Результат интеллектуальной деятельности: КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ СВАРКИ МОРСКИХ ТРУБОПРОВОДОВ
Вид РИД
Изобретение
Изобретение относится к оборудованию для строительства трубопроводного транспорта и может быть использовано при укладке подводных трубопроводов из стальных труб большого диаметра, имеющих внешнюю бетонную изоляцию, с трубоукладочной баржи.
Установленный на барже комплекс обеспечивает наращивание трубопровода последовательной подачей отдельных труб и их соединение сварочным агрегатом.
Известно судно-трубоукладчик (патент США №4068490), использующее принцип J-укладки и содержащее средство продвижения судна при прокладке трубопровода, вышку, установленную шарнирно закрепленной с возможностью наклона относительно вертикали верхушкой вышки вперед в предполагаемом направлении движения прокладки трубопровода и низа вышки в противоположном направлении, средство подъема отдельной трубы с палубы в одну с вышкой линию, средства стыковки указанного отрезка трубопровода к проложенному трубопроводу и нижнюю спусковую аппарель, снабженную роликами и установленную с возможностью направления трубопровода при его спуске с судна. Недостатком компоновки известного судна является расположение вышки внутри контура судна, что усложняет контроль прокладываемого трубопровода в месте касания грунта, а также завершение трубопровода при его выводе на сушу.
Если угол близок к вертикальному (называется "J-укладка" или "укладка трубопровода J-формой"), величина необходимого натяжения трубопровода очень близка к весу участка трубопровода, длина которого равна глубине, а горизонтальная составляющая натяжения близка к нулю. Этому способу присущи ограничения, заключающиеся в наличии минимальной глубины применения, поскольку для изгиба трубопровода на 90° при его укладке на морское дно требуется достаточно места, а при чрезмерно крутом изгибе трубопровода напряжения в нем превысят допускаемые.
Наиболее близким к предложенному техническим решением является комплекс оборудования для сварки морских трубопроводов, обеспечивающий укладку трубопровода в море в форме буквы S (типа S или S-укладка). При использовании этого комплекса отдельные трубы, обычно 12-метровой длины, доставляют из порта на баржу-трубоукладчик посредством транспортных барж или транспортных судов и выгружают на палубу баржи-трубоукладчика. Эти отдельные трубы укладывают одна за другой вдоль монтажной платформы, которая обычно расположена горизонтально либо в некоторых случаях имеет небольшой наклон в 5-10° (эта платформа называется площадкой наращивания трубопровода). Для создания непрерывного трубопровода на площадке наращивания на нескольких рабочих площадках выполняют операции, необходимые для завершения соединения отдельных труб. Когда добавляют новую отдельную трубу, баржа двигается вперед и трубопровод, поддерживаемый на корме баржи-трубоукладчика наклонной спусковой аппарелью (или плавучим стингером), изгибается вокруг кормы вниз к морскому дну. Профиль трубопровода от судна-трубоукладчика до морского дна имеет форму длинной буквы S (откуда и происходит термин S-укладка или укладка трубопровода S-формой). Верхняя часть профиля называется "перегиб", а нижняя часть называется "прогиб". Для уменьшения возникающих в висящей части трубопровода напряжений на его протяжении от судна-трубоукладчика до дна в трубопроводе создается постоянное натяжение с помощью натяжных устройств. Существует ограничение глубины прокладки, до которой можно использовать этот способ. По мере увеличения глубины тяговое усилие, развиваемое натяжным устройством, необходимое для поддержания на приемлемом уровне натяжения трубопровода, быстро нарастает и соответственно возрастает обратное тянущее усилие, действующее по горизонтали со стороны трубопровода на судно-трубоукладчик. Упомянутые усилия могут быть сокращены путем увеличения угла спуска трубопровода в воду. Наиболее близким к предложенному является комплекс для сооружения подводного трубопровода (патент РФ №2230967).
Прокладку трубопровода с судна ведут поочередным соединением отрезков трубопровода в нитку с последующей ее укладкой на дно акватории. Для соединения отрезков трубопровода в трубопровод используют монтажный комплекс, устанавливаемый на судне с возможностью взаимодействия с вышкой, предварительно располагаемой на носу и шарнирно закрепляемой там с возможностью наклона относительно вертикали верхушкой вперед в предполагаемом направлении движения прокладки трубопровода и низа вышки в противоположном направлении. При этом периодически поднимают отрезок трубопровода в одну с вышкой линию, стыкуют отрезок трубопровода к проложенному трубопроводу и спускают трубопровод в воду, направляя трубопровод в момент его выхода с судна посредством роликовой спусковой аппарели. Вышку устанавливают рядом с носовой частью судна по предполагаемому направлению движения прокладки трубопровода и перед подъемом отрезка трубопровода в одну с вышкой линию указанный отрезок трубопровода собирают на судне в основном в горизонтальном положении из отдельных труб. Спуск же трубопровода осуществляют при сохранении заданного натяжения в трубопроводе, а в момент прерываний процесса прокладки ведут захват трубопровода, по меньшей мере, одним хомутом ниже натяжных устройств, а перед спуском трубопровода его захватывают посредством натяжных устройств. В качестве монтажного комплекса используют сварочный агрегат.
Недостатками этого технического решения являются необходимость на площадке наращивания на нескольких рабочих площадках выполнять операции, необходимые для завершения соединения отдельных труб - предварительную сварку отдельных труб в отрезок трубопровода, сложность манипулирования свариваемыми отдельными трубами и отрезками трубопровода, большие габаритные размеры оборудования. Наличие вышки смещает центр тяжести судна вверх, что снижает его устойчивость.
Технической задачей, на решение которой направлено предлагаемое решение, является создание устройства, способного прокладывать трубопроводы как на очень большой глубине, так и на сравнительно небольших глубинах, с соблюдением условий, обеспечивающих отсутствие повреждений трубопровода с высокой производительностью, упрощение и повышение надежности и безопасности, повышение производительности работы комплекса для сооружения подводного трубопровода.
С этой целью предлагается комплекс оборудования для сварки морских трубопроводов, содержащий установленные на плавучем судне узел захвата конца укладываемого трубопровода, узел подачи отдельных труб, узел сварки, манипулятор, узел зачистки наружных поверхностей торцов отдельных труб, внутренний центратор, узлы снятия наружного и внутреннего грата, внутренний центратор выполнен с возможностью изменения расстояния между его центрирующими домкратами и снабжен механизмом продольного перемещения и прижатия отдельной трубы к концу плети трубопровода, узел захвата конца укладываемого трубопровода снабжен механизмом его продольного перемещения, узел сварки выполнен в виде наружной сварочной машины стыковой контактной сварки оплавлением и совмещен с узлом снятия наружного грата, узел захвата укладываемого трубопровода с механизмом продольного перемещения, узел сварки с узлом снятия наружного грата, узел подачи отрезка трубопровода и внутренний центратор с механизмом продольного перемещения и узлом снятия внутреннего грата установлены соответственно на тележках, установленных на направляющих продольного перемещения с возможностью соединения между собой, узел зачистки наружных поверхностей торцов отдельных труб размещен параллельно узлу подачи отдельных труб. Узел снятия внутреннего грата может быть выполнен в виде планетарных резцов с системой копирования обрабатываемой поверхности и установлен между центрирующими домкратами внутреннего центратора или в виде проходного калибра и установлен на конце внутреннего центратора. Узел подачи отдельной трубы может быть выполнен с возможностью ее вращения. Комплекс оборудования для сварки морских трубопроводов может содержать участок термообработки, размещенный на тележке совместно с узлом захвата конца укладываемого трубопровода.
В предлагаемом комплексе сварное соединение образуется на одном посту, что обеспечивает одинаковое высокое качество соединений и требует небольшое количество персонала для обслуживания комплекса.
Совокупность существенных признаков заявляемого комплекса для сооружения подводного трубопровода не следует явным образом из изученного уровня техники, имеет существенные отличия от рассмотренных аналогов. Комплекс может быть изготовлен с применением известных конструктивных узлов и технологических операций. Поэтому заявитель считает, что заявляемый комплекс оборудования для сварки морских трубопроводов соответствует критерию «новизна», промышленная применимость и имеет изобретательский уровень.
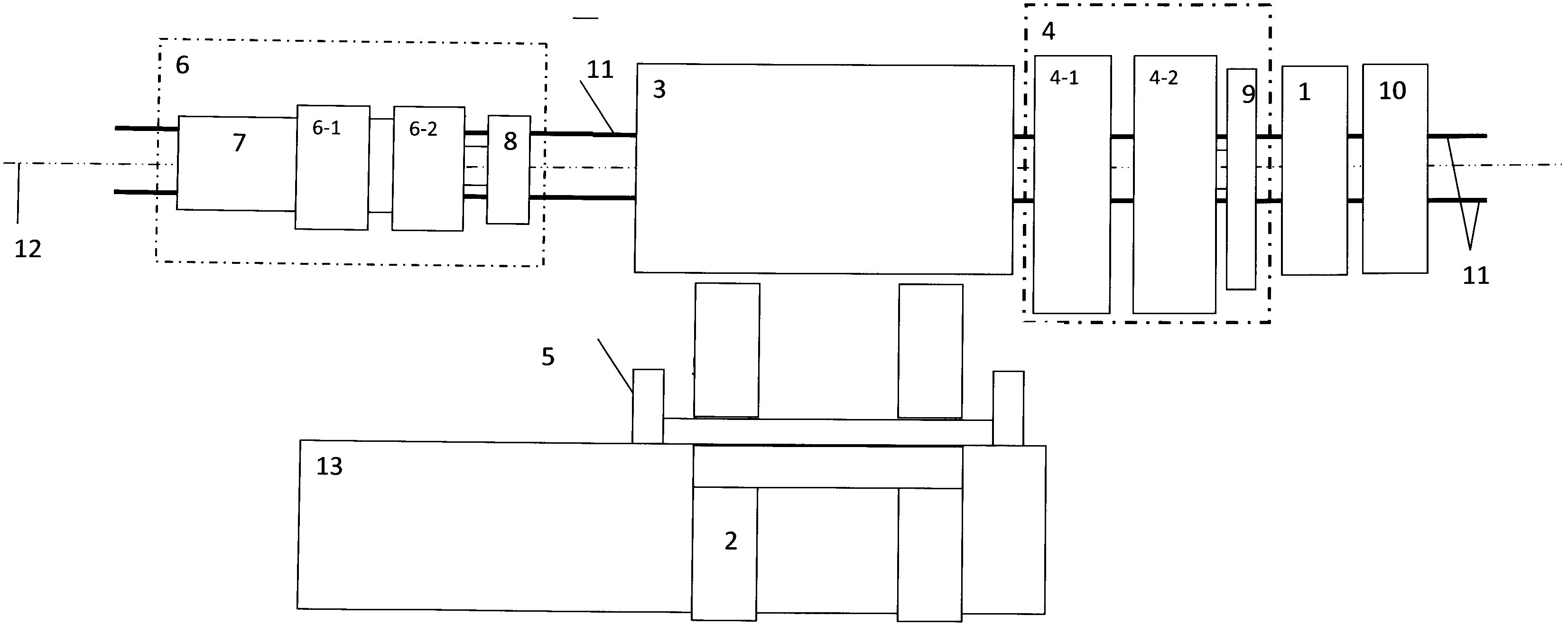
Сущность изобретения поясняется чертежом, на котором показан пример функциональной схемы реализации заявленного комплекса.
Представленный пример не охватывает все возможные варианты реализации данного технического решения, которое может быть использовано для укладки подводных трубопроводов из стальных труб большого диаметра и имеющих внешнюю бетонную изоляцию с трубоукладочной баржи.
На схеме обозначены.
Узел 1 захвата конца укладываемого трубопровода с механизмом его продольного перемещения, манипулятор 2, узел 3 подачи отдельных труб, узел 4 сварки с токоподводящими башмаками 4-1, 4-2, узел 5 зачистки наружных поверхностей торцов трубы, внутренний центратор 6 с центрирующими домкратами 6-1, 6-2 и механизмом 7 продольного перемещения, узел 8 снятия внутреннего грата, внутренний центратор 6 выполнен с возможностью изменения расстояния между центрирующими домкратами 6-1, 6-2, узел 4 сварки выполнен в виде наружной сварочной машины стыковой контактной сварки оплавлением с токоподводящими башмаками 4-1 и 4-2, узел 9 снятия наружного грата, участок 10 термообработки, внутренний центратор 6 с центрирующими домкратами 6-1, 6-2, механизмом 7 продольного перемещения и установленный на конце внутреннего центратора 6 узел 8 снятия внутреннего грата, узел 3 подачи отдельных труб, узел 4 сварки с узлом 9 снятия наружного грата, узел 1 захвата конца укладываемого трубопровода с участком 10 термообработки размещены соответственно на последовательно установленных и соединенных между собой тележках (не показаны), установленных на направляющих 11 продольного перемещения с возможностью обеспечения соосности отдельной трубы и конца плети трубопровода. Общая ось симметрии отдельной трубы и конца плети трубопровода обозначена позицией 12. Узел 8 снятия внутреннего грата может быть выполнен в виде планетарных резцов с системой копирования обрабатываемой поверхности или выполнен в виде проходного калибра (протяжки), узел 3 подачи отдельных труб выполнен с возможностью вращения отдельной трубы. Узел 5 зачистки наружных поверхностей торцов отдельных труб размещен параллельно узлу 3 подачи отдельных труб. Позицией 13 обозначена зона накопителя отдельных труб. Комплекс размещен на трубоукладочной барже от носа к корме.
Устройство работает следующим образом.
Перед началом процесса сварки тележки, на которых установлены узел 1 захвата конца укладываемого трубопровода с механизмом его продольного перемещения и участком 10 термообработки, узел 3 подачи отдельных труб, внутренний центратор 6 с центрирующими домкратами 6-1, 6-2, механизмом 7 продольного перемещения и установленным на конце внутреннего центратора 6 узлом 8 снятия внутреннего грата, узел 4 сварки с узлом 9 снятия наружного грата, жестко соединяют между собой. Узел 1 захвата конца укладываемого трубопровода с механизмом его продольного перемещения захватывает конец плети трубопровода и перемещает его до совмещения торца плети трубопровода с рабочей плоскостью узла 4 (между токоподводящими башмаками 4-1, 4-2), выполненного в виде наружной сварочной машины стыковой контактной сварки оплавлением, и удерживает ее в этом положении до окончания процесса присоединения к концу плети трубопровода очередной отдельной трубы. Манипулятор 2 захватывает в зоне 13 накопителя отдельных труб отдельную трубу, подает ее узлу 5 зачистки наружных поверхностей торцов отдельных труб, удерживает ее, при этом узел 5 зачистки наружных поверхностей торцов отдельных труб зачищает торцы отдельной трубы, подготавливая их под стыковую сварку оплавлением. Так как узел 5 зачистки наружных поверхностей торцов отдельных труб размещен параллельно узлу 3 подачи отдельных труб, обеспечивается простота манипулирования отдельными трубами - ось отдельной трубы в процессе ее перемещения манипулятором 2 и зачистки наружных поверхностей торцов отдельных труб узлом 5 постоянно остается параллельной самой себе и общей оси 12 симметрии отдельной трубы и конца плети трубопровода.
По окончании процесса зачистки наружных поверхностей торцов отдельной трубы манипулятор 2 перемещает подготовленную под сварку оплавлением отдельную трубу в узел 3 подачи отдельных труб, который совмещает ось отдельной трубы с осью симметрии конца плети трубопровода, образуя при этом общую ось 12 симметрии, и придвигает отдельную трубу к торцу конца плети трубопровода, а затем вращает ее до совмещения эллипсностей торцов отдельной трубы и конца плети трубопровода. Совмещение эллипсностей обеспечивается системой оптических датчиков (не показана). Этим достигается более полное совмещение подлежащих сварке торцов отдельной трубы и конца плети трубопровода. Затем механизмом 7 продольного перемещения центратора 6 вводят центратор 6 через отдельную трубу до подлежащих сварке совмещенных торцов отдельной трубы и конца плети трубопровода, при этом центрирующий домкрат 6-1 размещается в подлежащем сварке торце отдельной трубы, а центрирующий домкрат 6-2 размещается в подлежащем сварке торце конца плети. Центрирующие домкраты 6-1 и 6-2 разжимают и они центрируют подлежащие сварке торцы отдельной трубы и конца плети трубопровода, дополнительно уменьшая эллипсность подлежащих сварке торцов отдельной трубы и конца плети трубопровода. Затем включают узел 4 сварки, выполненный в виде наружной сварочной машины стыковой контактной сварки оплавлением, который обеспечивает прижатие токоподводящих башмаков 4-1 и 4-2 к зачищенным поверхностям отдельной трубы и конца плети трубопровода, подачу напряжения и нагрев подлежащих сварке торцов отдельной трубы и торца плети трубопровода. В процессе сварки центратор 6 сближением центрирующих домкратов 6-1 и 6-2, прижатых соответственно к торцам отдельной трубы и конца плети трубопровода, перемещает по заданной программе оплавляемые торцы и после нагрева соединяемых поверхностей осуществляет осадку, чем обеспечивает надежное их соединение. По окончании процесса сварки узел 9 снятия наружного грата, совмещенный с узлом 4 сварки, перемещают в зону сварного соединения. Узел 9 снятия наружного грата снимает наружный грат со сваренного стыка торцов отдельной трубы и конца плети трубопровода, центрирующие домкраты 6-1 и 6-2 освобождают сваренные торцы от взаимодействия с центратором 6.
Если узел 8 снятия внутреннего грата выполнен в виде планетарных резцов с системой копирования обрабатываемой поверхности, центратор 6 смещают механизмом 7 продольного перемещения в обратном направлении настолько, чтобы узел 8 снятия внутреннего грата оказался в плоскости сваренного стыка и фиксируют его в этом положении центрирующими домкратами 6-1 и 6-2. В этом положении центратора 6 узел 8 снятия внутреннего грата обрабатывает внутреннюю поверхность сваренного стыка отдельной трубы и конца плети трубопровода. По окончания процесса центратор 6 освобождается от фиксации на трубе центрирующими домкратами 6-1 и 6-2 и отходит в исходное положение.
Если узел 8 снятия внутреннего грата выполнен в виде проходного калибра (протяжки) и установлен между центрирующими домкратами 6-1 и 6-2 внутреннего центратора 6, то удаление внутреннего грата производят перемещением механизма 7 продольного перемещения центратора 6.
По окончании процессов снятия наружного и внутреннего грата узел 1 захвата конца укладываемого трубопровода своим механизмом продольного перемещения перемещает конец укладываемого трубопровода до совмещения сваренного стыка с участком 10 термообработки, где осуществляют термообработку сваренного стыка. Затем узел 1 захвата конца укладываемого трубопровода своим механизмом продольного перемещения (совместно с продольным перемещением баржи, на которой установлен комплекс оборудования для сварки морских трубопроводов) перемещает конец укладываемого трубопровода до совмещения нового торца плети с рабочей плоскостью узла 4 и процесс повторяют
Так как в течение процесса сварки узел 1 захвата конца укладываемого трубопровода, узел 4 сварки, центратор 6 размещены соответственно на последовательно установленных и соединенных между собой тележках (не показаны), установленных на направляющих 11 продольного перемещения, и имеют общую ось 12 симметрии, а тележки соединены между собой, продольное перемещение баржи, на которой установлено оборудование, не вызывает смещение установленных на ней узлов комплекса относительно конца плети - весь комплекс смещается по направляющим 11 продольного перемещения на соответствующих тележках без нарушения технологического процесса.
Механизм перемещения машины для сварки труб
Наплавочная головка
Подшипник скольжения для возвратно-вращательного движения
Составное поршневое кольцо для двигателя внутреннего сгорания или компрессора
Способ ремонта трубопровода
Способ изготовления коррозионно-стойкой трубы (варианты)
Способ контактной стыковой сварки оплавлением
Механизм перемещения машины для сварки труб
Наплавочная головка
Подшипник скольжения для возвратно-вращательного движения
Составное поршневое кольцо для двигателя внутреннего сгорания или компрессора
Способ ремонта трубопровода
Способ изготовления коррозионно-стойкой трубы (варианты)
Способ контактной стыковой сварки оплавлением
Машина подвесная для стыковой сварки рельсов
Способ определения дальности до постановщика прицельной по частоте шумовой помехи
Установка для правки сварных стыков рельсов в холодном состоянии

