Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПОКРЫТИЯ С КРЕМНИЕВОЙ ПОДЛОЖКОЙ
Вид РИД
Изобретение
Изобретение относится к исследованиям механических свойств покрытий, а именно к способам определения прочности сцепления покрытий с подложкой. Оно может быть использовано в области силовой электроники, в частности при изготовлении полупроводниковых приборов с использованием низкотемпературного спекания серебросодержащей пасты в системе «кремний на молибдене», что необходимо для создания контактных соединений в силовых полупроводниковых приборах с более высокими электрическими и термомеханическими свойствами.
Важной особенностью этих разработок является создание технологии нанесения покрытия на кремниевую подложку с высокой прочностью сцепления. Покрытие может представлять собой комбинацию различных металлов, но главным требованием к нему при использовании заявленного способа является наличие внешнего серебряного слоя.
Известен способ определения прочности сцепления покрытия с подложкой, заключающийся в том, что отрывной элемент прикрепляют к подложке фиксаторами до нанесения покрытия, затем наносят покрытие так, чтобы часть покрытия легла на отрывной элемент, а часть - на подложку через калиброванное отверстие в отрывном элементе, удаляют фиксаторы, нагружают отрывной элемент до отрыва (или среза) отрывного элемента и определяют прочность сцепления покрытия с подложкой как отношение максимальной нагрузки, действующей на отрывной элемент, к площади калиброванного отверстия отрывного элемента либо к площади покрытого участка подложки (RU 2419084 C2, 20.05.2011).
Недостатком этого способа является то, что помимо подложки покрытие необходимо нанести и на отрывной элемент (деталь оснастки разрывной машины). Кроме того, вследствие хрупкости кремния практически невозможно изготовить подходящие детали оснастки разрывной машины, чье использование не повлекло бы разрушение кремния.
Известен способ контроля качества гальванических серебряных покрытий, включающий:
- крацевание - обработка вращающимися латунными щетками с диаметром проволоки 0,1-0,3 мм;
- нанесение сетки царапин острием материала не менее трех параллельных царапин с расстоянием 2-3 мм и перпендикулярно им также не менее трех царапин до основного материала;
- нагрев до +200°C на воздухе с выдержкой в течение одного часа;
- изменение температур с нагревом до +200°C на воздухе с выдержкой в течение 15 мин и охлаждение посредством погружения в воду с температурой от +15 до +20°C (ГОСТ 9.302-88).
Недостатками этого способа является то, что численные значения прочности сцепления подложки с покрытием определить невозможно.
Наиболее близким аналогом является способ, в котором применяется приклеивание торцевых частей образцов к деталям оснастки разрывной машины. Предел прочности при отрыве определяется по формуле, в которой нагрузка делится на площадь, если при этом разрушение произошло не по адгезионному слою покрытия с клеем. Внешние серебряные покрытия имеют толщину 0,5-1 мкм. Столь малая толщина слоя серебряного покрытия делает невозможным применение низкотемпературной пайки для соединения образцов с оснасткой при испытаниях. Это обусловлено большой вероятностью растворения слоя серебряного покрытия в припое. Поэтому для соединения образцов с испытательной оснасткой были опробованы технологии склеивания с применением высокопрочных клеев (ОСТ 3-4587-80).
Недостатком способа - наиболее близкого аналога является разрушение адгезионного слоя на границе серебряного покрытия и клея из-за низкой адгезионной способности высокопрочных клеев к серебру.
Задачей изобретения является повышение качества контроля процесса нанесения покрытия на кремниевую подложку.
Техническим результатом заявленного изобретения является снижение вероятности разрушения адгезионного слоя, расположенного между серебряным покрытием и клеем, при определении прочности сцепления покрытия с кремниевой подложкой при испытании на разрывной машине и, соответственно, повышение точности определения прочности сцепления покрытия с кремниевой подложкой.
Для достижения технического результата предложен способ определения прочности сцепления покрытия с кремниевой подложкой, при котором покрытие с внешним серебряным слоем соединяют с деталями оснастки разрывной машины и разрывают покрытие, при этом на покрытие с внешним серебряным слоем дополнительно наносят слой меди с последующей термообработкой в вакууме при температуре +200-+280°C с выдержкой 30-60 минут, а слой меди склеивают с деталями оснастки разрывной машины. Слой меди можно наносить гальваническим методом или методом высокотемпературного испарения в вакууме. Слой меди может быть нанесен толщиной от 1 до 2 мкм. Слой меди может быть склеен с деталями оснастки разрывной машины клеем на основе эпоксидной смолы.
Покрытие на кремниевой подложке может представлять собой комбинацию из нескольких металлов с внешним серебряным слоем.
Медь можно наносить на покрытие с внешним серебряным слоем любым известным способом, но для наилучшего сцепления с серебром можно наносить ее либо гальваническим методом, либо методом высокотемпературного испарения в вакууме.
Поскольку толщина внешнего слоя серебра очень мала и составляет приблизительно 1,5 мкм, во избежание диффузии атомов меди сквозь слой серебра максимально допустимая температура термообработки меди составляет +280°C, а выдержка - 60 минут. Для достаточной прочности дальнейшего клеевого соединения между медным покрытием и деталями оснастки разрывной машины температура термообработки меди не должна быть ниже +200°C при выдержке не менее 30 минут.
Склеивание слоя меди с деталями оснастки допустимо проводить клеями на основе фенолоформальдегидных, эпоксидных, полиэфирных смол, полиамидов и многими другими. Важным параметром при выборе клея является его достаточная прочность после отверждения и параметры склеивания: во избежание диффузии меди в слой серебра температура процесса не должна превышать +130°C, а выдержка - 3 часа.
Слой меди лучше наносить толщиной от 1 до 2 мкм. Малая толщина меди наряду с его термообработкой обеспечивают надежное сцепление между ним и слоем серебра с глубиной диффузионного проникновения меди в серебро не более одной трети толщины последнего. Слои меньше 1 мкм могут не полностью покрывать поверхность серебряного покрытия, а увеличивать толщину более 2 мкм нецелесообразно из-за увеличения продолжительности нанесения покрытия.
Предлагаемый способ определения прочности сцепления покрытия, внешний слой которого является серебряным, с кремниевой подложкой был опробован при нанесении покрытий на кремниевые пластины диаметром 26 мм и толщиной 2 мм методом испарения, составляющих покрытия в вакууме с заключительным внешним слоем из серебра толщиной 0,5-1 мкм. Исследуемые пластины были разделены на четыре части. На одни из них на серебряное покрытие гальваническим методом наносился слой меди толщиной 1-2 мкм из электролита, содержащего 200 г/л CuSO4 и 60 г/л H2SO4, при температуре электролиза 18-25°C, в течение 40 минут, при напряжении 5 В и силе тока 2А/дм2.
После этого производилась термообработка меди в вакууме при температуре +200-+280°C с выдержкой 30-60 минут.
На другие пластины поверх серебряного покрытия методом высокотемпературного испарения в вакууме при температуре расплавленной меди в тигле +1100°C наносился слой меди толщиной 1-2 мкм, после чего производилась термообработка в вакууме при температуре +200°C-+280°C с выдержкой 30-60 минут.
На третью и четвертую части пластин медное покрытие не наносилось. Третью часть подвергали термообработке: температура при этом составляла +280°C, а выдержка - 60 минут.
Четвертая часть пластин никак не обрабатывалась.
После этого все пластины (с термообработкой; без термообработки; с дополнительным слоем меди, нанесенным гальваническим методом; с дополнительным слоем меди, нанесенным методом высокотемпературного испарения в вакууме) приклеивались к деталям оснастки разрывной машины клеем на основе эпоксидной смолы ВК-51 в течение 3-х часов. Детали оснастки представляли собой металлические приспособления с плоской поверхностью, предназначенной для приклеивания к образцу и по площади, примерно равной ему. При склеивании нагрузка составляла 80 КПа, а температура +130°C. Испытания производились на электромеханической разрывной машине УТС 110 м-5. Если разрушение произошло не по адгезионному слою покрытия с клеем, прочность сцепления покрытия при отрыве определяется по формуле:
σ=p/s,
где p - нагрузка, прикладываемая к разрыву, H;
S - площадь разрыва, м2.
Результаты испытаний приведены в таблице 1.
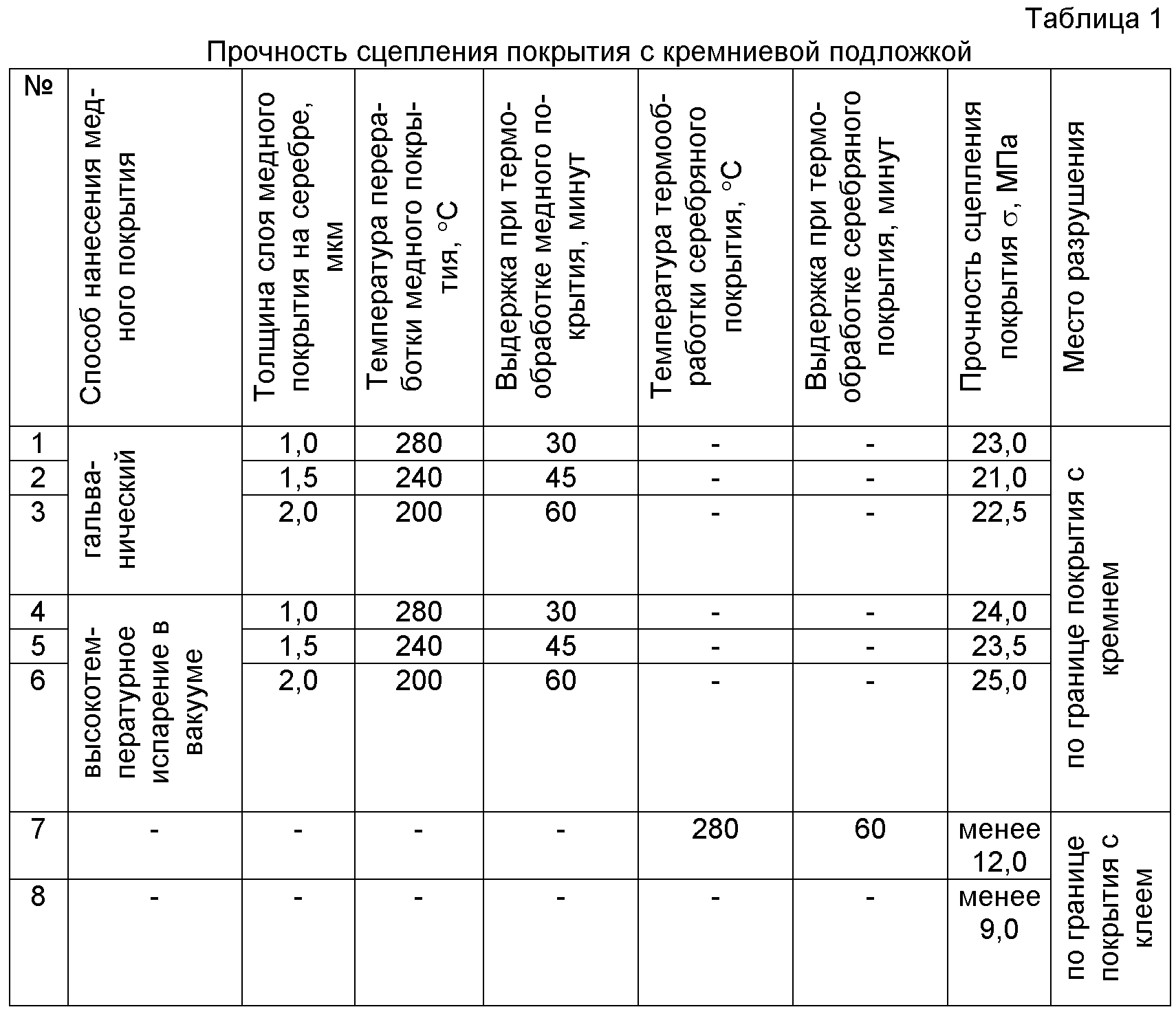
Предложенный способ позволяет оценить прочность сцепления покрытия с кремниевой подложкой, в то время как по способу - наиболее близкому аналогу можно только оценить адгезию серебряного покрытия к клею. При этом необходимо отметить, что прочность клеевых соединений, выполненных с использованием клея ВК-51 на основе эпоксидной смолы, может достигать порядка 75 МПа, что является очень высоким значением. При использовании других клеев прочность соединений, как правило, не превышает 45-55 МПа.
По данным таблицы 1 видно, что термообработка слоя серебра несколько улучшает адгезию клея ВК-51 к нему, но не меняет его радикально, что лишний раз подчеркивает необходимость нанесения поверх серебряного покрытия слоя меди.
Предлагаемый способ определения прочности сцепления можно применять для любых кремниевых подложек, однако в силовой электронике в большинстве случаев подложки используются в виде пластин.
Предлагаемый способ может применяться для контроля качества нанесения покрытий на кремниевую подложку при производстве полупроводниковых приборов силовой электроники.
Полимерная композиция
Фенолоформальдегидное связующее, препрег на его основе и изделие, выполненное из него
Состав для защитного покрытия
Препрег антифрикционного органопластика и изделие, выполненное из него
Способ получения жаропрочных никелевых сплавов
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный деформируемый сплав на основе никеля и изделие, выполненное из этого сплава
Грунтовочная композиция для кремнийорганических герметиков
Препрег и изделие, выполненное из него
Способ получения изделия из жаропрочного никелевого сплава
Способ получения литого трубного катода из сплавов на основе алюминия для ионно-плазменного нанесения покрытий
Способ получения литых трубных изделий из сплавов на основе никеля и/или кобальта
Способ получения алюминидного покрытия на поверхности изделия из жаропрочного сплава
Припой на основе никеля
Композиционный материал и изделие, выполненное из него
Способ изготовления штамповок дисков из слитков высокоградиентной кристаллизации из никелевых сплавов
Способ получения пористого истираемого материала из металлических волокон
Способ термомеханической обработки изделий из титановых сплавов
Флюс для плавки и рафинирования магниевых сплавов, содержащих иттрий
Сплав на основе алюминия

