Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПРОКАТА ИЗ ВЫСОКОПРОЧНОЙ ХЛАДОСТОЙКОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть применено для получения штрипсов с категорией прочности К60 (Х70), используемых при строительстве магистральных нефтегазопроводов.
Известен способ производства штрипсов для нефтегазопроводных труб, включающий выплавку стали следующего химического состава: 0,08-0,13%С; 0,50-0,70% Mn; 0,40-0,65% Si; 0,05-0,09% V; 0,015-0,040% Nb; 0,01-0,03% Ti; 0,02-0,05% Al; N≤0,008%; Cr≤0,3%; Ni≤0,3%; Cu≤0,2%; S≤0,005%; P≤0,015%; Fe - остальное, при выполнении соотношений: Сэ=C+Mn/6+(Cr+V+Ti)/5+(Cu+Ni)/15≤0,39%, а также Рсм=C+(Mn+Cr+Cu)/20+Si/30+Ni/15+V/10≤0,24%, непрерывную разливку в слябы, нагрев слябов до температуры 1190-1250°С, горячую прокатку с температурой окончания 820-870°C, охлаждение водой до температуры 500-580°C, смотку штрипсов в рулоны и их охлаждение со скоростью 5-20°C/ч до температуры не выше 100°C, слябы разливают (Патент РФ №2348703, МПК C21D 8/04, C22C 38/42, C22C 38/46, 2009).
Недостатки известного способа состоят в том, что представленный химический состав и температурные режимы производства металлопроката обеспечивают получение в металлопрокате преимущественно феррито-перлитной микроструктуры, что обеспечивает более низкий класс прочности, что ограничивает применение металлопроката и повышает металлоемкость трубопроводов в виду повышения толщины стенок труб.
Наиболее близким по своей сущности и достигаемым результатам к предлагаемому изобретению является способ производства штрипсов в рулонах, включающий изготовление слябов из стали с преимущественно феррито-бейнитной (перлитной) микроструктурой, содержащей 0,015÷0,090% С; 1,2÷1,8% Mn; 0,1÷0,5% Si; 0,01÷0,10% Nb; 0,01÷0,07% Al; Мо≤0,3%; Cr≤0,3%; Ni≤0,3%; Cu≤0,3%; V≤0,12%; S≤0,010%; P≤0,015%; 0,003÷0,012% N; Fe - остальное, их нагрев до температуры аустенитизации, черновую прокатку, последующее охлаждение раскатов до температуры 920÷980°C, чистовую горячую прокатку с суммарным обжатием не менее 65% и температурой конца прокатки выше Ar3, ускоренное охлаждение штрипса водой за два этапа, причем вначале со скоростью 5÷8°C/с до температуры 580÷620°C, а затем со скоростью 0,5÷1,5°C/с до температуры смотки 500÷600°C, смотку штрипса в рулоны, охлаждение рулонов со скоростью 5÷20°C/ч (Патент РФ 2436848, МПК C21D 8/02, C22C 38/20, 20.12.2011).
Недостатки известного способа состоят в том, что технология и указанный химический состав обеспечивают получение углеродного эквивалента не более 0,43%, что ухудшает свариваемость металлопроката, ограничивает способы сварки. Известная технология производства металлопроката направлена на получение преимущественно феррито-бейнитной микроструктуры, что при наличии ликвации в литой заготовке приводит к ухудшению Z свойств в металлопрокате, повышает температуру перехода в хрупкое состояние.
Технический результат изобретения - разработка технологии производства проката толщиной до 20 мм класса прочности Х70 (К60), обеспечивающего хладостойкость при температурах до -20°C, определяемую количеством волокнистой составляющей (ИПГ), и улучшенную свариваемость.
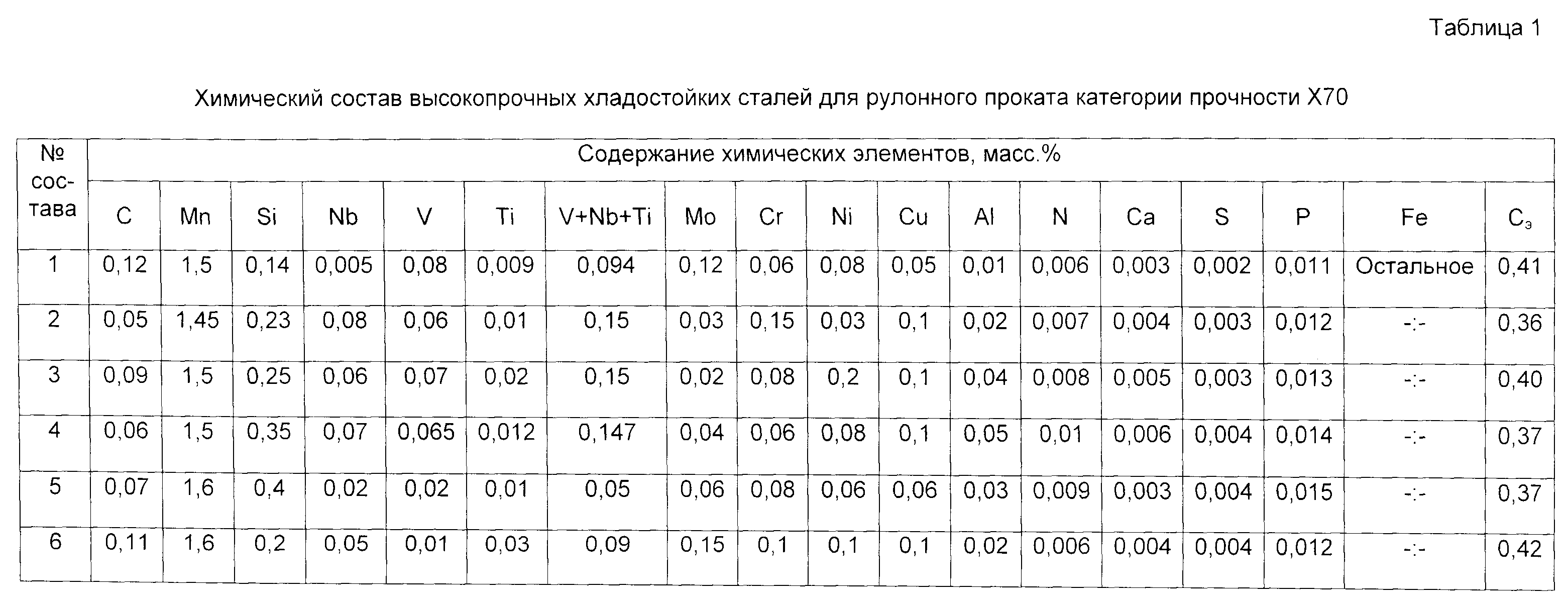
Технический результат достигается тем, что в способе производства рулонного проката в способе производства рулонного проката толщиной 8-20 мм из высокопрочной хладостойкой стали с преимущественно феррито-бейнитной (перлитной) микроструктурой, включающем выплавку стали, непрерывную разливку, нагрев сляба, прокатку на непрерывном широкополосном стане горячей прокатки в черновой и чистовой группах клетей, последующее ускоренное охлаждение, смотку полосы в рулон и ускоренное охлаждение рулона, согласно изобретению выплавляют сталь, содержащую, мас.%: С 0,03-0,010, Mn 1,2-1,8, Si 0,1-0,5, Nb 0,01-0,10, V 0,05-0,10, Ti 0,005-0,04, Мо не более 0,04, Cr не более 0,30, Ni не более 0,30, Cu не более 0,30, Al 0,01-0,05, N 0,007-0,0,012, S не более 0,005, P не более 0,015, Fe - остальное, при этом суммарное содержание V+Nb+Ti≤ 0,15, а углеродный эквивалент Сэ≤0,41, нагрев сляба осуществляют до температуры 1190-1280°C, прокатку в группе черновых клетей ведут в области рекристаллизации аустенита с общей деформацией 45-85% и охлаждают раскат со скоростью охлаждения 0,7÷1,8°C/с до температуры входа в чистовую группу клетей 980÷900°C, затем проводят прокатку в чистовой группе клетей в области отсутствия рекристаллизации с общей деформацией 60-80% и с завершением деформации в нижней части γ-области при температуре конца прокатки Ткп=Ar3+(30÷80)°C, ускоренное охлаждение производят в две стадии, при этом на первой стадии полосу охлаждают со скоростью 5-12°C/с до температуры 530-670°C, а охлаждение полосы на второй стадии производят со скоростью 4,0-0,5°C/с до температуры смотки полосы в рулоны.
Сущность изобретения состоит в следующем.
Содержание углерода выше 0,10% ведет к увеличению перлитной составляющей в структуре металлопроката и как следствие к увеличению вязко-пластичных характеристик металлопроката, при этом снижение содержания ниже 0,03% приводит к резкому снижению прочностных характеристик рулонного проката.
Содержание марганца в количестве 1,2-1,8% необходимо для обеспечения приемлемого температурного интервала для фазовых превращений, формирующих требуемую структуру для обеспечения прочностных характеристик металлопроката. При уменьшении содержания марганца ниже 1,2% в структуре увеличивается доля феррита, что отрицательно сказывается на прочностных характеристиках металлопроката. При содержании марганца более 1,8% в структуре преобладает бейнитная составляющая, что отрицательно сказывается на вязко-пластических свойствах металлопроката.
Кремний в диапазоне 0,1-0,5% служит раскислителем стали и вносит вклад в формирование прочностных характеристик. При содержании кремния менее 0,1% в литой заготовке обнаруживается повышенное количество дефектов литой структуры, что повышает уровень отсортировки проката. При содержании кремния более 0,5% существенного увеличения прочностных характеристик не происходит, но ведет к неоправданному перерасходу ферросплавов.
Микролегирующие добавки ниобия, ванадия, титана необходимы для формирования мелкодисперсной структуры проката на стадии контролируемой прокатки и выделения карбонитридов в рулоне после смотки полос, что вносит существенный вклад в формирование всего комплекса структурных и механических характеристик проката.
При содержании ниобия менее 0,01% не достигается (или крайне низкий эффект) торможения рекристаллизации на стадии чистовой прокатки, что отрицательно сказывается на комплексе механических характеристик. При повышении содержания ниобия более 0,10% ухудшается свариваемость металлопроката, при этом заметного повышения механических характеристик не наблюдается, что является экономически не обоснованным.
Содержание ванадия менее 0,05% не позволяет выделить достаточное количество упрочняющих частиц в структуре проката после смотки в рулон, что снижает уровень прочностных характеристик ниже заявленного уровня. При увеличении содержания ниобия выше 0,10% происходит переупрочнение металлопроката и существенное снижение пластичности проката.
Титан при содержании менее 0,005% не эффективно влияет на торможение рекристаллизации феррита при нагреве заготовок перед прокаткой, в структуре проката наблюдается наличие крупных зерен феррита, что негативно сказывается на равномерности механических свойств. При содержании титана более 0,04% увеличивается количество дефектов поверхности, что приводит к дополнительным трудозатратам.
Выполнение условия V+Nb+Ti≤0,15% необходимо для исключения образования дефектов при проведении сварочных работ. При увеличении суммарного содержания V+Nb+Ti более 0,15% в зоне сварного шва образуются дефекты, выявляемые ультразвуковым контролем.
Молибден оказывает существенное влияние на структурные превращения, при увеличении содержания молибдена более 0,04% в структуре обнаруживается повышенное количество бейнита, что отрицательно влияет на пластические свойства металлопроката.
При увеличении содержания хрома, никеля и меди более 0,30% каждого повышается вероятность образования «холодных» трещин, что ухудшает качество поверхности металлопроката и отрицательно влияет на свариваемость.
Алюминий служит раскислителем стали, при снижении содержания аллюминия менее 0,01% в прокате увеличивается отсортировка при проведении ультразвукового контроля. При увеличении содержания алюминия более 0,05% повышается уровень неметаллических включений (аллюминатов), что отрицательно сказывается во время сварки.
Содержание азота на уровне 0,007-0,012% необходимо для выделения карбонитридов Nb, V, Ti. При содержании азота ниже 0,007% уменьшается количество выделившихся в стали частиц карбонитридов, что ведет к снижению прочностных показателей. При увеличении содержания азота более 0,012% достигается эффект старения стали, что ведет к появлению трещин при проведении сварочных работ.
Сера и фосфор ограничены как вредные примеси, ухудшающие показатели ударной вязкости вязкой составляющей при ИПГ.
При повышении содержания серы более 0,005% увеличивается количество сульфидов марганца, что приводит к снижению пластичности и хладостойкости металлопроката.
Увеличение содержания фосфора более 0,015% влечет за собой снижение пластичности металлопроката, а также снижение относительного удлинения при испытании прочностных характеристик на 1-2%.
Нагрев слябов перед прокаткой до температур 1190-1280°C является оптимальным с точки зрения растворения карбонитридообразующих элементов и формирования наиболее эффективных структур металлопроката.
Значение углеродного эквивалента является показателем свариваемости металлопроката, наиболее распространенным ограничением углеродного эквивалента является значение 0,41%, при снижении этого значения улучшаются показатели свариваемости проката, такие как; отсутствие трещин в сварном соединении, отсутствие дефектов выявляемых при помощи ультразвукового контроля.
При температуре нагрева ниже 1190°C происходит не полное растворение в аустените таких элементов, как Nb, V, что ведет к снижению прочностных характеристик металлопроката и неэффективному использованию ферросплавов. При температуре нагрева выше 1280°C существенно снижается торможение рекристаллизации аустенита, происходит неконтролируемый рост зерна, что впоследствии снижает уровень ударной вязкости и повышает порог хладостойкости.
Относительное обжатие 45-85% на стадии черновой прокатки необходимо для исправления структуры слябов. При уменьшении обжатия менее 45% в структуре проката обнаруживаются участки с крупным зерном феррита, что отрицательно сказывается на механических характеристиках. При увеличении обжатия более 85% возрастают нагрузки на оборудование, толщина получаемого подката после черновой стадии не будет оптимальной для качественного проведения чистовой стадии прокатки.
Прокатку в группе черновых клетей ведут в области рекристаллизации аустенита, что обеспечивает полное протекание рекристаллизации и обеспечивает более равномерную структуру металлопроката.
Скорость подстуживания раската менее 0,7°C/с существенно снижает производительность стана за счет увеличения паузы между стадиями черновой и чистовой прокаток. Увеличение скорости подстуживания более 1,8°C/с ведет к образованию критических перепадов температуры раската по сечению, что приводит к образованию трещин на поверхности раската.
Температура начала чистовой прокатки 980-900°C необходима для подавления рекристаллизации на стадии чистовой прокатки и обеспечения условий для измельчения зерна. При снижении температуры менее 900°C происходить существенный рост нагрузок на оборудование стана (близкое к критическим), при увеличении температуры более 980°C эффективность чистовой прокатки существенно снижается в виду интенсивности диффузионных процессов.
Прокатка в чистовой группе клетей в области отсутствия рекристаллизации обеспечивает интенсивное измельчение зерна аустенита.
Суммарная деформация 60-80% на стадии чистовой прокатки обеспечивает оптимальную проработку структуры проката по толщине. При уменьшении обжатия менее 60% в прокате будут наблюдаться участки с более крупным размером зерна феррита, что отрицательно сказывается на хладостойкости металлопроката. При повышении обжатия более 80% существенно возрастают нагрузки на оборудование прокатного стана, при этом не происходит существенного повышения качественных характеристик металлопроката.
Температура завершения чистовой прокатки должна находиться в близости к температуре выделения феррита, при снижении температуры ниже Ar3+30°C в структуре проката наблюдается увеличение полосчатости, что увеличивает анизотропию механических характеристик металлопроката. При повышении температуры конца чистовой прокатки более Ar3+80°C в прокате идут процессы рекристаллизации, что отрицательно влияет на размер зерна. Наиболее эффективно завершение чистовой прокатки в нижней части γ-области.
После чистовой прокатки осуществляют ускоренное охлаждение проката в две стадии. Скорость охлаждения на первом этапе 4-12°C/с обеспечивает оптимальную микроструктуру металлопроката. При скорости ускоренного охлаждения менее 4°C/с снижаются прочностные характеристики, при увеличении скорости охлаждения выше 12°C/с снижается пластичность металлопроката.
Температура полосы 530-680°C на первом этапе охлаждения является оптимальной с точки зрения формирования структуры металлопроката. При снижении температуры ниже 530°C увеличивается доля реечного бейнита, что существенно снижает пластичность металлопроката. При увеличении температуры полосы на первой стадии охлаждения свыше 680°C снижается доля бейнита, что ведет к снижению прочностных характеристик.
Охлаждение полос на втором этапе со скоростью 4,0-0,5°C/с до температуры смотки является оптимальным для завершающей стадии формирования микроструктуры и всего комплекса характеристик металлопроката. При увеличении скорости охлаждения свыше 4,0°C/с количество выделяемых карбонитридов уменьшается, что ведет к снижению прочностных характеристик. При снижении скорости охлаждения ниже 0,5°C/с также снижается количество выделившихся, но при этом выделяются частицы более крупного размера, что также отрицательно влияет на механические свойства металлопроката.
Примеры реализации способа
В кислородном конвертере осуществляют выплавку высокопрочных хладостойких сталей для производства рулонного проката категории Х70. Выплавку производят из передельного чугуна с добавками металлического лома. Полученные расплавы раскисляют ферросилицием, ферромарганцем, легируют феррованадием, феррониобием, ферротитаном, вводят металлический алюминий, силикокальций. Производят десульфурацию и дефосфорацию расплава, продувку аргоном. Химический состав высокопрочных хладостойких сталей для рулонного проката приведен в таблице 1.
Выплавленную сталь подвергают непрерывной разливке в слябы толщиной 250 мм.
Непрерывно литые слябы из стали с химическим составом №3, для которой температура критической точки Ar3=753°C (определена по справочным данным), загружают в методическую печь с и нагревают до температуры Ta=1240°C. После выравнивания температуры слябов по сечению, очередной сляб подают к непрерывному широкополосному стану 2000 и подвергают черновой прокатке за 5 проходов в раскат с промежуточной толщиной Hp=50 мм. На промежуточном рольганге раскат подстуживают до температуры со скоростью охлаждения 1,2°C/с до температуры начала прокатки в чистовой группе клетей Тнп=9200С и прокатывают за 7 проходов в непрерывной чистовой группе клетей (чистовая прокатка) в полосу конечной толщины Нп=12,5 мм. Температуру конца прокатки поддерживают равной Ткп=800°C (Ar3+47°C) за счет охлаждения раската водой в межклетевых промежутках чистовой группы клетей.
Прокатанные полосы подвергают ускоренному охлаждению водой на отводящем рольганге непрерывного широкополосного стана 2000 в первой стадии со скоростью охлаждения 9°C/с до температуры 655°C, на второй стадии со скоростью охлаждения -2,5°C/с до температуры смотки, после чего сматывают в рулон.
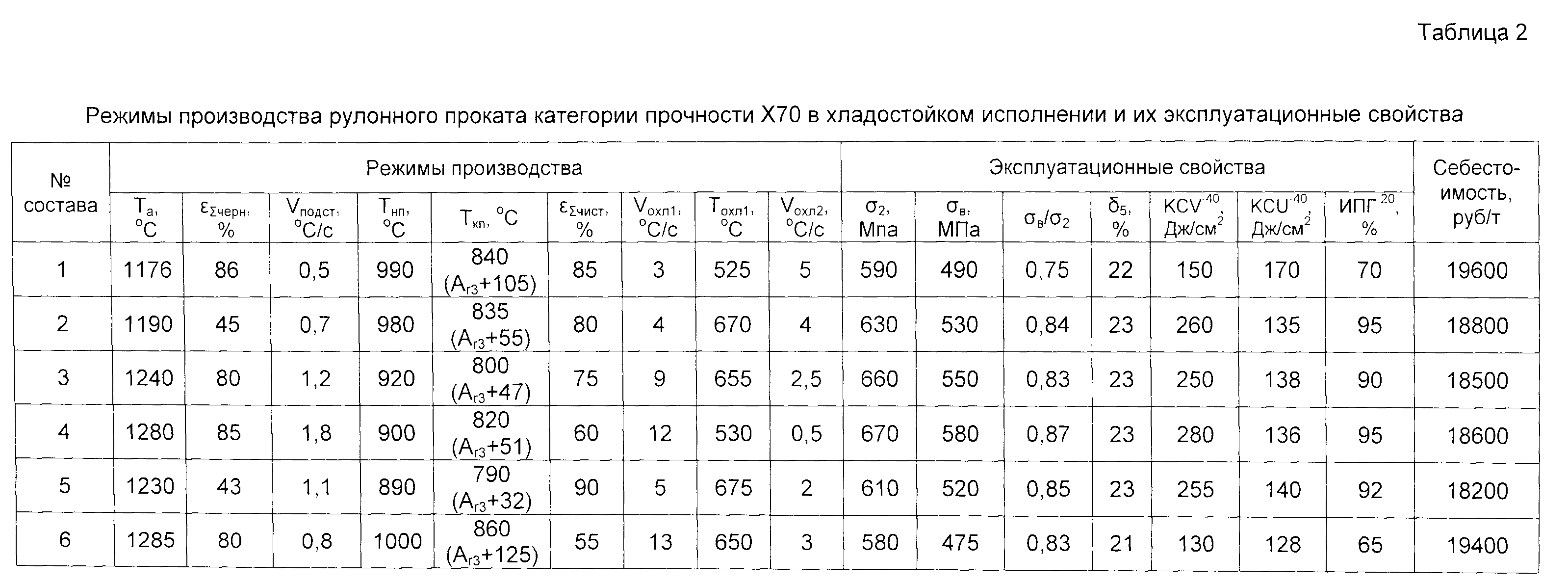
В таблице 2 даны варианты реализации способа производства рулонного проката категории прочности Х70 из высокопрочных хладостойких сталей, а также показатели их механических и эксплуатационных свойств.
Из данных, приведенных в таблицах 1 и 2, следует, что при реализации предложенного способа (варианты №2-4) достигается повышение прочностных, пластических, вязкостных свойств рулонного проката, а также их стабильности. В результате они полностью соответствуют требованиям, предъявляемым к прокату категории прочности Х70 (а также нижней границы Х80 - вариант 4) при пониженной себестоимости производства.
В случае запредельных значений заявленных параметров (варианты №№1 и 5) комплекс механических свойств рулонного проката снижается. Кроме того, имеет место возрастание углеродного эквивалента Сэ, что свидетельствует об ухудшении свариваемости. Также более низкую прочность, пластичность и ударную вязкость имеет прокат, произведенный по способу-прототипу (вариант №6), что не соответствует категории прочности Х70 (К60). Углеродный эквивалент Сэ стали-прототипа также имеет повышенное значение.
Технико-экономические преимущества предложенного способа заключаются в том, что все параметры производства рулонного проката: химический состав, температура нагрева слябов, температура черновой и чистовой прокатки, степень обжатия при черновой и чистовой прокатке, температура завершения чистовой прокатки, скорости охлаждения на первой и второй стадии охлаждения полосы, четко регламентированы и направлены на получение максимально эффективных структур проката, что позволяет максимально эффективно использовать заложенный химический состав, и как следствие снизить расход ферросплавов, тем самым снизить себестоимость производства металлопроката.
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто
Способ производства горячекатаных листов из низколегированной стали с гарантией свойств в направлении толщины
Способ производства стали
Способ производства горячекатаного листового проката из низколегированной стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ профилирования опорных валков стана кварто
Способ производства горячекатаных листов из низколегированной стали с гарантией свойств в направлении толщины
Способ производства стали
Способ производства горячекатаного листового проката из низколегированной стали
Способ производства холоднокатаного проката для упаковочной ленты

