ванне с электролитом. Внутренний диаметр трубки определяют из выражения: dтр=dпр+(2…30) мм, где dпр - диаметр наматываемой проволоки или ширина шины. В конце процесса намотки катушки при фиксированном напряжении измеряют силу тока в цепи второго источника и по результатам измерения судят о качестве полученной изоляции.
Применение предлагаемого способа позволит повысить качество изоляции, нанесенной на проволоку в процессе намотки катушки, поскольку межвитковая изоляция в виде оксидов в этом случае будет нанесена, когда проволока находится внутри трубки, не соприкасаясь с другими поверхностями, и слой оксидов в процессе микродугового оксидирования будет создаваться на ней, равномерно распределяясь по ее поверхности. Это обеспечит повышение качества межвитковой изоляции. В процессе намотки проволоки на каркас будут так же, как и при способе по прототипу, залечиваться трещины в оксидном слое на поверхности проволоки, возникающие при ее изгибах, а также формироваться межслойная изоляция. Информация о качестве изоляции, получаемая в конце процесса намотки катушки путем измерения силы тока в цепи второго источника, позволит судить о качестве изоляции и о времени, необходимом для завершения процесса, а также в случае необходимости своевременно скорректировать параметры процесса. Это так же будет способствовать повышению качества изоляции.
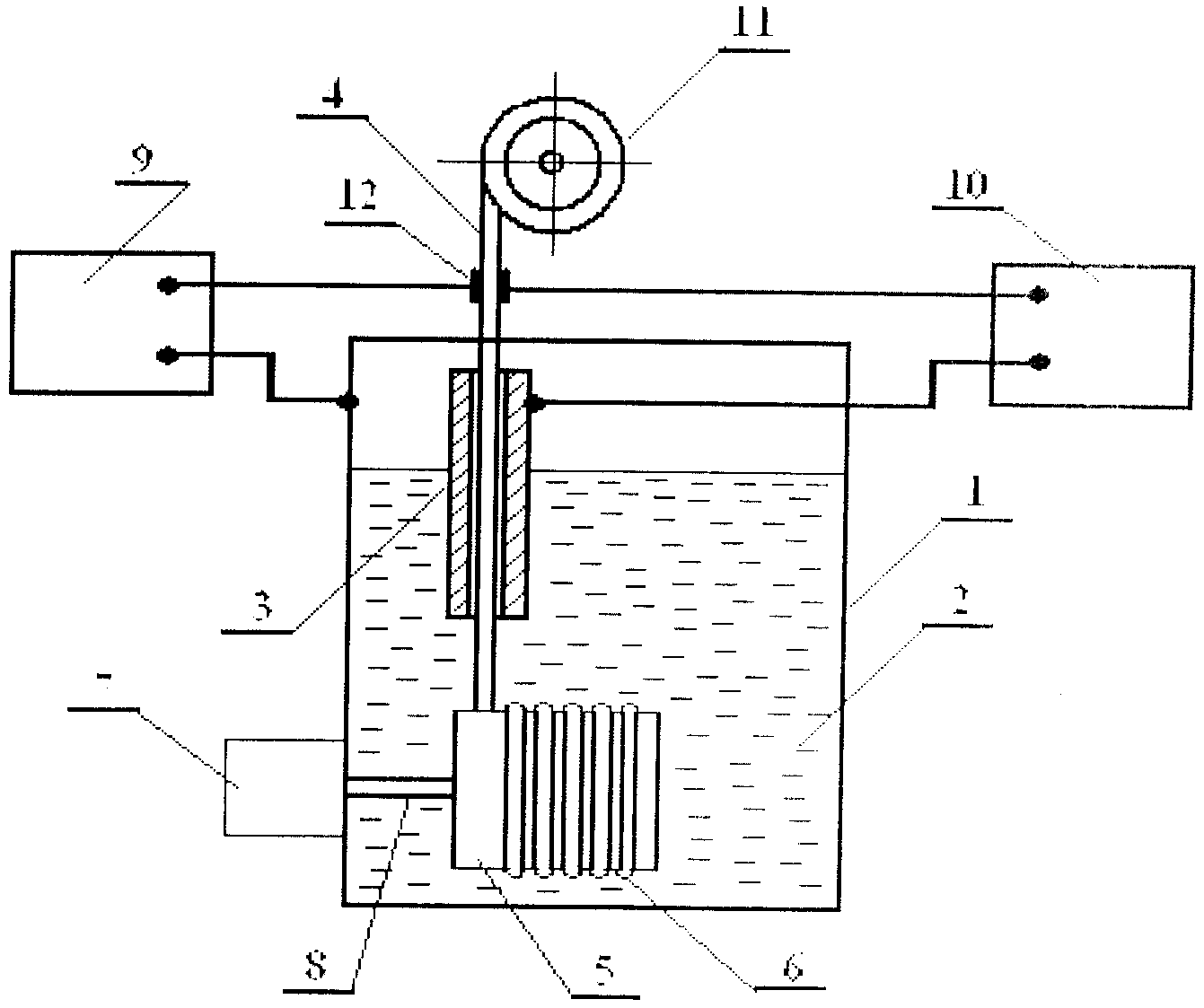
Изобретение иллюстрируется чертежом, где показана схема предлагаемого процесса изготовления электротехнической катушки.
Предлагаемый способ осуществляется следующим образом.
В электролит 2, залитый в ванну 1, помещают трубку 3, выполненную из электропроводного металла. Под трубкой 3 размещают каркас 5 электротехнической катушки, механически соединенный осью 8 с приводом вращения катушки. Проволоку 4, выполненную из металла вентильной группы, пропускают через трубку 3.
Конец проволоки 4 закрепляют на каркасе 5. Проволоку 4, намотанную на кассету 11, подключают к источникам 9 и 10, например, через скользящий контакт 12. Второй полюс источника тока 10 подключают к трубке 3, а второй полюс источника тока 9 подключают к корпусу ванны 1. При включении источников переменного тока 9 и 10 начинается процесс микродугового оксидирования, в результате которого на проволоке 4 образуется равномерно распределенный по ее поверхности слой оксида металла, выполняющий роль электроизоляции. Диаметр отверстия в трубке 3 выбирают из выражения dтр=dпр+(2…30) мм, где dпр - диаметр наматываемой проволоки 4. При dтр<dпр+2 мм зазор между внутренней поверхностью трубки 3 и поверхностью проволоки 4 становится малым и появляется возможность касаний проволокой 4 трубки 3. Это может привести к коротким замыканиям цепи источника тока 10, что вызовет неравномерность толщины оксидного покрытия, получаемого в процессе микродугового оксидирования. При dтр>dпр+30 мм чрезмерно большой зазор между проволокой 4 и трубкой 3 может уменьшить плотность тока, протекающего между их поверхностями вследствие рассеяния тока, что снизит производительность процесса и потребует увеличения мощности источника 10.
При включении привода 7 каркас 5 катушки начинает вращаться и одновременно перемещаться поступательно вдоль своей оси, происходит наматывание проволоки 4, изолированной оксидом, на каркас 5, образуется слой катушки 6. В случае необходимости намотки нескольких слоев привод 7 может быть снабжен любым известным механизмом реверса продольного перемещения каркаса 5, который применяется при намотке катушек традиционными способами.
Предварительная изоляция проволоки 4 до навивки ее на каркас 5 обеспечивает равномерность толщины слоя оксида на ее поверхности, что, в отличие от прототипа, повышает качество электротехнической катушки.
В процессе намотки катушки 6 на каркас 5 процесс микродугового оксидирования (МДО) происходит как внутри трубки 3 между поверхностями этой трубки и проволоки, так и на поверхности слоев катушки 6. Назначение процесса МДО внутри трубки 3 - создание на поверхности проволоки 4 равномерного слоя изоляции. Этот процесс обеспечивается источником переменного тока 10. Назначение процесса МДО на поверхности слоя катушки 6 - создание межслойной изоляции, а также залечивание дефектов типа трещин в предварительно нанесенной на проволоку 4 изоляции, которые могут образовываться в результате деформации проволоки 4 при ее намотке на каркас 5. Этот процесс требует повышенных затрат электроэнергии, и поэтому он обеспечивается источником переменного тока 9 повышенной мощности. Подачу проволоки после окончания процесса ее намотки на каркас 5 прекращают, проволоку отрезают от кассеты 11 и отключают источник тока 10. Однако процесс МДО от источника 9 некоторое время продолжают. Продолжительность этого процесса определяют, измеряя силу тока в цепи источника тока 9.
По результатам измерений судят о качестве полученной изоляции и о возможности прекращения процесса изготовления катушки. Длительность этого этапа изготовления катушки зависит от ряда факторов: от состава электролита, от материала, из которого изготовлена проволока 3, от размеров и конструкции изготавливаемой катушки, от требуемой производительности, от значений параметров процесса МДО и т.д. Поэтому для каждого конкретного случая заранее определяют величину силы тока в цепи источника 9, свидетельствующую о достижении достаточного качества изоляции изготовленной катушки. Эту величину принимают за эталон для данного конкретного случая.
Предлагаемый способ может быть осуществлен с помощью известных в технике средств. Для его осуществления может быть применено любое известное оборудование, применяемое обычно для микродугового оксидирования: ванна 1, выполненная, например, из нержавеющей стали и снабженная системами вентиляции, барботирования и охлаждения электролита и источники переменного тока, применяемые обычно при МДО. Для процесса МДО могут применяться также любые известные электролиты, обеспечивающие возможность МДО металла, из которого изготавливается обмотка данной электротехнической катушки. Трубка 3 может быть изготовлена с помощью известного оборудования, например токарного станка, из материала, стойкого относительно применяемого электролита, например из нержавеющей стали. В качестве привода 7 для вращения и поступательного перемещения каркаса 5 в процессе намотки катушки 6 может быть использован любой известный электромеханический привод, применяемый для изготовления катушек из изолированной проволоки. Ввод перемещений через стенку ванны 1 может быть осуществлен с помощью оси 8 через известные уплотнения. Кассетой 11 может служить кассета или барабан, на котором проволоку поставляют с завода-изготовителя. Подключение источников тока 9 и 10 к проволоке 4 осуществляют с помощью известного меднографитового скользящего контакта, который применяют обычно для щеток электродвигателей.
Таким образом, предлагаемый способ изготовления электротехнических катушек обеспечивает получение положительного результата, заключающегося в повышении качества катушек. Способ может быть осуществлен с помощью известных в технике средств. Следовательно, предлагаемый способ обладает промышленной применимостью.
Способ испытаний по оценке совершенства процессов подготовки и сгорания топливной смеси в тепловых двс
Защитное оксидное покрытие магниевых сплавов
Износостойкое оксидное покрытие алюминиевых сплавов
Защитное оксидное покрытие магниевых сплавов
Износостойкое оксидное покрытие алюминиевых сплавов
Способ получения металлического порошка
Способ гибридной обработки магниевых сплавов

