Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ 351×36 мм ДЛЯ АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ ИЗ СТАЛИ МАРКИ 10ГН2МФА С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ ИЗ СТАЛИ 08Х18Н10Т
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу производства биметаллических труб размером 351×36 мм для атомных электростанций из стали марки 10ГН2МФА с внутренним плакирующим слоем из стали 08Х18Н10Т толщиной 7±2 мм и может быть использовано при прокатке предельных горячекатаных труб размером 426×40×8500 мм на трубопрокатной установке 8-16" с пилигримовыми станами из биметаллических заготовок, состоящих из цилиндрических рубашек-заготовок стали 10ГН2МФА с наплавленной на внутреннюю поверхность способом электросварки стали 08Х18Н10Т, и последующего переката их на стане ХПТ 450 в товарные трубы размером вн.279×36×11000 мм.
До 1991 г. трубы данного сортамента для трубопроводов Ду-350 первого контура АЭС с реакторами ВВЭР-1000 закупали в Японии. Трубы изготавливали методом наплавки плакирующего слоя под флюсом на внутреннюю поверхность предварительно механически обработанной трубы из стали марки 10ГН2МФА с последующей расточкой наплавленного слоя до заданных размеров.
Недостатком данного способа производства биметаллических труб является то, что при изготовлении отводов наплавленный слой трещит и использовать данные трубы для гнутых профилей объектов атомной энергетики не представляется возможным.
Наиболее близким техническим решением является способ производства биметаллических труб размером вн.279×36 (351×36) и вн.346×40 (426×40) мм для атомных электростанций из стали марок (10ГН2МФА+08Х18Н10Т) с внутренним плакирующим слоем сталью 08Х18Н10Т толщиной 7±2 мм, включающий отливку слитков ЭШП из стали марки 10ГН2МФА размером 550×1600±50 и 580×1900±50 мм, сверление в слитках центрального отверстия диаметром 100±5 мм, нагрев слитков ЭШП до температуры пластичности, прошивку слитков в стане поперечно-винтовой прокатки в гильзы размером 550хвн.245×1810-1930 и 600хвн.255×1980-2090 мм на оправках диаметром 230 и 240 мм, расточку и обточку гильз в обечайки-заготовки размером 520хвн.265×1550±50 и 570хвн.255×1700±50 мм, заплавление обечаек-заготовок на установке ЭШП сталью 08Х18Н10Т, удаление донных частей биметаллических слитков анодно-механической резкой, сверление в биметаллических слитках размером 520×вн.265×1450±50 и 570×вн.255×1600±50 мм сквозного центрального отверстия диаметром 100±5 мм, расточка биметаллических слитков-заготовок размером 520×вн.265×вн.100×1450±50 мм в слитки-заготовки размером 520×вн.265×вн.160×1450±50 мм, нагрев биметаллических слитков до температуры пластичности, прошивку биметаллических слитков в стане поперечно-винтовой прокатки в гильзы размером 540хвн.300×1650-1770 и 600хвн.365×2090-2220 мм, прокатку гильз на пилигримовом стане в калибрах 383 и 464 мм на дорнах 271/272 и 337/338 в передельные трубы размером 371×50,5×4600-4900 и 446×54×5000-5300 мм, термическую обработку, правку, отбор образцов для проведения механических испытаний, механическую обработку-расточку и обточку передельных труб в товарные горячекатаные трубы размером вн.279×36×4200-4500 и вн.346×40×4600-5000 мм с толщиной плакирующего слоя 7±2 мм из стали 08Х18Н10Т, УЗК сплошности сцепления стали 10ГН2МФА со сталью 08Х18Н10Т, замер толщины плакирующего слоя по периметру и длине труб, приемку труб на соответствие требованиям ТУ 14-3-1593-88 (ТУ 14-3-1593-88 «Трубы бесшовные горячекатаные биметаллические для трубопроводов АЭС». ТИ 158-ТР.ТБ 1-110-2012 «Изготовление бесшовных горячекатаных биметаллических труб из стали марок 10ГН2МФА+08Х18Н10Т-ДД»).
Недостатком данного способа является то, что при заплавлении рубашек из стали марки 10ГН2МФА сталью 08Х18Н10Т граничный диаметр сплавления сталей по высоте биметаллических слитков, из-за повышения температуры рубашек от начала заплавления к концу, т.е. из-за увеличения внутреннего диаметра, увеличивается на 6-10 мм, что требует измерений граничных диаметров в нижних и верхних частях биметаллических слитков. Для расчета граничного диаметра принимают средний диаметр, что, в свою очередь, приводит к продольной разностенности плакирующего слоя и выпадам за пределы допускаемых значений 7±2 мм. К недостаткам данного способа следует отнести и то, что ТУ 14-3-1593-88 допускается кривизна на горячекатаных трубах не более 5 мм на длину 5000 мм, а расточка таких труб с допуском толщины плакирующего слоя 7±2 мм проблематична. К недостатком данного способа следует отнести то, что из-за изменения толщины плакирующего слоя по длине передельных труб перед расточкой необходимо производить торцовку концов и определять граничный диаметр, что приводило к отбраковке биметаллических труб по толщине плакирующего слоя и повышенному расходу сталей 10ГН2МФА и 08Х18Н10Т.
Задачей предложенного способа является снижение отбраковки труб по толщине плакирующего слоя и снижение расхода сталей 10ГН2МФА и 08Х18Н10Т.
Технический результат достигается тем, что в известном способе производства биметаллических труб размером 351×36 мм для атомных электростанций из стали марки 10ГН2МФА с внутренним плакирующим слоем из стали 08Х18Н10Т с толщиной 7±2 мм, характеризующемся тем, что слитки-заготовки ЭШП размером 640×1750 мм нагревают до температуры 1230-1250°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 670хвн.465×2830 мм, которые прокатывают на пилигримовом стане с подкладными углеродистыми кольцами в передельные трубы размером 590×85×3900 мм, удаляют необкатанные пилигримовые головки и затравочные концы, торцуют, растачивают и обтачивают в рубашки-заготовки размером 580±1,0×74,5±1,0×3300 мм, на внутреннюю поверхность рубашек-заготовок наплавляют электросваркой слой стали 08Х18Н10Т толщиной 25±1,0 мм, растачивают в биметаллические заготовки размером 580±1,0×вн.430±1,0×95±1,0×3300 мм, нагревают до температуры 1250-1260°С, продувают и прокатывают на пилигримовом стане в передельные горячекатаные трубы размером 426×40×8500 мм и перекатывают их на стане ХПТ 450 в товарные холоднокатаные биметаллические трубы размером 351×36×11000 мм с толщиной плакирующего слоя 7±2 мм из стали марки 08Х18Н10Т.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что слитки-заготовки ЭШП размером 640×1750 мм нагревают до температуры 1230-1250°С, прошивают в стане поперечно-винтовой прокатки в гильзы размером 670хвн.465×2830 мм, которые прокатывают на пилигримовом стане с подкладными углеродистыми кольцами в передельные трубы размером 590×85×3900 мм, удаляют необкатанные пилигримовые головки и затравочные концы, торцуют, растачивают и обтачивают в рубашки-заготовки размером 580±1,0×74,5±1,0×3300 мм, на внутреннюю поверхность рубашек-заготовок наплавляют электросваркой слой стали 08X18H10 толщиной 25±1,0 мм, растачивают в биметаллические заготовки размером 580±1,0×вн.430±1,0×95±1,0×3300 мм, нагревают до температуры 1250-1260°С, продувают и прокатывают на пилигримовом стане в передельные горячекатаные трубы размером 426×40×8500 мм и перекатывают их на стане ХПТ 450 в товарные холоднокатаные биметаллические трубы размером 351×36×11000 мм с толщиной плакирующего слоя 7±2 мм из стали марки 08X18H10. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16" ОАО «ЧТПЗ» при прокатке передельных биметаллических горячекатаных труб размером 426×40 и 470×45 мм для последующего переката их на стане ХПТ 450 в товарные холоднокатаные трубы размером 351×36 и 426×40 мм с повышенными геометрическими размерами толщины плакирующего слоя.
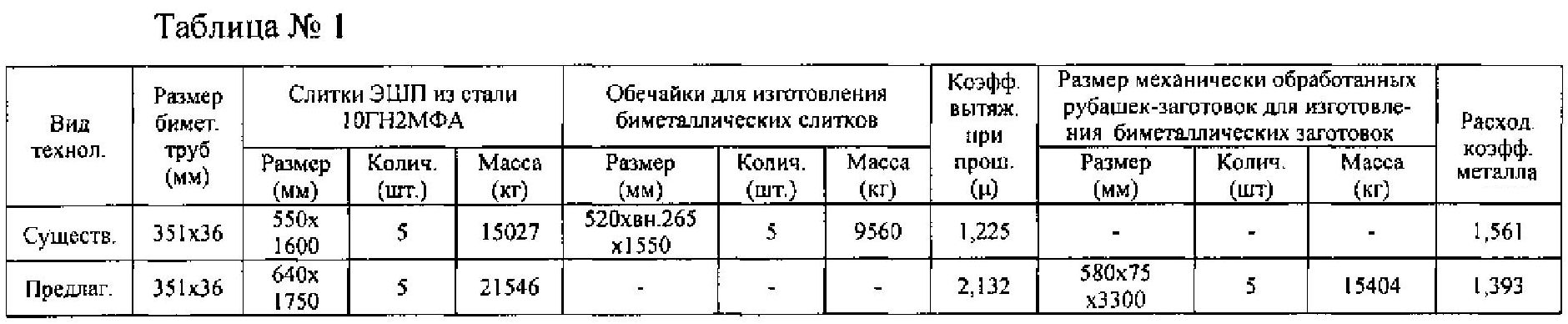
По существующей технологии для изготовления обечаек размером 520+3,0/-5,0×вн.265±5,0×1550 мм в производство были заданы 5 слитков ЭШП размером 550×1600 мм общей массой 15027 кг. Слитки ЭШП поставлены на ОАО «ЗМЗ». На ОАО «ЧТПЗ» в слитках были просверлены сквозные осевые отверстия диаметром 100±5 мм. Слитки ЭШП были нагреты до температуры пластичности, прошиты в стане поперечно-винтовой прокатки в гильзы размером 550хвн.245×1810-1930 мм с вытяжкой μ1 пр.351=1,17, расточены и обточены в обечайки-заготовки размером 520+3,0/-5,0×вн.265±5,0×1550±0 мм. На ОАО «ЗМЗ» обечайки на установке ЭШП были заплавлены сталью 08Х18Н10Т. Донные части биметаллических слитков были удалены анодно-механической резкой. На ОАО «ЧТПЗ» в биметаллических слитках размером 520+3,0/-5,0×вн.265±5,0×1450±50 мм были просверлены сквозные центральные отверстия диаметром 100±5 мм. Биметаллические слитки-заготовки размером 520+3,0/-5,0×вн.265±5,0×вн.100±5,0×1450±50 мм были расточены в слитки-заготовки размером 520+3,0/-5,0×вн.265±5,0×вн.160+5,0×1450+50 мм. Биметаллические слитки были нагреты до температуры пластичности, прошиты в стане поперечно-винтовой прокатки в биметаллические гильзы размером 540хвн.300×1650-1770 мм. Прокатку гильз на пилигримовом стане производили в калибрах 383 мм на дорнах 271/272 мм в передельные трубы размером 371×50,5×4600-4900 мм с вытяжкой μп.пр.351=3,114. Расходный коэффициент металла при изготовлении обечаек размером 520+3,0/-5,0хвн.265±5,0×1550 мм составил 1,561.
По предлагаемой технологии для изготовления цилиндрических рубашек-аготовок размером 580±1,0×75+1,0×3300 мм в производство были заданы 5 слитков ЭШП размером 640×1700 мм общей массой по 21463 кг. В слитках были просверлены сквозные осевые отверстия диаметром 100+5 мм. Слитки ЭШП были нагреты до температуры 1230-1250°С, прошиты в стане поперечно-винтовой прокатки в гильзы размером 670хвн.465×2830 мм, гильзы прокатаны на пилигримовом стане с подкладными углеродистыми кольцами в передельные трубы размером 590×85×3900 мм. От передельных труб были удалены необкатанные пилигримовые головки и затравочные концы, трубы сторцованы, обточены и расточены в рубашки-заготовки размером 580+1,0×74,5×1,0×3300 мм. На внутреннюю поверхность рубашек-заготовок были наплавлены способом электросварки слои стали 08Х18Н10Т толщиной 25+1,0 мм. Рубашки-заготовки были расточены в биметаллические заготовки размером 580+1,0×вн.430+1,0×95+1,0×3300 мм. Масса рубашек-заготовок составила 15404 кг. Расходный коэффициент металла при изготовлении рубашек-заготовок размером 580±1,0×75±1,0×3300 мм составил 1,393.
Данные по изготовлению обечаек размером 520+3,0/-5,0хвн.265±5,0×1550 мм и рубашек-заготовок размером 580±1,0×75±1,0×3300 мм из стали марки 10ГН2МФА по существующей и предлагаемой технологиям приведены в таблице №1.
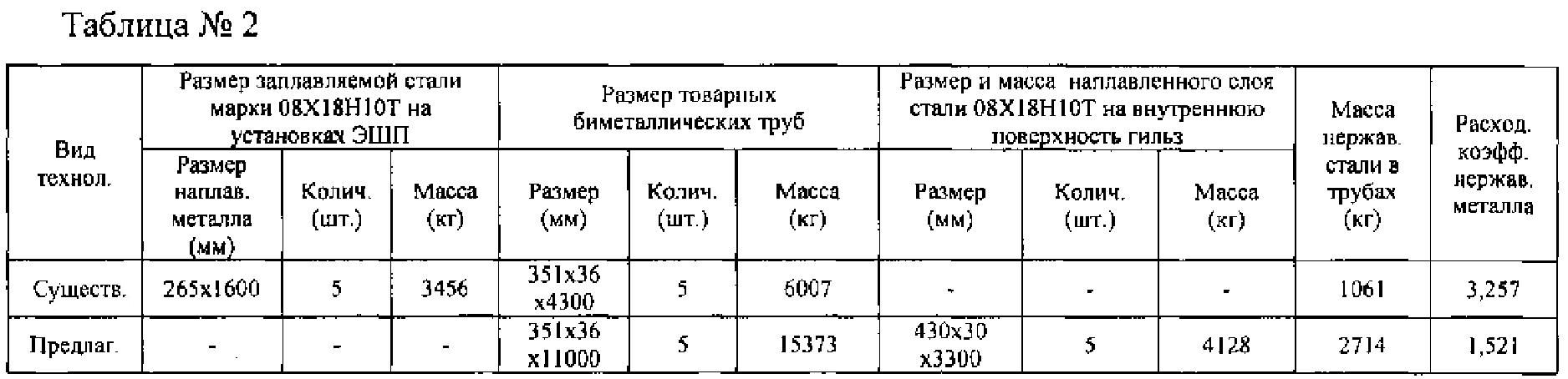
Данные по заплавлению обечаек из стали марки 10ГН2МФА сталью 08Х18Н10Т на установках ЭШП, наплавке на внутреннюю поверхность рубашек-заготовок способом электросварки слоев стали 08Х18Н10Т толщиной 25 мм и расточке их в биметаллические заготовки размером 580±1,0×вн.430±1,0×95±1,0×3300 мм по существующей и предлагаемой технологиям приведены в таблице №2.
Таким образом, по предлагаемой технологии в производство были заданы 5 слитков-заготовок ЭШП размером 640×1750 мм, которые были нагреты до температуры 1230-1250°С, прошиты в стане поперечно-винтовой прокатки в гильзы размером 670хвн.465×2830 мм и прокатаны на пилигримовом стане с подкладными углеродистыми кольцами в передельные трубы размером 590×85×3900 мм. От труб удалены не обкатанные пилигримовые головки и затравочные концы, трубы были сторцованы, расточены и обточены в рубашки-заготовки размером 580±1,0×74,5±1,0×3300 мм. На внутреннюю поверхность рубашек-заготовок электросваркой наплавлена сталь 08Х18Н10Т толщиной 25±1,0 мм. Затем рубашки-заготовки были расточены в биметаллические заготовки размером 580±1,0×вн.430±1,0×95±1,0×3300 мм, нагреты до температуры 1250-1260°С, продуты и прокатаны на пилигримовом стане в передельные горячекатаные трубы размером 426×40×8500 мм. Горячекатаные трубы были перекатаны на стане ХПТ 450 в товарные холоднокатаные биметаллические трубы размером 351×36×11000 мм с толщиной плакирующего слоя 7±2 мм из стали марки 08X18H10.
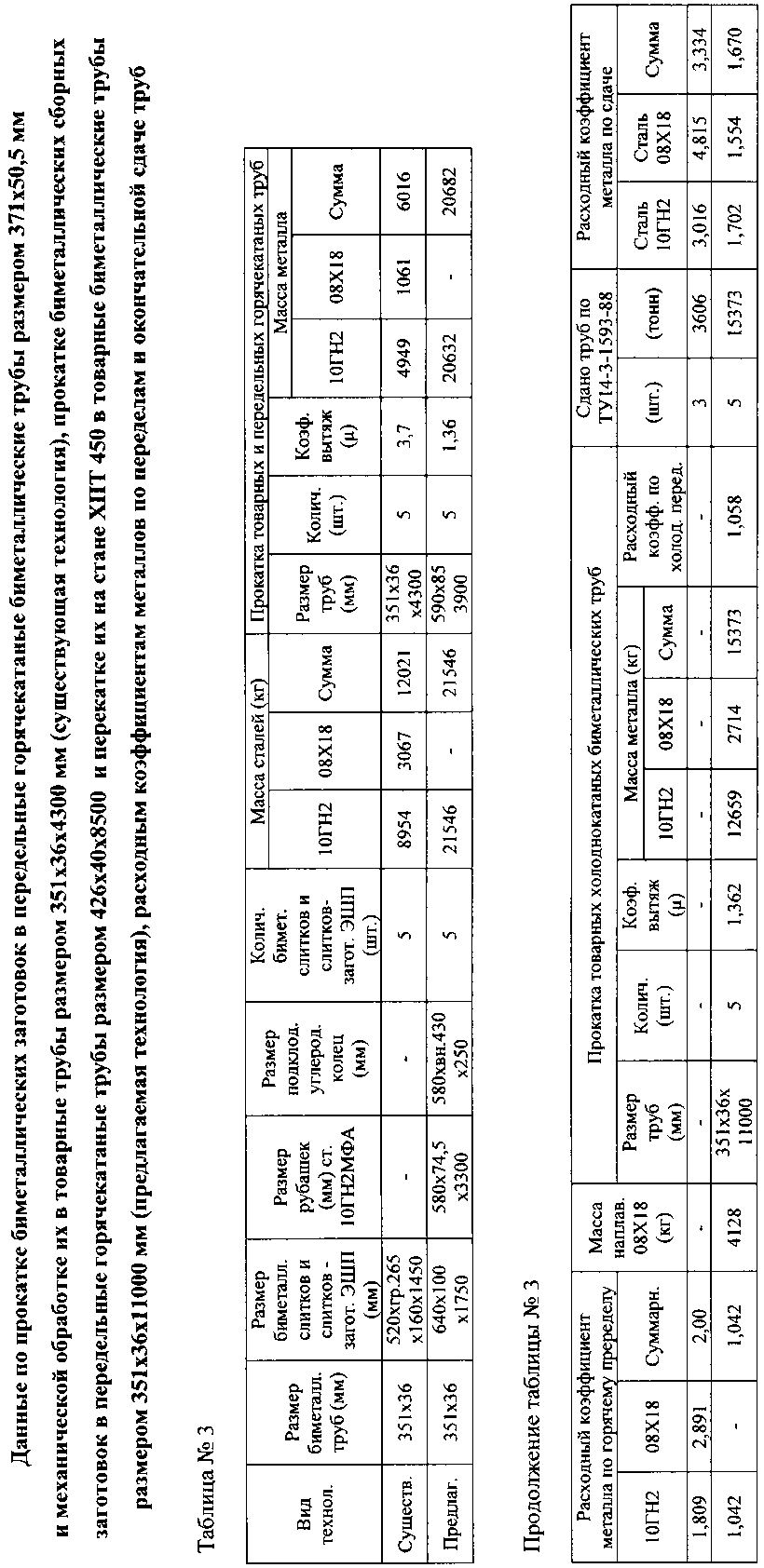
Данные по прокатке биметаллических заготовок в передельные горячекатаные биметаллические трубы размером 371×50,5 мм и механической обработке их в товарные трубы размером 351×36×4300 мм (существующая технология), прокатке биметаллических наплавленных заготовок в передельные горячекатаные трубы размером 426×40×8500 мм и перекатке их на стане ХПТ 450 в товарные биметаллические трубы размером 351×36×11000 мм (предлагаемая технология), расходным коэффициентам металлов по переделам и окончательной сдаче труб приведены в таблице №3.
Из таблицы №3 видно, что по существующей технологии расходный коэффициент стали марки 10ГН2МФА при изготовлении товарных механически обработанных труб размером 351×36 мм составил 3,016, расходный коэффициент металла стали марки 08Х18Н10Т-4,815, а суммарный - 3,334. Расходные коэффициенты металлов по предлагаемой технологии составили, соответственно, по стали 10ГН2МФА - 1,702, по стали 08Х18Н10Т - 1,554, а суммарный - 1,670. При прокатке товарных труб по существующей технологии забракованы две трубы по несоответствию толщины плакирующего слоя. При прокатке товарных труб по предлагаемой технологии все трубы соответствуют требованиям ТУ 14-3-1593-88.
Толщина плакирующего слоя по длине и периметру труб, прокатанных по существующей технологии, находилась в пределах от 3,5 до 10,0 мм, т.е. 7+3,0/-3,5 мм, а труб, прокатанных по предлагаемой технологии, в пределах 5,5-8,5 мм, т.е. 7±1,5 мм.
Таким образом, использование предлагаемого способа производства биметаллических труб размером 351×36 мм для атомных электростанций из стали марки 10ГН2МФА с внутренним плакирующим слоем из стали 08Х18Н10Т с толщиной 7±2 мм позволит значительно снизить расходный коэффициент металлов, повысить точность плакирующего слоя и увеличить длину товарных труб в 2,5 раза.
Способ производства передельных труб размером 426×34×10500±250 мм на тпу 8-16" с пилигримовыми станами из заготовок титанового сплава gr 29
Способ сварки труб большого диаметра лазерной сваркой
Способ производства длинномерных многослойных биметаллических труб большого диаметра с повышенным ресурсом эксплуатации в агрессивных средах для транспортировки углеводородов с повышенным содержанием серы
Способ производства бесшовных труб размером 426×21-40 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки горячекатаных труб размером 610×28-40 мм
Способ подготовки слитков-заготовок электрошлакового переплава из легированных марок стали и сплавов к пилигримовой прокатке труб
Способ производства бесшовных горячекатаных труб размером 610×28-32×5300-6000 мм из сталей марок 15х1м1ф и 10х9мфб-ш для трубопроводов промежуточного перегрева пара котельных установок
Способ производства бесшовных горячедеформированных котельных и паропроводных труб размером 465×15-24 мм из жаропрочной стали марки 10х9к3в2мфбр-ш для энергетического оборудования с суперсверхкритическими параметрами пара
Способ производства бесшовных горячекатаных труб размером 550×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 88,9×6,45×9000-10700 мм из коррозионностойкого сплава марки хн30мдб-ш
Способ производства передельных труб размером 426×34×10500±250 мм на тпу 8-16" с пилигримовыми станами из заготовок титанового сплава gr 29
Способ сварки труб большого диаметра лазерной сваркой
Способ производства длинномерных многослойных биметаллических труб большого диаметра с повышенным ресурсом эксплуатации в агрессивных средах для транспортировки углеводородов с повышенным содержанием серы
Способ производства бесшовных труб размером 426×21-40 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Валок пилигримового стана для прокатки горячекатаных труб размером 610×28-40 мм
Способ подготовки слитков-заготовок электрошлакового переплава из легированных марок стали и сплавов к пилигримовой прокатке труб
Способ производства бесшовных горячекатаных труб размером 610×28-32×5300-6000 мм из сталей марок 15х1м1ф и 10х9мфб-ш для трубопроводов промежуточного перегрева пара котельных установок
Способ производства бесшовных горячедеформированных котельных и паропроводных труб размером 465×15-24 мм из жаропрочной стали марки 10х9к3в2мфбр-ш для энергетического оборудования с суперсверхкритическими параметрами пара
Способ производства бесшовных горячекатаных труб размером 550×25-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 88,9×6,45×9000-10700 мм из коррозионностойкого сплава марки хн30мдб-ш

