Результат интеллектуальной деятельности: ПОВОДКОВЫЙ ЦЕНТР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стволов с нарезными или гладкими направляющими частями пулеметов, ружей и др.
Известно устройство для реализации способа изготовления ствола - полый поводковый центр (см. ОСТ В3-6011-85 «ЗАГОТОВКИ СТВОЛОВ КАЛИБРОВ 4,5-30,0 мм. Типовой технологический процесс холодного радиального обжатия»). Он содержит в передней части малый цилиндр с поперечными зубьями на торце и полостью, образованной со стороны этого торца под хвостовик поводковой части заготовки-трубы, обжимаемой бойками на радиально-обжимной машине, в средней части - большой цилиндр с наружными канавками без задних стенок и хвостовик в задней части, причем эта полость большего диаметра открыта в сквозную полость меньшего диаметра.
Недостаток устройства - неремонтопригодность при износе или поломке его зубьев.
Известно устройство для реализации способа изготовления ствола - полый поводковый центр, принятый за прототип (см. патент на изобретение RU №2429102 C2 от 20.09.2011 г.). Он имеет в передней части малый цилиндр с зубьями на торце, которые могут быть и внутренними радиусными, в средней части - большой цилиндр с наружными канавками без задних стенок и в задней части хвостовик. В его передней полости размещается подвижный упорный центр-втулка с устройством фиксации его, который выступает передней конической снаружи частью за торец малого цилиндра и размещается ею во внутренней технологической фаске заготовки-трубы, обжимаемой бойками на дорне-оправке в радиально-обжимной машине.
Недостатками прототипа являются: неремонтопригодность - при износе торцевых или внутренних радиусных зубьев поводковый центр заменяется новым, что повышает стоимость получаемой поковки ствола; а также коррозия сопрягаемых поверхностей подвижного упорного центра-втулки и центра от смазочно-охлаждающей жидкости (СОЖ) на водяной основе, используемой для охлаждения поковки ствола и бойков радиально-обжимной машины, вследствие нагрева их теплом деформации металла заготовки-трубы.
Задача предлагаемого изобретения состоит в увеличении срока службы поводкового центра с одновременным снижением стоимости получаемых поковок ствола.
Технический результат предложенного технического решения заключается в обеспечении ремонтопригодности поводкового центра.
Указанный технический результат достигается тем, что в поводковом центре радиально-обжимной машины, содержащем корпус в виде усеченного конуса, переходящего основанием в расположенный в средней части цилиндр с наружными продольными канавками без задних стенок, имеющий хвостовик в задней части, при этом корпус выполнен с полостью со стороны переднего торца, открытой в сквозную полость меньшего диаметра, а в упомянутой полости со стороны переднего торца корпуса установлена втулка, новым является то, что полость корпуса со стороны его переднего торца и наружная поверхность втулки выполнены с сопрягаемыми между собой конической и резьбовой цилиндрической поверхностями, при этом втулка выполнена с зубьями в передней части, со вспомогательными элементами под ключ для установки ее в корпус и удаления из него, а также с расположенной с переднего торца полостью большего диаметра под хвостовик поводковой части заготовки, переходящей в сквозную полость меньшего диаметра.
Поводковый центр может быть снабжен уплотнительными элементами, расположенными между задним торцом втулки и дном полости со стороны переднего торца корпуса и в канавках, выполненных на конических поверхностях полости корпуса и втулки, при этом корпус выполнен с окнами для отвода смазочно-охлаждающей жидкости, открытыми в его сквозную полость меньшего диаметра.
При использовании в центре конической-цилиндрической втулки с зубьями в передней части и наружной резьбой на цилиндре в задней части обеспечивается замена ее при износе зубьев на новую, а также простота и надежность ее установки в коническо-цилиндрическую полость этого центра, имеющую резьбовую поверхность в цилиндрической части.
Выполнением на одной из внутренней поверхностей этой втулки вспомогательных элементов, например многогранной боковой поверхности или продольных канавок числом n≥1 или с переднего торца втулки продольных глухих или сквозных отверстий числом k≥1 вместо граней или канавок, обеспечивается постановка такой втулки с зубьями в коническо-цилиндрическую полость поводкового центра соответствующим ключом при его сборке или замене изношенной по зубьям втулки новой, когда такой ключ своими соответствующими рабочими элементами (гранями, выступами, штифтами) взаимодействует с указанными элементами конической втулки.
Выполнением на выступающей за передний торец центра наружной боковой поверхности втулки как минимум одной грани или продольной канавки без передней стенки достигаются простота и технологичность ее изготовления со снижением стоимости поводкового центра. При помощи таких граней или канавок и соответствующего им ключа обеспечивается установка втулки в полостях центра и удаление из него ее с изношенными зубьями.
Постановкой уплотнительных элементов в канавках корпуса центра, контактирующих, соответственно, с конической и торцевой поверхностями его втулки, достигается изоляция их сопрягаемых поверхностей от воздействия СОЖ. За счет этого исключается коррозия этих поверхностей и поэтому облегчается разборка поводкового центра для замены изношенной по зубьям втулки на новую.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым, имеет существенные отличия, промышленно применимо и поэтому соответствует критерию - "изобретение".
Сущность изобретения поясняется чертежами, где показаны на:
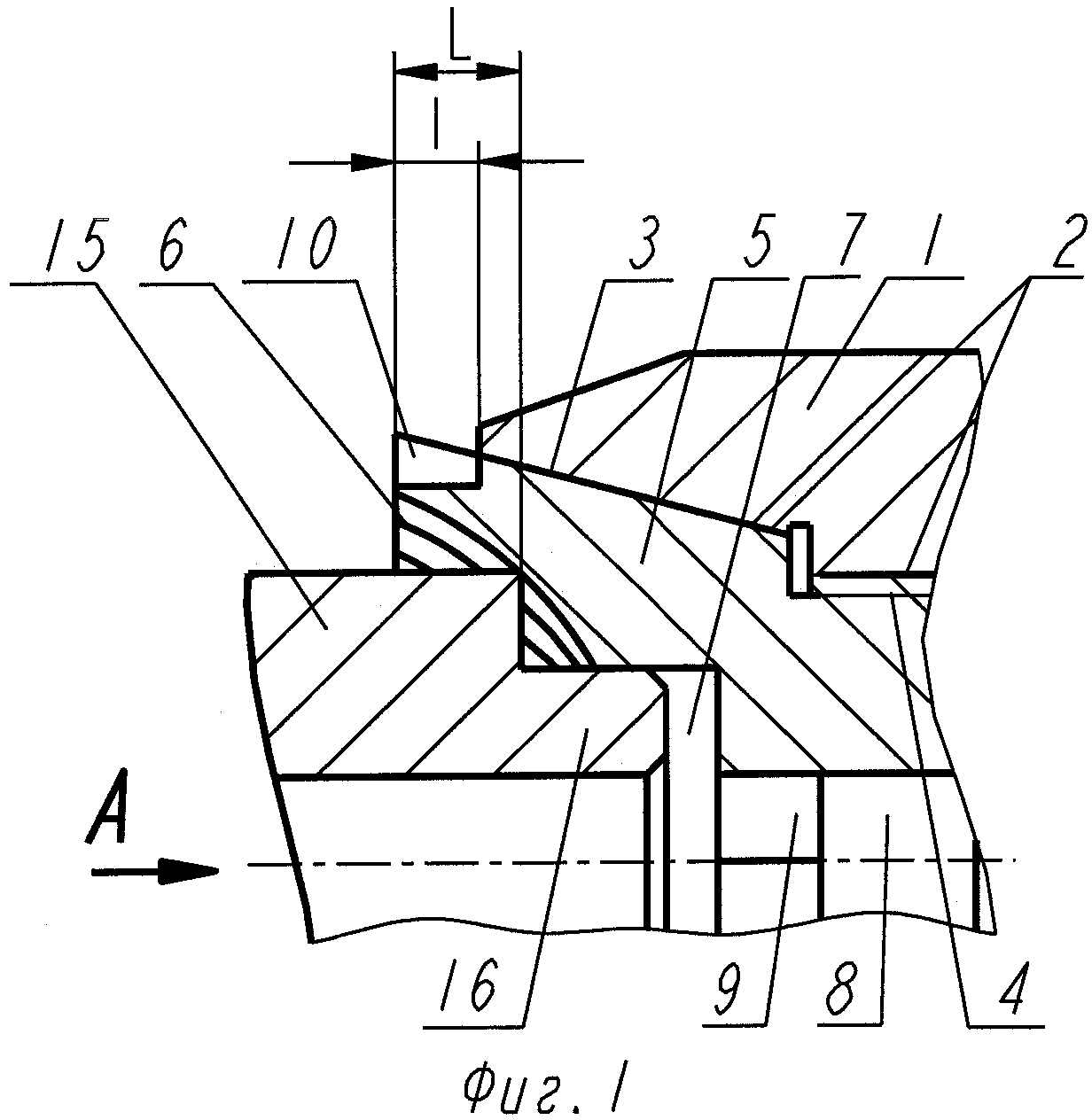
фиг.1 - общий вид поводкового центра с втулкой, выступающей за его передний торец;
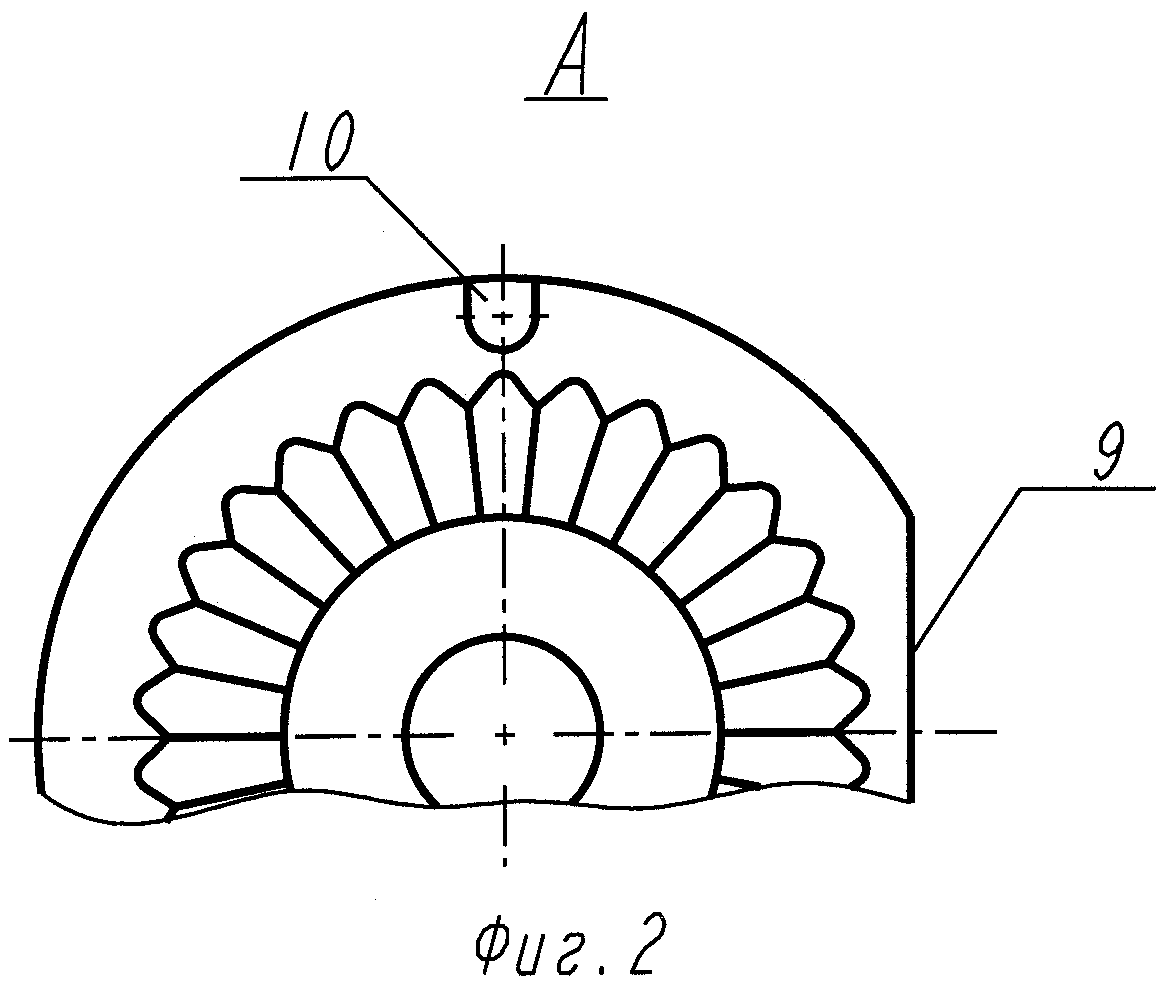
фиг.2 - передний торец втулки, выступающей за передний торец поводкового центра, с элементами под ключ (многогранная боковая поверхность);
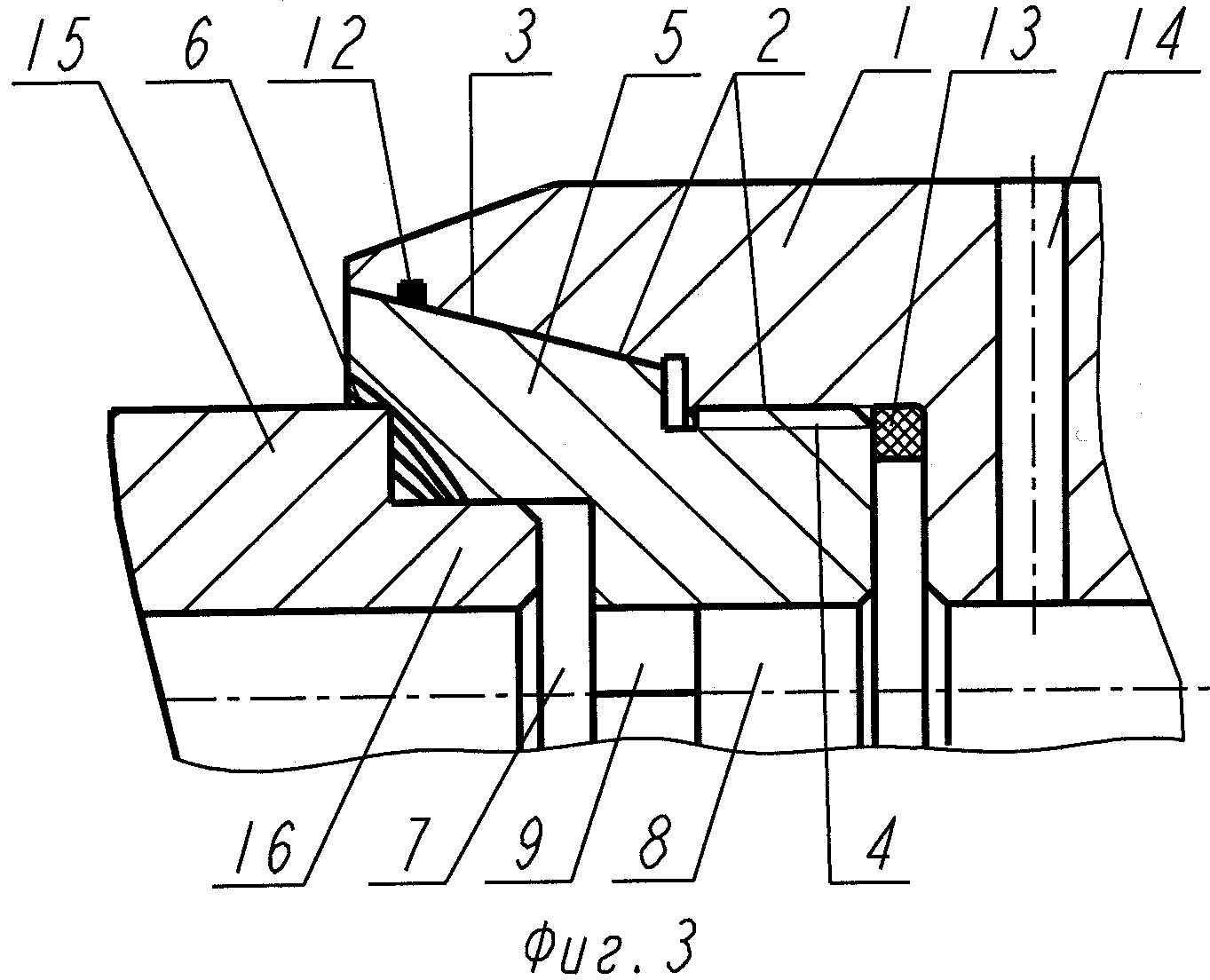
фиг.3 - общий вид поводкового центра с уплотнительными элементами, поперечными окнами и втулкой, расположенной заподлицо с его торцом;
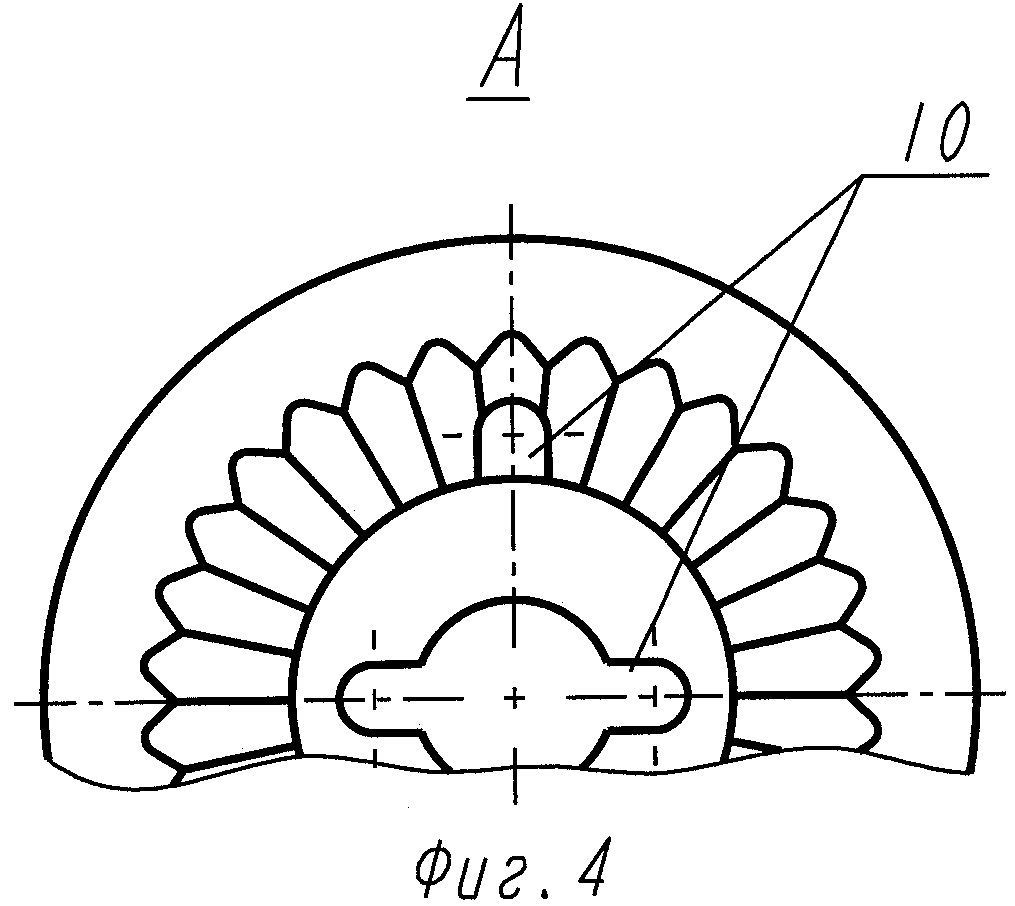
фиг.4 - передний торец втулки, расположенной заподлицо с торцом поводкового центра, с элементами под ключ (продольные канавки);
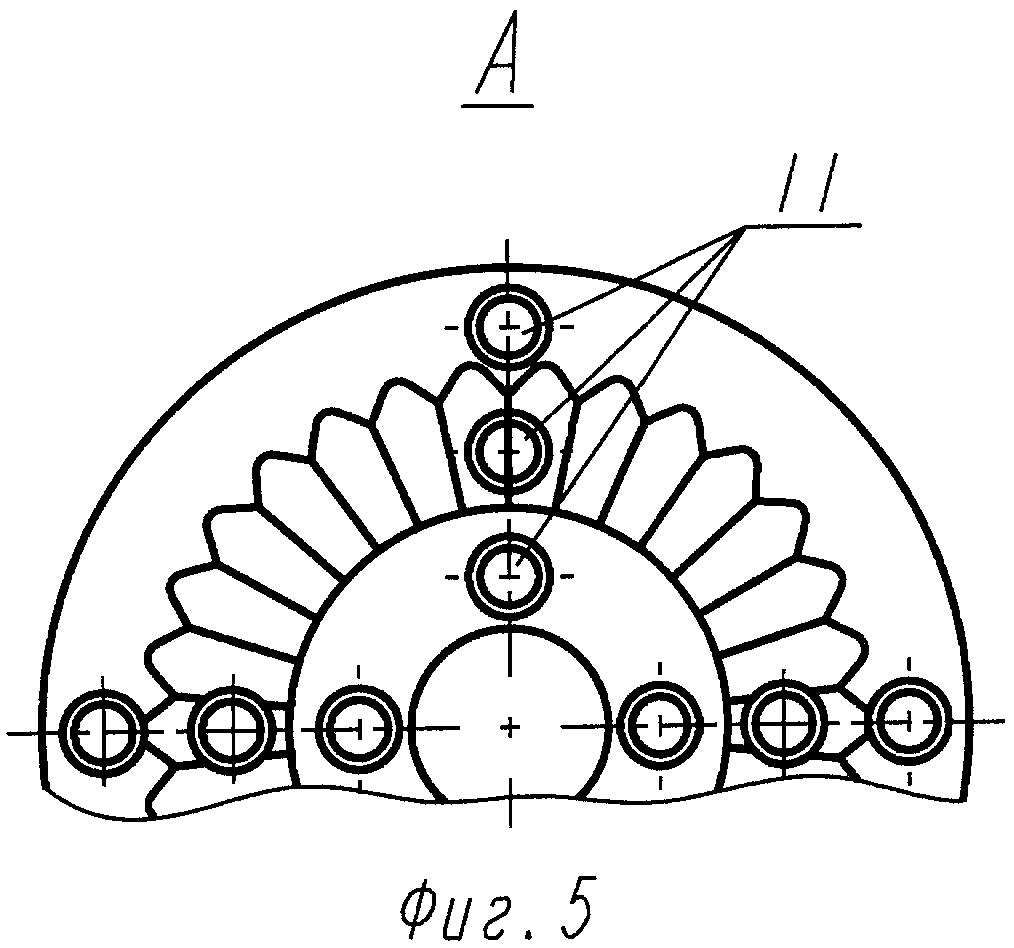
фиг.5 - передний торец втулки, расположенной заподлицо с торцом поводкового центра, с элементами под ключ (продольные глухие или сквозные гнезда).
Поводковый центр (см. фиг.1) состоит из корпуса 1, с переднего торца которого образована последовательно коническо-цилиндрическая с резьбой полость 2 (фиг.1, 2), имеющая коническую поверхность 3 и цилиндрическую резьбовую поверхность 4, под соответствующую ей втулку 5 с торцевыми или внутренними радиусными зубьями 6 в передней части, также имеющую ответные коническую 3 и цилиндрическую 4 резьбовую поверхности.
Коническо-цилиндрическая по наружной поверхности втулка 5 имеет образованную с переднего торца полость 7 большего диаметра под хвостовик 16 поводковой части заготовки-трубы 15, переходящую в полость 8 меньшего диаметра для прохода дорна-оправки, закрепленного в стебле (на чертеже не показаны) и размещенного в зоне бойков радиально-обжимной машины при радиальном обжатии заготовки-трубы.
Одна из полостей (большего 7 или меньшего 8 диаметров) втулки 5 - может быть с многогранной боковой поверхностью 9 (см. фиг.1, 3) под соответствующий ключ для установки (удаления) ее в корпус 1 (из него).
Для установки ее в корпус 1 могут использоваться также и продольные канавки 10 в количестве n≥1, выполненные в этих полостях (см. фиг.4), или продольные глухие или сквозные гнезда 11 в количестве k≥1 (см. фиг.5), образованные с торца ее или со дна ее большой полости 7 под соответствующие ключи.
На фиг.3 представлен поводковый центр с коническо-цилиндрической втулкой 5, установленной заподлицо и имеющий один из выше перечисленных элементов под ключ, например многогранную боковую поверхность 9 в ее полости 8 меньшего диаметра.
Для герметизации сопрягаемых конической 3 и цилиндрической 4 резьбовых поверхностей втулки 5 и корпуса 1 используются, соответственно, уплотнительные элементы 12 и 13, причем последний размещен между задним торцом втулки и дном цилиндрической полости. Отвод поступающей в центр СОЖ осуществляется через поперечные окна 14 корпуса 1, выходящие в сквозную полость меньшего диаметра центра и смещенные между собой вдоль оси корпуса 1.
Сопрягаемыми коническими поверхностями 3 корпуса 1 и втулки 5 обеспечивается их соосность между собой и, следовательно, достигается совмещение продольной оси заготовки-трубы 15 с линией центров радиально-обжимной машины и качество получаемой поковки ствола.
Своими цилиндрическими резьбовыми поверхностями 4 (с метрической резьбой, с прямоугольной и т.д.) корпус 1 и втулка 5 соединяются между собой при сборке, и исключается осевое перемещение втулки 5 из него при удалении рукой-манипулятором полученной поковки ствола после радиального обжатия заготовки-трубы 15.
В процессе этого обжатия из-за вращения последней происходит самозатягивание втулки 5 по резьбовому соединению ее с корпусом 1, чем исключается образование зазоров в их коническом соединении от вибрации центра и заготовки-трубы, что является гарантией качества получаемой поковки при соблюдении прочих условий образования ее.
При радиальном обжатии бойками заготовки-трубы 15 используемая СОЖ попадает на поводковый центр и внутрь него с переднего торца в зоне контакта зубьев 6 с поводковой частью этой заготовки и затем оказывается в зоне контакта конических и резьбовых поверхностей корпуса 1 и втулки 5, что недопустимо из-за образования ржавчины там и последующего усложнения разборки центра для удаления из него изношенной по зубьям втулки 5.
Поэтому используются уплотнительные элементы 12 и 13, установленные в канавках соответственно конического соединения центра и втулки 5, и торцевого соединения их между собой. Эти элементы герметизируют соединение корпуса 1 и втулки 5 соответственно с переднего торца его и со стороны дна цилиндрической полости его от СОЖ, исключая коррозию внутренних конических и резьбовых поверхностей поводкового центра.
Для удаления поступающей в центр СОЖ выполняются поперечные окна 14 с осевым смещением вдоль оси корпуса 1, чем сохраняется поперечная прочность центра.
Выступание за передний торец корпуса 1 втулки 5 на длину l (фиг.1) необходимо для образования элементов центра 9, 10 (фиг.2) под соответствующую конструкцию ключа. При этом для обеспечения условия прочности втулки 5 по зубьям при работе должно соблюдаться условие:
L≥1 (см. фиг.1),
где L - длина поводковой части заготовки-трубы 15, размещенной во втулке 5 поводкового центра; l - длина выступания за передний торец корпуса 1 наружной боковой поверхности втулки 5.
При этом условии локально нагруженные зубья 6 втулки 5 находятся в конической полости корпуса 1, скрепляющего своими стенками втулку 5 и ее зубья 6.
Сборка и разборка поводкового центра осуществляется соответствующим ключом, который своими рабочими элементами взаимодействует со вспомогательными элементами 9, 10, 11 (фиг.1-5) коническо-цилиндрической втулки 5, и она вворачивается резьбой ее цилиндрической части в цилиндрическую резьбовую поверхность 4 цилиндрической части полости 2 до соприкосновения их конических поверхностей 3.
Разборка поводкового центра для замены изношенной по зубьям 6 втулки 5 осуществляется в обратном порядке, используя соответствующие элементы 9, 10 или 11 и ключ. Разборка поводкового центра может производиться и на радиально-обжимной машине (как и сборка), фиксируя его канавками без задних стенок в выступах механизма подачи вращения заготовки-трубы 15, не показанного на чертеже.
Таким образом, в предлагаемом поводковом центре изнашиваемой при работе деталью является сменная втулка, заменяемая при износе ее зубьев новой, а его корпус может использоваться длительное время. При износе его посадочных поверхностей под втулку они могут быть доработаны в большие размеры и под них изготовляться другие втулки, используя и дальше такой центр.
Принцип работы предлагаемого поводкового центра (см. фиг.1) заключается в следующем. Установка заготовки-трубы 15 на линию центров радиально-обжимной машины, например австрийской модели SHK-17, осуществляется рукой-манипулятором. При этом заходная часть заготовки-трубы 15 располагается в не показанном на фиг.1, 3 подпорном центре, а поводковая часть ее - в поводковом центре, причем центрирование ее обеспечивается сначала перемещением этого центра справа налево с постепенным размещением части ее хвостовика 16 в цилиндрической полости 7 большего диаметра конической втулки 5 и в конце такого перемещения размещением большей части его в этой полости, а внутренние радиусные зубья 6 втулки внедряются в зону пересечения боковой и торцевой поверхностей поводковой части заготовки-трубы 15 для вращения ее при радиальном обжатии.
Затем бойки радиально-обжимной машины начинают обжимать заготовку-трубу 15, и при этом происходит дополнительное самозатягивание коническо-цилиндрической втулки 5, что гарантирует беззазорность соединения конических поверхностей ее с центром и качество получаемой поковки. При этом направление витков резьбы коническо-цилиндрической втулки 5 должно быть противоположно направлению вращения заготовки-трубы 15. Если заготовку-трубу 15 при радиальном обжатии вращают влево, то резьба конической втулки 5 должна быть правая, и наоборот.
После обжатия заготовки-трубы 15 полученная из нее поковка ствола удаляется из этих центров радиально-обжимной машины также рукой-манипулятором и отправляется на дальнейшую механическую обработку, обеспечивающую получение готового ствола.
Таким образом, предлагаемым изобретением увеличивается многократно срок службы поводкового центра благодаря использованию в нем сменных коническо-цилиндрических втулок с наружными резьбами, с зубьями и полостями в передней части под поводковые части заготовок-труб, что в целом сокращает стоимость изготовления поковки ствола.
Храповое устройство для стопорения вала
Устройство для закрепления и регулировки прицельного приспособления на оружии
Держатель электрода-ролика
Устройство для контактной точечной сварки
Устройство для контактной точечной сварки
Способ изготовления тонкостенных осесимметричных оболочек
Система для определения и обеспечения показателей надёжности объекта военной техники
Имитатор воздушных целей
Система управления многофункционального робототехнического комплекса обеспечения боевых действий
Способ изготовления ствола
Электрододержатель для контактной точечной сварки
Система спуска-стопорения оружейной установки
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Устройство для контактной точечной сварки прутков
Универсальная роботизированная платформа
Магазин стрелкового оружия большой емкости
Прессующий узел машины литья под давлением
Ультразвуковая система обнаружения препятствий движению подвижного объекта
Способ информационно-технического сопряжения составных частей мобильного робототехнического комплекса
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)

