Результат интеллектуальной деятельности: СПОСОБ АСИММЕТРИЧНОЙ ПРОКАТКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при производстве толстолистового металла, предназначенного для изготовления деталей типа тел вращения в виде сегмента цилиндра.
Известен способ асимметричной прокатки толстолистового металла, включающий нагрев заготовки и прокатку ее в валках разного диаметра (см. Дригун Э.М., Салганик В.М., Лесин A.M. и др. Асимметричная толстолистовая прокатка крупногабаритных тел вращения // Труды третьего конгресса прокатчиков - М.: Черметинформация. 2000. С.505-507).
Недостатком данного способа является низкое качество получаемого толстолистового металла из-за наличия естественного диапазона колебаний параметров процесса прокатки, которое приводит к значительному колебанию радиуса кривизны по длине изготавливаемого толстолистового металла.
Наиболее близким аналогом к заявляемому способу является способ асимметричной прокатки толстолистового металла, включающий нагрев заготовки, ее прокатку в рабочих валках разного диаметра и пластическую гибку отгибающим роликом. При этом отгибающий ролик устанавливают в фиксированном положении (см. Песин A.M. Новые технологические решения на основе моделирования асимметричной прокатки // Сталь. 2003. №2. С.66-68).
Недостатком известного способа является низкое качество изготавливаемого толстолистового металла из-за неравномерности деформации по длине заготовки, средний участок которой деформируется асимметричной прокаткой и пластической гибкой, а передний и задний участки - только асимметричной прокаткой. Неравномерность деформации по длине заготовки приводит к существенному колебанию радиуса кривизны по длине изготавливаемого толстолистового металла.
Задача, решаемая изобретением, заключается в повышении качества изготавливаемого толстолистового металла путем обеспечения одинакового радиуса кривизны по всей его длине.
Технический результат, обеспечивающий решение поставленной задачи, заключается в создании дополнительных напряжений сдвига в очаге деформации при прокатке переднего и заднего участков заготовки, что способствует одинаковому удлинению слоев металла по всей длине заготовки.
Поставленная задача решается тем, что в известном способе асимметричной прокатки толстолистового металла, включающем нагрев заготовки, прокатку ее в рабочих валках разного диаметра и пластическую гибку отгибающим роликом, согласно изобретению предварительно задают длину переднего и заднего участков заготовки, равную межосевому расстоянию между отгибающим роликом и рабочими валками, а прокатку указанных участков заготовки осуществляют с рассогласованием угловых скоростей рабочих валков в диапазоне 1,0-20,0%.
Известно осуществление прокатки с рассогласованием скоростей рабочих валков для придания заданной кривизны переднему концу проката (см. А.С. СССР №1659139, B21B 1/22, 37/00).
В заявляемом способе указанный признак так же, как и в известном способе, предназначен для придания заданной кривизны переднему концу проката.
Однако наравне с известным техническим свойством заявляемые отличительные признаки создают новый технический результат, заключающийся в обеспечении высокой степени равномерности пластической деформации по всей длине толстолистового металла путем создания дополнительных напряжений сдвига в очаге деформации при прокатке переднего и заднего участков заготовки заданной длины. Это позволяет создать такое деформированное состояние, при котором обеспечивается одинаковое удлинение слоев металла по всей длине заготовки, в результате чего исключается колебание радиуса кривизны по длине толстолистового металла, а следовательно, повышается качество толстолистового металла.
На основании вышесказанного можно сделать вывод, что заявляемый способ асимметричной прокатки толстолистового металла не следует явным образом из известного уровня техники и, следовательно, соответствует условию патентоспособности «изобретательский уровень».
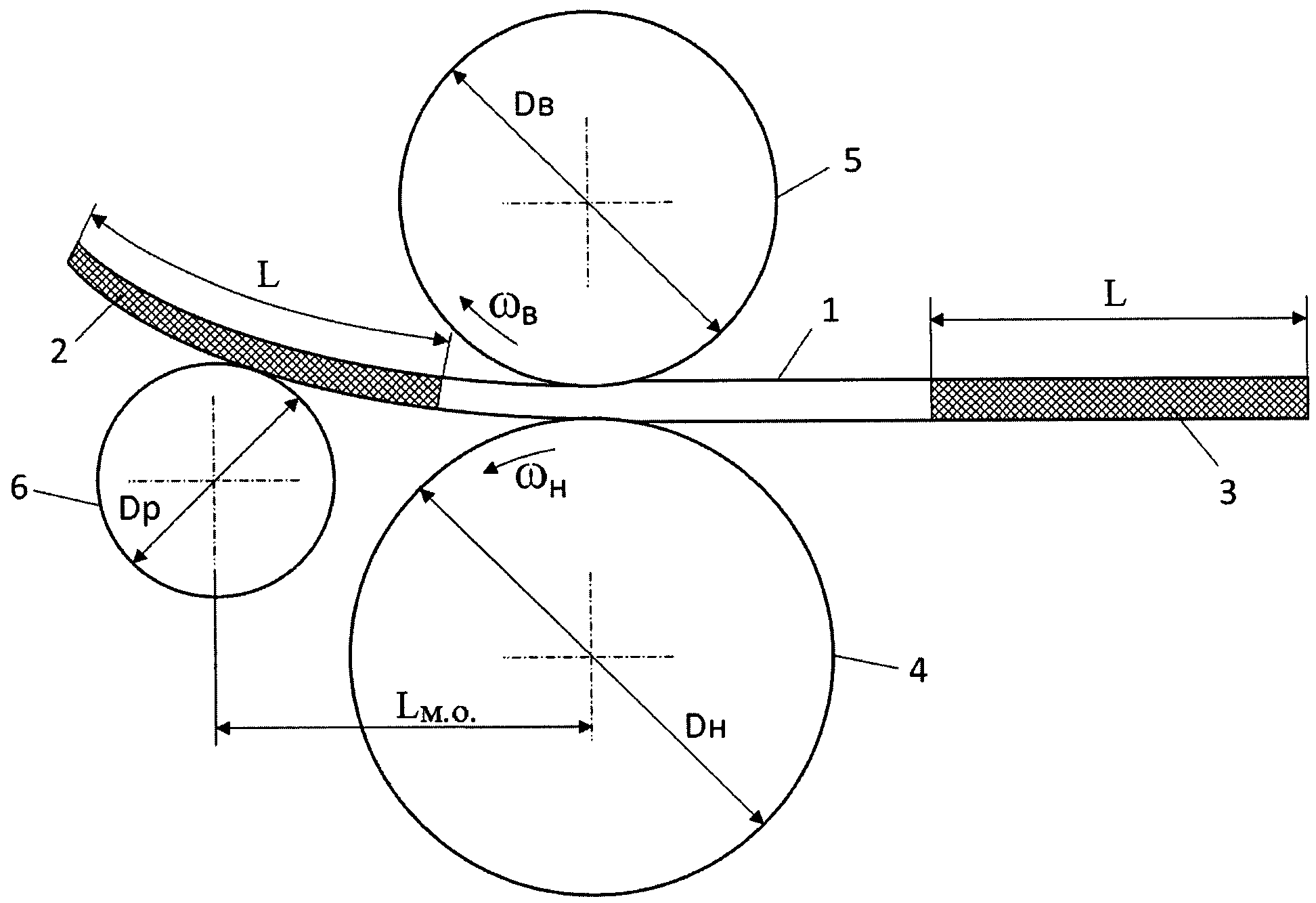
Сущность изобретения поясняется чертежом, на котором приведена схема осуществления способа.
Процесс асимметричной прокатки и пластической гибки заготовки 1, имеющей передний 2 и задний 3 участки, осуществляют на толстолистовом прокатном стане, имеющем приводные рабочие валки 4 и 5 различного диаметра, а также отгибающий ролик 6. Причем отношение диаметра верхнего валка к диаметру нижнего валка составляет 0,960-0,995 (см. Песин A.M. Моделирование и развитие процессов асимметричного деформирования для повышения эффективности листовой прокатки: Дис. на соис. учен. степ. докт. техн. наук. - Магнитогорск, 2003. С.243-244). При этом длину (L) переднего 2 и заднего 3 участков заготовки задают равной расстоянию (LM.O.) между отгибающим роликом 6 и рабочими валками 4 и 5. Листовую металлическую заготовку 1 прямоугольной формы поперечного сечения задают в рабочие валки 4 и 5. Передний 2 и задний 3 участки заготовки 1 на заданной длине L деформируют в рабочих валках 4 и 5 с рассогласованием их угловых скоростей в диапазоне 1,0-20,0%. Конкретную величину рассогласования угловых скоростей рабочих валков 4 и 5 выбирают, например, согласно известной зависимости (см. Максимов Е.А. Исследование крутящих моментов и изгиба переднего конца полосы при несимметричной прокатке толстых листов // Оборудование. Технический альманах. - 2008. - №3. - С.46-49, формула 16). Причем в момент касания передним участком 2 заготовки 1 отгибающего ролика 6 угловые скорости рабочих валков 4 и 5 выравнивают и последующую прокатку средней части заготовки 1 осуществляют без рассогласования скоростей до тех пор, пока задний участок 3 заготовки 1 не поступит в зазор между валками 4 и 5. В результате этого при прокатке переднего и заднего участков заготовки обеспечивается создание дополнительных напряжений сдвига в очаге деформации, что способствует одинаковому удлинению слоев металла по всей длине заготовки.
Если величина рассогласования угловых скоростей рабочих валков 4 и 5 составляет менее 1,0%, то напряжения сдвига в очаге деформации существенно снижаются, и пластическая деформация по длине заготовки становится неравномерной, в результате чего радиус кривизны толстолистового металла на переднем 2 и заднем 3 участках становится меньше радиуса кривизны средней части заготовки 1, что снижает качество изготавливаемого толстолистового металла.
Если величина рассогласования угловых скоростей валков 4 и 5 составляет более 20,0%, то напряжения сдвига и, соответственно, радиус кривизны получаемого толстолистового металла на переднем 2 и заднем 3 участках заготовки 1 становятся чрезмерно высокими, что приводит к разрывам металла и окову валков.
Для обоснования преимуществ заявляемого способа асимметричной прокатки толстолистового металла по сравнению с прототипом были проведены 6 экспериментов, из них: эксперимент №1-3 с заявляемыми технологическими режимами; эксперименты №4 и №5 с режимами, выходящими за заявляемые пределы; эксперимент №6 - по прототипу (табл.).
Исходную заготовку толщиной 104 мм, шириной 2000 мм и длиной 4000 мм из стали марки 09Г2С нагревали в методической печи до температуры 900°С. Затем на толстолистовом прокатном стане, имеющем нижний рабочий валок диаметром DH=1220 мм, верхний рабочий валок диаметром DB=1200 мм и отгибающий ролик диаметром DP=700 мм, ось которого расположена на расстоянии LM.O.=1000 мм от оси нижнего рабочего валка, осуществляли прокатку переднего участка заготовки длиной L=1000 мм, т.е. длиной (L), равной межосевому расстоянию (LM.O.) между отгибающим роликом и рабочими валками, с рассогласованием угловых скоростей рабочих валков. В момент касания передним участком заготовки отгибающего ролика прокатку заготовки осуществляли без рассогласования угловых скоростей до тех пор, пока задний участок заготовки длиной L=1000 mm, т.е. длиной (L), равной межосевому расстоянию (LM.O.) между отгибающим роликом и рабочими валками, не поступил в зазор между валками. Прокатку заднего участка заготовки длиной L=1000 мм проводили с рассогласованием угловых скоростей рабочих валков. Измерение радиуса кривизны полученного толстолистового металла осуществляли с использованием шаблона. Режимы прокатки и результаты испытаний приведены в таблице.
Результаты испытаний показали, что толстолистовой металл, полученный по заявляемому способу (эксперимент №1-3), имеет радиус кривизны, одинаковый на всей длине металла, в отличие от прототипа (эксперимент №6), что повышает качество толстолистового металла.
Производить толстолистовой металл по режимам, выходящим за заявленные пределы, нецелесообразно, так как радиус кривизны толстолистового металла по длине остается неравномерным (эксперимент №4) или металл теряет ресурс пластичности и в нем образуются разрывы (эксперимент №5).
На основании вышеизложенного можно сделать вывод, что заявляемый способ асимметричной прокатки толстолистового металла работоспособен и устраняет недостатки, имеющие место в прототипе, что подтверждается примером осуществления способа. Изготовленный по заявляемому способу толстолистовой металл имеет одинаковый радиус кривизны на всей длине, что повышает его качество.
|
Способ автоматического регулирования скорости горизонтальных и вертикальных валков универсальной клети стана горячей прокатки
Способ прокатки металлических листов
Способ тонколистовой прокатки алюминиевых сплавов
Способ прокатки деталей с криволинейной поверхностью
Способ прокатки деталей с криволинейной поверхностью
Составная волока
Способ ионного азотирования тонколистовых изделий с ультрамелкозернистой структурой в магнитном поле
Способ асимметричной прокатки полосы из алюминиевого сплава д16 (варианты)
Роликовая волока
Роликовая волока
Способ производства ленты из высокоуглеродистых и легированных сталей
Способ производства ленты из высокоуглеродистых и легированных сталей

