Результат интеллектуальной деятельности: СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ
Вид РИД
Изобретение
Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей.
Известен способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением влажных кондиционных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, транспортирование влажных окатышей к обжиговой машине, укладку окатышей на колосниковую решетку обжиговой машины и термообработку, включающую просос горновых газов через слой и удаление отработанных горновых газов в атмосферу через дымоход и дымовую трубу (см. Вегман Е.Ф. Окускование руд и концентратов, М.: Металлургия, 1984, с.234-240; 246-256). Недостатком способа является высокий расход топлива и тепловой энергии на термообработку окатышей.
Наиболее близким по технической сущности и достигаемому результату является способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, расположенную в теплоизоляционном горне, в рабочем пространстве которого осуществляет частичную сушку влажных окатышей воздухом с температурой 20-300°C, подаваемым через дутьевой короб, снабженный сопловой поверхностью, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную обработку, включающую просос горновых газов через слой, удаление отработанных горновых газов через дымоход, содержащий рекуперативный теплообменник, предназначенный для нагрева воздуха, подаваемого в дутьевой короб для сушки влажных окатышей (см. Патент РФ №2318884, заявл. 5.10.2006, опубл. 10.03.2008, бюл. №7).
Недостатком известного технического решения является неравномерность струйной тепловой обработки влажных окатышей по высоте слоя. Это обусловлено тем, что основное тепловое воздействие на влажные окатыши осуществляется с поверхности слоя вертикальными струями воздуха, а нижние горизонты слоя в меньшей степени подвержены термообработке и частичной сушке. В результате этого формируется различное влагоудаление из окатышей, лежащих на разных горизонтах слоя. У окатышей поверхностных горизонтов слоя наблюдается более высокое влагоудаление, а окатыши глубинных слоев сушатся с меньшей интенсивностью. Поэтому влагоудаление по всему слою уменьшается. Организация такого теплового режима термообработки, при котором теплоноситель с одинаковым тепловым потенциалом равномерно подавался по высоте слоя горизонтальными струями воздуха, позволила бы существенно снизить неравномерность влагоудаления по высоте слоя и значительно интенсифицировать сушку всего слоя окатышей, а также уменьшить расход топлива.
Задача изобретения - снижение расхода топлива на термообработку окатышей и повышение производительности обжиговой машины.
Для достижения указанного технического результата в способе термообработки окатышей, включающем окомкование шихты на окомкователе с получением влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, расположенную в теплоизолированном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей воздухом с температурой 20-300°C, подаваемым через дутьевой короб, снабженный сопловой поверхностью, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную обработку, включающую просос горновых газов через слой, удаление отработанных газов через дымоход, содержащий рекуперативный теплообменник, предназначенный для нагрева воздуха, подаваемого в горн для сушки влажных окатышей, сопловая поверхность дутьевого короба выполнена в виде нескольких вертикальных щелевых секций, расположенных вдоль транспортерной ленты с зазором к последней и заглубленных в слой окатышей, причем каждая секция выполнена в виде сеточного каркаса, на котором натянут термостойкий эластичный материал с отверстиями, расположенными с двух сторон каждой секции.
Сущность изобретения заключается в следующем. Сопловая поверхность дутьевого короба выполнена в виде нескольких вертикальных щелевых секций, расположенных вдоль направления движения транспортерной ленты с зазором к последней и заглубленных в слой окатышей. Вертикальные щелевые секции жестко соединены с дутьевым коробом, установленным над слоем окатышей. Причем каждая секция выполнена в виде сеточного каркаса, образующего щелевой канал, на котором натянут эластичный материал с отверстиями, расположенными с двух сторон каждой секции. Эластичный материал с отверстиями представляет собой сопловую поверхность дутьевого короба, заглубленную в слой окатышей. Вертикальное расположение секций, заглубленных в слой, позволяет равномерно по высоте слоя подводить через сопловую поверхность теплоноситель в виде горизонтально расположенных струй воздуха, истекающего из отверстий, и обеспечить равномерное влагоудаление из окатышей по высоте слоя. Воздушные струи, истекающие из отверстий, первоначально распространяются в слое окатышей горизонтально, после чего меняют направление течения на вертикальное и формируют сплошной воздушный поток, движущийся снизу вверх через весь слой за счет подъемной (Архимедовой) силы. Причем при достаточно высоком напоре воздуха возможно частичное псевдоожижение слоя, что позволяет интенсифицировать слоевую сушку окатышей. Двухсторонняя схема подачи воздуха в виде воздушных струй через вертикальные щелевые секции позволяет использовать низконапорный вентиляторный воздух, который способен продувать слой в горизонтальной плоскости на расстоянии 50-100 мм, перекрывая струями весь слой по его ширине. Для того чтобы исключить деформацию движущихся окатышей при контакте с сопловой поверхностью вертикальных щелевых секций, их поверхность выполняют из термостойких эластичных материалов (стеклоткань, термопленка, термостойкий лавсан, оксалон и др.), способных выдерживать термическое воздействие до 300°C. Струи воздуха, истекающие из отверстий, создают на поверхности эластичного материала аэродинамическую подушку, которая также способствует уменьшению деформации окатышей при их контакте с сопловой поверхностью. Чтобы исключить смятие эластичной ленты при заглублении щелевых секций в слое окатышей, ее снабжают металлическим сеточным каркасом. Сеточный каркас обеспечивает механическую жесткость вертикальных щелевых секций и гибкость эластичного материала. Частичное влагоудаление из окатышей на транспортерной ленте по предлагаемому техническому решению позволяет в ходе окончательной термообработки на обжиговой машине снизить расход топлива на завершение окончательной сушки, сократить длительность сушки и тем самым увеличить производительность теплового агрегата.
Теплотехническая схема сушки окатышей, включающая продувку слоя окатышей горячими горизонтальными струями воздуха с температурой 20-300°C, истекающего из отверстий термостойкого эластичного материала, из которого выполнены вертикальные щелевые секции, расположенные вдоль транспортерной ленты с зазором к последней и заглубленные в слой окатышей, предложена впервые. Новыми признаками в предлагаемом способе термообработки является: термическая обработка окатышей по глубине слоя горизонтальными струями нагретого воздуха, истекающего из отверстий, выполненных в эластичном материале и заглубленных в слое; возможность продувки слоя низконапорными струями воздуха, использующими подъемную (Архимедову) силу для фильтрации слоя окатышей горячим теплоносителем; частичное псевдоожижение слоя вертикально поднимающимся потоком горячего воздуха; возможность облегченной термообработки слоя, разделенного на части вертикальными щелевыми секциями; создание аэродинамической подушки на эластичной сопловой поверхности вертикальных щелевых секций дутьевого короба; возможность ограниченного перемещения окатышей на поверхности эластичного материала, что устраняет деформацию окатышей и усиливает влагоудаление из окатышей; повышение равномерности влагоудаления по высоте слоя окатышей и усиление интенсивности сушки всего слоя окатышей, что снижает расход топлива на обжиговой машине и повышает ее производительность. Считаем, что в результате предложенных отличительных признаков у предлагаемого способа формируются новые свойства, удовлетворяющие критериям изобретения и приводящие к интенсификации сушки окатышей и снижению расхода топлива на термообработку.
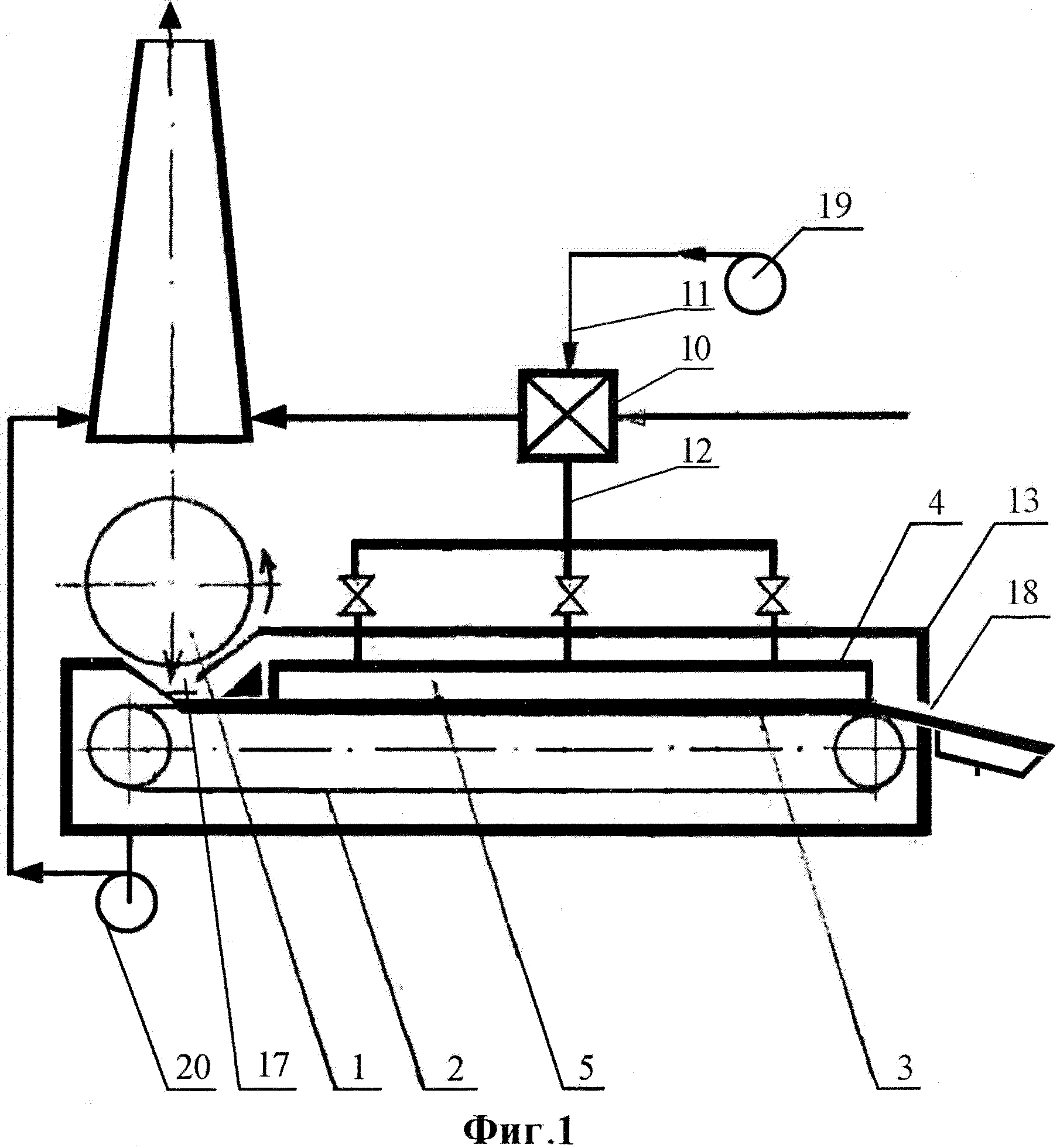
Способ термообработки окатышей реализуется с помощью устройства, показанного на фигуре 1. Схема термообработки слоя окатышей горизонтальными струями нагретого воздуха, истекающего из отверстий эластичного материала вертикальных щелевых секций на транспортерной ленте (поперечный разрез), показана на фигуре 2. Устройство содержит окомкователь 1, на котором происходит окомкование шихты с получением кондиционных влажных окатышей. Для транспортирования окатышей предназначена транспортерная лента 2. На транспортерной ленте формируется слой окатышей 3. Над слоем сырых окатышей установлен дутьевой короб 4, на котором выполнены несколько вертикальных щелевых секций 5, заглубленных в слой окатышей и расположенных вдоль транспортерной ленты. Каждая вертикальная секция выполнена в виде сеточного каркаса 6, на котором натянут термостойкий эластичный материал 7 с отверстиями 8, расположенными с двух сторон каждой секции. Термостойкий материал с отверстиями, натянутый на сеточный каркас вертикальных щелевых секций, представляет собой сопловую поверхность дутьевого короба. Сеточный каркас выполняют из металлических прутков, сваренных в единую конструкцию, жестко соединенную с дутьевым коробом. Отверстия 8 формируют горизонтальные струи 9 горячего воздуха. Сеточный каркас 6, эластичный материал 7 с отверстиями 8 и струи 9 показаны на фигуре 2.
Устройство (см. фигуру 1) содержит теплообменник 10 рекуперативного типа, воздуховод холодного воздуха 11 и воздуховод горячего воздуха 12, теплоизолирующий горн 13, который состоит из металлического кожуха 14 (см. фигуру 2) и наружной теплоизоляции 15. Стены горна со сводом опираются на фундамент и формируют рабочее пространство 16 горна. На своде горна 13 выполнен загрузочный узел 17 (см. фигуру 1), необходимый для загрузки сырых окатышей на транспортерную ленту. Для выдачи окатышей с транспортерной ленты на роликовый укладчик в торцевой стенке горна выполнено разгрузочное окно 18, снабженное герметичной заслонкой, как вариант - аэродинамическим уплотнителем (завесой). Для нагнетания воздуха последовательно через рекуперативный теплообменник и дутьевой короб в вертикальные щелевые секции предназначен вентилятор 19. Для отсасывания отработанного горячего воздуха служит второй вентилятор 20. Окончательную термообработку окатышей осуществляют на обжиговой конвейерной машине, которая на фигурах не показана. Нагрев холодного воздуха в рекуперативном теплообменнике осуществляют теплоутилизацией отработанных горновых газов обжиговой машины.
Способ термообработки окатышей осуществляется следующим образом. Влажная шихта комкуется на окомкователе 1 с получением кондиционных влажных окатышей. Транспортерная лента 2 расположена в рабочем пространстве 16 теплоизолирующего горна 13, который состоит из металлического кожуха 14 и наружной теплоизоляции 15. Через загрузочный узел 17 горна 13 влажные окатыши укладываются на транспортерную ленту 2 слоем 3, поверхность которого выравнивается (фигура 2). Над слоем сырых окатышей установлен дутьевой короб 4, на котором выполнено несколько вертикальных щелевых секций 5, заглубленных в слой окатышей и расположенных вдоль транспортерной ленты. Каждая вертикальная секция выполнена в виде сеточного каркаса 6, на котором натянут термостойкий эластичный материал 7 с отверстиями 8, расположенными с двух сторон каждой секции. Эластичный материал с отверстиями представляет собой сопловую поверхность дутьевого короба. Воздух подается вентилятором 19 через воздуховод холодного воздуха 11 в теплообменник 10, в котором нагревается до 300°C, и в нагретом состоянии через воздуховод горячего воздуха 12 поступает в дутьевой короб 4 и затем в вертикальные щелевые секции 5. Из секций 5 горячий воздух поступает к отверстиям 8, расположенным на эластичном материале 7, и истекает из отверстий в слой в виде горизонтальных струй 9 горячего воздуха. Глубина проникновения струй воздуха в слой зависит от давления воздуха и составляет от 50-100 мм. После чего горячий воздух из струй формирует вертикальный поток воздуха, который фильтрует слой окатышей снизу вверх за счет подъемной (Архимедовой) силы. Горизонтальные струи воздуха и вертикальный поток воздуха обеспечивают частичную сушку окатышей равномерно по всей высоте слоя. Отработанный воздух поступает в рабочее пространство 16 горна 13 и удаляется в атмосферу с помощью второго вентилятора 20. Выдачу окатышей с транспортерной ленты на роликовый укладчик осуществляют через разгрузочное окно 18, выполненное в торце горна и снабженное герметичной заслонкой. Окончательную термообработку окатышей осуществляют на обжиговой конвейерной машине, при работе которой образуются горновые газы, нагревающие методом теплоутилизации воздух, поступающий в дутьевой короб и в вертикальные щелевые секции для частичной сушки окатышей на транспортерной ленте.
Пример. Отработку способа термообработки окатышей вели на слое влажных окатышей размером 600 (ширина) ×200 (длина) ×200 (высота) мм по технологической схеме, представленной на фигуре 2. Влажность окатышей перед термообработкой составляла 8,45%. В качестве сопловой поверхности дутьевого короба шириной 600 мм использовали три вертикальные щелевые секции, выполненные в виде сеточного каркаса, на котором натянут термостойкий материал с отверстиями. Вертикальные щелевые секции шириной 30 мм и высотой 200 мм были заглублены в слой окатышей на глубину 195 мм с зазором 5 мм к транспортерной ленте.
Сеточный каркас щелевых секций выполнен из металлических прутков диаметром 5 мм, приваренных к дутьевому коробу на расстоянии 30 мм друг от друга. В качестве термостойкого эластичного материала использовали стеклоткань, которую с помощью болтовых соединений жестко и герметично соединяли с металлическими прутками сеточного каркаса и нижней горизонтальной поверхностью дутьевого короба. На эластичном материале между прутками каркаса выполнены отверстия диаметром 5 мм. Воздух нагревали в трубчатом теплообменнике с помощью электропечи. Температуру воздуха, подаваемого через дутьевой короб, меняли в пределах 20-300°C. Длительность продувки слоя окатышей составляла 50 с. После сушки слоя окатышей струями горячего воздуха слой разбирали и у окатышей определяли влажность по высоте слоя. По средней влажности окатышей рассчитывали длительность общей сушки, расход топлива и производительность обжиговой машины. Результаты экспериментов представлены в таблице.
|
Как видно, в способе термообработки окатышей, основанном на продувке слоя окатышей струями горячего воздуха с температурой 20-300°C, истекающего через отверстия сопловой поверхности, выполненные в эластичном материале щелевых секций, расположенных вдоль транспортерной ленты и заглубленных в слой окатышей, достигнуто снижение расхода топлива в пределах 0,46-2,38% и повышение производительности обжиговой машины в интервале 0,55-1,65%.
Способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением влажных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, расположенную в теплоизолированном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей воздухом с температурой 20-300°C, подаваемым через дутьевой короб, снабженный сопловой поверхностью, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную обработку, включающую просос горновых газов через слой, и удаление отработанных газов через дымоход, содержащий рекуперативный теплообменник, предназначенный для нагрева воздуха, подаваемого в горн для сушки влажных окатышей, отличающийся тем, что используют дутьевой короб, сопловая поверхность которого выполнена в виде вертикальных щелевых секций, расположенных вдоль транспортерной ленты с зазором к последней и с возможностью заглубления в слой обрабатываемых окатышей, причем каждую секцию выполняют в виде сеточного каркаса, на котором натянут термостойкий эластичный материал с отверстиями, расположенными с двух сторон каждой секции.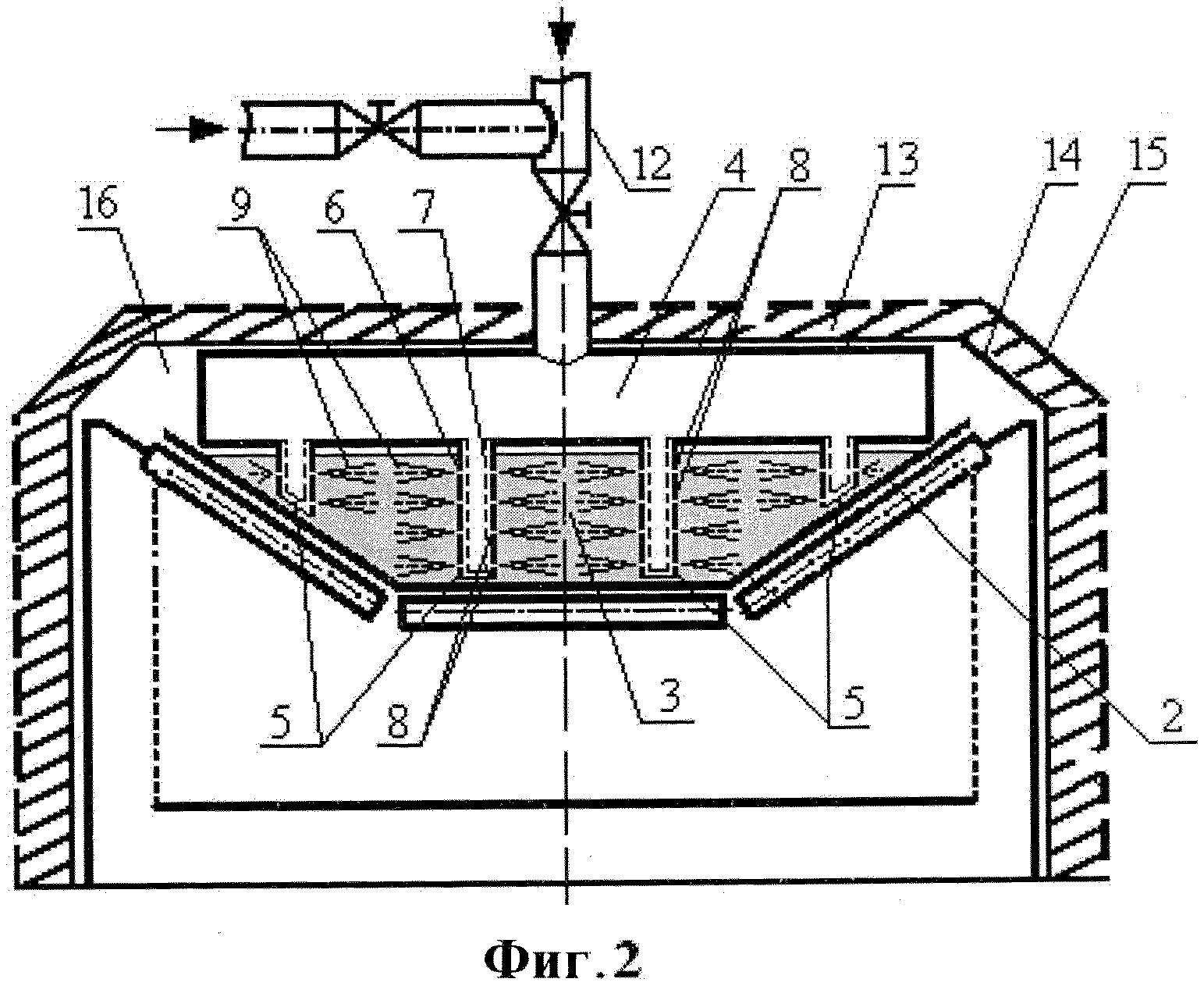
Способ нанесения электроэрозионностойких покрытий на основе молибдена, меди и никеля на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе хрома, карбидов хрома и меди на медные электрические контакты
Шихта порошковой проволоки
Флюс-добавка
Флюс для сварки и наплавки
Флюс-добавка
Способ получения окатышей
Упорный подшипник жидкостного трения с регистрацией режимов его работы
Способ термообработки окатышей
Способ очистки газов
Самоустанавливающаяся четырёхсателлитная планетарная передача
Способ химического обогащения полиметаллических марганецсодержащих руд
Трёхзвенное кинематическое соединение (трекс) с восьмью относительными движениями
Рекуперирующий электропривод переменного тока с двухзвенным преобразователем частоты
Способ очистки газов от пыли
Пространственный механизм с четырёхподвижным приводом
Пространственный четырёхзвенный винто-рычажный механизм
Самоустанавливающийся шатун
Способ прокатки рельсов
Способ определения оптимальных параметров давления прессования и влажности пресс-порошка для получения стеновых керамических материалов

