Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ МНОГОСЛОЙНЫХ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ-СТОЛБИКОВ
Вид РИД
Изобретение
Изобретение относится к изготовлению монолитных многослойных пьезоэлементов-столбиков, с большим числом слоев, для электромеханических преобразователей (ЭМП) и/или актюаторов - устройств из пьезоэлектрической керамики, осуществляющих электромеханические и механоэлектрические преобразования энергии с использованием обратного и прямого пьезоэффектов.
Известны многослойные, состоящие из n слоев пьезокерамических пластин с расположенными между ними электродами, пьезоэлементы. Конструктивно многослойные пьезоэлементы различаются способом механического соединения пластин из пьезокерамики между собой в стрлбик, коммутацией электродов и устройством электрических выводов. Для изготовления таких многослойных пьезоэлементов-столбиков механические соединения пластин между собой осуществляют, как правило, склейкой, пайкой или сваркой [1].
Наиболее близким к заявляемому техническому решению является способ, реализованный в ОАО «НИИ «Элпа» при изготовлении многослойных пьезоэлементов-столбиков для ЭМП и актюаторов типа АПМ-2-22-М [2].
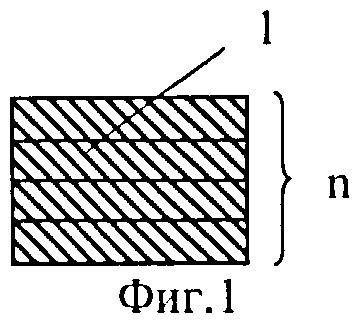
Способ изготовления многослойных пьезокерамических элементов-столбиков с большим числом слоев для ЭМП и актюаторов включает две стадии: первая - изготовление по «пленочной» технологии отдельных n-слойных пьезоэлементов 1 с ограниченным числом n слоев (фиг.1) и вторая - склейка m отдельных n-слойных пьезоэлементов 1 в пьезоэлемент-столбик 2 с большим числом (n×m) слоев (фиг.2), где m - число отдельных n-слойных пьезоэлементов 1 с ограниченным числом n слоев. Ограниченность числа n слоев в отдельных n-слойных пьезоэлементах обусловлена технологическими возможностями оборудования по изготовлению многослойных пьезоэлементов по «пленочной» технологии.
Первая стадия - изготовление отдельных n-слойных пьезоэлементов 1 по «пленочной» технологии включает операции:
- приготовление шликера на основе порошка пьезокерамического материала, например ЦТС-46 и органической связки;
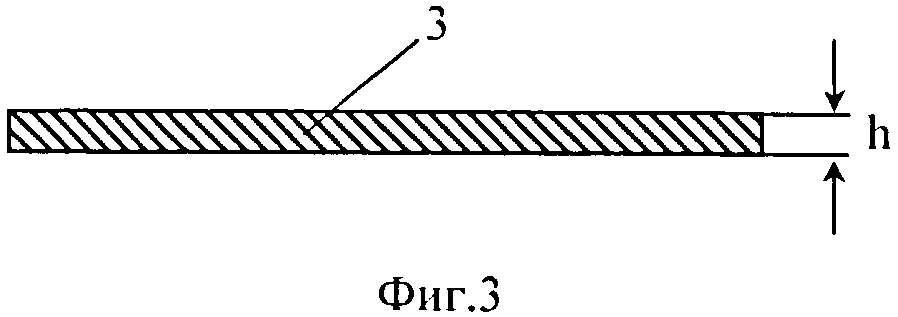
- литье шликера через фильеру на движущуюся ленту и его сушку с образованием тонких, толщиной h=(10…200) мкм, сплошных «сырых» пленок 3 из связки с пьезокерамическим порошком (фиг.3);
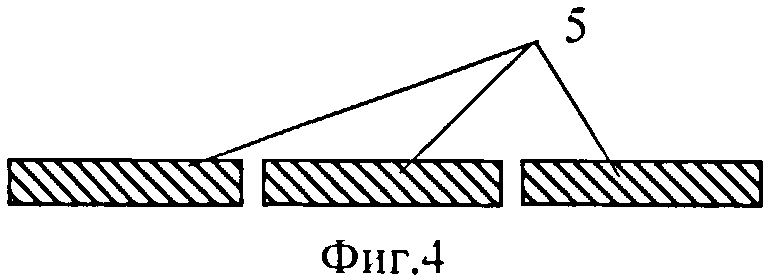
- резку сплошных «сырых» пленок на групповые заготовки 5 определенного размера (фиг.4), например, 160×160 мм;
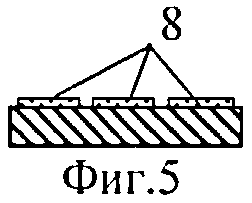
- покрытие каждой групповой заготовки 5 металлосодержащей пастой через сеткотрафарет с образованием рисунка 8 (фиг.5);
- сборку путем наложения друг на друга n групповых заготовок 7, групповых пакетов 9 (фиг.6) высотой (n×h), например, 3,2 мм;
- прессование групповых пакетов 9, например гидростатическое, при давлении 250 атм, температуре 80°C и продолжительности 30 минут;
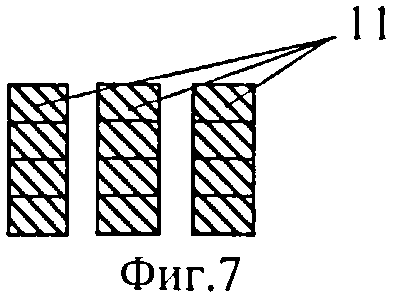
- рубку, в соответствии с рисунком сеткотрафарета 8, групповых пакетов 9 на отдельные n-слойные заготовки пьезокерамических элементов 11 (фиг.7) размером, например, 7,2×7,2×3,2 мм;
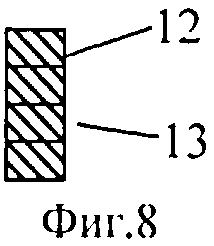
- высокотемпературную обработку n-слойных заготовок пьезокерамических элементов 11 для удаления связки и спекания их в монолитную заготовку 12 (фиг.8), которая состоит из чередующихся n слоев керамики и внутренних металлических электродов, выходящих на боковые поверхности n-слойной заготовки пьезокерамических элементов;
- металлизацию у монолитных заготовок 12 боковых поверхностей 13 (фиг.8), на которые выходят четные и нечетные внутренние электроды, таким образом, чтобы обеспечить параллельное соединение образующихся электрических емкостей из керамики и электродов с формированием электрических соединений;
- поляризацию монолитных заготовок 12 при температуре (120±5)°C, напряженности поля 2 кВ/мм и времени охлаждения под полем (для монолитных заготовок из материала ЦТС-46) в течение (15±3) мин;
- измерение параметров полученных отдельных n-слойных пьезоэлементов 1 с ограниченным числом (n≤3,2/h) слоев.
Вторая стадия - изготовление многослойных пьезоэлементов-столбиков из m отдельных n-слойных пьезоэлементов 1 (далее пьезоэлементов-столбиков 2), включает операции:
- нанесение на торцевые поверхности предварительно очищенных или механически обработанных отдельных n-слойных пьезоэлементов 1 эпоксидного клея, например ЭД-20;
- сборку пьезоэлементов-столбиков 2 из m отдельных n-слойных пьезоэлементов 1 в прижимном приспособлении типа струбцины с винтовым зажимом;
- очистку боковых поверхностей пьезоэлементов-столбиков 2 в струбцинах от затеков клея;
- сушку пьезоэлементов-столбиков 2 в струбцинах при температуре 120°C в течение 24 часов;
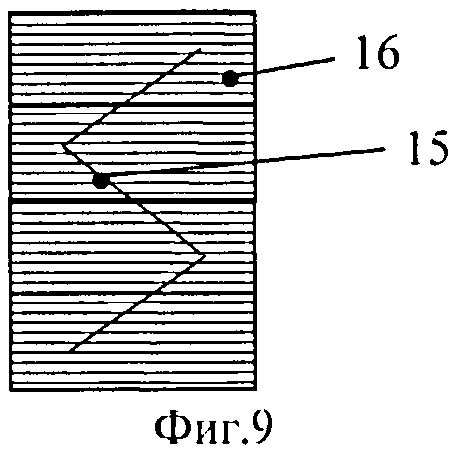
- монтаж пайкой, как показано на фиг.9, проводниками 15, например медной проволокой ММ 0,18, электрических соединений на боковых поверхностях 16 пьезоэлементов-столбиков 2 и измерение параметров полученных пьезоэлементов-столбиков 2 с большим числом (n×m) слоев, где m - число отдельных n-слойных пьезоэлементов 1.
Недостатком данного способа является то, что он двухстадийный, по совокупности операций трудоемкий и сложный, клеевые соединения не позволяют получить пьезоэлементы-столбики с большим числом слоев для надежной работы в сложных внешних условиях (включая радиационный фон), в диапазоне от минус 60°C до +250°C,
Задачей, на решение которой направлено данное изобретение, является достижение технического результата, заключающегося в получении без эпоксидной склейки пьезоэлементов-столбиков 2 с большим числом слоев для надежной работы в сложных внешних условиях (включая радиационный фон), в диапазоне от минус 60°C до +250°C, в упрощении и снижении трудоемкости процесса изготовления.
Поставленная задача решается в одностадийном способе изготовления пьезоэлементов-столбиков 2 с большим числом слоев для ЭМП и актюаторов по «пленочной» технологии, характеризующемся операциями:
- приготовления шликера на основе порошка пьезокерамического материала, например ЦТС-46, и органической связки;
- литья шликера через фильеру на движущуюся ленту и его сушку с образованием тонких, толщиной h=(10…200) мкм, сплошных «сырых» пленок 3 из связки с пьезокерамическим порошком;
- резки сплошных «сырых» пленок 3 на групповые заготовки 5 определенного размера, например 160×160 мм;
- покрытия каждой групповой заготовки 5 металлосодержащей пастой через сеткотрафарет с образованием рисунка 8;
- сборки путем наложения друг на друга n групповых заготовок 7, групповых пакетов 9 высотой (n×h), например, 3,2 мм;
- прессования групповых пакетов 9, например гидростатическое при давлении 250 атм, температуре 80°C и продолжительности 30 минут;
- рубки, в соответствии с рисунком сеткотрафарета 8, групповых пакетов 9 на отдельные n-слойные заготовки пьезокерамических элементов 11 размером, например, 7,2×7,2×3,2 мм,
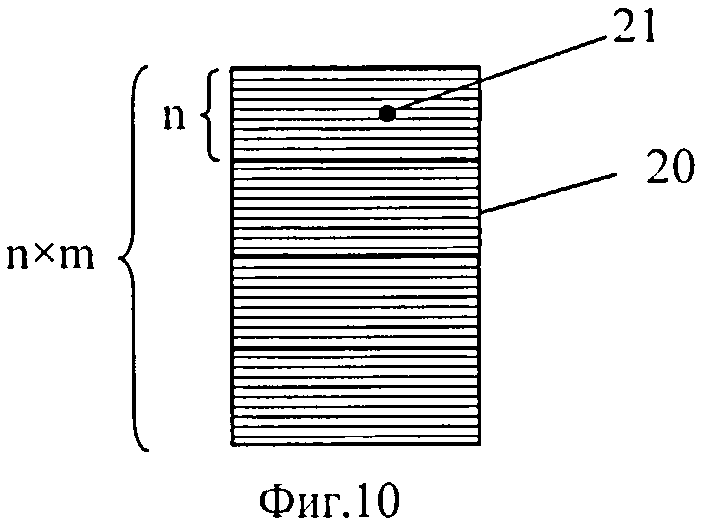
отличающемся тем, что перед дальнейшими операциями проводят операцию сборки «сырых» заготовок-столбиков 20 (фиг.10) из m «сырых» заготовок отдельных n-слойных пьезоэлементов 21 в прижимном приспособлении типа струбцины с винтовым зажимом, а последующие операции: высокотемпературную обработку, металлизацию боковых сторон, поляризацию, проводят с заготовками-столбиками 20, а измерение параметров проводят на полученных пьезоэлементах-столбиках.
Еще одним отличием предлагаемого способа является то, что операцию сборки «сырых» заготовок-столбиков 20 из m «сырых» заготовок n-слойных пьезоэлементов 21 проводят путем склеивания торцевых поверхностей «сырых» заготовок n-слойных пьезоэлементов 21, например, 5%-ным раствором поливинилового спирта с последующей сушкой в течение 2 часов при 80°C в прижимных приспособлениях, например G-образных струбцинах с винтовым зажатием с нормированным усилием, создающим давление 300÷350 кг/см2.
Таким образом, отличительными признаками предлагаемого изобретения являются:
проведение перед операцией высокотемпературной обработки операции сборки «сырых» заготовок-столбиков 20 из m «сырых» заготовок n-слойных пьезоэлементов 21 путем склеивания торцевых поверхностей «сырых» заготовок-столбиков 20, например, 5%-ным раствором поливинилового спирта с последующей сушкой в течение 2 часов при 80°C в прижимных приспособлениях под давлением 300÷350-кг/см2
и выполнение с «сырыми» заготовками-столбиками 20 последующих операций:
- высокотемпературной обработки (m×n)-слойных «сырых» заготовок пьезокерамических элементов для удаления связки и спекания их в монолит, который состоит из чередующихся (m×n) слоев керамики и внутренних металлических электродов, выходящих на боковые поверхности пьезокерамических элементов;
- металлизацию боковых сторон заготовок-монолитов, на которые выходят четные и нечетные внутренние электроды, таким образом, чтобы обеспечить параллельное соединение образующихся электрических емкостей из керамики и электродов;
- поляризацию (m×n)-слойных заготовок,
а также измерение параметров у многослойных поляризованных пьезоэлементов-столбиков 20.
Технический результат достигается тем, что в готовом изделии - пьезоэлементе-столбике 20 - отсутствуют клеевые соединения на основе эпоксидных смол, разрушающихся при температуре 250°C, повышается надежность работы в сложных внешних условиях (включая радиационный фон), в диапазоне от минус 60°C до +250°C, процесс изготовления упрощается и снижается его трудоемкость.
Многослойные, монолитные из (n×m) слоев керамических пленок и электродов, без эпоксидной смолы, пьезоэлементы-столбики 20 обеспечивают надежную работу в сложных внешних условиях, (включая радиационный фон), в диапазоне от минус 60°C до +250°C. Процесс изготовления таким способом содержит меньшее количество операций и менее трудоемок.
В предлагаемом способе исключаются операции по изготовлению отдельных n-слойных пьезоэлементов 1 и сборке их в пьезоэлемент-столбик 2.
Вводимые операции сборки «сырых» заготовок-столбиков 20 из m сырых заготовок пьезоэлементов 21 с ограниченным числом n слоев и соединение сырых заготовок пьезоэлементов 21 с применением клея на основе поливинилового спирта, с поджатием усилием 300÷350 кг/см2 в специальных струбцинах, а также сушка «сырых» заготовок-столбиков 20 из m сырых заготовок пьезоэлементов 21 с ограниченным числом n слоев в специальных струбцинах в течение 2 часов при температуре 80°C более просты и менее трудоемки, чем изготовление по второй стадии.
Совокупность операций по предлагаемому способу изготовления монолитных многослойных, с большим числом слоев, пьезокерамических элементов-столбиков 20 для электромеханических преобразователей и актюаторов по количеству и трудоемкости существенно меньше, чем у существующего аналога.
Технический результат достигается тем, что в готовом изделии - пьезоэлементе-столбике 20 - отсутствуют клеевые соединения на основе эпоксидных смол, повышается надежность работы в сложных внешних условиях (включая радиационный фон), в диапазоне от минус 60°C до +250°C, процесс изготовления упрощается и снижается его трудоемкость.
Источники информации
1. В.В. Янчич. Пьезоэлектрические виброизмерительные преобразователи, акселерометры. Ростов-на-Дону. Изд-во ЮФУ, 2010 - 287 с. (Пьезоэлектрическое приборостроение. Т.7).
2. http://www.elpapiezo.ru/mnogo_piezo.shtml
Пьезоэлектрический прибор и способ его изготовления
Конструкция и технология изготовления интегрального микромеханического реле с подвижным электродом в виде структуры с пьезоэлектрическим слоем
Многослойная керамическая гетероструктура с магнитоэлектрическим эффектом и способ ее получения
Способ изготовления резонаторов на поверхностных акустических волнах
Способ диагностики туберкулеза легких
Способ диагностики туберкулезного инфицирования
Пьезокерамический материал
Полимерная композиция для герметизации пьезокерамических приемоизлучающих гидроакустических устройств
Ультразвуковой способ определения скорости потока газовой среды и устройство для его осуществления
Пьезоэлектрический датчик удара
Пьезоэлектрический прибор и способ его изготовления
Конструкция и технология изготовления интегрального микромеханического реле с подвижным электродом в виде структуры с пьезоэлектрическим слоем
Многослойная керамическая гетероструктура с магнитоэлектрическим эффектом и способ ее получения
Способ изготовления резонаторов на поверхностных акустических волнах
Способ диагностики туберкулеза легких
Способ диагностики туберкулезного инфицирования
Пьезокерамический материал
Полимерная композиция для герметизации пьезокерамических приемоизлучающих гидроакустических устройств
Ультразвуковой способ определения скорости потока газовой среды и устройство для его осуществления
Пьезоэлектрический датчик удара

