Результат интеллектуальной деятельности: СПОСОБ КОМПЕНСАЦИИ УПРУГИХ ТЕПЛОВЫХ ДЕФОРМАЦИЙ ПОДШИПНИКОВ ШПИНДЕЛЕЙ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к подшипникам и к подшипниковым опорам, используемым в конструкциях шпиндельных узлов.
Известен способ разгрузки колец подшипника качения от действия центробежных сил, заключающийся в создании сил, действующих на тела качения в направлении к оси вращения, в котором наружное кольцо выполняют из двух частей, установленных с зазором. Указанные силы создают путем поджатия двух частей кольца к телам качения при установке подшипника (Патент №2398976 RU, опубл. 10.09.2010).
Недостатком известного способа является то обстоятельство, что центробежные силы имеют направление воздействия, поэтому поджатие двух частей кольца к телам качения может лишь частично компенсировать упругие тепловые изотропные деформации, возникающие при нагреве тел качения подшипника. Это явление приведет к снижению ресурса подшипника и к потере его эксплуатационных характеристик.
Известен подшипник, реализующий способ разгрузки колец подшипника качения от действия центробежных сил, содержащий внутреннее и наружное кольца, установленные с возможностью относительного вращения и выполненные с кольцевыми дорожками качения на оппозитно расположенных рабочих поверхностях, в которых размещены тела качения в контакте с соответствующими участками поверхности упомянутых дорожек (Патент №2398976 RU, опубл. 10.09.2010).
Недостатком известного устройства, реализующего способ разгрузки колец подшипника качения от действия центробежных сил, является то обстоятельство, что центробежные силы имеют направление воздействия, поэтому наличие двух частей кольца, контактирующих с телами качения, может лишь частично компенсировать упругие анизотропные тепловые деформации, возникающие при нагреве тел качения подшипника. Это явление приведет к снижению ресурса подшипника и к потере его эксплуатационных характеристик.
Известен способ работы подшипникового узла, заключающийся во внешнем наддуве и в создании дополнительной электромагнитной силы, направленной на увеличение несущей способности подшипникова узла. При этом электромагнитная сила создается за счет взаимодействия магнитных полей соленоида и магнита, установленных в подшипниковом узле (Патент №2347960 (RU), опубл. 27.02.2009 г.).
Недостатком известного способа является отсутствие возможности компенсации упругих тепловых деформаций подшипника, обусловленных токами Фуко, возникающих в результате вращения с биением электропроводящего вала подшипника в электромагнитном поле соленоида. Наличие токов Фуко приведет не к поверхностному, а к объемному нагреву вала. По этой причине охлаждения вала подшипника конвекционным способом путем использования газа под давлением будет недостаточно, в результате этого произойдет увеличение геометрических размеров вала, что при длительной работе подшипника неизбежно станет причиной заклинивания газостатического подшипника.
Известен подшипниковый узел, реализующий способ работы подшипникового узла, содержащий вал, установленный в газостатическом подшипнике, камеру, находящуюся в корпусе подшипника, отверстия, выполненные во вкладышах подшипника. Узел также дополнительно содержит соленоид, установленный на валу, и магнит, по крайней мере, более одного, установленный между отверстиями вкладыша подшипника (Патент №2347960 (RU), опубл. 27.02.2009 г.).
Недостатком известного устройства является отсутствие возможности компенсации упругих тепловых деформаций подшипника, обусловленных токами Фуко, возникающих в результате вращения с биением электропроводящего вала подшипника в электромагнитном поле соленоида. Наличие токов Фуко приведет не к поверхностному, а к объемному нагреву вала. По этой причине охлаждения вала подшипника конвекционным способом путем использования газа под давлением будет недостаточно, в результате этого произойдет увеличение геометрических размеров вала, что при длительной работе подшипника неизбежно станет причиной заклинивания газостатического подшипника.
Известен способ компенсации упругих термодеформаций конструкции шпиндельного узла, заключающийся в том, что кинематические погрешности, обусловленные тепловыделениями в сопряжениях, например в подшипниках, компенсируются путем применения силовых гидравлических цилиндров, воздействующих упруго на шпиндель. В результате чего компенсируются упругие тепловые деформации шпиндельного узла. При этом степень силового воздействия гидравлических цилиндров на шпиндельный узел определяется с помощью датчиков и системы автоматического регулирования (см. «Машиностроитель», 2002, №12, с. 21-27).
Недостатком известного способа является отсутствие возможности компенсировать радиальные упругие деформации, например, подшипниковых опор, обусловленные их нагревом.
Известен водоохлаждаемый узел ролика рольганга прокатного стана, содержащий водоохлаждаемый ролик с полостью охлаждения, образованной центральным осевым каналом подвода охлаждаемой среды и подшипниковыми узлами на двух стационарных опорах в подушках, закрытых с торцов крышками с уплотнениями, узел подвода охлаждаемой воды, выполненный в виде вращающейся вместе с роликом втулки и неподвижного кольца, и каналы отвода охлаждаемой среды (Патент №2381853 RU, опубл. 20.02.2010).
Недостатком известной конструкции узла ролика рольганга прокатного стана является отсутствие возможности использования водяного охлаждения на высокоточном оборудовании. Контакт металла шариков и колец подшипника с водой приведет к коррозии и в результате этого к потере точности подшипникового узла.
Известен способ компенсации упругих термодеформаций в сопряжениях конструкции шпиндельного узла, заключающийся в введении в масло, смазывающее шпиндельный узел, легко испаряемой жидкости (фреон). Испарение легко испаряемой жидкости происходит в зоне тепловыделения (например, в подшипниках и в подшипниковых опорах), а затем фреон конденсируется в теплообменнике и самотеком поступает в систему смазки (см. ЭИ «Автоматические линии и металлорежущие станки», 1983, №24, с.17-23).
Недостатком известной конструкции является неэффективность охлаждения зон тепловыделения легко испаряемой жидкостью при высоких частотах вращения вала шпинделя (об/мин, используемых на современных станках). При таких частотах вращения шпинделя вязкость смазывающей и охлаждающей жидкости не позволяет проникать ей в зону тепловыделения. В результате этого процесс охлаждения не происходит.
Известно устройство для охлаждения подшипников шпиндельного узла, содержащее кольцевые пазы для прохождения по ним масла от насосной установки станка и кольца из константана, установленные на наружных кольцах подшипников, преобразователь, содержащий управляемый источник тока, и керамические втулки, установленные на наружных поверхностях колец из константана. Кольца из константана электропроводами соединены с положительным полюсом источника тока, а кольца подшипников - с отрицательным полюсом. Кольцевые пазы для прохождения по ним масла от насосной установки выполнены на поверхности керамических втулок, а в корпусе шпинделя выполнены два паза, в которых уложены электропровода. Преобразователь содержит два ключа, входы которых соединены электропроводами с константановыми кольцами, соединенными с устройством управления. (см. Патент 2359800 RU, опубл. 27.06 2009 г., в Бюл. №18).
Недостатком известного устройства является то, что оно не компенсирует тепловые деформации подшипников шпинделя, а уменьшает скорость их нагрева, поэтому при длительной работе подшипника произойдет нагрев шариков, внутреннего и наружного кольца, что, в свою очередь, приведет к увеличению натяга между шариками и кольцами подшипника. Это связано с появлением на поверхности шариков и колец зон выработки, обусловленных перенаклепом, в результате чего подшипник утратит свои эксплуатационные характеристики.
Наиболее близким по своей технической сущности к предлагаемому изобретению является техническое решение, касающееся способа и устройства компенсации упругих тепловых деформаций подшипников шпинделей, в которых осуществляют непрерывное измерение температуры нагрева каждого подшипника во время вращения шпинделя и корректировку тепловых деформаций подшипников путем управления их натяга по результатам упомянутого измерения. При этом по сигналам температурных датчиков через средства управления осуществляется управление величиной натяга подшипников с помощью соответствующих пар пьезокерамических элементов (см.WO 2006015048 A1, B60B 27/00, F16C 19/38,опубл.09.02.2006).
Недостатком известного способа является отсутствие возможности компенсировать радиальные упругие деформации, например, подшипников, обусловленные их нагревом.
Известен подшипник гребного вала крупнотоннажных морских судов, содержащий внешний металлический корпус с внутренними продольными пазами, в которых размещены вкладыши, изготовленные из полиамида (Патент №2385256 RU, опубл. 27.03.2010).
Недостатком известного подшипника гребного вала крупнотоннажных морских судов является отсутствие возможности управлять процессом компенсации упругих тепловых деформаций, имеющих место при высокой частоте вращения вала подшипника.
Целью предлагаемого изобретения является способ компенсации упругих тепловых деформаций подшипников шпинделей металлообрабатывающих станков и устройство, его реализующее.
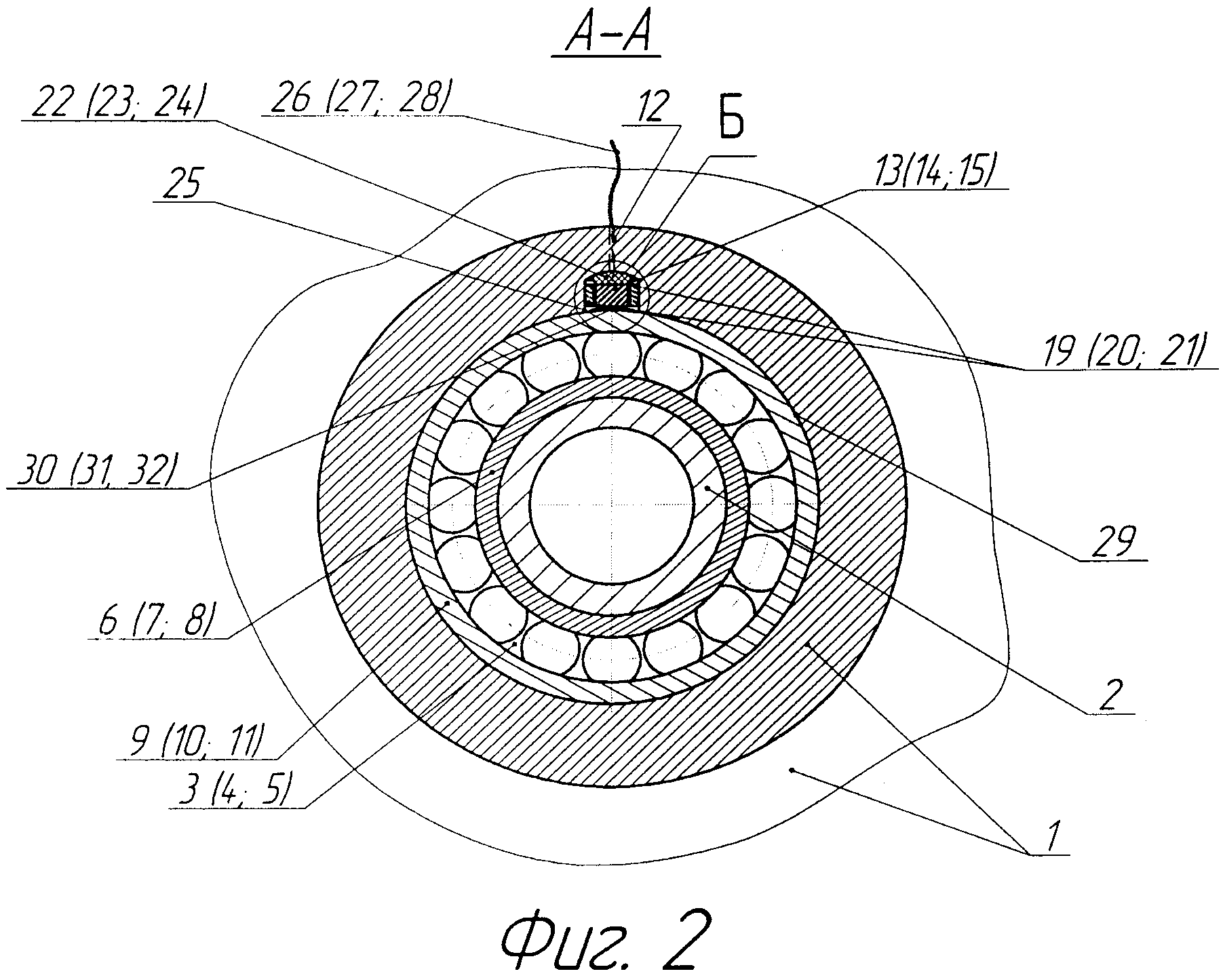
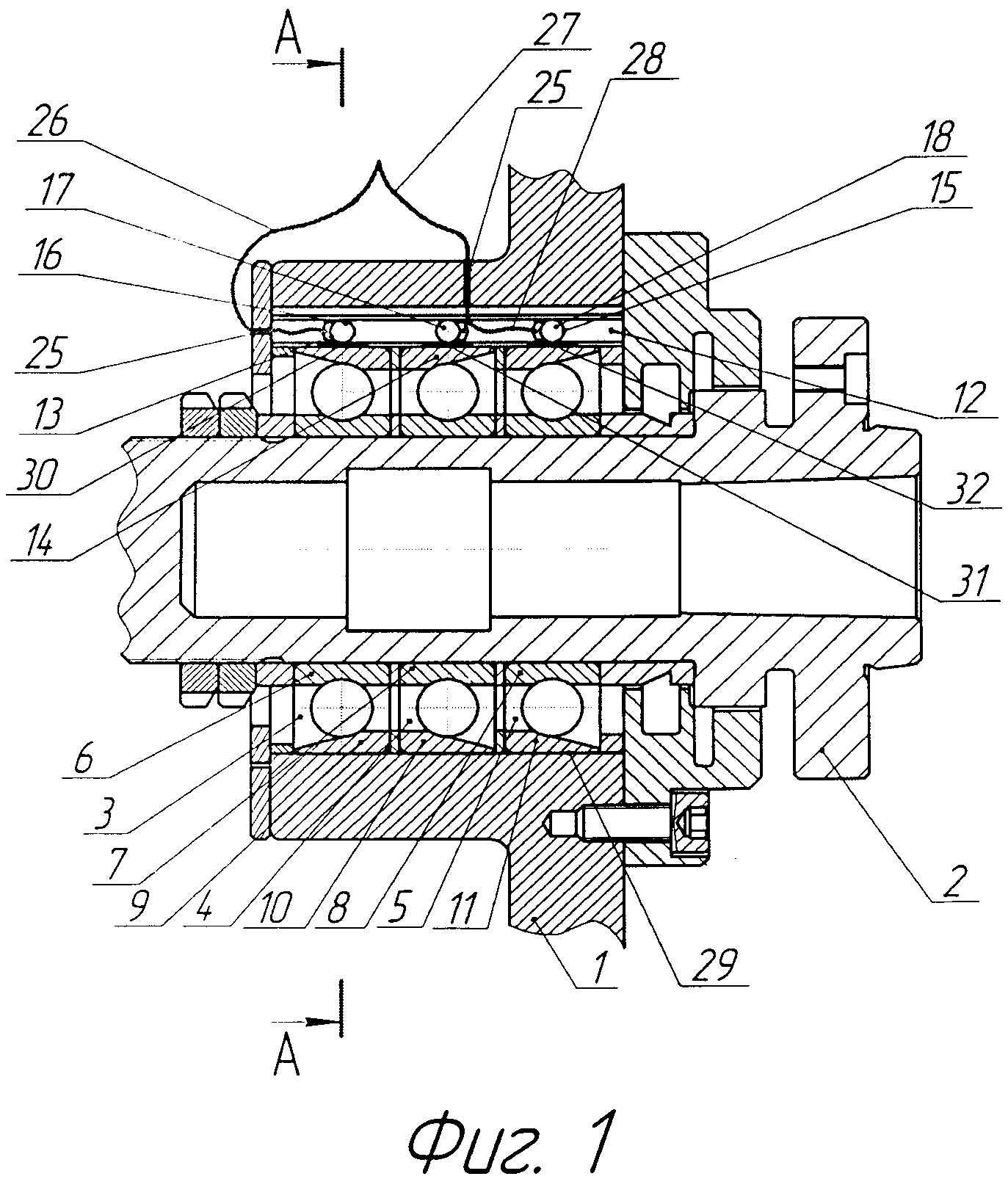
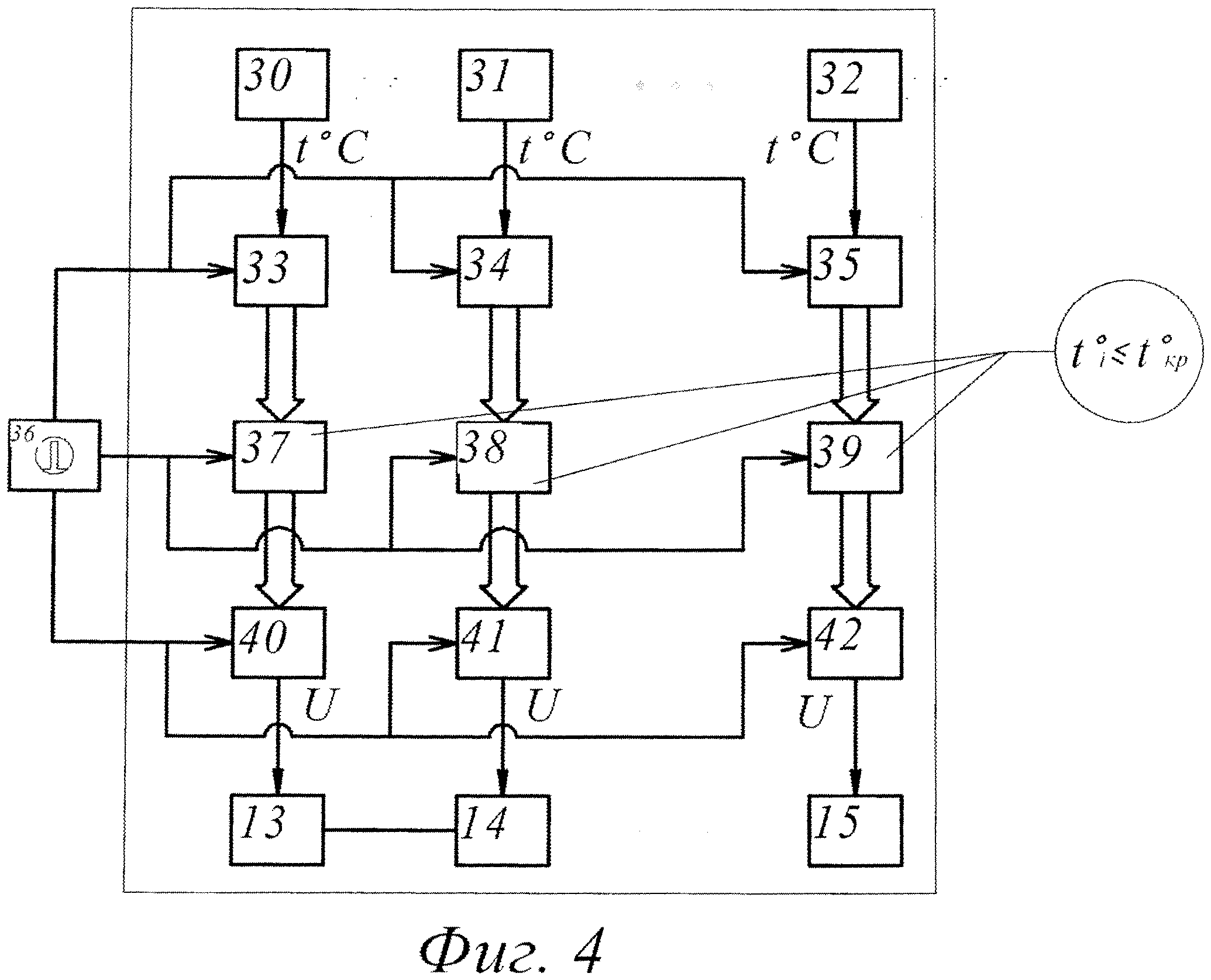
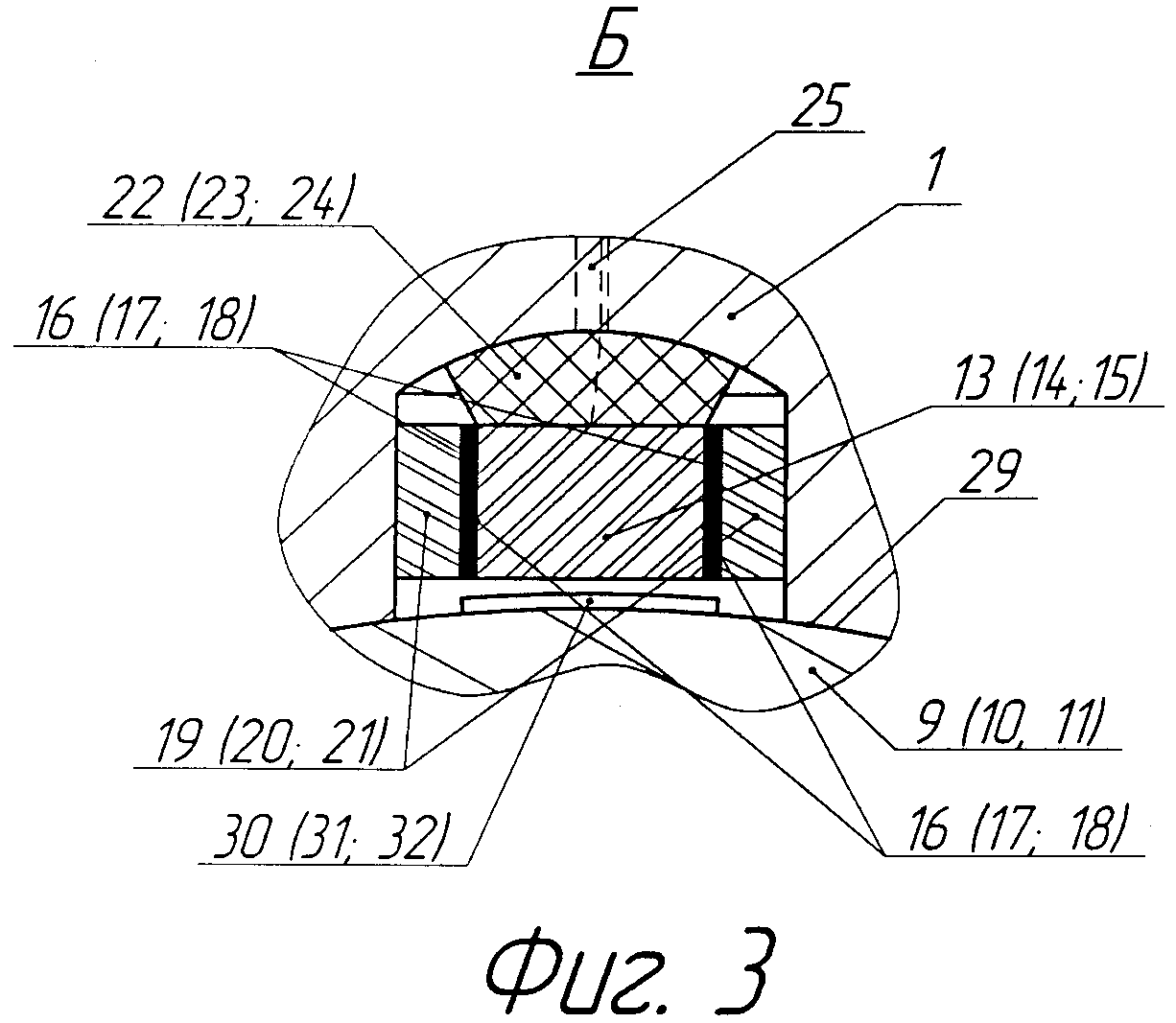
На фиг.1 изображено сечение главного вида шпинделя металлообра-батывающего станка, на фиг.2 изображено сечение А-А фиг.1, на фиг.3 изображено увеличение места Б фиг.2, на фиг.4 - структурная схема системы управления устройством, реализующим способ компенсации упругих тепловых деформаций подшипников шпинделей металлообрабатывающих станков.
Способ компенсации упругих тепловых деформаций подшипников шпинделей металлообрабатывающих станков заключается в установлении величин тепловых смещений шпинделя в процессе обработки, в определении вида и параметров функций теплового смещения шпинделя станка для каждого станка для каждой частоты его вращения и при простоях и по определяемым функциям при обработке в расчете величины тепловых смещений шпинделя в зависимости от времени работы на различных частотах вращения, а также от времени простоя, а в моменты достижения рассчитанных величин установленных допустимых значений тепловых деформаций подшипников шпинделей металлообрабатывающих станков осуществляют корректировку. При этом определяют зоны максимальных тепловых деформаций корпуса шпинделей металлообрабатывающих станков, сформированных в результате длительной работы шпинделя или в результате вращения вала шпинделя на больших оборотах, и выполняют в зоне максимальных тепловых деформаций корпуса шпинделей металлообрабатывающих станков осевой паз. Во время вращения вала шпинделя металлообрабатывающего станка осуществляют непрерывное измерение температуры нагрева каждого подшипника шпинделя, при этом корректировку тепловых деформаций подшипников шпинделей металлообрабатывающих станков осуществляют при достижении температурой нагрева подшипников шпинделя некоторого уровня расширением ширины осевого паза на определенную величину, а при простое и остывании подшипников шпинделя при достижении температурой нагрева подшипников шпинделя некоторого уровня сжатием ширины осевого паза на определенную величину.
Источником повышения температуры внешнего металлического корпуса шпинделя является трение в подшипниках, поэтому наибольший нагрев внешнего металлического корпуса шпинделя имеет место в зоне сопряжения наружных колец подшипников и поверхности отверстия, выполненного во внешнем металлическом корпусе шпинделя. Нагрев наружных колец тем больше, чем на больших оборотах вращаются или чем более длительное время работают подшипники. В зоне сопряжения наружных колец подшипников и поверхности отверстия температура распределена неравномерно (вдоль оси симметрии подшипников). Определение кольцевого участка наибольшего нагрева необходимо потому, что на этом участке имеет место наибольшие тепловые деформации и, значит, на этом участке имеют место наибольший наклеп и выработка наружных и внутренних колец подшипников.
На кольцевом участке наибольшего нагрева подшипников вдоль окружности обычно температура распределена равномерно. В случае если вдоль окружности кольцевого участка наибольшего нагрева подшипников имеют место неравномерные распределения температур (например, форма отверстия имеет овальность), то в отверстии, расположенном во внешнем металлическом корпусе шпинделя, выполняют осевой паз таким образом, чтобы сечение паза находилось над фрагментом кольцевого участка наибольшего нагрева подшипников. Если фрагменты кольцевых участков наибольшего нагрева, соответствующие каждому подшипнику шпинделя, не находятся на одной прямой, то паз выполняют таким образом, чтобы он (паз) находился на минимальных расстояниях от фрагментов кольцевых участков наибольшего нагрева подшипников.
Изменение температуры подшипников в определенных пределах не приведет к снижению ресурса и потере точности последних, поэтому измеренная температура подшипников постоянно сравнивается с некоторой допустимой для нагрева подшипников температурой. Если измеренная температура подшипников не превосходит допустимую температуру, то эксплуатация подшипников продолжается без компенсации тепловых деформаций сопряжения наружных колец подшипников и поверхности отверстия, выполненного во внешнем металлическом корпусе шпинделя. Если измеренная температура подшипников превосходит допустимую температуру, то, в этом случае осуществляют компенсацию тепловых деформаций сопряжения наружных колец подшипников и поверхности отверстия, выполненного во внешнем металлическом корпусе шпинделя. Для этого расширяют осевой паз, выполненный на поверхности отверстия. Это приводит к тому, что изменяется натяг сопряжения наружных колец подшипников и поверхности отверстия, выполненного во внешнем металлическом корпусе шпинделя и, таким образом, происходит компенсация тепловых деформаций в сопряжении. Величина необходимого для компенсации тепловых деформаций расширения осевого паза определяется предварительно экспериментально
Расширение осевого паза целесообразно осуществлять во избежание ослабления жесткости конструкции шпинделя точечно, т.е. расширяется не весь паз, а только те его участки, которые находятся над наружными кольцами, т.е. изменяют натяг сопряжения наружных колец подшипников и поверхности отверстия, выполненного во внешнем металлическом корпусе шпинделя, только на тех участках, где имеет место наибольший нагрев сопряжения, а стало быть и наибольшие тепловые деформации.
При простаивании шпинделя, предварительно нагревшегося в результате работы, ширину паза целесообразно уменьшать не скачкообразно, а постепенно со скоростью не большей скорости остывания корпуса шпинделя и подшипников. В этом случае натяг сопряжения наружных колец подшипников и поверхности отверстия корпуса шпинделя остается неизменным. В противном случае на поверхности паза первоначально могут возникнуть микротрещины, которые в дальнейшем станут причиной разрушения конструкции шпинделя.
Во время вращения вала шпинделя нагрев подшипников происходит постепенно (приблизительно по линейному закону), а не скачкообразно. При этом скорость нагрева подшипников намного меньше, чем динамические характеристики используемых температурных датчиков. По этой причине контроль температуры подшипников можно осуществлять непрерывно и мгновенно. Это позволит с необходимой частотой и точностью компенсировать тепловые деформации сопряжения наружных колец подшипников и поверхности отверстия, выполненного во внешнем металлическом корпусе шпинделя.
Устройство, реализующее способ компенсации упругих тепловых деформаций подшипников шпинделей металлообрабатывающих станков, состоит из внешнего металлического корпуса с внутренним продольным пазом, в которых размещены вкладыши в виде пьезокерамических элементов, опирающихся своими торцами через пары упорных пластин в боковые поверхности осевого паза, при этом пьезокерамические элементы установлены против наружных колец подшипников; на поверхности наружных колец подшипников, обращенных в сторону осевого паза, установлены температурные датчики, выводы которых через канал, выполненный во внешнем металлическом корпусе, выведены наружу.
При этом в устройстве, реализующем способ компенсации упругих тепловых деформаций подшипников шпинделей металлообрабатывающих станков, каждый температурный датчик соединен через аналого-цифровые преобразователи со входами блоков управления, выходы каждого из которых соединены со входами управляемых источников напряжения, имеющих выходы, соединенные через пары контактов с пьезокерамическими элементами.
Устройство состоит из внешнего металлического корпуса 1 шпинделя, вала шпинделя 2, трех радиальных подшипников 3, 4, 5, имеющих соответственно внутренние кольца 6, 7, 8 и наружные кольца 9, 10, 11, осевого паза 12, трех пьезокерамических элементов 13, 14, 15, трех пар контактов 16, 17, 18, трех пар упорных пластин 19, 20, 21, клеевого соединения 22, 23, 24, канала 25, шин электропроводов 26, 27, 28, отверстия 29, а также содержит температурные датчики 30, 31, 32, аналого-цифровой преобразователь (АЦП) 33, 34 и 35, блок опорных сигналов 36, блоки управления 37, 38 и 39, управляемые источники напряжения 40, 41 и 42.
При этом во внешнем металлическом корпусе 1 шпинделя выполнено отверстие 29, в которое установлены подшипники 3, 4, 5, касающиеся соответственно своими наружными кольцами 9, 10, 11 поверхности отверстия 29. В отверстия внутренних колец 6, 7, 8 соответственно подшипников 3, 4, 5 установлен вал шпинделя 2. Вдоль оси отверстия 29 выполнен осевой паз 12, в который установлены напротив наружных колец 9, 10, 11 соответственно подшипников 3, 4, 5 пьезокерамические элементы 13, 14, 15. Каждый из пьезокерамических элементов 13, 14, 15 имеет соответственно пары контактов 16, 17, 18. Между поверхностями пьезокерамических элементов 13, 14, 15 и боковыми поверхностями осевого паза 12 установлены упорные пластины 19, 20, 21, а между дном осевой канавки 12 и каждым из пьезокерамических элементов 13, 14, 15 имеет место соответственно клеевое соединение 22, 23, 24. Каждый из пьезокерамических элементов 13, 14, 15 через пары контактов 16, 17, 18 соединен через шины электропроводов 26, 27, 28 с соответственно управляемыми источниками напряжения 40, 41 и 42. Шины электропроводов 26, 27, 28 размещены в каналах 25, выполненных во внешнем металлическом корпусе 1 шпинделя.
На поверхности наружных колец 9, 10, 11 соответственно колец подшипников 3, 4, 5, обращенной к внутреннему пространству осевого паза 12, (установлены) наклеены температурные датчики 30, 31, 32, которые связаны через электропроводящие жилы соответственно шин электропроводов 26, 27, 28 с АЦП соответственно 33, 34 и 35. Каждый АЦП 33, 34, 35 связан соответственно через блоки управления 37, 38 и 39 с управляемыми источниками напряжения 40, 41 и 42. Блок опорных сигналов 36 соединен с аналого-цифровыми преобразователями 33, 34 и 35, с блоками управления 37, 38 и 39, а также с управляемыми источниками напряжения 40, 41 и 42.
Устройство работает следующим образом. Вал шпинделя 2 приводится во вращение с помощью привода (не показан). В результате трения в подшипниках 3, 4, 5, во внутренние кольца 6, 7, 8 которых установлен вал шпинделя 2, происходит нагрев подшипников 3, 4, 5, включая наружные кольца 9, 10, 11 подшипников 3, 4, 5. Нагрев подшипников 3, 4, 5 приводит к увеличению диаметра наружных колец 9, 10, 11, установленных в отверстие 29 внешнего металлического корпуса 1 шпинделя, что, в свою очередь, ведет к увеличению натяга сопряжения поверхностей отверстия 29 и поверхности наружных колец 9, 10, 11 подшипников 3, 4, 5. Повышение натяга является причиной снижения ресурса подшипников 3, 4, 5 и в результате снижения ресурса всего шпинделя. Для уменьшения натяга между поверхностью отверстия 29 и поверхности наружных колец 9, 10, 11 подшипников 3, 4, 5 необходимо увеличить диаметр отверстия 29. Для этого в отверстии 29 выполняется осевой паз 12, ширина которого может расширяться под действием расширения пьезокерамических элементов 13, 14, 15, способных развивать существенные усилия (до 10000 Н и более) под действием электрического напряжения, подаваемого соответственно на пары контактов 16, 17, 18. Расширение ширины паза 12 приведет к изменению формы отверстия 29, оно станет не круглым, а более сложной формы, что снизит натяг сопряжения поверхностей отверстия 29 и поверхности наружных колец 9, 10, 11 подшипников 3, 4, 5 и приведет к увеличению ресурса подшипников 3, 4 и 5.
Величина напряжения, подаваемого по шинам электропроводов 26, 27, 28 на пары контактов 16, 17, 18 пьезокерамических элементов 13, 14 и 15, определяется показаниями соответственно температурных датчиков 30, 31, 32, сигнал с которых преобразуется из аналогового в цифровой с помощью аналого-цифровых преобразователей 33, 34 и 35 и подается соответственно на блоки управления 37, 38 и 39. В блоках управления 37, 38 и 39 происходит сравнение текущей температуры, измеренной с помощью температурных датчиков 30, 31, 32, и величины критической температуры (têð), которая определяется предварительно и экспериментально. Величина разницы между критической температурой и текущей температурой определяет величину напряжения, подаваемого по шинам электропроводов 26, 27, 28 на пары контактов 16, 17, 18 пьезокерамических элементов 13, 14 и 15. Сигнал с выхода блоков управления 37, 38 и 39, величина которого определяется разницей между критической и текущей температурой нагрева наружных колец 9, 10, 11 подшипников 3, 4, 5, подается соответственно на вход управляемых источников напряжения 40, 41 и 42, выходы которых через электропроводящие жилы соответственно шин электропроводов 26, 27, 28 подаются на пары контактов 16, 17, 18 пьезокерамических элементов 13, 14, 15.
Частота опроса температурных датчиков 30, 31, 32 и частота изменения линейных размеров пьезокерамических элементов 13, 14, 15 определяются частотой опорных импульсов, генерируемых блоком опорных сигналов 36, который соединен с блоками АЦП 26, 27, 28, с блоками управления 37, 38 и 39, а также с блоками управляемых источников напряжения 40, 41 и 42.
Температурные датчики 30, 31, 32 соединены через соответственно АЦП 33, 34 и 35 с блоками управления 37, 38 и 39. В свою очередь, блоки управления 37, 38 и 39 генерируют управляющие сигналы для управляемых источников напряжения, соответственно, 40, 41 и 42. Управляемые источники напряжения 40, 41 и 42 через жилы шин электропроводов 26, 27, 28 (высоковольтные кабели) подают напряжения на три пары контактов 16, 17, 18, в результате чего пьезокерамические элементы 13, 14, 15 расширяются и давят на боковые поверхности осевого паза 12. Это приводит к тому, что посадка наружных колец 9, 10, 11 соответственно подшипников 3, 4, 5 изменяется относительно отверстия 29, выполненного во внешнем металлическом корпусе 1 шпинделя. По этой причине уменьшается силовая нагрузка, обусловленная тепловыми деформациями, на внутренние 6, 7, 8 и наружные кольца 9, 10, 11, соответственно, подшипников 3, 4, 5. Это приведет к уменьшению выработки внутренних 6, 7, 8 и наружных колец 9, 10, 11 подшипников 3, 4, 5, в результате чего будет увеличен ресурс шпинделя станка.
Работа аналого-цифровых преобразователей (АЦП) 33, 34 и 35, блоков управления 37, 38 и 39, а также управляемых источников напряжения 40, 41 и 42 синхронизируется (координируется) блоком опорных сигналов 36, который генерирует управляющие импульсы, определяющие частоту срабатывания АЦП 33, 34 и 35, блоков управления 37, 38 и 39, управляемых источников напряжения 40, 41 и 42.
Частота опорных импульсов блока опорных сигналов 36 определяет точность компенсации тепловых деформаций внутренних 6, 7, 8 и наружных 9, 10, 11 колец подшипников 3, 4, 5, имеющих место при высокой частоте вращения вала 2 шпинделя или длительной эксплуатации подшипников 3, 4, 5. Чем чаще частота опроса АЦП 33, 34 и 35 соответственно температурных датчиков 30, 31, 32, тем чаще будут расширяться пьезокерамические элементы 13, 14, 15. Это приведет к расширениям ширины осевого паза 12, в результате чего будет скомпенсированы тепловые деформации подшипников 3, 4, 5. Временные интервалы в этом случае между расширениями пьезокерамических элементов 13, 14, 15 определяет частота управляющих импульсов блока 36. Чем чаще частота опорных импульсов блока 36, тем точнее происходит компенсация тепловых деформаций внутренних 6, 7, 8 и наружных 9, 10, 11 колец подшипников 3, 4, 5.
Уровень напряжений, формируемых управляемыми источниками напряжений 40, 41 и 42, имеет ограничения сверху. Превышение максимально допустимого уровня напряжений приведет к разрушению пьезокерамических элементов 13, 14, 15 в результате исчерпания возможности пластических деформаций стенок осевого паза 12 и склонности к трещинообразованию пьезокерамических элементов 13, 14, 15.
Возможная максимальная частота расширения пьезокерамических элементов 13, 14, 15 превосходит с большим запасом скорость распространения тепла в подшипниках 3, 4, 5, поэтому скорость изменения посадки наружных колец 9, 10, 11 подшипников 3, 4, 5 относительно отверстия 29, выполненного во внешнем металлическом корпусе 1 шпинделя, всегда будет больше скорости нагрева всего подшипника (3, 4, 5). По этой причине заявляемый способ будет эффективно компенсировать тепловые деформации на всем диапазоне частот вращения вала 2 шпинделя и для всего температурного диапазона нагрева подшипников 3, 4, 5.
Количество пьезокерамических элементов 13, 14, 15 определяется числом подшипников, используемых в конструкции шпинделя.
Пьезокерамические элементы 13, 14, 15 могут иметь форму цилиндров или форму цилиндрических шайб, при этом последняя форма предпочтительней, поскольку выдерживает большее количество упругих деформаций без образования на поверхности элементов 13, 14, 15 трещин.
Пьезокерамические элементы 13, 14, 15, размещенные в осевом пазе 12 над очагом нагрева каждого подшипника 3, 4, 5, могут работать синхронно и самостоятельно в зависимости от показаний датчика температур 30, 31, 32 соответствующего каждому подшипнику 3, 4, 5.
При испытаниях устройства, реализующего способ компенсации упругих тепловых деформаций подшипников шпинделей металлообрабатывающих станков, были использованы пьезокерамические элементы 13, 14, 15 производства Волгоградского АО «Аврора».
Три пары упорных пластин 19, 20, 21 необходимы для того, чтобы при деформации растяжения пьезокерамических элементов 13, 14, 15, не произошло растрескивания последних при воздействии их на стенки осевого паза 12. Испытания показали, что наиболее целесообразно выполнять упорные пластины 19, 20, 21 из бериллиевой бронзы БрБ2 (ГОСТ 1789-70) при условии, что внешний металлический корпус 1 шпинделя выполнен из чугуна СЧ20, СЧ30 (ГОСТ 1412-86).
Каждый пьезокерамический элемент 13, 14, 15 имеет на своих торцах контакты 16, 17, 18, необходимые для подвода электрического потенциала (напряжения), необходимого для увеличения геометрического размера вдоль оси симметрии пьезокерамических элементов 13, 14, 15.
От каждой пары контактов 16, 17, 18 отходят шины электрических проводов 26, 27 и 28 через каналы 25 к АЦП 33, 34 и 35, далее к блокам управления 37, 38 и 39, которые связаны с управляемыми источниками напряжения 40, 41 и 42, связанными своими выходами через пары контактов 16, 17, 18 с пьезокерамическими элементами 13, 14, 15.
Каждая шина электрических проводов 26, 27 и 28 представляет из себя набор электрических изолированных жил. Каждая шина 26, 27, 28 имеет пару жил, которые соединены соответственно с парой контактов 16, 17, 18 пьезокерамических элементов соответственно 13, 14, 15. Кроме того, каждая шина 26, 27, 28 имеет также пару жил, которые соединены соответственно с термодатчиками 30, 31, 32, установленными соответственно на наружных кольцах 9, 10, 11 подшипников 3, 4, 5.
Термодатчиков 30, 31, 32 соответственно на каждом наружном кольце 9, 10, 11 подшипников 3, 4, 5 может быть несколько. В качестве термодатчиков 30, 31, 32, как показали испытания, наиболее целесообразно использовать резистивные термодатчики (термопары ТСП (ТСМ)/1-1388 или фольговый константановый тензорезистор 2ФКП-5×200). Наклейка термодатчиков 30,
31, 32 на наружные кольца 9, 10, 11 подшипников 3, 4, 5 осуществлялась на участке, находящемся под осевым пазом 12. Это объясняется легкостью сборки подшипниковой опоры в этом случае. Для того, чтобы исключить возможность прокручивания наружных колец 9, 10, 11 подшипников 3, 4, 5 и, таким образом, исключить срезание наклеенных термодатчиков 30, 31, 32, приводящих их к негодности, посадка наружных колец (система вал) 9, 10, 11 на отверстие 29 (система отверстие), выполненное во внешнем металлическом корпусе 1 шпинделя, должна быть не менее Н7(к6), предпочтительнее посадка Н8(m6) (см. Белкин И. М. Допуски и посадки: Справочник. - М.: Машиностроение, 1992 г.).
Каждый пьезокерамический элемент 13, 14, 15 крепится к дну осевого паза 12 с помощью эластичного клеевого соединения 22, 23, 24 (например, силиконового). При этом посадка пары упорных пластин 19, 20, 21 осуществляется по скользящей посадке (см. Белкин И. М. Допуски и посадки: Справочник. - М.: Машиностроение, 1992 г.) между стенками осевого паза 12 и торцами одного из пьезокерамических элементов 13, 14, 15.
Во внешнем металлическом корпусе 1 шпинделя на поверхности отверстия 29, контактирующей с поверхностью наружного кольца 9, 10, 11 подшипника 3, 4, 5, должен быть выполнен только один продольный осевой паз 12. При большем количестве пазов может быть ослаблена контактная жесткость поверхностей наружного кольца 9, 10, 11 подшипника 3, 4, 5 и внутренней цилиндрической поверхности отверстия 29, выполненного во внешнем металлическом корпусе 1 шпинделя. Это, в свою очередь, приведет к потере точности подшипникового узла 3, 4, 5, выражающейся в прецессии оси вращения нагруженного вала шпинделя 2.
Поверхность сопряжения дна осевого паза 12 с его боковыми поверхностями не должна иметь острых углов, иначе при упругих деформациях стенок осевого паза 12 в результате расширения пьезокерамических элементов 13, 14, 15 могут развиться трещины в вершинах острых углов, которые впоследствии приведут к разрушению внешнего металлического корпуса 1 шпинделя.
Осевой паз 12 выполняется во внешнем металлическом корпусе 1 шпинделя методом протягивания или в случае малых габаритов внешнего металлического корпуса 1 шпинделя методом долбления. При этом осевой паз 12 выполняется в той части внешнего металлического корпуса 1 шпинделя, где имеет место наибольший нагрев и значит наибольшие упругие тепловые деформации. Место наибольшего нагрева во внешнем металлическом корпусе 1 шпинделя определяется предварительно и экспериментально. Такой выбор зоны выполнения осевого паза 12 объясняется тем обстоятельством, что при расширении пьезокерамических элементов 13, 14, 15, установленных в осевом пазе 12, после подачи на их пары контактов 16, 17, 18 электрического напряжения, наибольшие упругие деформации будут иметь место на стенках осевого паза 12, т.е. там, где имеют место наибольшие упругие тепловые деформации.
Упругие деформации стенок осевого паза 12 приведут к тому, что отверстие 29, выполненное во внешнем металлическом корпусе 1 шпинделя, куда запрессовываются подшипники 3, 4, 5, изменит свою геометрию. В результате этого окружность отверстия 29 преобразуется в кривую, приближающуюся по форме к контуру яйца. Это, в свою очередь, приведет к изменению посадки (см. Белкин И. М. Допуски и посадки: Справочник. - М.: Машиностроение, 1992 г.) наружных колец 9, 10, 11 соответственно подшипников 3, 4, 5. При этом натяг наружных колец 9, 10, 11 соответственно подшипников 3, 4, 5 относительно поверхности отверстия 29 во внешнем металлическом корпусе 1 шпинделя уменьшится.
Нагрев подшипников 3, 4, 5, происходящий в результате длительной работы шпинделя или в результате большой частоты оборотов вала шпинделя 2, приводит за счет увеличения геометрических размеров наружных 9, 10, 11 и внутренних 6, 7, 8 колец подшипников 3, 4, 5 к увеличению натяга наружных 9, 10, 11 колец соответственно подшипников 3, 4, 5 по отношению к поверхности отверстия 29, выполненного во внешнем металлическом корпусе 1 шпинделя.
Таким образом, при условии управления деформацией стенок осевого паза 12 можно компенсировать упругие тепловые деформации наружных колец 9, 10, 11 соответственно подшипников 3, 4, 5, что приведет к увеличению ресурса подшипников 3, 4, 5.
При прекращении работы шпинделя станка, обусловленного, например, простоем станка, т.е. при прекращении вращения вала 2 шпинделя расширенные пьезокерамические элементы 13, 14, 15 разгружаются не сразу, а постепенно, по мере остывания деформации наружных 9, 10, 11 и внутренних 6, 7, 8 колец соответственно подшипников 3, 4, 5. Это необходимо для того, чтобы на дне осевого паза 12 не сформировалась микротрещина, образованная в результате резкого сужения ширины паза 12 после разгрузки пьезокерамических элементов 13,14,15.
В качестве подшипников 3, 4 и 5 могут быть шариковые, роликовые, а также комбинированные подшипники.
Канал 25 выполняется во внешнем металлическом корпусе 1 шпинделя методом сверления и предназначен для вывода шин электропроводов 26, 27, 28, которые соединяют пары контактов 16, 17, 18, соответствующие каждому пьезокерамическому элементу 13, 14, 15, через пары контактов 16, 17, 18 связаны с выходами управляемых источников напряжения 40, 41 и 42, входы которых связаны с выходами блоков управления 37, 38 и 39, имеющих входы, соединенные через АЦП 33, 34 и 35 с температурными датчиками 30, 31, 32.
В качестве термодатчиков при испытаниях были использованы металлические тензодатчики (ГОСТ 20420-75 и ГОСТ 21616-91).
Для экспериментального определения температуры нагрева наружных колец 9, 10, 11, соответственно, подшипников 3, 4 и 5 при испытаниях, а также для измерения температуры кольцевого участка наибольшего нагрева зоны сопряжения подшипников 3, 4 и 5 с поверхностью отверстия 29 использовался пирометр фирмы «ТЕХНО-АС» (источник информации www:pirometr2.ru).
Способ выполнения отверстий в костной ткани альвеолярного гребня и устройство его реализующее
Волновая зубчатая передача
Установка для измерения параметров оптически прозрачных поверхностей
Нанорезонатор
Устройство контроля макродефектов на внутренней поверхности труб
Способ изготовления иглы кантилевера сканирующего зондового микроскопа
Способ определения предварительного осевого натяга подшипниковых опор ротора
Способ фрактального контроля шероховатости поверхности
Сборный резец для контурного точения
Способ изготовления абразивного инструмента
Теплоаккумулирующий состав
Демпфирующее устройство дренажно-предохранительного клапана
Способ изготовления поверхностей трения с применением твердых смазочных материалов на основе эпоксидных смол
Система управления аппаратом воздушного охлаждения масла
Способ получения многоосновных карбоновых кислот адамантанового ряда
Следящий электропривод
Установка для мойки прецизионных подшипников
Способ производства диетического хлеба (варианты)
Способ извлечения твердосплавных зубков из шарошек буровых долот

