Результат интеллектуальной деятельности: ОШИНОВКА АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ ПРОДОЛЬНОГО РАСПОЛОЖЕНИЯ
Вид РИД
Изобретение
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия в электролизерах, соединенных друг с другом в последовательную электрическую цепь.
Соединение электролизеров осуществляется системой токопроводящих шин, одним из основных требований к которой является обеспечение в расплаве оптимального магнитного поля, которое оказывает минимальное отрицательное влияние на технологический процесс.
Значительное влияние на магнитогидродинамические и энергетические характеристики алюминиевого электролизера оказывают магнитные поля как собственно электролизера, так и соседних работающих электролизеров.
Следствием воздействий электромагнитных полей на катодный металл и электролит являются деформации поверхности катодного металла в виде перекосов и волн, что приводит к дестабилизации технологического режима и снижению технико-экономических показателей процесса электролиза.
Основные требования, предъявляемые к эффективно работающей ошиновке, заключаются в следующем:
- минимизация и симметрия поперечной составляющей магнитной индукции By;
- минимизация, симметрия и знакопеременность относительно продольной и поперечной осей вертикальной составляющей магнитной индукции Bz.
Выполнение этих требований приводит к уменьшению скорости циркуляции расплава, к снижению величины перекоса и стабилизации возмущений поверхности раздела металл-электролит, стабилизации возмущений.
Известна ошиновка мощных алюминиевых электролизеров при их продольном расположении в корпусе, содержащая анодные шины, стояки и катодные стержни, разделенные на группы, каждая из которых соединена с самостоятельным пакетом катодных шин; при этом пакеты катодных шин групп стержней, ближайших к входному торцу катодного кожуха, соединены со стояками, расположенными у входного торца, а остальные группы катодных стержней - со стояками, расположенными вдоль бортов катодного кожуха последующего электролизера (Патент СССР №738518, C25C 3/16, 1978).
Этим техническим решением не обеспечивается создание оптимальной конфигурации магнитного поля при двухрядном продольном расположении электролизеров в корпусе вследствие наличия не скомпенсированной вертикальной составляющей магнитного поля от соседнего ряда электролизеров. Не скомпенсированные электромагнитные силы приводят к большим циркуляциям расплава и большим перекосам уровня металла, к существенному снижению запаса магнитогидродинамической (МГД-устойчивости) электролизера и не позволяют получать высокие технико-экономические показатели при увеличении единичной мощности электролизера.
Известен способ ошиновки алюминиевых электролизеров с двусторонним токоподводом к аноду при двухрядном продольном расположении электролизеров в корпусе, в котором сечение обводного пакета на ближней к соседнему ряду стороне электролизера выполняют большим и подключают к нему большее количество катодных стержней, чем к обводному пакету противоположной стороны электролизера.
При этом распределение тока по стоякам следующее: входной левый (по ходу тока) стояк - 30-32%, входной правый 36-38%, выходной левый 20-18%, выходной правый 12-14%. Катодные и обводные шины на ближней к соседнему ряду стороне электролизера по высоте располагаются выше на 30-50 см, чем с противоположной стороны, т.е. ближе к слою расплавленного металла (Авторское свидетельство СССР №356312, C22D 3/12, 1972).
Использование известного решения позволяет скомпенсировать влияние магнитного поля от соседнего рядка электролизеров, но не обеспечивает оптимальную конфигурацию вертикального магнитного поля для уменьшения перекоса зеркала металла и повышения МГД-устойчивости электролизера.
Известна ошиновка алюминиевого электролизера при продольном расположении электролизеров в корпусе, содержащая катодные стержни, соединенные с пакетами катодных шин, расположенные по продольным сторонам электролизера, каждый из которых состоит, по крайней мере, из одной катодной шины, входные и выходные анодные стояки, соединенные с пакетами катодных шин соединительными шинами и с анодными шинами передающими шинами. Анодные шины на входе и выходе снабжены перемычками на входе и выходе и дополнительной перемычкой. Для обеспечения заданной токовой нагрузки на анодный массив последующего электролизера электрические цепи для подачи токовой нагрузки выполнены с дифференцированным электрическим сопротивлением. Ошиновка может быть выполнена четырехстоячной, при этом два входных стояка расположены у входного торца электролизера в проекции его катодного устройства, два выходных стояка расположены на продольных сторонах на расстоянии от центральной поперечной оси электролизера, составляющем 0,05-0,16 длины электролизера, и ошиновка выполнена с распределением токовой нагрузки по стоякам, %: левый входной 15-35, правый входной 10-40, левый выходной 15-35, правый выходной 10-40 (Патент РФ №2281989, C25C 3/16, 2006).
Изобретение позволяет незначительно оптимизировать электромагнитные характеристики процесса и скорости циркуляции металла и электролита, но не обеспечивает в полной мере высокую МГД-устойчивость электролизера, ошиновка громоздка, сложна в монтаже, значительное количество контактных узлов приведет к значительным непроизводительным токовым потерям, а выносные анодные стояки затруднят обслуживание электролизера.
Известна ошиновка последовательно соединенных мощных алюминиевых электролизеров, содержащая два стояка, расположенных на продольных сторонах электролизера, два других стояка, расположенных у входного торца катодного кожуха электролизера, две катодные сборные шины на каждой продольной стороне электролизера. Ток с части катодных стержней электролизера, расположенных со стороны выходного торца катодного кожуха, передается с помощью катодных шин на стояки, расположенные на продольных сторонах последующего электролизера. Катодные шины, передающие ток с катодных стержней электролизера со стороны входного торца катодного кожуха, расположены вдоль поперечной и продольной осей электролизера под днищем электролизера, поднимаются на выходном торце катодного кожуха электролизера до уровня металла и соединяются со стояками, расположенными во входном торце катодного кожуха последующего электролизера (Патент РФ №2282681, C25C 7/06, 2006).
Известная ошиновка обеспечивает оптимальную компенсацию магнитного поля и достижение высокой МГД-устойчивости электролизера, но сама ошиновка громоздка, анодные стояки на продольных сторонах электролизеров затруднят технологичное обслуживание электролизера.
Известна ошиновка электролизеров для получения алюминия при продольном двухрядном расположении их в корпусе, содержащая анодные шины, стояки, пакеты катодных шин групп стержней, из которых ближние к выходному торцу катодного устройства соединены со стояками, расположенными у входного торца, а остальные со стояками, расположенными вдоль бортов катодного кожуха последующего электролизера, анодные стояки соединены с анодной шиной в точках, соответствующих 1/3 и 2/3 ее длины, в которой пакеты катодных шин на стороне, дальней от соседнего ряда электролизеров, установлены ниже пакетов катодных шин на противоположной стороне электролизера на 1,1-2,7 м, к выходному торцу анодной шины, расположенной на стороне, ближней к соседнему ряду электролизеров, подсоединено 17,6-20,6% всех катодных стержней предыдущего электролизера, кроме того, отношение количеств катодных стержней, подключенных к входному торцу анодной шины, расположенной на стороне, дальней от соседнего ряда электролизеров, к входному торцу шины, расположенной на противоположной стороне электролизера, составляет 1,14-1,7:1 (Патент РФ №2004630, C25C 3/16, 1993).
В известном решении за счет дифференцированного распределения токовой нагрузки выполнения выносных симметрично расположенных стояков и разноуровневой катодной ошиновки достигается улучшение магнитно-гидродинамических характеристик за счет компенсации дополнительной вертикальной составляющей среднего ряда электролизеров и частичное снижение и улучшение симметрии по поперечной составляющей. Но достигаются улучшения не в полной мере и за счет значительного увеличения металлоемкости и конструктивного усложнения ошиновки, что является очень существенным недостатком. Технологическое обслуживание этих электролизеров затруднено анодными стояками на продольных сторонах электролизера.
Известно устройство для электропитания последовательно соединенных алюминиевых электролизеров при их продольном расположении в корпусе, содержащее анодные шины, катодные стержни и стояки, которые расположены у входного торца и на середине продольных бортов катодного кожуха, а компенсация поля соседнего ряда электролизеров производится дополнительными шинами, которые расположены на уровне пакетов катодных шин с внутренней и внешней сторон обоих рядов электролизеров. Катодные стержни разделены на группы, каждая из которых соединена с самостоятельным пакетом катодных шин (патент РФ №2170290, C25C 3/16, 2000).
Недостатком известного технического решения является то, что оно не может быть использовано на электролизерах с продольным расположением в корпусе большой единичной мощности (250 кА и выше) из-за недостаточной компенсации магнитного поля. МГД-устойчивость электролизера при таких значительных токах обеспечивается повышенными требованиями к конфигурации магнитного поля в ванне электролизера. Работа электролизера в приемлемых технологических условиях затруднена расположением анодных стояков на продольных сторонах электролизера.
Известна ошиновка последовательно соединенных электролизеров, содержащая два стояка, расположенные на середине продольных сторон электролизера, два других стояка, расположенные у входного торца катодного кожуха электролизера. Ток с части катодных стержней электролизера, расположенных со стороны входного торца катодного кожуха, передается с помощью катодных шин на стояки, расположенные на продольных сторонах последующего электролизера. Катодные шины, передающие ток с катодных стержней электролизера со стороны выходного торца катодного кожуха, расположены вдоль поперечной и продольной осей электролизера под днищем электролизера, поднимаются на выходном торце катодного кожуха электролизера примерно до уровня металла и соединяются со стояками, расположенными во входном торце катодного кожуха последующего электролизера (Патент РФ №2328556, C25C 3/16, 2006). Компенсация влияния соседнего ряда электролизеров обеспечивается передачей части тока с катодных стержней вблизи середины электролизера на противоположную сторону электролизера шиной, которая проходит под днищем катодного кожуха, поднимается примерно до середины уровня металла и возвращается под днищем катодного кожуха на серединный стояк последующего электролизера.
Недостатком известного технического решения является то, что высокий запас МГД-устойчивости обеспечивается громоздкой конструкцией ошиновки и использованием анодных стояков на продольных сторонах электролизеров.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемому техническому решению является ошиновка мощных алюминиевых электролизеров при их продольном расположении в корпусе, содержащая анодные шины, стояки, расположенные у входного и выходного торцов катодного кожуха, и катодные стержни, разделенные приблизительно на одинаковые группы, каждая из которых соединена с самостоятельными катодными шинами; при этом катодные шины групп стержней, ближайших к входному торцу катодного кожуха, соединены со стояками, расположенными у входного торца, а остальные группы катодных стержней - со стояками, расположенными у выходного торца электролизера (Патент US №4132621, C25C 3/16, 1979).
Недостатком известного технического решения является то, что оно не может быть использовано на электролизерах с продольным расположением при работе на низком межполюсном расстоянии из-за недостаточной компенсации магнитного поля. МГД-устойчивость электролизера при малых межполюсных расстояниях обеспечивается повышенными требованиями к конфигурации магнитного поля в ванне электролизера. Для работы электролизера в приемлемых технологических условиях требуется максимально снизить величину вертикального магнитного поля.
Задачей изобретения является разработка конструкции ошиновки для электролизеров, обеспечивающей повышение производительности электролизеров за счет стабильной работы на малых межполюсных расстояниях.
Техническим результатом изобретения является достижение высокой степени компенсации электромагнитных сил в расплаве за счет оптимизации конфигурации магнитного поля в ванне электролизера и снижения величины вертикального магнитного поля.
Поставленная задача решается тем, что в ошиновке алюминиевых электролизеров при их продольном расположении в корпусе, содержащей анодные шины, стояки и катодные стержни, разделенные на группы, каждая из которых соединена с отдельными катодными шинами, катодные шины групп стержней, ближайших к входному торцу предшествующего электролизера, соединены со стояками, расположенными у входного торца последующего электролизера, а остальные группы катодных стержней - со стояками, у выходного торца последующего электролизера, согласно предлагаемому решению катодные шины групп стержней, ближайших к входному торцу предшествующего электролизера, расположены под днищем предшествующего электролизера, а катодные шины остальных групп стержней, расположены под днищем предшествующего и последующего электролизеров, или предшествующего, последующего электролизеров и вдоль катодного кожуха с лицевой стороны последующего электролизера, при этом стояки, расположенные у входного торца последующего электролизера установлены со смещением к центру электролизера относительно стояков, расположенных у выходного торца последующего электролизера.
Изобретение дополняет частный отличительный признак.
Катодная шина вдоль катодного кожуха с лицевой стороны последующего электролизера выполнена с распределением 70-100% токовой нагрузки от всей токовой нагрузки на стояки, расположенные у выходного торца последующего электролизера.
Сопоставительный анализ признаков заявляемого решения и признаков прототипа свидетельствует о соответствии решения критерию «новизна» и «изобретательский уровень».
Сущность изобретения поясняется графическим материалом.
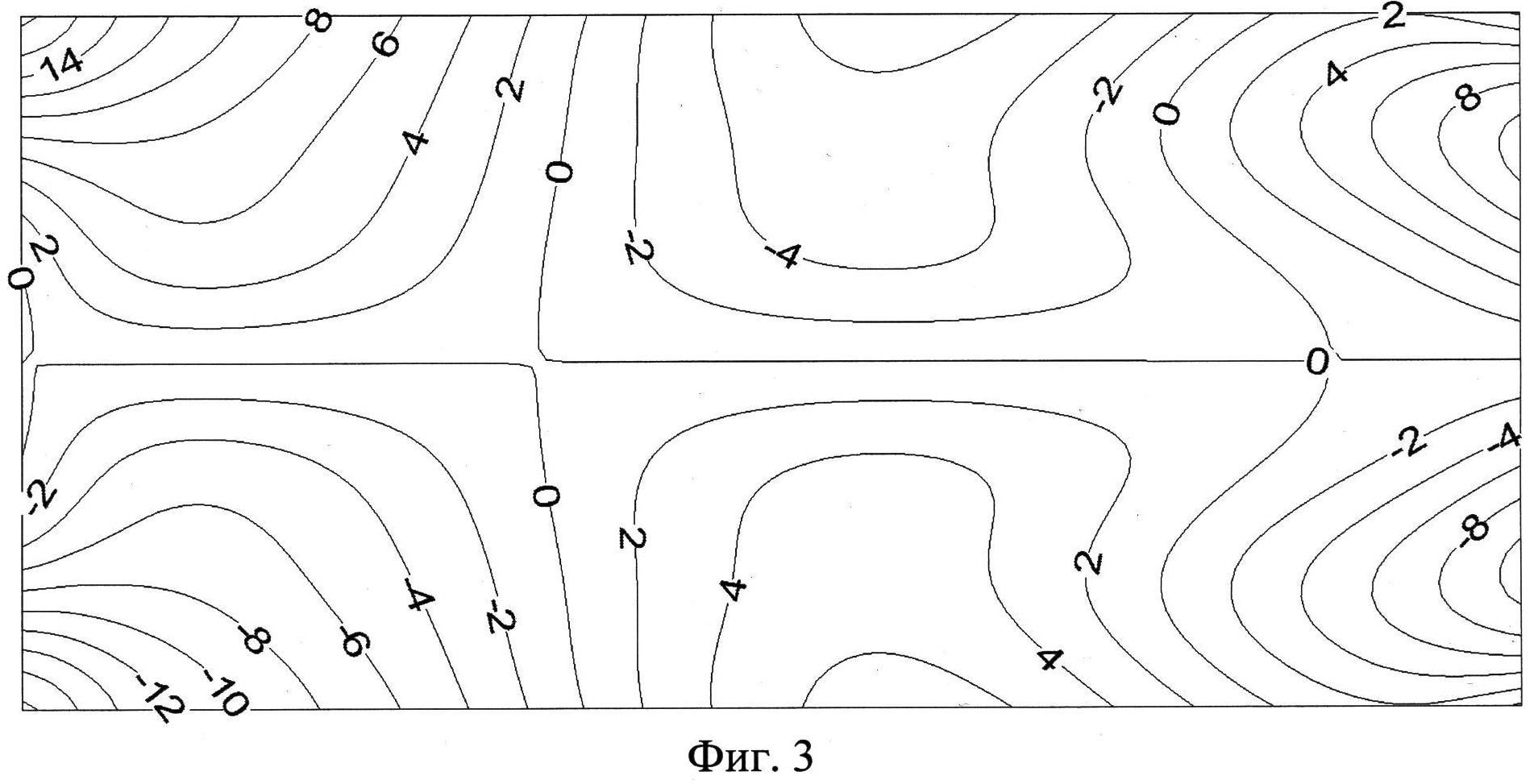
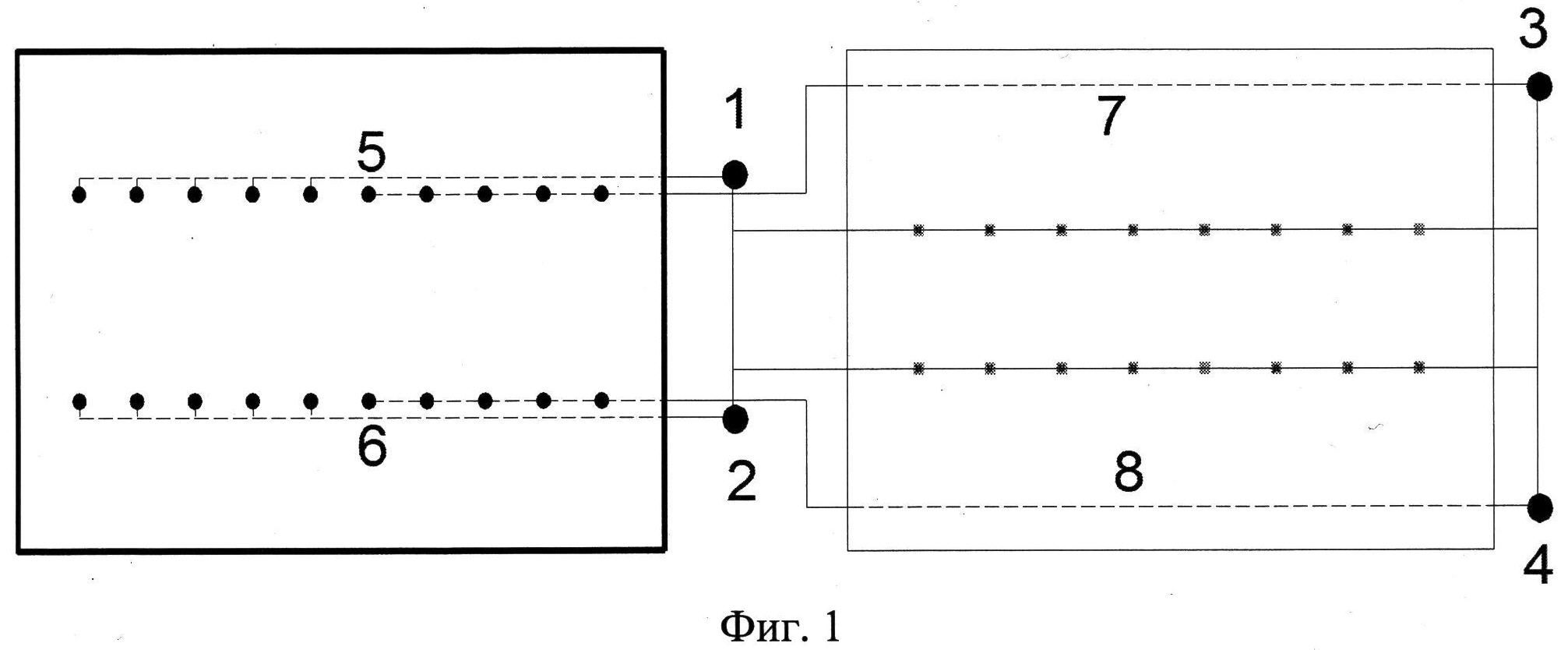
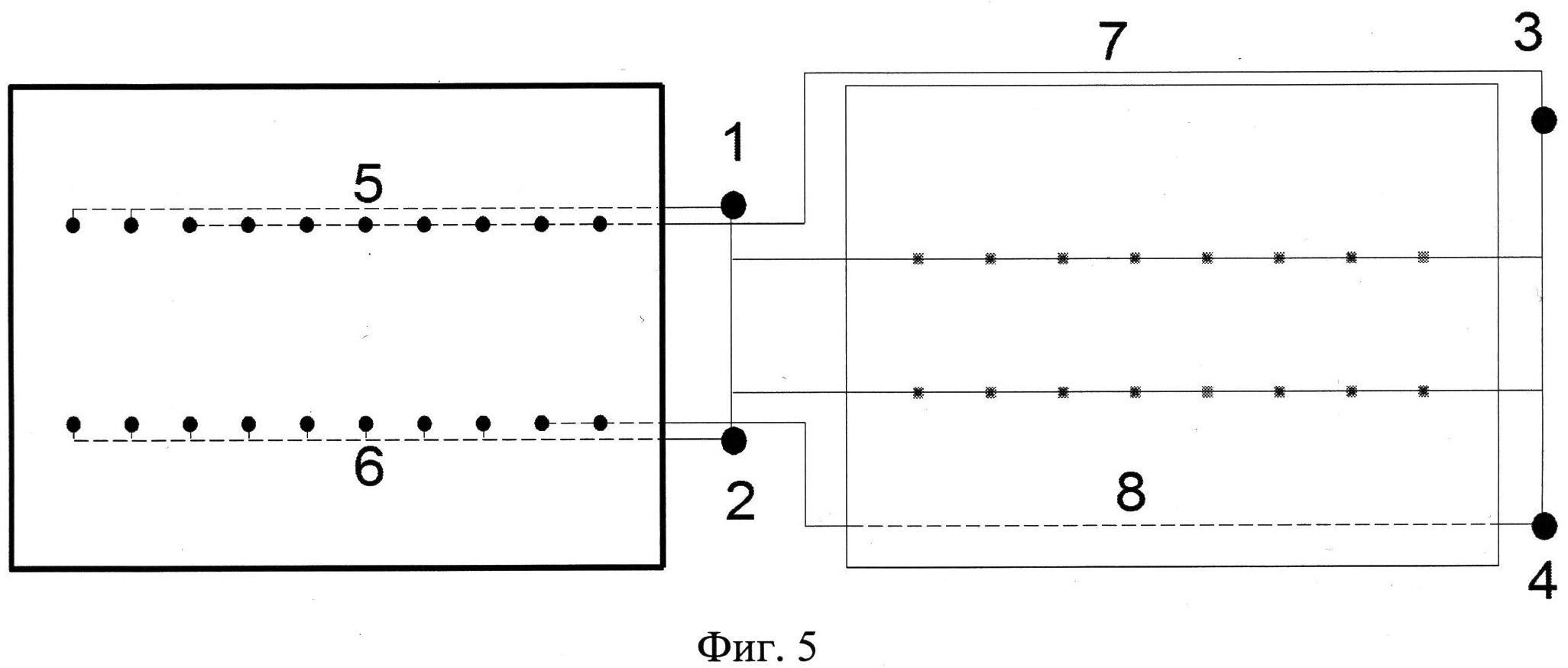
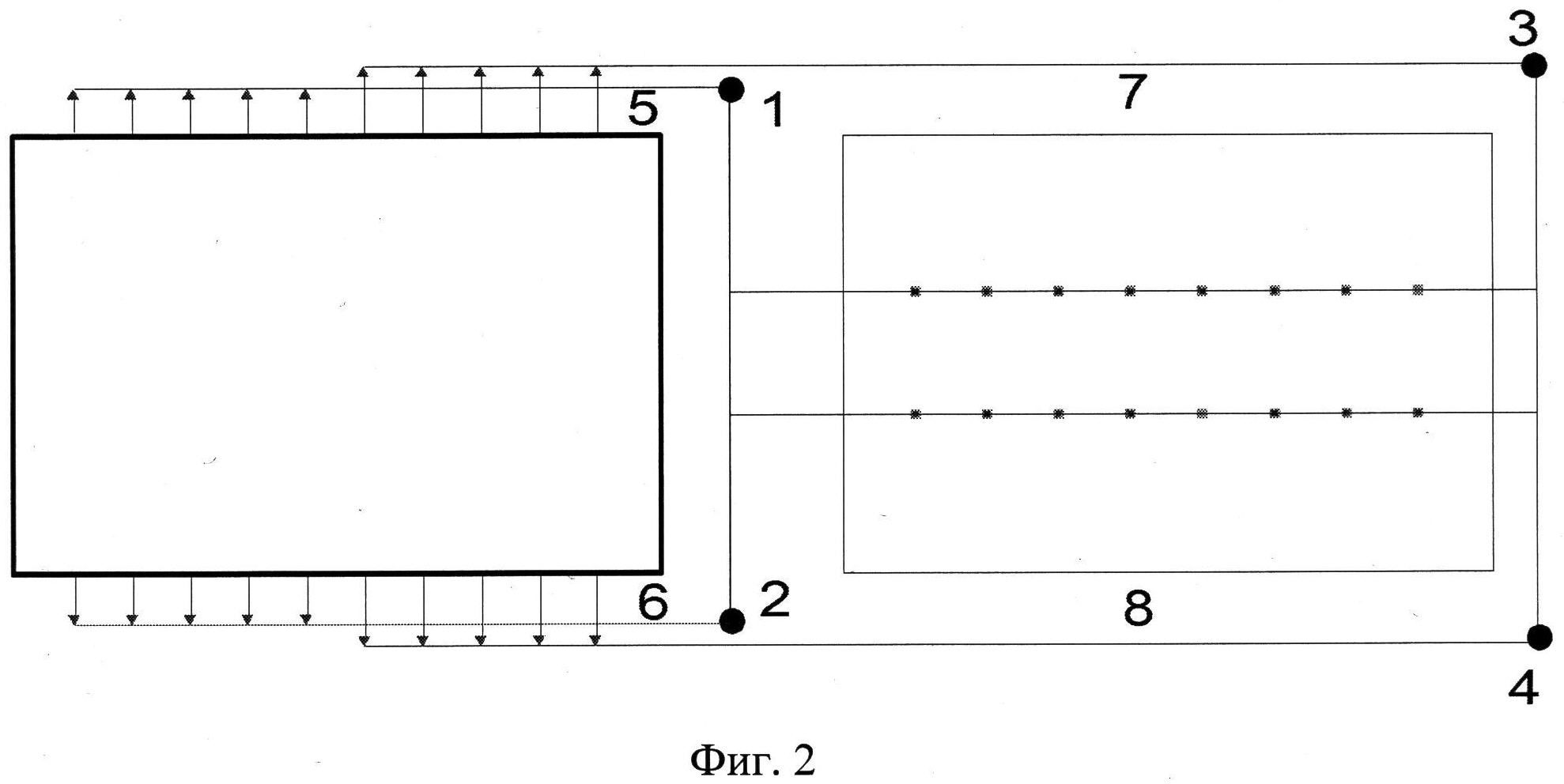
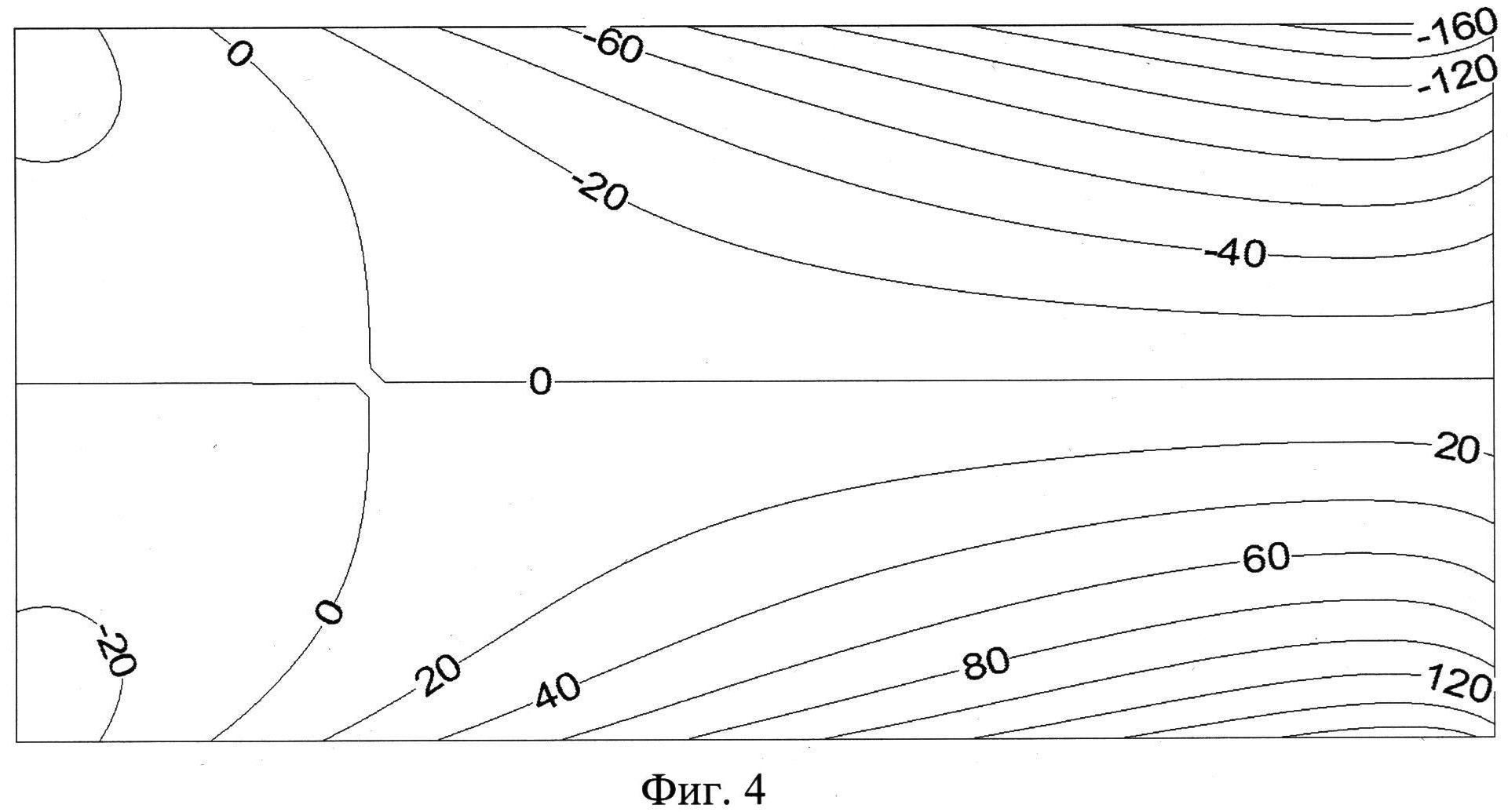
На фиг.1 изображена схема ошиновки с расположением катодных шин под днищем предшествующего и последующего электролизеров, на фиг.2 - схема ошиновки по прототипу, на фиг.3 - вертикальная компонента индукции магнитного поля (в гауссах) для электролизера на силу тока 150 кА, по прототипу, на фиг.4 - вертикальная компонента индукции магнитного поля (в гауссах) для электролизера с заявляемой ошиновкой, на фиг.5 - схема ошиновки с расположением катодных шин под днищем предшествующего, последующего электролизеров и вдоль катодного кожуха с лицевой стороны последующего электролизера.
Конструкция ошиновки электролизера включает два стояка 1 и 2, расположенных во входном торце катодного кожуха последующего электролизера симметрично относительно его середины, и два стояка 3 и 4, расположенных симметрично в выходном торце катодного кожуха последующего электролизера. Для прототипа (см. фиг.2) часть катодных стержней электролизера, расположенных со стороны входного торца, соединена с помощью катодных шин 5 и 6 со стояками 1 и 2. Катодные шины 7 и 8 передают ток с катодных стержней электролизера со стороны выходного торца катодного кожуха на стояки 3 и 4. Заявленная ошиновка (фиг.1, 5) характеризуется катодным токосъемом вниз под днище электролизера. Часть катодных стержней электролизера, расположенных со стороны входного торца, соединены с помощью катодных шин 5 и 6 со стояками 1 и 2 и располагаются под днищем электролизера. Катодные шины 7 и 8 располагаются под днищем двух электролизеров и передают ток с катодных стержней электролизера со стороны выходного торца катодного кожуха на стояки 3 и 4. Возможно выполнение катодной шины с лицевой стороны электролизера не под днищем последующего электролизера, а вдоль борта катодного кожуха последующего электролизера с лицевой стороны. Передача на катодную шину с лицевой стороны электролизера последующего электролизера большего тока, чем на катодную шину с глухой стороны электролизера, компенсирует магнитное поле соседнего ряда электролизеров (фиг.5). В предельном случае передачи по этой катодной шине 100% тока мы имеем трехстоячную конструкцию ошиновки: два стояка на входном торце электролизера и один стояк на выходном.
Большая МГД-устойчивость электролизера связана с минимизацией вертикального магнитного поля в ванне электролизера. Повышение технологических показателей электролизера достигается устойчивой работой электролизера на меньших межполюсных расстояниях.
Эффект предлагаемого технического решения иллюстрируется фиг.3, на котором показаны изолинии вертикального магнитного поля в слое расплавленного металла. Сравнение с фиг.4 (магнитное поле по прототипу) показывает, что при осуществлении токоподвода с выводом тока под днище электролизера по указанной схеме ошиновки приводит к значительному уменьшению величины вертикального магнитного. Как показывают детальные численные расчеты по исследованию МГД-устойчивости, это обеспечивает существенно более высокую МГД-стабильность электролизера с новой ошиновкой.
Устройство для сбора и удаления газов в алюминиевом электролизере
Способ получения длинномерных цилиндрических стержней из материалов на основе ti-al-c
Способ вакуумной обработки алюминия и алюминиевых сплавов
Газоочистной блок очистки электролизных газов с газоочистным модулем, содержащим фильтр рукавный и реактор
Способ получения оксида скандия из скандийсодержащих концентратов
Способ получения деформированных полуфабрикатов из сплавов на основе алюминия
Способ брикетирования углеродных восстановителей
Способ производства анодной массы для самообжигающегося анода алюминиевого электролизера
Способ очистки технического кремния
Способ получения связующего пека с пониженным содержанием бенз(а)пирена
Литейный алюминиевый сплав
Способ экспресс-определения криолитового отношения и концентрации фторида калия в электролите при получении алюминия
Катодное устройство алюминиевого электролизера

