Результат интеллектуальной деятельности: ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области обработки металлов давлением, в частности к штамповой оснастке, и может быть использовано при изготовлении заготовок в изотермических условиях или близких к ним.
Известен штамповый блок для изотермического деформирования, содержащий верхний и нижний штампы, соответственно верхний и нижний боковые подвижные нагреватели, установленные с возможностью самостоятельного перемещения вдоль оси пресса и сопряжения по ответным торцевым поверхностям в период деформации заготовки (Авторское свидетельство SU №1776482 А1 «Штамповый блок для изотермической штамповки», 23.11.92. Бюл. №43).
Недостатком известного штампового блока является неравномерность температуры рабочей поверхности штампа, особенно в штампах с выступающими элементами гравюры, например, при закрытой штамповке, операциях выдавливания и др. Это обусловлено тем, что загрузка заготовки происходит при открытом разъеме штампов, когда оголяются их нагретые рабочие поверхности, что приводит к значительной потере тепла, нарушению равномерности теплового поля при последующей штамповке и, как следствие, снижению качества штампованных изделий.
Известен также штамповый блок для изотермического деформирования, содержащий верхний и нижний штампы с боковыми нагревателями и изоляцией, смонтированные в кожухах в рабочем пространстве пресса на опорных плитах подвижной и неподвижной траверс соответственно (Машиностроение. Энциклопедия. Т.III-2. Технология заготовительного производства. М.: Машиностроение, 1996, с.150) - прототип.
Недостатком известного штампового блока является низкая интенсивность его нагрева, передача тепла гравюре которого осуществляется только за счет теплопроводности от боковых элементов штампа, что существенно увеличивает затраты времени на достижение заданной температуры и снижает производительность пресса. Кроме того, телескопическая конструкция боковых теплоизолирующих кожухов нижнего и верхнего штампов ограничивает габаритные размеры штампуемых деталей размерами загрузочного окна в кожухе нижнего штампа и затрудняет доступ к рабочим поверхностям штампов.
Задачей предлагаемой конструкции штампового блока является повышение интенсивности нагрева штампов за счет оснащения его дополнительным торцевым нагревателем и обеспечение равномерности теплового поля при штамповке за счет теплоизоляции рабочей зоны экранами, раздвигающимися при загрузке-выгрузке соответственно габаритным размерам штампуемых деталей.
Поставленная задача решается штамповым блоком для изотермического деформирования, содержащим верхний и нижний штампы с боковыми нагревателями и изоляцией, смонтированными в кожухах в рабочем пространстве пресса на опорных плитах подвижной и неподвижной траверс соответственно, который в отличие от прототипа снабжен расположенным между штампами торцевым разъемным нагревателем гравюры штампов с боковой изоляцией, выполненным из двух подвижных секций, каждая из которых соединена с направляющими штангами с возможностью перемещения поперек оси пресса, при этом кожухи секций торцевого нагревателя в положении по оси пресса выполнены с возможностью взаимного сопряжения по поверхностям разъема и по ответным торцевым поверхностям кожухов боковых нагревателей верхнего и нижнего штампов соответственно, подвижными теплоизолирующими экранами боковых проемов между секциями торцевого разъемного нагревателя, смонтированными с возможностью перемещения перпендикулярно плоскости разъема в направляющих, закрепленных на кожухах секций за пределами габаритов боковых нагревателей штампов, стационарными теплоизолирующими экранами торцевых поверхностей секций нагревателя в разведенном состоянии, смонтированными вне рабочего пространства пресса.
Предпочтительно в штамповом блоке соединение секций торцевого нагревателя с направляющими штангами выполнить подпружиненным с возможностью перемещения секций по оси пресса и связь приводов перемещения секций торцевого нагревателя и экранов боковых проемов между ними снабдить шарнирами.
Предлагаемый штамповый блок за счет расположенного между штампами торцевого разъемного нагревателя гравюры штампов с боковой изоляцией, выполненного из двух подвижных секций, каждая из которых соединена с направляющими штангами с возможностью перемещения поперек оси пресса, обеспечивает в дополнение к нагреву теплопроводностью от боковых нагревателей непосредственный нагрев гравюры штампов излучением, что позволяет существенно сократить время нагрева перед штамповкой и соответственно увеличить производительность пресса. Разъемная конструкция торцевого нагревателя, выполняющего при разведении роль боковых теплоизолирующих экранов зоны разъема штампов, позволяет минимизировать потери тепла в периоды штамповки и загрузки-выгрузки заготовок.
Взаимное сопряжение кожухов секций торцевого нагревателя в положении по оси пресса по поверхностям разъема и по ответным торцевым поверхностям кожухов боковых нагревателей верхнего и нижнего штампов соответственно обеспечивает надежную теплоизоляцию рабочей зоны пресса при нагреве штампов и позволяет нагревать инструмент до температуры деформации с минимальными потерями тепла и затратами энергии.
Подвижные теплоизолирующие экраны боковых проемов между секциями торцевого разъемного нагревателя, смонтированные с возможностью перемещения перпендикулярно плоскости разъема в направляющих, закрепленных на кожухах секций за пределами габаритов боковых нагревателей штампов, предотвращают потери тепла из рабочей зоны пресса и обеспечивают равномерность теплового поля при штамповке.
Стационарные теплоизолирующие экраны торцевых поверхностей секций нагревателя в разведенном состоянии, смонтированные вне рабочего пространства пресса, защищают его от потерь тепла и предохраняют персонал и системы пресса от тепловыделений в период штамповки.
Соединение секций торцевого нагревателя с направляющими штангами, выполненное подпружиненным с возможностью перемещения секций по оси пресса, и снабженная шарнирами связь приводов перемещения секций торцевого нагревателя и экранов боковых проемов между ними позволяют разгрузить направляющие штанги и штока приводов от изгиба при смыкании кожухов нагревателей, что способствует надежности работы этих механизмов.
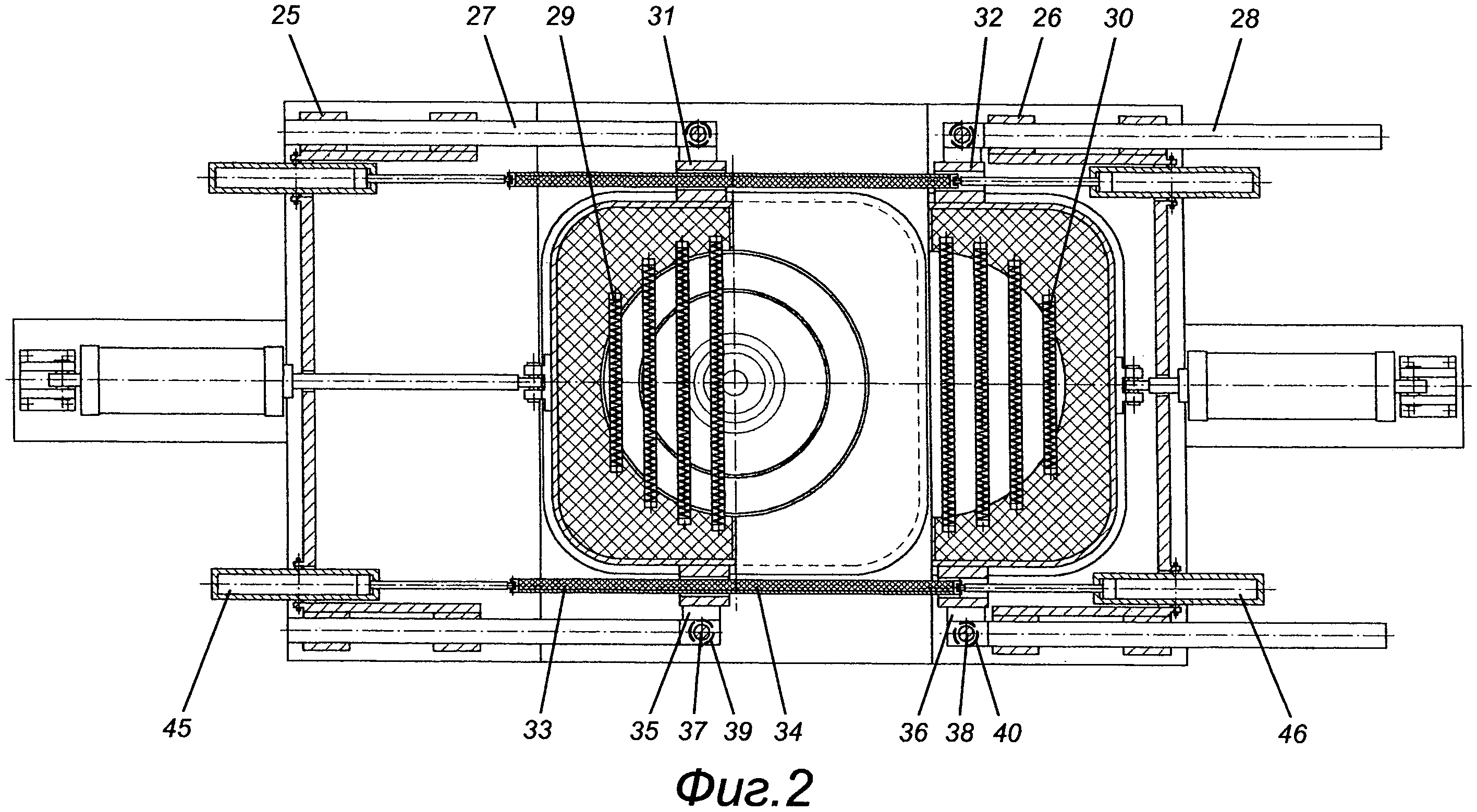
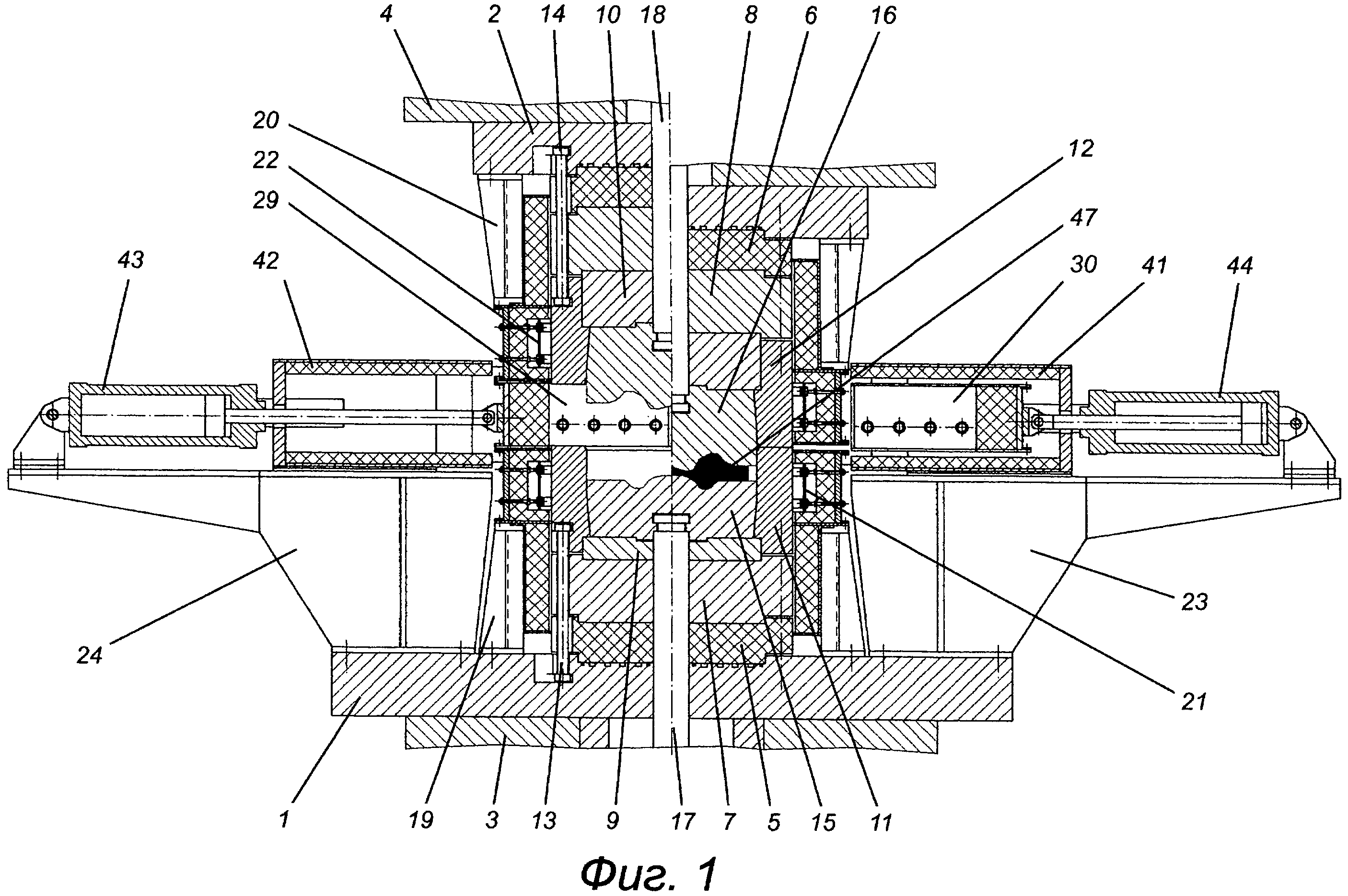
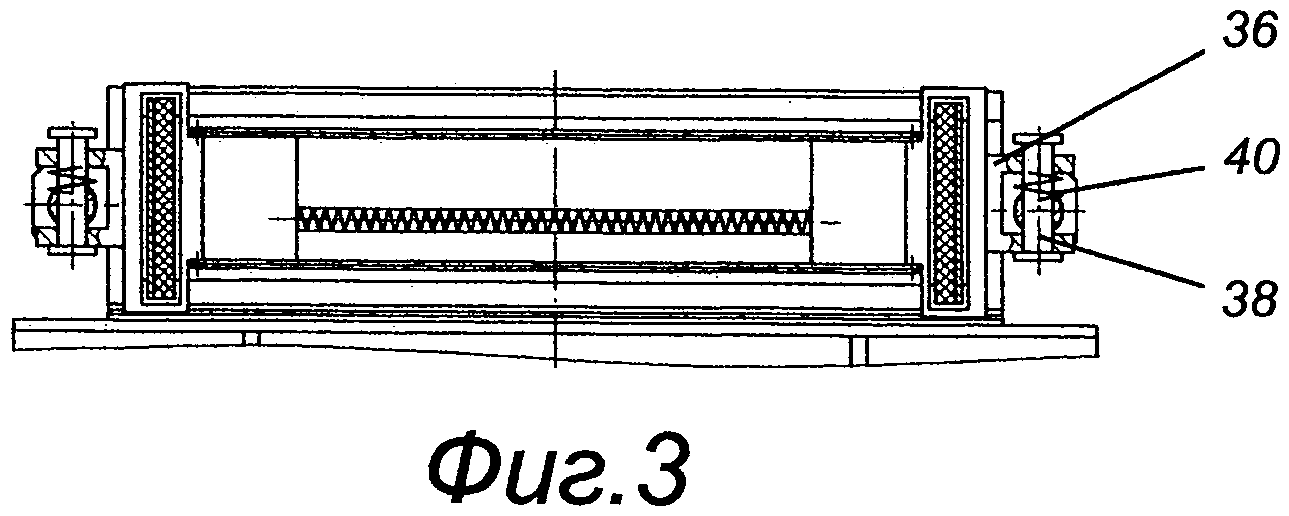
Предлагаемое техническое решение поясняется чертежами, где на фиг.1 изображен общий вид штампового блока: слева при нагреве инструмента в исходном состоянии, справа в период окончания деформации, на фиг.2 - вид на торцевую поверхность секции разъемного нагревателя: слева в положении на оси пресса при нагреве инструмента, справа вне рабочего пространства пресса в период деформации, на фиг.3 - вид на секцию торцевого нагревателя сбоку.
Штамповый блок состоит из нижней 1 и верхней 2 опорных плит неподвижной 3 и подвижной 4 траверс пресса с закрепленными на них через теплоизоляционные 5, 6, переходные 7, 8 и подкладные 9, 10 плиты посредством держателей инструмента 11, 12 и шпилек 13, 14 штампами 15, 16, которые взаимодействуют с выталкивателями 17, 18. На опорных плитах 1, 2 также установлены на стойках 19, 20 боковые нагреватели 21, 22 с изоляцией, заключенные в кожухи.
На нижней опорной плите 1 на рамах 23, 24, расположенных вне рабочего пространства пресса, смонтированы опоры 25, 26 направляющих штанг 27, 28, с которыми соединены подвижные секции 29, 30 торцевого разъемного нагревателя гравюры штампов 15, 16. Секции торцевого нагревателя, содержащие в данном случае элементы сопротивления, вместе с боковой теплоизоляцией смонтированы в кожухах, которые снабжены направляющими 31, 32 для подвижных теплоизолирующих экранов 33, 34 и проушинами 35, 36 для соединения с направляющими штангами 27, 28 посредством вертикальных штырей 37, 38 и пружин 39, 40, уравновешивающих вес секций.
На рамах 23, 24 также установлены стационарные теплоизолирующие экраны 41, 42, цилиндры 43, 44 приводов перемещения секций 29, 30 торцевого нагревателя и цилиндры 45, 46 приводов перемещения экранов 33, 34 боковых проемов между указанными секциями. Цилиндры упомянутых приводов закреплены на шарнирах, которыми также снабжены соединения их штоков с кожухами секций и экранов соответственно.
Позицией 47 обозначена обрабатываемая заготовка.
Штамповый блок работает следующим образом.
Перед началом штамповки осуществляют нагрев штампов. Для этого между боковыми нагревателями 21, 22 штампов 15, 16 размещают в сомкнутом положении секции 29, 30 торцевого нагревателя, кожухи которых опусканием подвижной траверсы 4 стыкуются с торцевыми поверхностями кожухов боковых нагревателей. При этом вертикальное перемещение секций компенсируется поджатием пружин 39, 40. Подвижные теплоизолирующие экраны 33, 34 также сведены и находятся в сомкнутом положении.
После включения боковых и торцевого нагревателей и достижения заданной температуры штампов осуществляют загрузку заготовки 47 в штамповый блок. Для этого подъемом траверсы 4 создают зазор между кожухами нагревателей, и секции торцевого нагревателя отводят в зону стационарных теплоизолирующих экранов 41, 42 за пределы габаритов боковых нагревателей 21, 22. При этом боковые проемы между секциями остаются закрытыми экранами 33, 34.
Подачу заготовки в зону штамповки осуществляют при раздвинутых экранах 33, 34 с одной из сторон штампового блока, после чего их сводят обратно. Таким образом, в процессе загрузки рабочие поверхности штампов практически не теряют своей температуры.
Процесс штамповки происходит в теплоизолированном пространстве, ограниченном с боков экранами 33, 34 и секциями 29, 30 торцевого нагревателя, находящимися в зоне стационарных экранов 41, 42.
После окончания процесса подвижная траверса 4 поднимается в исходное положение, экраны 33, 34 раздвигаются и штамповка 47, поднятая выталкивателем 17 выше держателя инструмента 11, удаляется из рабочего пространства штампового блока. Далее процесс штамповки, а при необходимости и подогрева штампов повторяется.
Предлагаемый штамповый блок для изотермического деформирования был опробован при штамповке опытной партии дисков из жаропрочного никелевого сплава диаметром 570 мм массой 147,5 кг. Температура нагрева штампов составляла 950°С, при этом перепад температуры по рабочей поверхности не превышал 20°С, а время нагрева сократилось на 3,5 часа.
Таким образом, предлагаемый штамповый блок позволяет за счет оснащения его торцевым разъемным нагревателем и теплоизолирующими экранами существенно повысить интенсивность и равномерность нагрева штампов, что в результате увеличивает производительность процесса, экономит энергию и повышает пластичность материала.
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Устройство для определения качества продуктов живой и неживой природы
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ скользящего профильного шлифования
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока
Способ получения сварных конструкций из литых деталей алюминиевых сплавов
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Устройство для определения качества продуктов живой и неживой природы
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ скользящего профильного шлифования
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока
Способ получения сварных конструкций из литых деталей алюминиевых сплавов

