Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к области ультразвукового упрочнения поверхности металлических изделий поверхностным пластическим деформированием и может быть использовано в самолетостроении, машиностроении и т.п. для придания поверхности металлических изделий повышенной прочности, износоустойчивости, коррозийной стойкости и т.п.
Известен способ ультразвукового упрочнения поверхности металлических изделий поверхностным пластическим деформированием металлическими шариками, включающий в себя укладку на волновод втулки (приспособления) с образованием рабочей камеры, дном которой является рабочий торец волновода, размещение на рабочем торце волновода металлических шариков, укладку сверху на втулку (приспособление) в качестве крышки рабочей камеры обрабатываемой поверхности изделия, включение ультразвуковых колебаний волновода и приведение этим в рабочее движение металлических шариков до столкновения с обрабатываемой поверхностью, регистрацию времени прохождения ультразвуковых колебаний от момента их включения и отключение колебаний при достижении временем заданного значения [см. В.М. Приходько, О.В. Чудина. Применение принципов структурной теории прочности при разработке технологий поверхностного упрочнения, сочетающих закалку ТВЧ и ультразвуковое ППД. Упрочняющие технологии и покрытия. 2005. №5, с.27-32, рис.2, б].
Основным недостатком этого способа является невозможность обработки поверхностей протяженных крупногабаритных изделий без их переворачивания, т.к. при переворачивании рабочей камеры металлические шарики ложатся на обрабатываемую поверхность и из-за отсутствия контакта с рабочим торцом волновода не могут быть приведены в рабочее движение при помощи ультразвуковых колебаний последнего.
Другим недостатком указанного способа является нестабильность качества из-за несоответствия начала отсчета времени прохождения обработки от момента включения ультразвуковых колебаний началу реального физического процесса обработки. От момента включения ультразвуковых колебаний шарики сначала разгоняются, в силу своей массовой инертности, и только потом, после стабилизации движения шариков, стабилизируется физический процесс обработки. Время разгона шариков непостоянно, поэтому время процесса, регистрируемое от момента включения ультразвуковых колебаний, не всегда равно заданному, следовательно, и качество нестабильно.
Эти недостатки частично устраняются в другом известном способе упрочнения поверхности металлического изделия, принятом за прототип, включающем установку обрабатываемого изделия электрически изолированно с заземляющим проводом, укладку приспособления в виде втулки (приспособления) с образованием рабочей камеры на верхнюю обрабатываемую поверхность изделия, которая служит дном рабочей камеры на верхней обрабатываемой поверхности изделия металлических шариков, включение ультразвуковых колебаний волновода и одновременно с включением ультразвуковых колебаний волновода постепенное введение волновода сверху во втулку с использованием рабочего торца волновода в качестве крышки рабочей камеры, регистрирование наличия тока на заземляющем обрабатываемое изделие проводе, причем с момента появления тока остановку введения волновода во втулку и начало отсчета времени обработки до заданного, после достижения которого выключение ультразвуковых колебаний волновода и затем поднятие волновода [см. патент РФ на изобретение №2385953, опубл. 10.04.2010].
Недостатком этого способа является несоответствие оптимальной длины пролета дроби между рабочим торцом волновода и обрабатываемой поверхностью и расстоянием между этими поверхностями, позволяющим волновому ветру активизировать подвижность металлических шариков. Для активации движения шариков расстояние между торцом волновода и обрабатываемой поверхностью меньше, чем необходимое для разгона шариков для обеспечения силы удара, обеспечивающей необходимое качество поверхности изделия.
Кроме того, в конце процесса на поверхности обрабатываемого изделия внутри рабочей камеры, как правило, при использовании шариков малых размеров складываются потерявшие кинетическую энергию шарики и применяется мелкодисперсный упрочняющий порошок.
Техническим результатом заявленного изобретения является повышение качества обработки верхней поверхности крупногабаритных изделий за счет обеспечения в процессе обработки оптимального расстояния пролета и оптимальной кинетической энергии металлических шариков от рабочею торца волновода до обрабатываемой поверхности и дополнительной активации в конце процесса обработки расположенных на обрабатываемой поверхности шариков и упрочняющих порошков.
Указанный технический результат при осуществлении изобретения достигается тем, что способ упрочнения поверхности металлических изделий включает установку обрабатываемого изделия электрически изолированно с заземляющим проводом, укладку приспособления в виде втулки с образованием рабочей камеры на верхнюю обрабатываемую поверхность изделия, которая служит дном рабочей камеры, размещение внутри рабочей камеры на верхней обрабатываемой поверхности изделия металлических шариков, включение ультразвуковых колебаний волновода и одновременно с включением ультразвуковых колебаний волновода постепенное введение волновода во втулку с использованием рабочего торца волновода в качестве крышки рабочей камеры, регистрирование наличия тока в заземляющем обрабатываемое изделие проводе, причем с момента появления тока остановку введения волновода во втулку, одновременно с включением ультразвуковых колебаний волновода начинают регистрировать положение волновода и с момента появления тока на заземляющем обрабатываемое изделие проводе после остановки волновода запоминают его положение и начинают выдвигать волновод из втулки (приспособления) до заданного рабочего положения, при достижении которого начинают отсчет времени обработки поверхности изделия, после достижения заданного времени обработки ультразвуковые колебания волновода отключают, а волновод перемещают в исходное до включения ультразвуковых колебаний положение.
Особенностью предлагаемого способа является то, что одновременно с включением ультразвуковых колебаний начинают регистрировать положение волновода и с момента появления тока на заземляющем обрабатываемое изделие проводе при остановке волновода запоминают его положение и затем начинают выдвигать до заданного рабочего положения, при достижении которого начинают отсчет времени обработки изделия, после достижения заданного времени обработки ультразвуковые колебания отключают, а волновод перемещают в исходное, до включения ультразвуковых колебаний, положение.
Кроме того, особенность способа заключается в том, что после достижения заданного времени обработки ультразвуковые колебания не выключают, а волновод возвращают в запомненное положение, при котором появился ток в заземляющем обрабатываемое изделие проводе, и продолжают обработку до падения тока в заземляющем проводе, ультразвуковые колебания отключают и перемещают волновод в исходное, до включения ультразвуковых колебаний, положение.
Кроме того, особенность способа заключается в том, что к металлическим шарикам добавляют упрочняющий порошок.
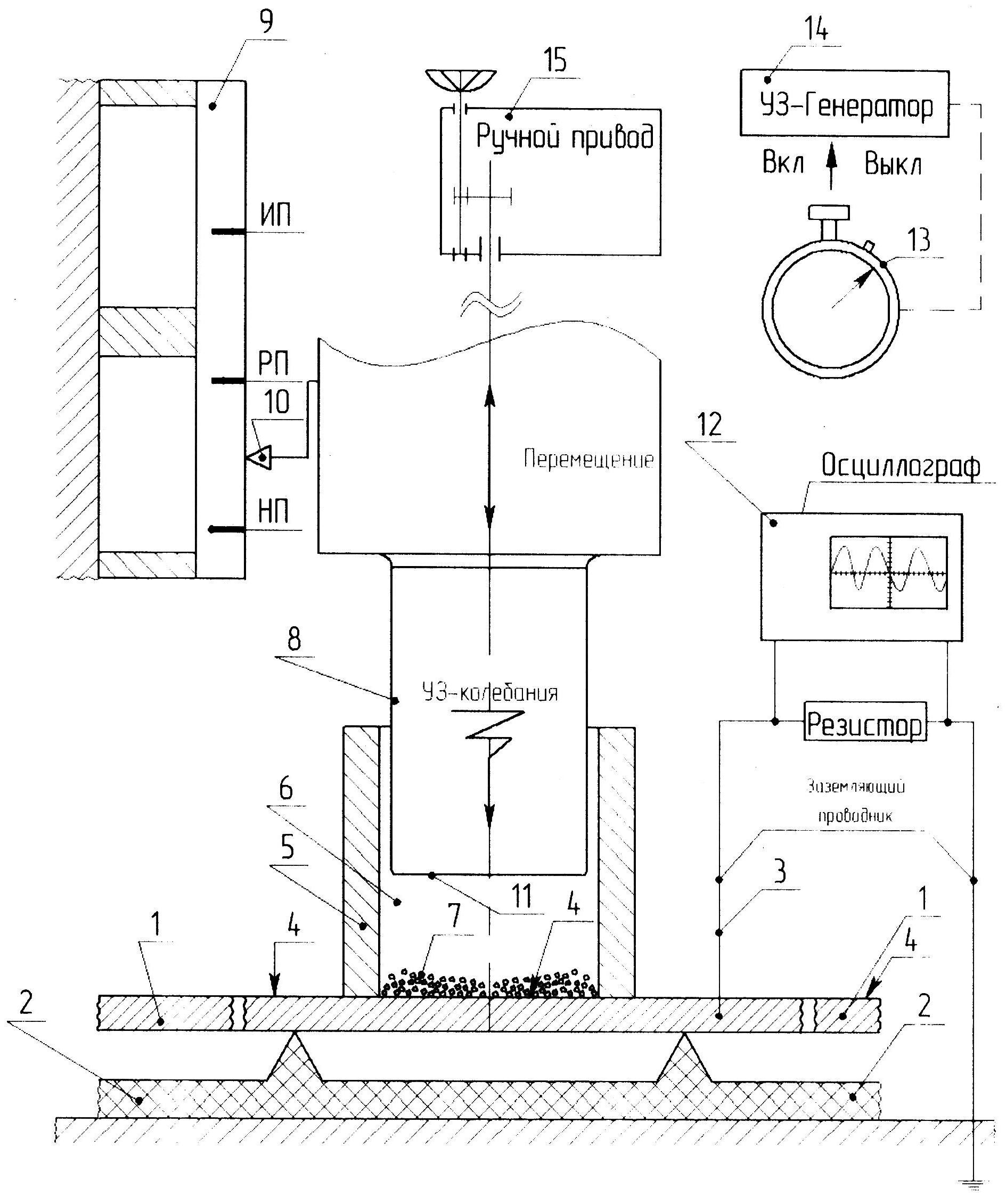
Сущность изобретения поясняется чертежом, на котором представлена схема устройства для осуществления способа.
Способ осуществляют следующим образом.
Обрабатываемое изделие 1 устанавливают электрически изолированно на изоляторы 2 с заземляющим проводом 3. На верхнюю обрабатываемую поверхность 4 изделия 1 укладывают втулку (приспособление) 5 с образованием рабочей камеры 6, дном которой служит верхняя обрабатываемая поверхность 4 изделия 1, размещают внутри втулки (приспособления) 5 на верхней обрабатываемой поверхности 4 изделия 1 металлические шарики 7. К металлическим шарикам 7 возможно добавление упрочняющих порошков.
Включают ультразвуковые колебания волновода 8, одновременно при помощи линейки 9 и ползунка 10, соединенного с волноводом 8, начинают регистрировать положение волновода 8, который постепенно вводят сверху во втулку (приспособление) 5 с образованием рабочей камеры 6, используя рабочий торец 11 волновода 8 в качестве крышки. Также, одновременно с включением ультразвуковых колебаний волновода 8, начинают регистрировать осциллографом 12 наличие тока на заземляющем обрабатываемое изделие 1 проводе 3 и, с момента его появления, останавливают введение волновода 8 во втулку (приспособление) 5 и запоминают его положение (отметка НП - начальное положение на линейке 9). Затем начинают выдвигать волновод 8 до заданного положения (отметка РП - рабочее положение на линейке 9), при достижении которого начинают отсчет времени обработки секундомером 13 до заданного, после достижения которого ультразвуковые колебания волновода 8 выключают, затем поднимают волновод 8 в исходное положение (отметка: ИП - исходное положение на линейке 9). Для возбуждения и выключения ультразвуковых колебаний волновода 8 используют ультразвуковой генератор 14 (кнопка «Вкл» и «Выкл»), а для остановки и подъема, введения во втулку (приспособление) 5 волновода 8 - ручной механический привод 15.
Кроме того, после достижения заданного времени обработки ультразвуковые колебания волновода 8 не выключают, а волновод 8 возвращают в запомненное положение (отметка НП - начальное положение на линейке 9), при котором появился ток в заземляющем обрабатываемое изделие 1 проводе 3 до снижения величины тока в заземляющем проводе 3 (снижение значения падения напряжения на экране осциллографа 12). После чего выключают ультразвуковые колебания волновода 8, а волновод 8 поднимают в исходное положение (отметка ИП - исходное положение на линейке 9).
Доведение включенного волновода 8 в начальное положение (отметка НП) активизирует движение металлических шариков 7 и упрочняющего порошка (при его наличии) «ультразвуковым ветром».
В связи с тем что металлические шарики 7 двигаются сверху вниз, увеличение расстояния (до оптимального) между рабочим торцом 11 волновода 8 и обрабатываемой поверхностью 4 приводит к увеличению скорости движения и кинетической энергии металлических шариков 7 при соударении с обрабатываемой поверхностью 4 и, соответственно, к увеличению силы удара. Это обеспечивает повышение качества обработки.
Однако увеличение расстояния между рабочим торцом 11 волновода 8 и обрабатываемой поверхностью 4 приводит к снижению энергии отскока металлических шариков 7 от обрабатываемой поверхности 4, поэтому в отдельных случаях (при избыточном количестве металлических шариков 7 малого размера) на дне камеры 6 на обрабатываемой поверхности 4 в конце процесса появляются неактивированные металлические шарики 7. Для их активации возвращают из рабочею положения (РП) включенный волновод 8 в запомненное начальное положение (НП), при котором появился ток в заземляющем изделие 1 проводе 3. Снижение тока в заземляющем проводе 3 (снижение показания на экране осциллографа 12) свидетельствует о завершении процесса деформирования, что позволяет выключить ультразвуковые колебания и переместить волновод в исходное положение (ИП).
Пример
Апробация предлагаемого способа осуществлялась на лабораторной установке, схема которой соответствует схеме на чертеже. В качестве обрабатываемого изделия 1 использовались образцы диаметром 120 мм, толщиной 20 мм из материала Сталь 45. Образцы укладывали на пластины-изоляторы 2 толщиной 40 мм, выполненные из текстолита. Обрабатываемые изделия 1 заземляли проводом 3 с резистором с сопротивлением 1000 ГОм для усиления сигнала на осциллографе 12 марки GDS-820C. На верхнюю обрабатываемую поверхность 4 изделия 1 укладывали втулку (приспособление) 5, выполненную из стали 30ХГСА с диаметрами: наружный - 50 мм; внутренний - 40 мм, высотой 60 мм. Диаметры металлических шариков 7 варьировали: 1,6 мм и 3,0 мм. Металлические шарики 7 укладывали на обрабатываемую поверхность 4 изделия 1 с одинаковой общей массой - 160 г. Волновод 8 изготавливали из титанового сплава ВТ 22 с диаметром рабочего торца 9-30 мм и всей вводимой во втулку (приспособление) 5 ступенью волновода 8 по скользящей посадке. Введение и поднятие волновода 8 осуществляли при помощи ручного привода 15. Возбуждение ультразвуковых колебаний в волноводе 8 осуществляли преобразователем ПМС 15А-18 от генератора 14 марки 3Г 3-4М.
В качестве линейки 9 использовалась стандартная металлическая линейка, жестко прикрепленная к станине установки. Металлический ползунок 10 изготавливали из стали 30ХСА со шлифованием и креплением его при помощи кронштейна к узлу крепления преобразователя ПМС 15А-18 с волноводом 8, что обеспечивало визуальную регистрацию положения волновода 8 во втулке 5. Кроме того, к металлическим шарикам 7 добавляли упрочняющий мелкодисперсный порошок диоксид молибдена.
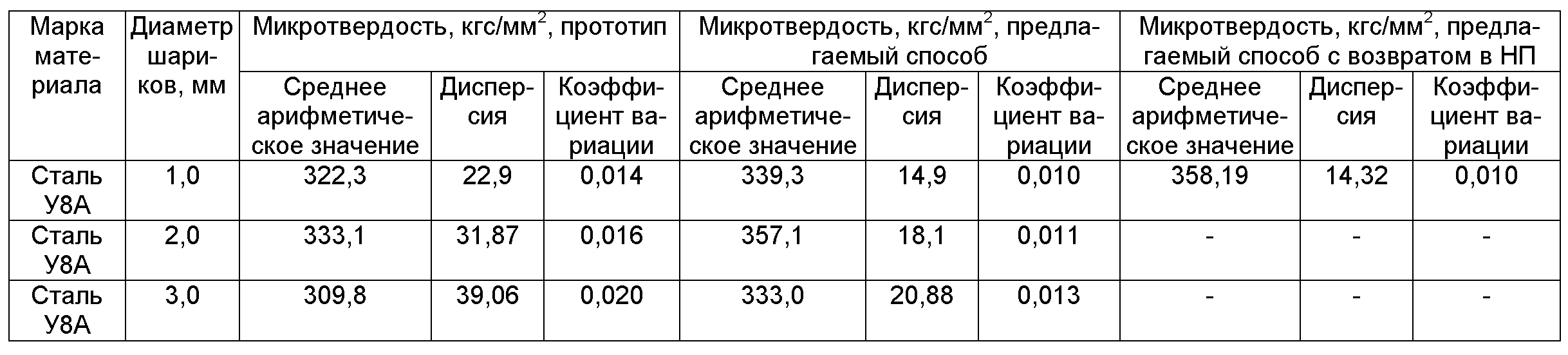
Результаты испытаний приведены в таблице.
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Устройство для подводного гидромассажа
Ограждение автомобильной дороги
Способ декарбонизации воды для тепловой электрической станции
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Весоизмерительное устройство
Аналоговый мультиплексор
Декодер с упорядоченной статистикой символов
Логический процессор
Амплитудный фильтр
Реляторный модуль
Адресный идентификатор
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента

