Результат интеллектуальной деятельности: УСТРОЙСТВО ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВАННОГО ЭЛЕКТРОДА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству изготовления упакованного электрода и способу изготовления упакованного электрода.
Уровень техники
Упакованный электрод, который изготавливается посредством упаковывания электрода между парой разделителей, известен в области техники (см. патентный документ 1). В таком упакованном электроде разделители соединяются друг с другом по меньшей мере в четырех углах.
Разделители имеют форму тонких пленок и легко сворачиваются. Поскольку размер аккумулятора для электромобиля и, в частности, для гибридного автомобиля значительно превышает размер аккумулятора для бытового прибора, обработка является затруднительной, и более вероятно, что разделители не только свернутся, но также и замнутся. Следовательно, разделители сворачиваются или заминаются при наложении разделителей с обеих сторон электрода, таким образом делая операцию соединения для соединения краев разделителей более сложной. Это не позволяет повысить эффективность изготовления упакованного электрода и таким образом не позволяет повысить эффективность изготовления всего аккумулятора.
Кроме того, разделители могут быть загнуты или замяты не только при наложении разделителей с обеих сторон электрода, но также и после этого. Когда разделители загнуты или замяты в ходе операций после этого, например при изготовлении аккумулятора посредством наслаивания положительного электрода и отрицательного электрода, требуются сложные операции для исправления загибов и складок. Во избежание этого предпочтительно, чтобы разделители соединялись друг с другом не только в двух линиях, которые обращены друг к другу при виде сверху, но также и в другой линии.
Список цитируемых источников
Патентные документы
Патентный документ 1. Патент Японии № 3511443
Раскрытие изобретения
В патентном документе 1 рассматривается соединение местоположений в упакованном электроде, но не рассматривается технология для повышения эффективности производства. Хотя патентный документ 1 раскрывает, что разделители соединяются друг с другом в четырех линиях разделителей при виде сверху, технология изготовления в аспекте серийного производства также не рассматривается.
Задача настоящего изобретения состоит в создании устройства изготовления упакованного электрода и способа изготовления упакованного электрода, посредством которых не допускаются загибы и складки разделителей при наложении пары разделителей на электроде и после этого, для повышения эффективности изготовления упакованного электрода, тем самым способствуя повышению эффективности изготовления всего аккумулятора.
Устройство изготовления упакованного электрода согласно аспекту настоящего изобретения для решения вышеуказанной задачи представляет собой устройство изготовления для изготовления упакованного электрода, в котором электрод размещается посередине между парой разделителей. Устройство изготовления включает в себя модуль транспортировки, который накладывает электрод и пару разделителей со стороны переднего конца направления транспортировки при транспортировке электрода и пары разделителей, первый соединяющий модуль, который соединяет боковые края друг с другом, причем боковые края находятся в числе краевых участков пары разделителей и идут вдоль направления транспортировки, второй соединяющий модуль, который соединяет по меньшей мере либо передние края, либо задние края друг с другом, причем передние края и задние края находятся в числе краевых участков пары разделителей и располагаются в направлении транспортировки, и контроллер, который управляет приведением в действие модуля транспортировки, первого соединяющего модуля и второго соединяющего модуля. Контроллер побуждает первый соединяющий модуль соединять друг с другом боковые края пары разделителей, накладываемые друг на друга при транспортировании посредством модуля транспортировки, со стороны переднего конца в направлении транспортировки, и побуждает второй соединяющий модуль соединять по меньшей мере либо передние края, либо задние края пары разделителей в состоянии, при котором транспортировка посредством модуля транспортировки остановлена.
Способ изготовления упакованного электрода согласно настоящему изобретению, чтобы достигать вышеуказанной цели, представляет собой способ изготовления для изготовления упакованного электрода, в котором электрод размещается посередине между парой разделителей. В способе изготовления, во-первых, электрод упаковывается посредством соединения боковых краев пары разделителей со стороны переднего конца направления транспортировки при транспортировке и наложения электрода и пары разделителей со стороны переднего конца направления транспортировки. Затем по меньшей мере либо передние края, либо задние края пары разделителей соединяются друг с другом в состоянии, при котором транспортировка пары разделителей остановлена.
Краткое описание чертежей
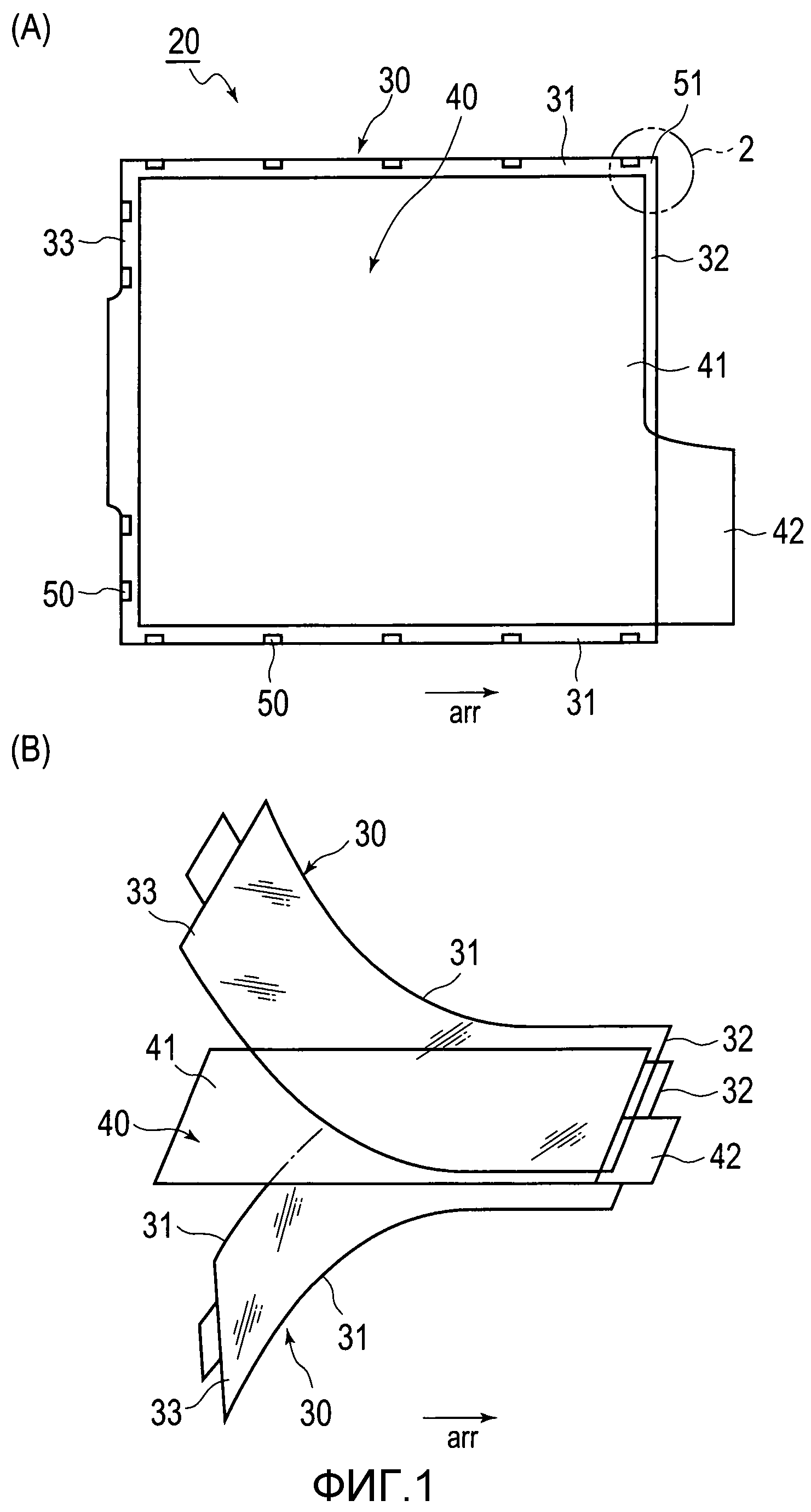
Фиг. 1A является видом сверху, на котором показан пример упакованного электрода, и фиг. 1B является видом в перспективе, на котором схематично показано, как электрод и пара разделителей накладываются друг на друга со стороны переднего конца в направлении транспортировки, при транспортировке электрода и пары разделителей;
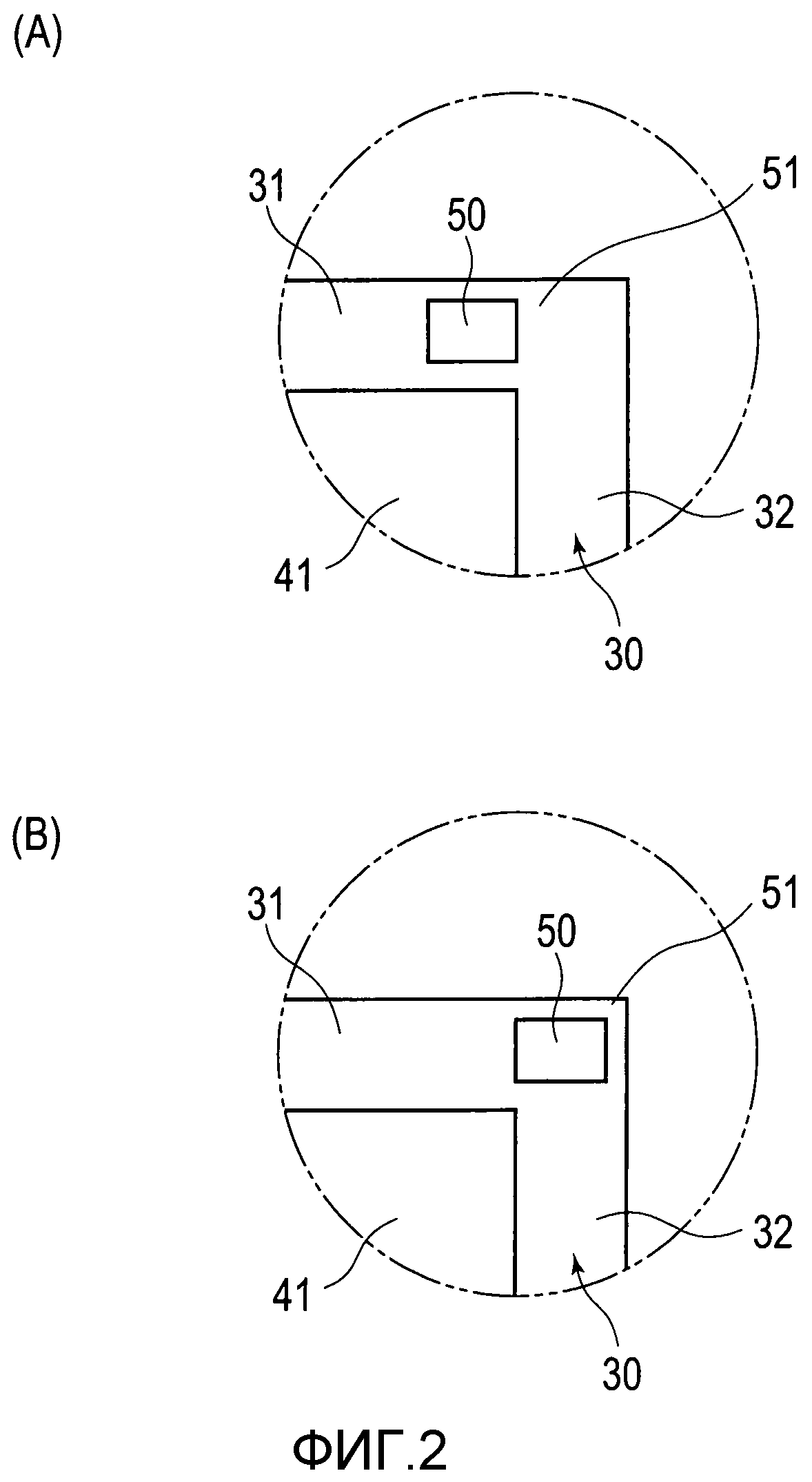
Фиг. 2A и фиг. 2B являются видами сверху, на которых показан увеличенный участок 2, окруженный штрихпунктирной линией с двойными штрихами на фиг. 1, и пояснительными видами, используемыми для пояснения местоположения «переднего конца», где пара разделителей соединяется друг с другом;
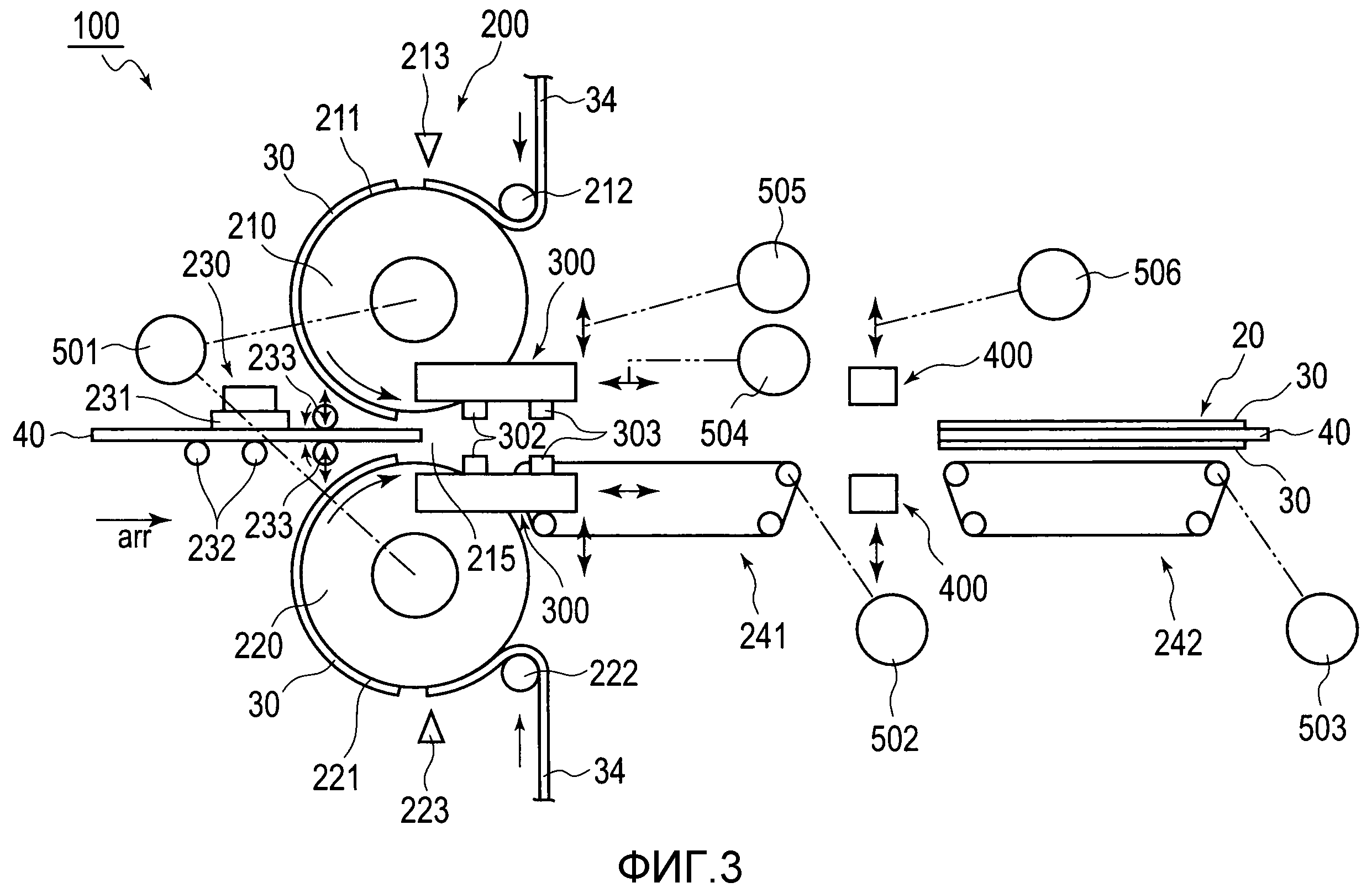
Фиг. 3 является структурной схемой, на которой показана основная часть устройства изготовления упакованного электрода;
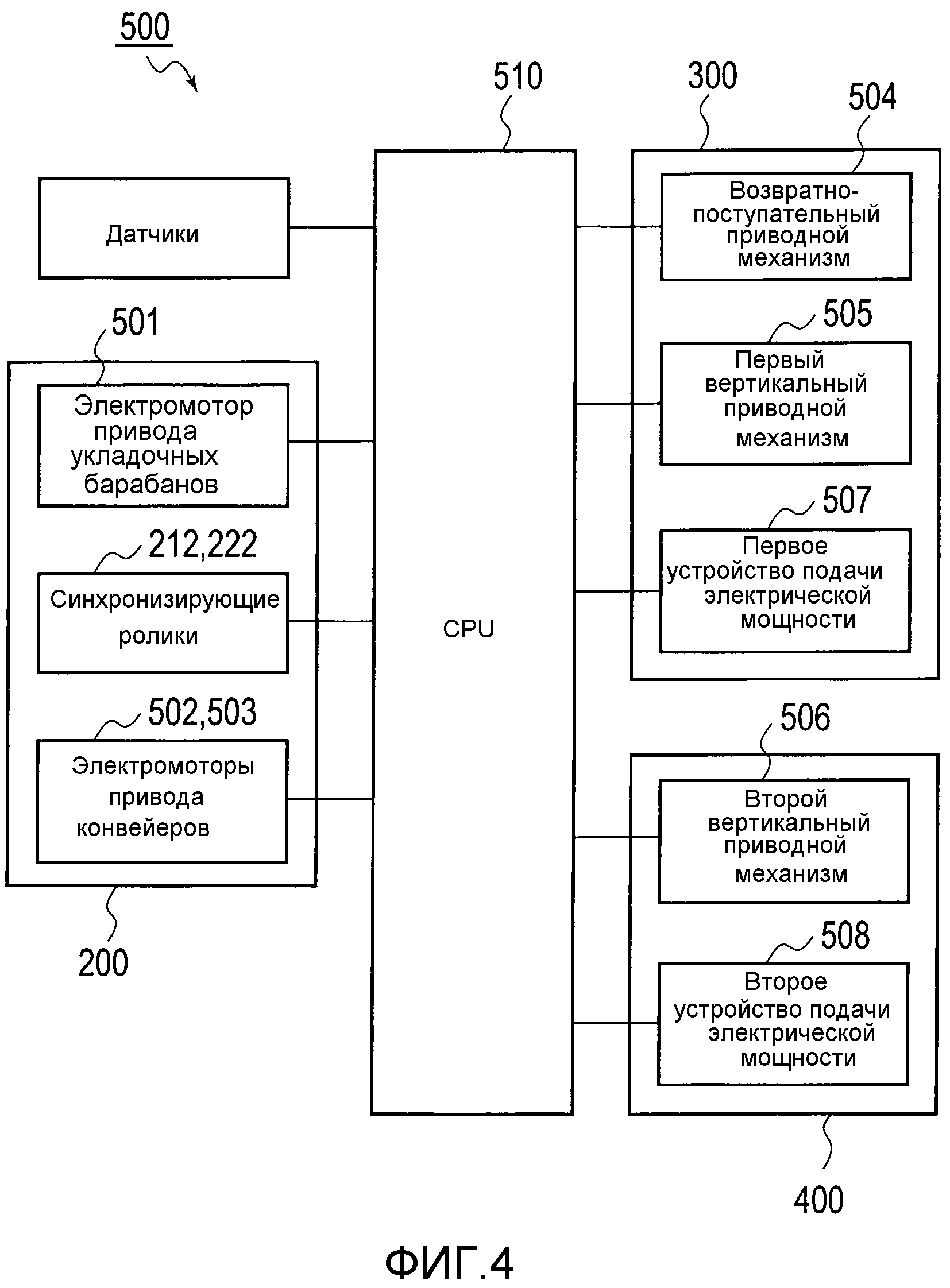
Фиг. 4 является блок-схемой, на которой показана система управления устройством изготовления упакованного электрода;
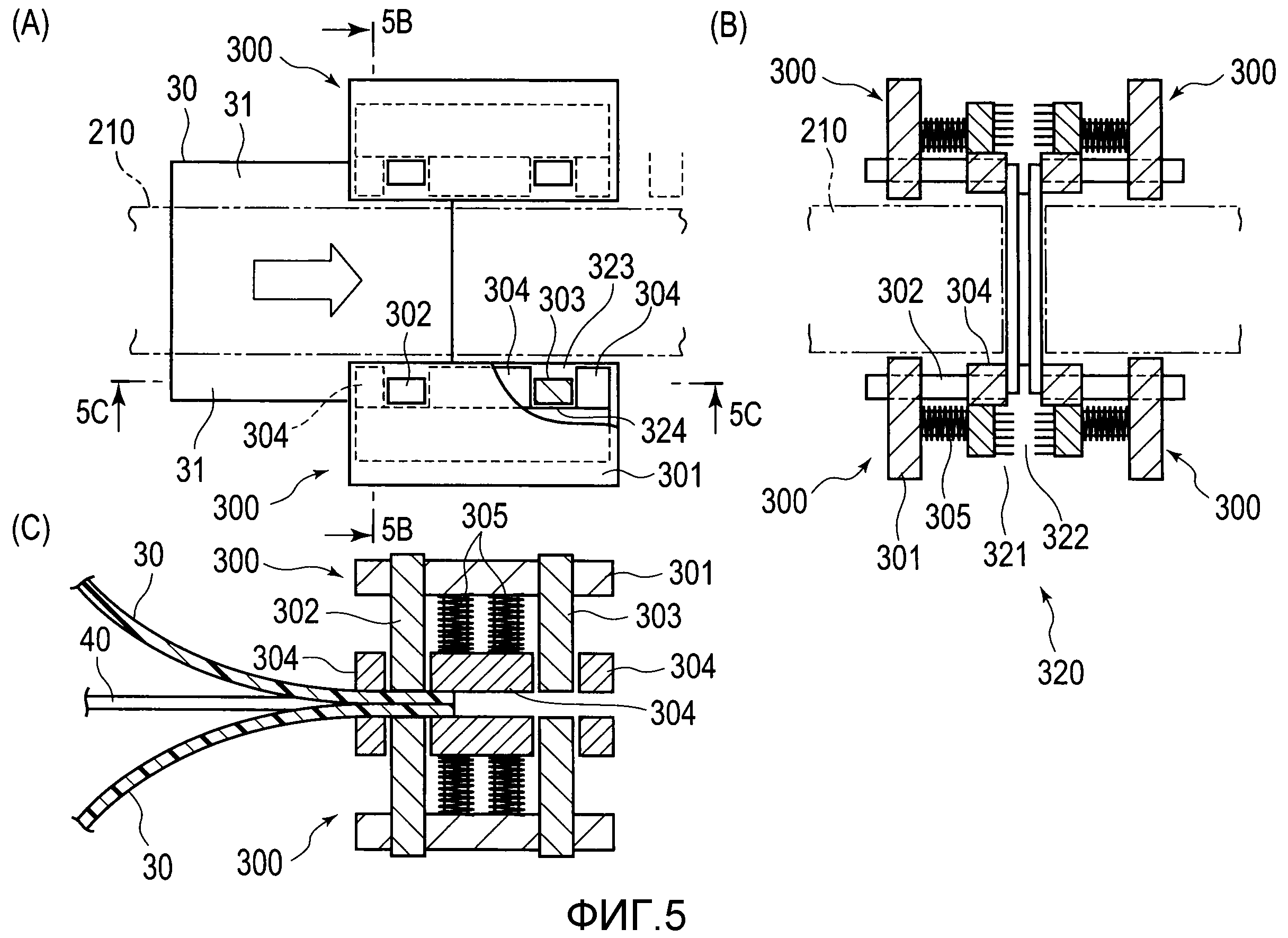
Фиг. 5A является видом сверху, на котором показаны первые соединяющие модули, фиг. 5B является видом в разрезе вдоль линии 5B-5B на фиг. 5A, и фиг. 5C вид в разрезе вдоль линии 5C-5C на фиг. 5A, и видом, на котором показано состояние во время первой операции соединения, при которой передние концы боковых краев разделителей соединяются друг с другом;
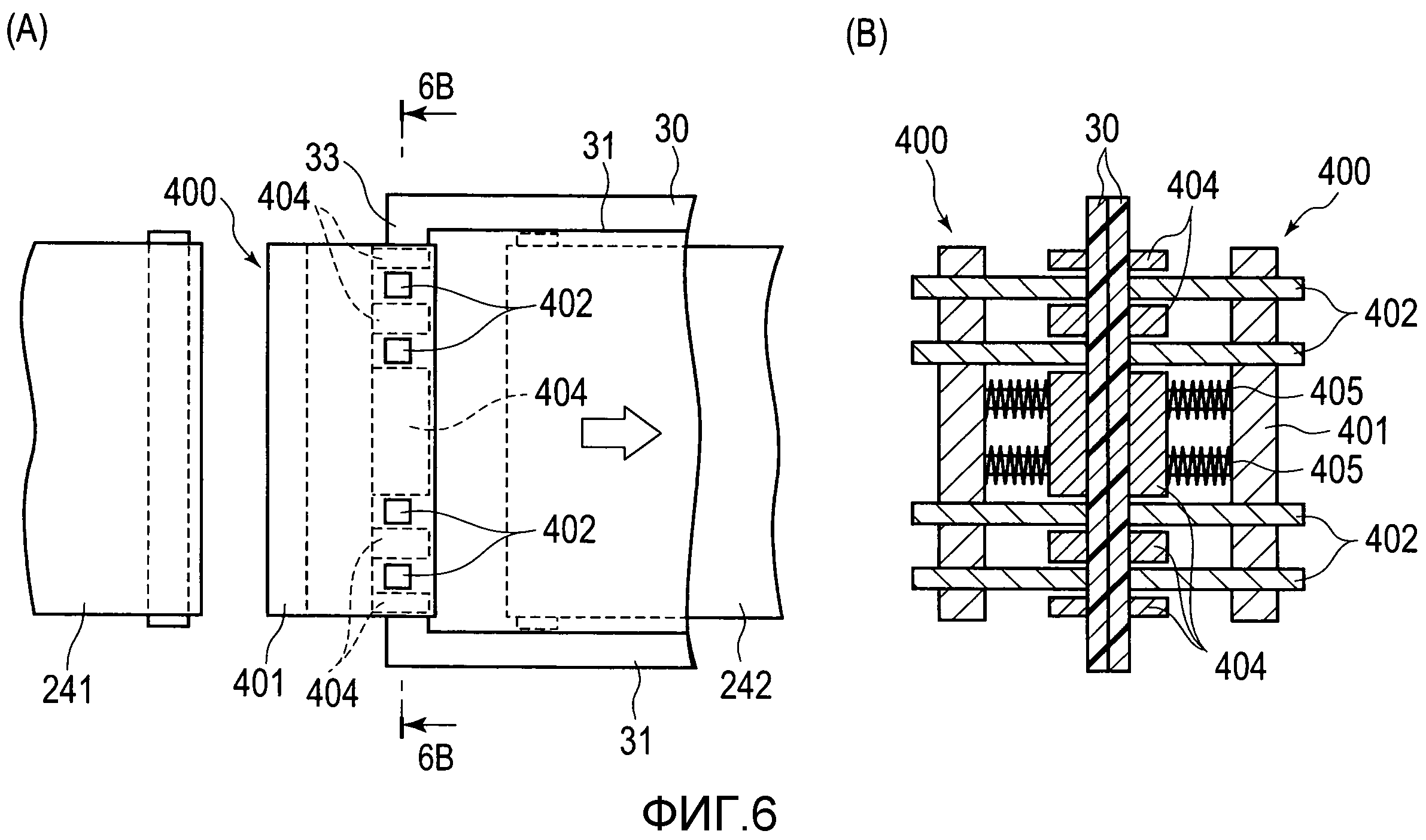
Фиг. 6A является видом сверху, на котором показан второй соединяющий модуль, и фиг. 6B является видом в разрезе вдоль линии 6B-6B на фиг. 6A;
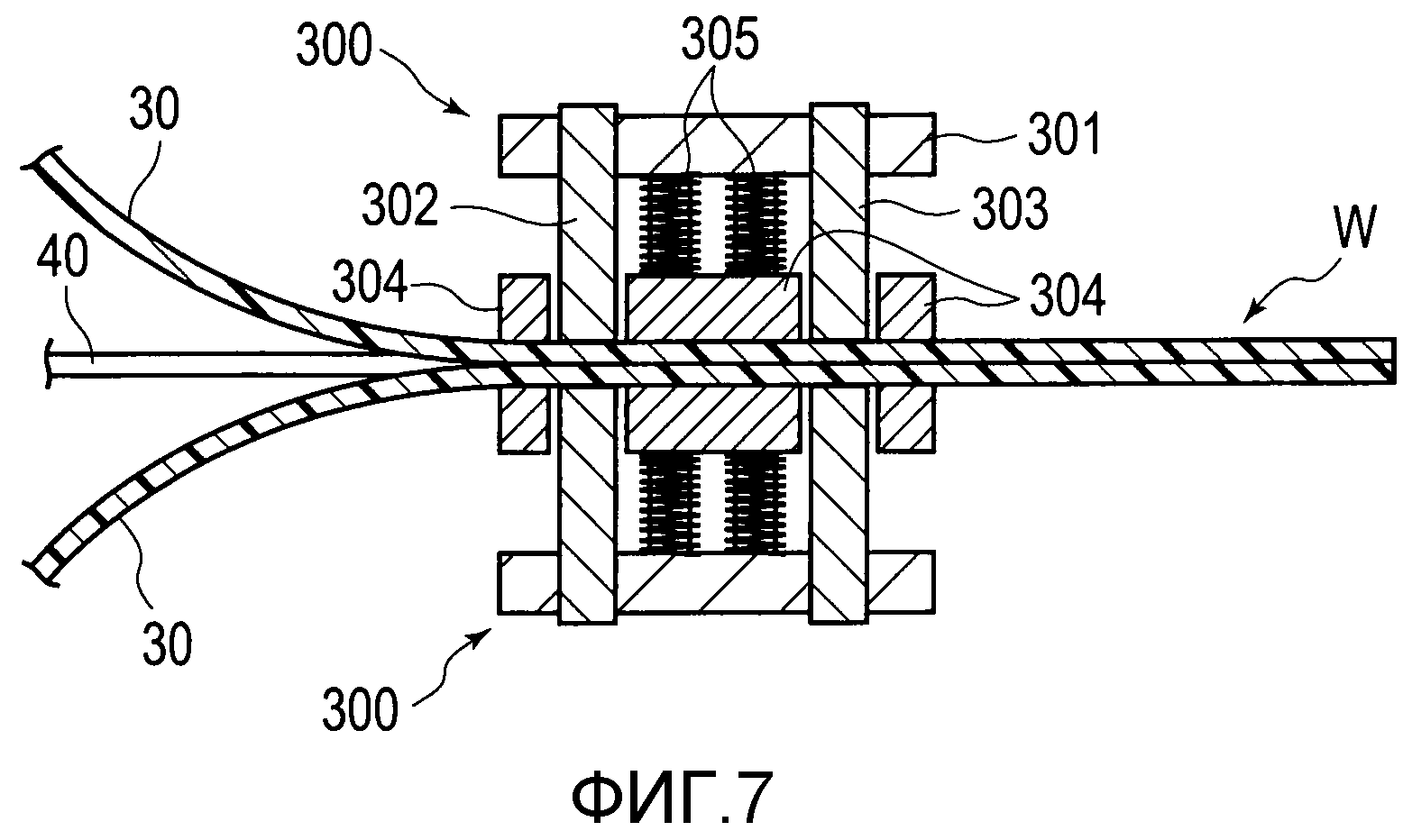
Фиг. 7 является видом в разрезе, на котором показано состояние во время второй операции соединения или позже, при которой боковые края разделителей соединяются друг с другом посредством первых соединяющих модулей;
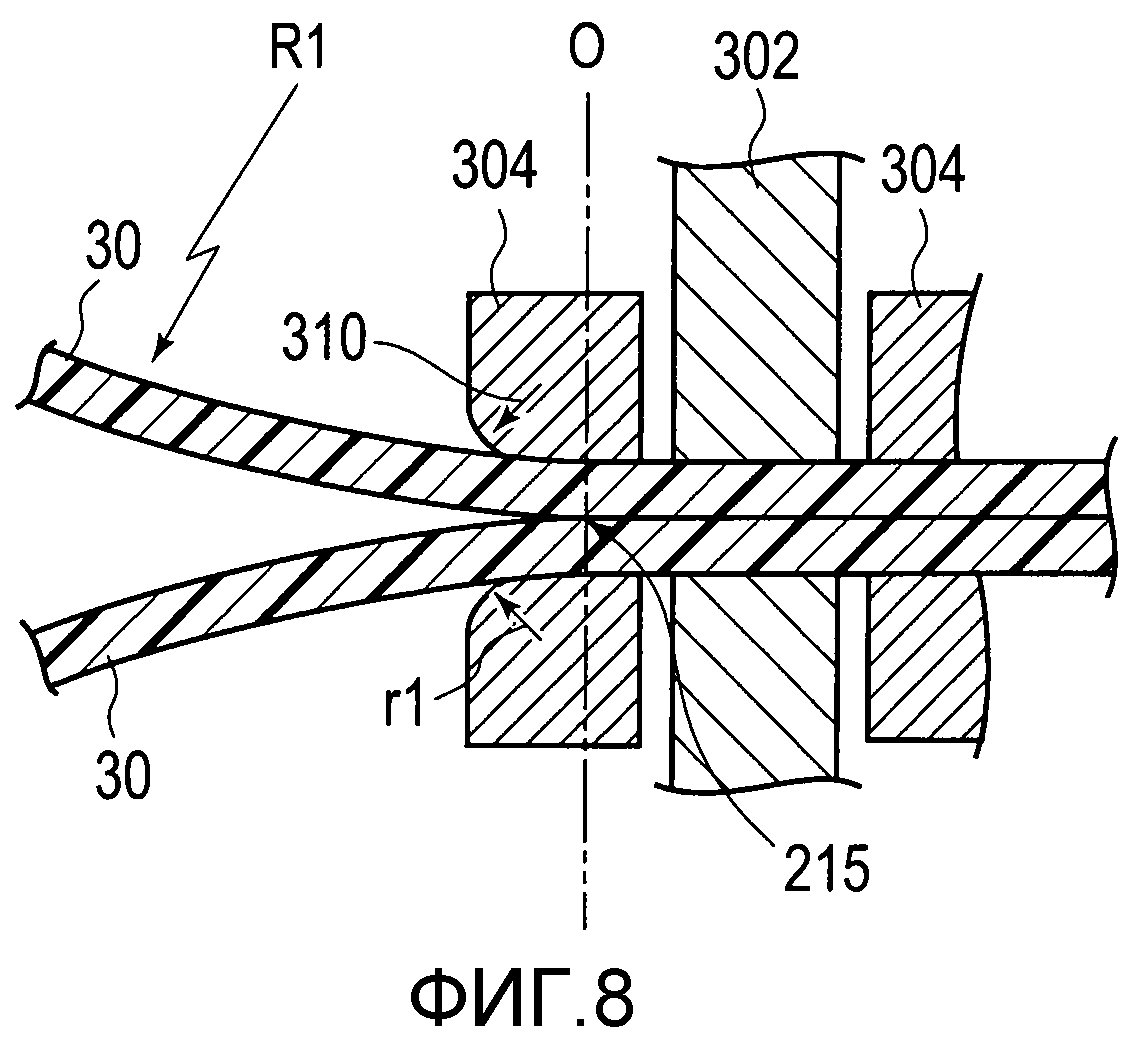
Фиг. 8 является увеличенным видом в разрезе, на котором показаны формы удерживающих модулей в первых соединяющих модулях;
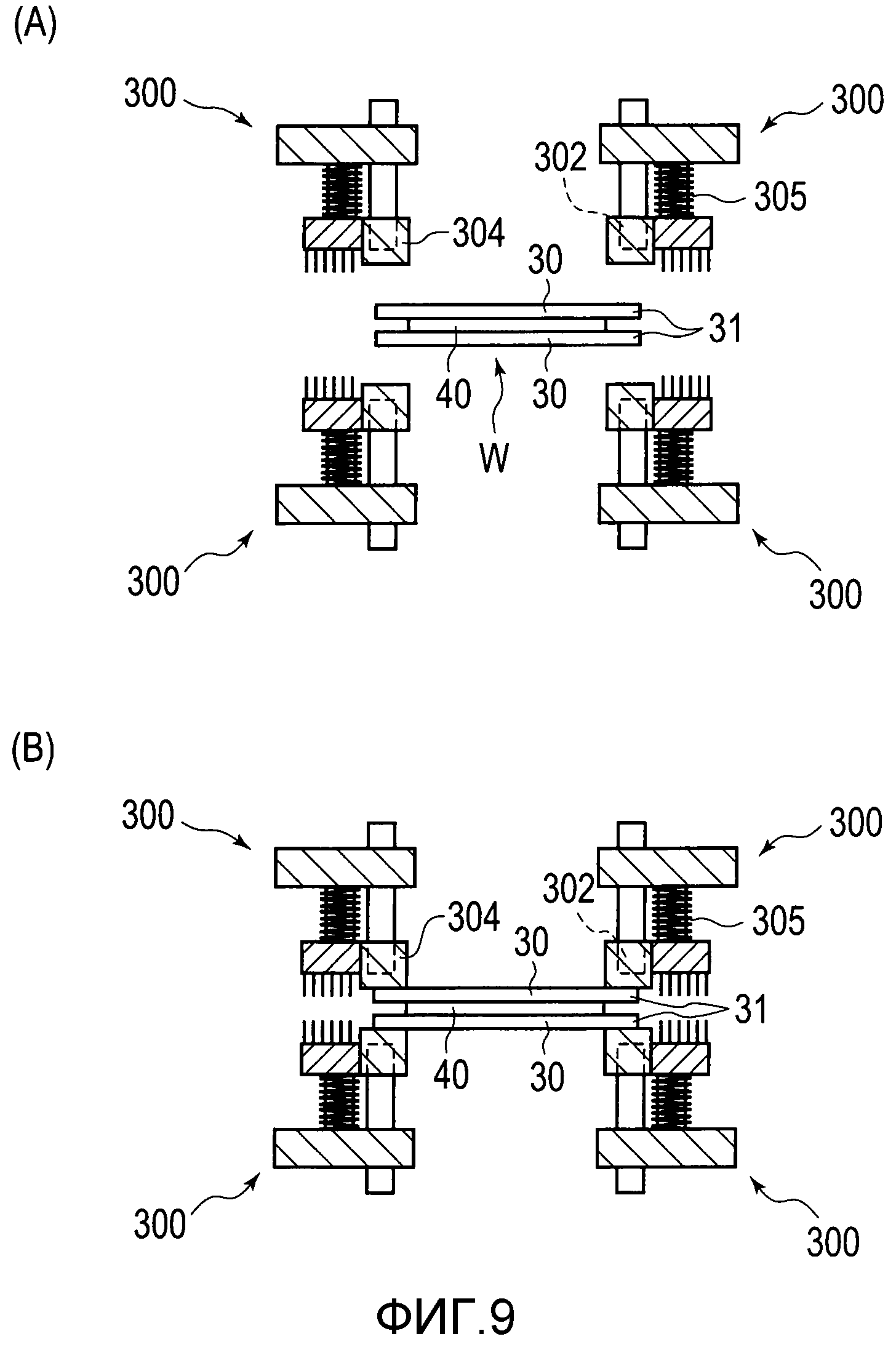
Фиг. 9A является видом в разрезе, на котором показано состояние до того, как соединяющие головки приблизились друг к другу относительно обрабатываемого изделия, и фиг. 9B является видом в разрезе, на котором показано состояние, в котором соединяющие головки приблизились друг к другу относительно обрабатываемого изделия, и удерживающие модули соприкасаются с обрабатываемым изделием;
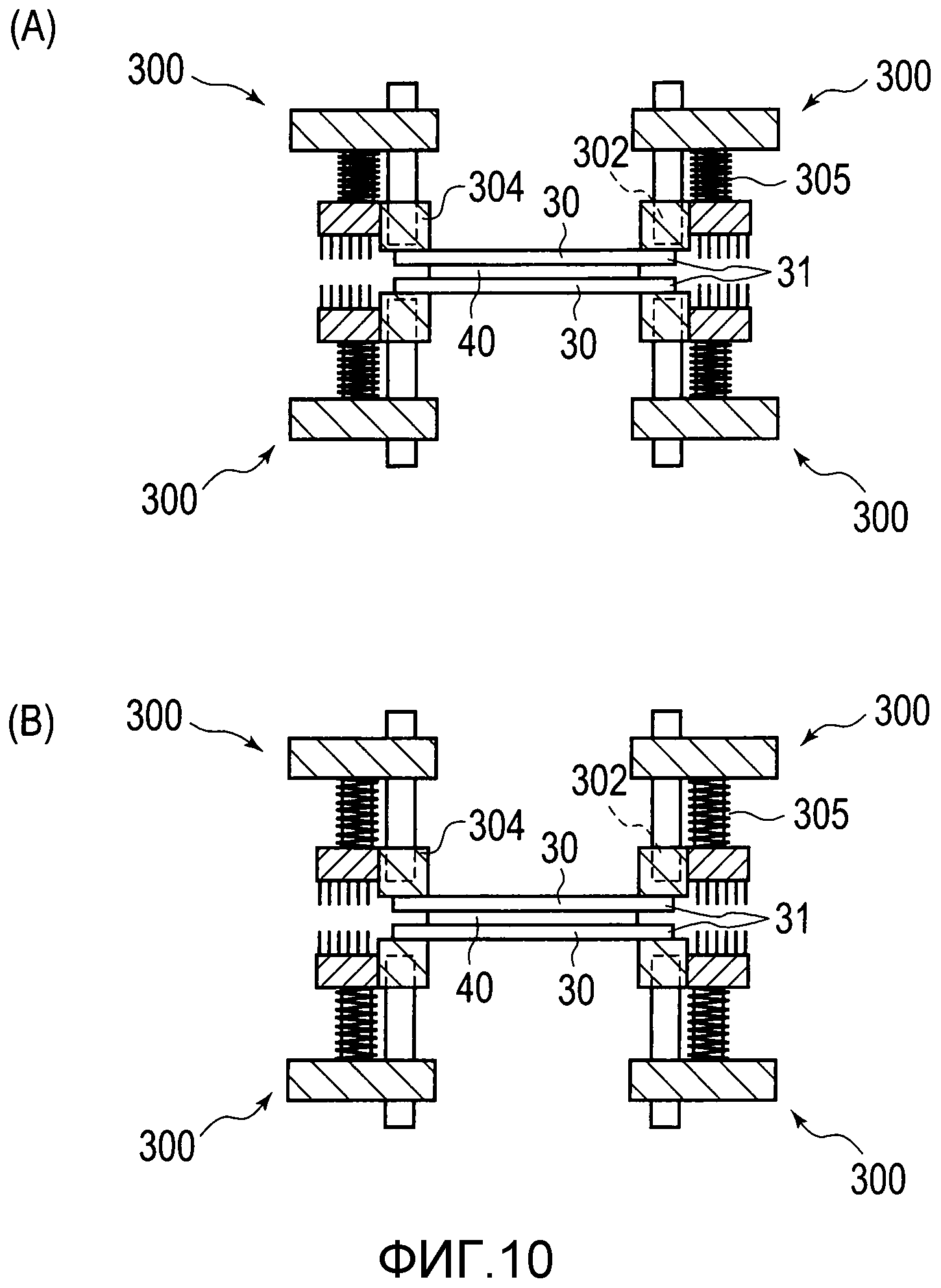
Фиг. 10A является видом в разрезе, на котором показано состояние, при котором удерживающие модули соприкасаются с обрабатываемым изделием и отведены из выдвинутого положения к отведенному положению, а дальние концы соединяющих наконечников соприкасаются с обрабатываемым изделием, и фиг. 10B является видом в разрезе, на котором показано состояние, в котором соединяющие головки отделены друг от друга относительно обрабатываемого изделия из состояния, показанного на фиг. 10A, таким образом, что дальние концы соединяющих наконечников отделены от обрабатываемого изделия в состоянии, в котором обрабатываемое изделие остается закрепленным удерживающими модулями;
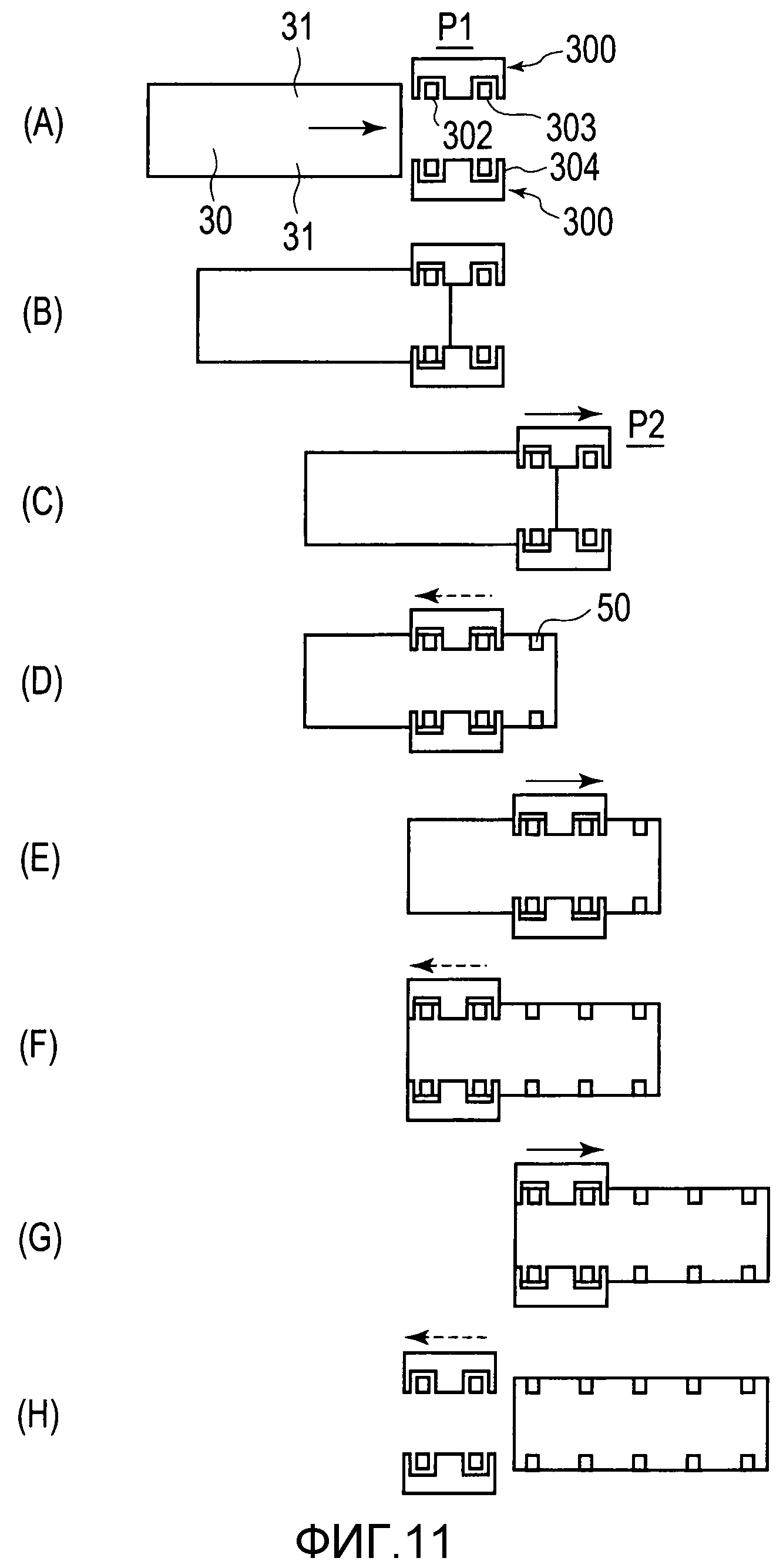
Фиг. 11A-11H являются видами, на которых схематично показана операция с возвратно-поступательным движением удерживающих модулей в первых соединяющих модулях;
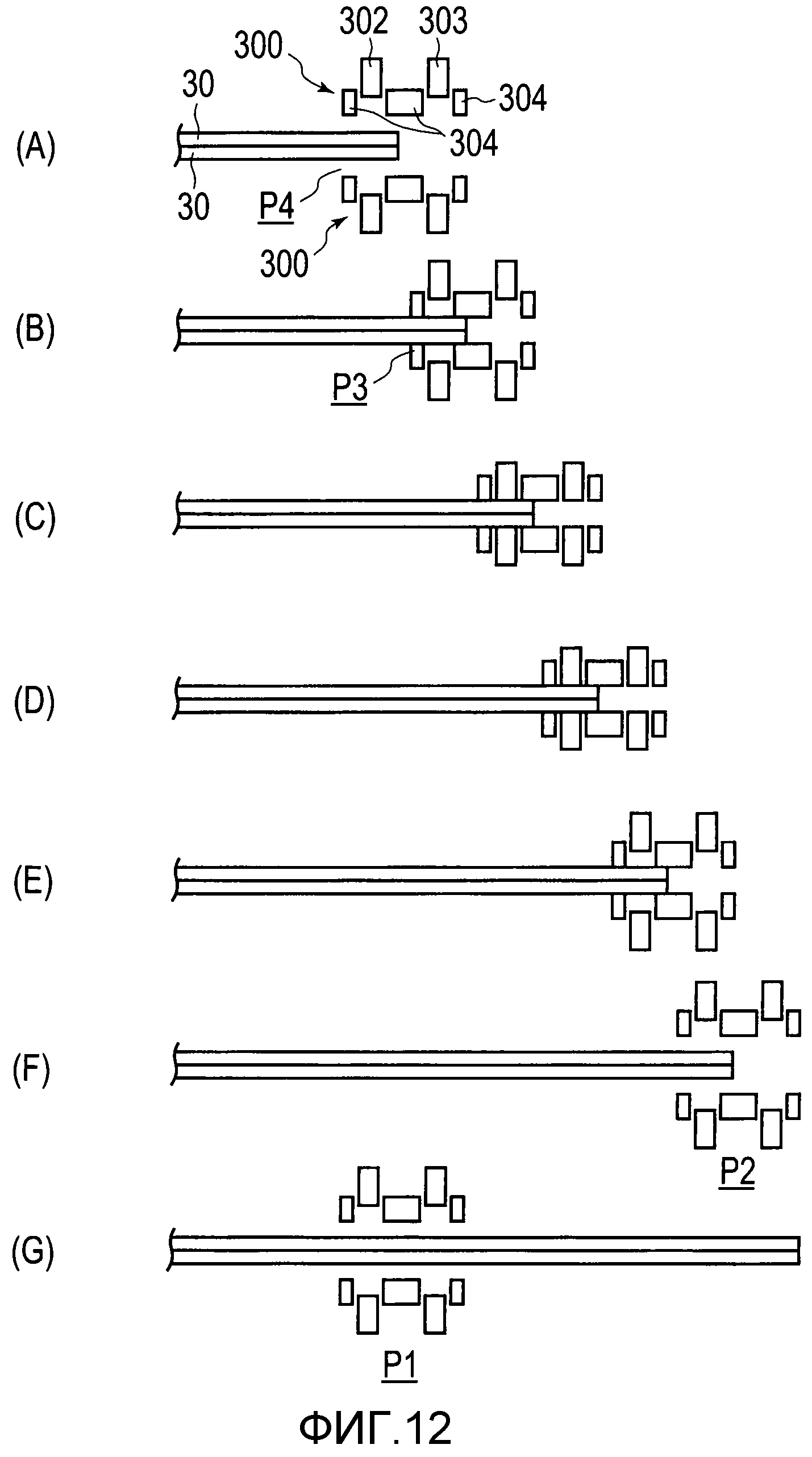
Фиг. 12A-12G являются видами, на которых схематично показана первая операция соединения в первых соединяющих модулях; и
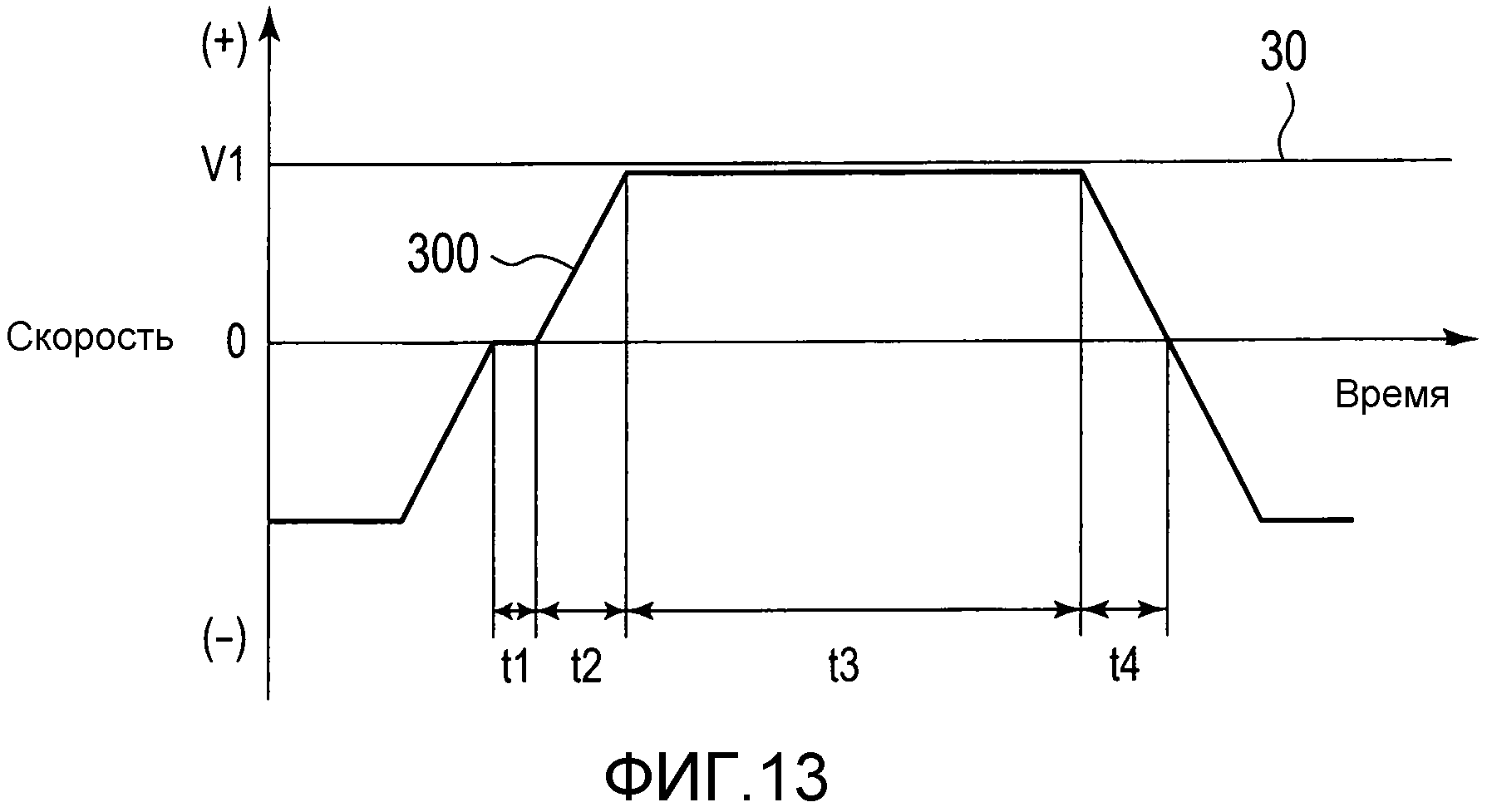
Фиг. 13 является графиком, на котором схематично показаны изменения в скорости транспортировки обрабатываемого изделия, транспортируемого цилиндрическими роторами, и в скорости первых соединяющих модулей, которые многократно перемещаются вперед-назад.
Осуществление изобретения
Вариант осуществления настоящего изобретения будет пояснен со ссылкой на сопровождающие чертежи. В пояснениях чертежей одинаковые ссылочные позиции используются для одинаковых элементов, чтобы исключить повторение пояснений. Соотношение размеров на чертежах изменено для удобства пояснения и отличается от фактического соотношения размеров.
Стрелка ″arr″, показанная на фиг. 1A, фиг. 1B и фиг. 3, показывает направление транспортировки, в котором электрод 40 и пара разделителей 30 транспортируются при изготовлении упакованного электрода 20. На фиг. 1A, фиг. 1B и фиг. 3 правая сторона на чертежах является стороной в нисходящем направлении относительно направления транспортировки и называется «передней стороной» в каждом элементе, и левая сторона на чертежах является стороной ближе по ходу относительно направления транспортировки и называется «задней стороной» в каждом элементе. Для краевых участков разделителей края, проходящие вдоль направления транспортировки, называются «боковыми краями», и края разделителей, которые находятся в направлении транспортировки, называются «передними краями» и «задними краями». Многослойный элемент, в котором электрод 40 размещен между парой разделителей 30, до того как соединение разделителей 30 закончится, называется «обрабатываемым изделием W».
Как показано на фиг. 1A и фиг. 1B, в упакованном электроде 20, электрод 40, который является положительным электродом или отрицательным электродом, заключен между парой разделителей 30 в виде пакета. В этом варианте осуществления положительный электрод используется в качестве упакованного электрода 20. Электрод 40 включает в себя основную часть 41, в которой активный материал наносится на обе поверхности металлической фольги, и лепестковый вывод 42, который формируется из части металлической фольги и электрически подключается к другим элементам. Разделители 30 представляют собой тонкие пленки, изготовленные из материала на основе полимера, и немного большие, чем основная часть 41 электрода 40. Только основная часть 41 электрода 40 размещается посередине посредством пары разделителей 30, а лепестковый вывод 42 электрода 40 находится снаружи. Боковые края 31 пары наложенных друг на друга разделителей 30 соединяются друг с другом. Кроме того, по меньшей мере или передние края 32, или задние края 33 пары наложенных друг на друга разделителей 30 соединяются друг с другом. В примере, показанном на фиг. 1A, задние края 33 пары наложенных друг на друга разделителей 30 соединяются друг с другом. Число точек 50 соединения на боковых краях 31 составляет, например, пять, и число точек 50 соединения на задних краях 33 составляет, например, четыре.
Положения «передних концов 51», в которых разделители 30 соединяются друг с другом, будут пояснены в настоящем описании со ссылкой на фиг. 2A и фиг. 2B. «Передние концы 51», в которых разделители 30 соединяются друг с другом, могут задаваться свободно с точки зрения ограничения так называемого раскрытия наложенных друг на друга разделителей 30. Например, положения передних концов 51 могут быть положениями, совмещенными с основной частью 41 электрода 40 (фиг. 2A) или точно с угловыми участками разделителей 30 (фиг. 2B), а также положениями, совмещенными с линией, по которой наносится активный материал.
Как показано на фиг. 3, устройство 100 изготовления упакованного электрода 20, включает в себя модуль 200 транспортировки, который накладывает электрод 40 и пару разделителей 30 друг на друга со стороны переднего конца 51 в направлении транспортировки при транспортировке электрода 40 и пары разделителей 30, первые соединяющие модули 300, посредством которых боковые края 31 пары разделителей 30 соединяются друг с другом, и вторые соединяющие модули 400, посредством которых по меньшей мере либо передние края 32, либо задние края 33 пары разделителей 30 соединяются друг с другом. Боковые края 31 пары разделителей 30, которые накладываются друг на друга, при транспортировке посредством модуля 200 транспортировки, соединяются друг с другом посредством первых соединяющих модулей 300 от стороны переднего конца 51 в направлении транспортировки, и по меньшей мере либо передние края 32, либо задние края 33 пары разделителей 30 соединяются друг с другом посредством вторых соединяющих модулей 400 в состоянии, при котором транспортировка посредством модуля 200 транспортировки остановлена. В проиллюстрированном примере задние края 33 пары разделителей 30 соединяются друг с другом посредством вторых соединяющих модулей 400. Подробности поясняются ниже.
Модуль 200 транспортировки включает в себя укладочные барабаны 210 и 220, которые являются парой цилиндрических роторов, которые удерживают пару разделителей 30, соответственно, модуль 230 установки электрода, размещенный ближе по ходу относительно пары укладочных барабанов 210 и 220 и множество модулей 241 и 242 транспортировки, расположенных в нисходящем направлении относительно пары укладочных барабанов 210 и 220. Часть 215 протягивания, которая размещает посередине и удерживает обрабатываемое изделие W, формируется между парой укладочных барабанов 210 и 220. Размерность зазора в части 215 протягивания регулируется надлежащим образом в зависимости от толщины обрабатываемого изделия W. Модуль 230 установки электрода отправляет электрод 40, который формируется в заданную форму, в часть 215 протягивания по направлению касательной. Предусмотрено множество модулей 241 и 242 транспортировки, расположенных в нисходящем направлении, для передачи наложенных друг на друга электрода 40 и пары разделителей 30. В проиллюстрированном примере предусмотрены два модуля 241 и 242 транспортировки, расположенных в нисходящем направлении, и вторые соединяющие модули 400 размещены между модулями 241 и 242 транспортировки, расположенными в нисходящем направлении. Модуль 230 установки электрода имеет, например, присасывающее устройство 231, который присасывает и имеет возможность транспортировать электрод 40, поддерживающие ролики 232, которые поддерживают электрод 40, транспортируемый посредством присасывающего устройства 231, и пару транспортировочных роликов 233, которые отправляют электрод 40 в часть 215 протягивания вдоль направления касательной. Присасывающее устройство 231 опускается вертикально и присасывает электрод 40 и перемещается в нисходящем направлении относительно направления транспортировки после подъема, при этом удерживая электрод 40 приблизительно в горизонтальном состоянии. Каждый из транспортировочных роликов 233 предоставляется так, чтобы иметь возможность перемещаться ближе к другому ролику и отделяться от другого ролика относительно электрода 40, транспортируемого посредством присасывающего устройства 231, и размещает посередине и вращает электрод 40, таким образом отправляя электрод 40 в часть 215 протягивания вдоль направления касательной. Положение электрода 40, присасываемого посредством присасывающего устройства 231, может быть смещено в направлении транспортировки или смещена под углом к направлению транспортировки. В модуле 230 установки электрода неправильное расположение электрода 40, который должен быть присосан и транспортирован, обнаруживается заранее посредством камеры с датчиком до того, как электрод 40 будет присосан посредством присасывающего устройства 231. После присасывания электрода 40 присасывающее устройство 231 перемещается, при этом корректируя ориентацию электрода 40 в надлежащую ориентацию. Таким образом электрод 40 транспортируется к части 215 протягивания в состоянии, в котором электрод 40 находится в надлежащей ориентации.
Пара укладочных барабанов 210 и 220 сконфигурирована так, чтобы быть спаренной в вертикальном направлении и иметь цилиндрическую форму, соответственно. Пара укладочных барабанов 210 и 220 выполнена с возможностью быть перпендикулярной направлению транспортировки через заданный зазор, и их вращающиеся валы обращены друг к другу параллельно друг другу. Периферийные поверхности укладочных барабанов 210 и 220 соответственно используются в качестве удерживающих поверхностей 211 и 221, которые удерживают разделители 30. Укладочные барабаны 210 и 220 транспортируют разделители 30, которые сформированы в заданную форму, при этом удерживая разделители 30 на периферийных поверхностях. Ширина удерживающих поверхностей 211 и 221 укладочных барабанов 210 и 220 в направлении вращающихся валов меньше ширины разделителей 30. Модуль 200 транспортировки транспортирует каждую пару разделителей 30 в состоянии, в котором боковые края 31 выступают за пределы удерживающих поверхностей 211 и 221, соответственно.
Средство для удерживания разделителей 30 на удерживающих поверхностях 211 и 221 укладочных барабанов 210 и 220 не ограничено конкретным образом, но могут применяться присасывание или электростатическое прилипание. Например, в способе присасывания удерживающие поверхности 211 и 221 имеют множество отверстий присасывания воздуха. За счет всасывания воздуха из отверстий всасывания воздуха разделители 30 удерживаются на удерживающих поверхностях 211 и 221.
Пара укладочных барабанов 210 и 220 вращается в идентичном направлении к передней области относительно направления транспортировки в части 215 протягивания. Другими словами, укладочный барабан 210 на верхней стороне транспортирует разделитель 30, захваченный на удерживающей поверхности 211, к части 215 протягивания посредством вращения в направлении против часовой стрелки на фиг. 3. Укладочный барабан 220 на нижней стороне транспортирует разделитель 30, захваченный на удерживающей поверхности 221, к части 215 протягивания посредством вращения в направлении по часовой стрелке. Пара укладочных барабанов 210 и 220 приводится в действие и вращается синхронно посредством электромотора 501 привода укладочных барабанов, подключенного к вращающимся валам. Контроллер 500 выполняет управление вращением электромотора 501 привода укладочных барабанов.
Синхронно с вращением укладочных барабанов 210 и 220 модуль 230 установки электрода транспортирует электрод 40 в приблизительно горизонтальном состоянии и отправляет электрод 40 в часть 215 протягивания вдоль направления касательной. Между тем, пара укладочных барабанов 210 и 220 отправляет разделители 30, захваченные на удерживающих поверхностях 211 и 221, в часть 215 протягивания с вращением. Таким образом, модуль 200 транспортировки имеет возможность накладывать и наслаивать электрод 40 и пару разделителей 30 от стороны переднего конца 51 в направлении транспортировки при одновременной транспортировке электрода 40 и пары разделителей 30.
Разделители 30 формируются посредством вырезания из непрерывных элементов 34 разделителей, которые выходят последовательно из непоказанного рулона для разделителей. Синхронизирующие ролики 212 и 222 размещаются в паре укладочных барабанов 210 и 220, соответственно, и элементы 34 разделителей размещаются посередине и удерживаются между синхронизирующими роликами 212 и 222 и укладочными барабанами 210 и 220, соответственно. Контроллер 500 управляет активированием синхронизирующих роликов 212 и 222 и управляет моментом времени для того, чтобы отправлять элементы 34 разделителей в укладочные барабаны 210 и 220. Режущий инструмент 213 для разделителя с верхней стороны предоставляется выше верхнего укладочного барабана 210, и режущий инструмент 223 для разделителя с нижней стороны предоставляется ниже нижнего укладочного барабана 220. Как только синхронизирующие ролики 212 и 222 отправляют элементы 34 разделителей в укладочные барабаны 210 и 220, элементы 34 разделителей транспортируются при захватывании на удерживающих поверхностях 211 и 221 укладочных барабанов 210 и 220. Посредством приведения в действие режущих инструментов 213 и 223 разделителей в то время, когда элементы 34 разделителей транспортируются в заданное положение, разделители 30, имеющие заданную форму, вырезаются из элементов 34 разделителей.
Два модуля 241 и 242 транспортировки, расположенных в нисходящем направлении, образованы, например, первым конвейером 241, на который переносится и транспортируется обрабатываемое изделие W, отправляемое из части 215 протягивания укладочных барабанов 210 и 220, и вторым конвейером 242, который находится в нисходящем направлении по отношению к первому конвейеру 241 и переносит и транспортирует обрабатываемое изделие W, в котором завершено соединение боковых краев 31 разделителей 30. Вторые соединяющие модули 400 размещаются между первым конвейером 241 и вторым конвейером 242. После того как задние края 33 пары разделителей 30 соединены друг с другом посредством вторых соединяющих модулей 400, второй конвейер 242 транспортирует изготовленный упакованный электрод 20 к стадии, где будет выполнена обработка следующего процесса. Первые и вторые конвейеры 241 и 242 могут быть сформированы, например, из присасывающих конвейеров. Первые и вторые конвейеры 241 и 242 имеют размер по ширине, который меньше ширины разделителей 30, и таким образом не создают помех описанной ниже операции возвратно-поступательных движений первых соединяющих модулей 300 (см. фиг. 6A). Первые и вторые конвейеры 241 и 242 приводятся в действие и вращаются синхронно с перемещением обрабатываемого изделия W посредством электромоторов 502 и 503 привода конвейеров, подключаемых к роликам. Контроллер 500 выполняет управление вращением электромоторов 502 и 503 привода конвейеров. Конвейеры используются в качестве множества модулей 241 и 242 транспортировки, расположенные в нисходящем направлении, но также могут быть использованы другие устройства транспортировки, к примеру, манипуляторы с присосками.
Пара первых соединяющих модулей 300 предоставляется в вертикальном направлении и обращена друг к другу через тракт транспортировки, через который наложенные друг на друга электрод 40 и пара разделителей 30 транспортируются, другими словами, через тракт транспортировки обрабатываемого изделия W (см. фиг. 5B и фиг. 5C). Пара вторых соединяющих модулей 400 также предоставляется в вертикальном направлении и обращена друг к другу через тракт транспортировки обрабатываемого изделия W (см. фиг. 6B). Поскольку спаренные разделители 30 соединяются друг с другом с обеих поверхностей, могут быть созданы более однородные состояния соединения по сравнению со случаем, когда разделители 30 соединяются только с одной поверхности. В случае когда применяются разделители 30, имеющие различные свойства материалов, в частности тепловые свойства, регулирования для оптимизации условий соединений выполняются простым образом.
В первых и вторых соединяющих модулях 300 и 400, средство для соединения краев пары наложенных друг на друга разделителей 30 не ограничено конкретным образом и может применяться любое средство теплового сваривания, соединения за счет сжатия, адгезии и сварки. В этом варианте осуществления соединение выполняется посредством теплового сваривания. Это обусловлено тем, что можно достаточно простым образом соединять друг с другом разделители 30 из полимера.
Как показано на фиг. 5 и фиг. 7, первые соединяющие модули 300 имеют соединяющие головки 301, которые имеют возможность придвигаться ближе друг к другу и отделяться друг от друга относительно обрабатываемого изделия W. Соединяющие наконечники 302 и 303, которые соединяют разделители 30 друг с другом, и удерживающие модули 304, которые закрепляют обрабатываемое изделие W, монтируются на соединяющих головках 301. Удерживающие модули 304 монтируются на соединяющих головках 301 так, чтобы иметь возможность возвратно-поступательного перемещения между выдвинутым положением за пределами дальних концов соединяющих наконечников 302 и 303 (фиг. 9A) и отведенным положением по отношению к выдвинутому положению (фиг. 10A). Между соединяющими головками 301 и удерживающими модулями 304 предоставляются прижимные пружины 305 в качестве смещающих элементов, которые смещают удерживающие модули 304 с силой смещения, которая заставляет удерживающие модули 304 перемещаться в выдвинутое положение.
В первых соединяющих модулях 300, имеющих вышеприведенную конструкцию, по мере перемещения соединяющих головок 301 ближе друг к другу относительно обрабатываемого изделия W, удерживающие модули 304 соприкасаются с обрабатываемым изделием W и отводятся в отведенное положение из выдвинутого положения и дальние концы соединяющих наконечников 302 и 303 соприкасаются с обрабатываемым изделием W и выполняют соединение (см. фиг. 9A, фиг. 9B и фиг. 10A).
Между тем, по мере отделения соединяющих головок 301 друг от друга относительно обрабатываемого изделия W из состояния, в котором дальние концы соединяющих наконечников 302 и 303 соприкасаются с обрабатываемым изделием W, дальние концы соединяющих наконечников 302 и 303 отделяются от обрабатываемого изделия W в состоянии, в котором обрабатываемое изделие W остается закрепленным посредством удерживающих модулей 304 (фиг. 10A и фиг. 10B). Удерживающие модули 304 перемещаются вперед к выдвинутому положению из отведенного положения под действием силы смещения прижимных пружин 305 и отделяются от обрабатываемого изделия W.
Первые соединяющие модули 300 перемещаются возвратно-поступательным образом между задним положением на задней стороне направления транспортировки обрабатываемого изделия W (положение, указываемое условным обозначением P1 на фиг. 11A), и передним положением с передней стороны направления транспортировки обрабатываемого изделия W (положение, указываемое условным обозначением P2 на фиг. 11C). Кроме того, первые соединяющие модули 300 перемещаются в вертикальном направлении между положением захвата, в котором обрабатываемое изделие W захватывается посредством удерживающих модулей 304 (положение, указываемое условным обозначением P3 на фиг. 12B), и положением высвобождения, в котором обрабатываемое изделие W высвобождается от захвата удерживающими модулями 304 (положение, указываемое условным обозначением P4 на фиг. 12A).
Первые соединяющие модули 300 приводятся в действие посредством возвратно-поступательного приводного механизма 504, который включает в себя шариковый винт, электромотор и т.д., так, что первые соединяющие модули 300 перемещаются вперед-назад между задним положением P1 и передним положением P2. Первые соединяющие модули 300 также приводятся в действие посредством первого вертикального приводного механизма 505, который включает в себя шариковый винт, электромотор и т.д., так, что первые соединяющие модули 300 перемещаются в вертикальном направлении между положением захвата и положением высвобождения. Контроллер 500 управляет приведением в действие возвратно-поступательного приводного механизма 504 и первого вертикального приводного механизма 505. Соединяющие наконечники 302 и 303 формируют тепло из электроэнергии, подаваемой к ним из первого устройства 507 подачи электрической мощности (см. фиг. 4). Контроллер 500 управляет первым устройством подачи электрической мощности регулирует температуру соединяющих наконечников 302 и 303 посредством регулирования величины и периода возбуждения соединяющих наконечников 302 и 303.
Первый соединяющий модуль 300 включает в себя первый соединяющий наконечник 302, который соединяет боковые края 31 пары разделителей 30 и по меньшей мере один (в проиллюстрированном примере один) второй соединяющий наконечник 303, который находится в нисходящем направлении по направлению транспортировки по сравнению с первым соединяющим наконечником 302 и соединяет боковые края 31 пары разделителей 30. Боковые края 31 разделителей 30 соединяются друг с другом в двух соединяющих наконечниках 302 и 303. Как показано на фиг. 1A, множество (в проиллюстрированном примере пять) точек 50 соединения формируются в соединяемых разделителях 30 вдоль боковых краев 31.
В первом соединении передние концы 51 боковых краев 31 пары разделителей 30, наложенных друг на друга, при транспортировке посредством модуля 200 транспортировки соединяются друг с другом посредством первых соединяющих наконечников 302, расположенных ближе по ходу, до того, как они будут транспортированы к вторым соединяющим наконечникам 303, расположенным в нисходящем направлении (см. фиг. 5C). Вторые соединяющие наконечники 303, расположенные в нисходящем направлении, выполняют бесполезное соударение. Во втором и третьем соединении после того, как передние концы 51 соединяются друг с другом в первом соединении, боковые края 31 пары разделителей 30, транспортируемых посредством модуля 200 транспортировки, соединяются друг с другом посредством обоих из первых соединяющих наконечников 302 и вторых соединяющих наконечников 303 (см. фиг. 7). Операции соединения повторяются всего три раза, таким образом формируя эти пять точек 50 соединения.
Удерживающие модули 304 работают в качестве прижимных элементов, которые размещают посередине пару разделителей 30 и двигаются вместе с соединяющими модулями. Посредством размещения посередине пары разделителей 30 посредством удерживающих модулей 304, функционирующих в качестве прижимных элементов, и перемещения соединяющих модулей можно транспортировать пару разделителей 30.
Предпочтительно, чтобы удерживающие модули 304 имели скошенные части 310, проходящие в обратном направлении относительно направления транспортировки разделителей 30 (см. фиг. 8). Это сделано для исключения сбоя транспортировки, вызываемого соударением дальних концов транспортируемого электрода 40 и разделителей 30 с удерживающими модулями 304. Радиус кривизны r1 скошенных частей 310 удерживающих модулей 304 меньше радиуса кривизны R1 периферийных поверхностей укладочных барабанов 210 и 220, и кривизна скошенных частей 310 превышает кривизну периферийных поверхностей укладочных барабанов 210 и 220.
Условное обозначение O на фиг. 8 указывает прямую линию, которая соединяет центры пары укладочных барабанов 210 и 220. Предпочтительно, чтобы часть 215 протягивания задавалась по линии.
Предпочтительно, чтобы удерживающие модули 304 имели средство 320 рассеивания тепла. Это сделано для того, чтобы предотвращать негативное влияние на активный материал и т.п. электрода 40 тепла, накопленного в удерживающих модулях 304 в процессе соединения.
Например, средство 320 рассеивания тепла может быть сконструировано посредством использования материала с высокой тепловой проводимостью в качестве материала для формирования удерживающих модулей 304 или посредством пластин 321 рассеивания тепла, присоединяемых к удерживающим модулям 304, как показано на чертежах. Можно улучшать эффективность рассеивания тепла удерживающих модулей 304 простым путем посредством формирования удерживающих модулей 304 из материала с высокой тепловой проводимостью, к примеру, из алюминия. Можно улучшать эффективность рассеивания тепла удерживающих модулей 304 еще больше посредством использования пластин 321 рассеивания тепла в качестве средства 320 рассеивания тепла.
В удерживающих модулях 304 предпочтительно, чтобы вокруг средства 320 рассеивания тепла формировалось пространство 322 для того, чтобы давать возможность отвода тепла. Это обусловлено тем, что эффективность рассеивания тепла удерживающих модулей 304 имеет возможность улучшения посредством создания потока воздуха по мере перемещения первых соединяющих модулей 300 и рассеивания тепла, которое высвобождается из средства 320 рассеивания тепла.
Предпочтительно, чтобы удерживающие модули 304 формировались из элементов 324 боковин, которые выполнены с возможностью окружать первые и вторые соединяющие наконечники 302 и 303, соответственно, и иметь окна 323, в которых соединяющие наконечники 302 и 303 расположены снаружи (см. фиг. 5A). Посредством размещения элементов 324 боковин в угловой U-образной форме можно давать возможность теплу легко выходить и обеспечивать теплорассеивающую способность удерживающих модулей 304 при поддержании исходной функции удерживающих модулей 304, которая состоит в закреплении разделителей 30.
Со ссылкой на фиг. 6, вторые соединяющие модули 400 включают в себя соединяющие головки 401, соединяющие наконечники 402, удерживающие модули 404 и прижимные пружины 405, выступающие в качестве смещающих элементов, аналогично первым соединяющим модулям 300. Во вторых соединяющих модулях 400 по мере того, как соединяющие головки 401 придвигаются ближе друг к другу относительно обрабатываемого изделия W, удерживающие модули 404 соприкасаются с обрабатываемым изделием W и отводятся в отведенное положение из выдвинутого положения, а дальние концы соединяющих наконечников 402 соприкасаются с обрабатываемым изделием W. Между тем, по мере того, как соединяющие головки 401 отделяются друг от друга относительно обрабатываемого изделия W из состояния, в котором дальние концы соединяющих наконечников 402 соприкасаются с обрабатываемым изделием W, дальние концы соединяющих наконечников 402 отделяются от обрабатываемого изделия W в состоянии, в котором обрабатываемое изделие W остается закрепленным посредством удерживающих модулей 404, и удерживающие модули 404 перемещаются из отведенного положения к выдвинутому положению под действием силы смещения смещающих элементов 405 и отделяются от обрабатываемого изделия W.
Вторые соединяющие модули 400 не перемещаются вперед-назад в направлении транспортировки обрабатываемого изделия W и только перемещаются вертикально между положением захвата, в котором обрабатываемое изделие W захватывается удерживающими модулями 404, и положением высвобождения, в котором высвобождается захват обрабатываемого изделия W удерживающими модулями 304.
Вторые соединяющие модули 400 приводятся в действие вертикально между положением захвата и положением высвобождения посредством второго вертикального приводного механизма 506, включающего в себя шариковый винт, электромотор и т.п. Контроллер 500 управляет приведением в действие второго вертикального приводного механизма 506. Соединяющие наконечники 402 формируют тепло из электроэнергии, подаваемой к ним из второго устройства 508 подачи электрической мощности (см. фиг. 4). Контроллер 500 управляет вторым устройством подачи электрической мощности и регулирует температуру соединяющих наконечников 402 посредством регулирования величины и периода возбуждения соединяющих наконечников 402.
Вторые соединяющие модули 400 содержат множество (в проиллюстрированном примере четыре) соединяющих наконечника 402. Задние края 33 разделителей 30 соединяются друг с другом посредством четырех соединяющих наконечников 402. Как показано на фиг. 1A, множество (в проиллюстрированном примере четыре) точек 50 соединения формируются в соединяемых разделителях 30 вдоль задних краев 33.
Как показано на фиг. 4, устройство 100 изготовления упакованного электрода 20 имеет контроллер 500, который управляет каждым модулем. Контроллер 500 состоит в общем из CPU 510, запоминающего устройства, сохраняющего управляющую программу и т.п., панели управления и т.д. Сигналы от различных датчиков, которые обнаруживают положения транспортировки и ориентации разделителей 30 и электрода 40, вводятся в CPU 510. CPU 510 выводит сигналы в электромотор 501 привода укладочных барабанов, синхронизирующие ролики 212 и 222 и электромоторы 502 и 503 привода конвейера в модуле 200 транспортировки так, чтобы управлять приведением их в действие. CPU выводит сигналы в возвратно-поступательный приводной механизм 504, первый вертикальный приводной механизм 505 и первое устройство 507 подачи электрической мощности в первых соединяющих модулях 300 так, чтобы управлять приведением их в действие. CPU также выводит сигналы во второй вертикальный приводной механизм 506 и второе устройство 508 подачи электрической мощности во вторых соединяющих модулях 400 так, чтобы управлять приведением их в действие.
Операции устройства 100 изготовления упакованного электрода 20 будут пояснены со ссылкой на фиг. 11 и фиг. 12.
На фиг. 11A-11H схематично показывается возвратно-поступательная операция удерживающих модулей 304 в первых соединяющих модулях 300. На фиг. 12A-12G схематично показывается первая операция соединения посредством первых соединяющих модулей 300.
Первые соединяющие модули 300 перемещаются вперед-назад между задним положением P1 и передним положением P2 (фиг. 11A и фиг. 11C) и перемещаются вертикально между положением P3 захвата и положением P4 высвобождения (фиг. 12A и фиг. 12B). На фиг. 11 сплошная стрелка представляет движение вперед первых соединяющих модулей 300, а пунктирная стрелка представляет обратное перемещение первых соединяющих модулей 300. Первые соединяющие модули 300 продвигаются синхронно с перемещением разделителей 30 посредством модуля 200 транспортировки. Чтобы упростить понимание, фиг. 11B-11H показывают, что первые соединяющие модули 300 захватывают и транспортируют разделители 30. Между тем, фиг. 12 показывает состояние, когда первые соединяющие модули 300 продвигаются вперед синхронно с перемещением разделителей 30.
Во-первых, как показано на фиг 3, электрод 40 и пара разделителей 30 накладываются друг на друга со стороны переднего конца 51 в направлении транспортировки при одновременной транспортировке посредством модуля 200 транспортировки. В это время электрод 40 транспортируется к передней части в приблизительно горизонтальном состоянии посредством модуля 230 установки электрода в модуле 200 транспортировки синхронно с вращением укладочных барабанов 210 и 220 и отправляется в часть 215 протягивания укладочных барабанов 210 и 220 вдоль направления касательной. Кроме того, разделители 30, которые вырезаются в заданную форму, прилипают на удерживающих поверхностях 211 и 221 укладочных барабанов 210 и 220 и транспортируются вперед к части 215 протягивания с вращением посредством укладочных барабанов 210 и 220 в модуле 200 транспортировки.
Верхние и нижние первые соединяющие модули 300 являются обычно открытыми в вертикальном направлении и находятся в положении P4 высвобождения (фиг. 12A). Первые соединяющие модули 300 закрываются, когда разделители 30 транспортируются к ним, и захватывают дальние концевые участки боковых краев 31 разделителей 30 (фиг. 11A и фиг. 11B). Первые соединяющие модули 300 достигают положения P3 захвата и захватывают разделители 30 посредством использования удерживающих модулей 304 до того, как разделители 30 пройдут через первые соединяющие наконечники 302, расположенные ближе по ходу, и достигнут вторых соединяющих наконечников 303, расположенных в нисходящем направлении (фиг. 12A и фиг. 12B).
При захвате разделителей 30 первые соединяющие модули 300 перемещаются вперед до переднего положения P2 синхронно с вращением укладочных барабанов 210 и 220 (фиг. 11C). Первые соединяющие модули 300 соединяют боковые края 31 пары разделителей 30 друг с другом посредством использования первых соединяющих наконечников 302, расположенных ближе по ходу, при перемещении от заднего положения P1 до переднего положения P2 (фиг. 12C и фиг. 12D). Вторые соединяющие наконечники 303, расположенные в нисходящем направлении, выполняют бесполезное соударение (фиг. 12C и фиг. 12D).
Как только первое соединение заканчивается, верхние и нижние первые соединяющие модули 300 открываются и возвращают в положение P4 высвобождения, тем самым высвобождая разделители 30 от захвата (фиг. 12E и фиг. 12F). Первые соединяющие модули 300 перемещаются назад до заднего положения P1 (фиг. 11D и фиг. 12G).
Первые соединяющие модули 300 закрываются снова, достигают положения P3 захвата, захватывают боковые края 31 разделителей 30 и продвигаются до переднего положения P2 синхронно с вращением укладочных барабанов 210 и 220 (фиг. 11E). Первые соединяющие модули 300 соединяют боковые края 31 пары разделителей 30 друг с другом посредством использования обоих из первых соединяющих наконечников 302 и вторых соединяющих наконечников 303 при перемещении из заднего положения P1 в переднее положение P2.
Когда второе соединение заканчивается, верхние и нижние первые соединяющие модули 300 открываются, возвращаются в положение P4 высвобождения и высвобождают разделители 30 от захвата. Первые соединяющие модули 300 перемещаются назад в заднее положение P1 (фиг. 11F).
Первые соединяющие модули 300 снова закрываются, достигают положения P3 захвата, захватывают боковые края 31 разделителей 30 и продвигаются вперед в переднее положение P2 синхронно с вращением укладочных барабанов 210 и 220 (фиг. 11G). Первые соединяющие модули 300 соединяют боковые края 31 пары разделителей 30 друг с другом посредством использования обоих из первых соединяющих наконечников 302 и вторых соединяющих наконечников 303 при перемещении от заднего положения P1 до переднего положения P2.
Когда третье соединение заканчивается, верхние и нижние первые соединяющие модули 300 открываются, возвращаясь в положение P4 высвобождения, и высвобождают разделители 30 от захвата. Первые соединяющие модули 300 перемещаются назад в заднее положение P1 (фиг. 11H). Как указано выше, первые соединяющие модули 300 повторяют операцию соединения в течение всего трех раз и формируют пять точек 50 соединения. Поскольку первые соединяющие модули 300 соединяют боковые края 31 разделителей 30 друг с другом многократно от стороны переднего конца 51 в направлении транспортировки, можно соединять боковые края 31 разделителей 30 друг с другом в широком диапазоне.
Обрабатываемое изделие W, которое отправляется из части 215 протягивания укладочных барабанов 210 и 220, размещается на первом конвейере 241 и транспортируется. Когда операции соединения посредством первых соединяющих модулей 300 заканчиваются, передняя часть обрабатываемого изделия W размещается на втором конвейере 242. После того как обрабатываемое изделие W транспортируется посредством второго конвейера 242 и задние края 33 пары разделителей 30 достигают положения соединяющих наконечников 402 вторых соединяющих модулей 400, транспортировка обрабатываемого изделия W посредством второго конвейера 242 останавливается.
В состоянии, при котором остановлена транспортировка пары разделителей 30, вторые соединяющие модули 400 закрываются, достигают положения захвата и захватывают задние края 33 разделителей 30. Задние края 33 пары разделителей 30 соединяются друг с другом посредством четырех соединяющих наконечников 402, при этом транспортировка пары разделителей 30 по прежнему остановлена. Вторые соединяющие модули 400 выполняют операцию соединения только один раз и формируют четыре точки 50 соединения одновременно в иллюстрируемом примере.
Как только соединение задних краев 33 заканчивается, верхние и нижние вторые соединяющие модули 400 открываются, возвращаются к положению высвобождения и высвобождают разделители 30 от захвата. Таким образом, соединение разделителей 30 обрабатываемого изделия W заканчивается, и изготавливается упакованный электрод 20, в котором боковые края 31 и задние края пары разделителей 30 соединены друг с другом. Второй конвейер 242 снова приводится в действие и транспортирует изготовленный упакованный электрод 20 на стадию, где выполняется обработка следующего процесса.
После этого в непоказанном процессе последующей обработки упакованный электрод 20, который является положительным электродом, отрицательный электрод 40, противоположный положительному электроду, и упакованный электрод 20, который является положительным электродом, поочередно наслаиваются, образуя тем самым аккумуляторный элемент.
Фиг. 13 схематично показывает изменения в скорости транспортировки обрабатываемого изделия W, которое транспортируется посредством укладочных барабанов 210 и 220, и скорости первых соединяющих модулей 300, которые многократно перемещаются вперед-назад. На фиг. 13 задается так, что скорости изменяются в положительном направлении при перемещении к передней части направления транспортировки.
Обрабатываемое изделие W, которое проходит через часть 215 протягивания, транспортируется со скоростью V1 вследствие вращения укладочных барабанов 210 и 220. Между тем, первые соединяющие модули 300 двигаются назад и вперед между задним положением P1 и передним положением P2 за счет возвратно-поступательного приводного механизма 504. Время t на чертеже указывает время, когда первые соединяющие модули 300 находятся в заднем положении P1, для расчета времени вместе с транспортировкой обрабатываемого изделия W, а время t2 указывает время, когда первые соединяющие модули 300 начинают перемещение вперед-назад и ускоряются. Время t3 указывает время, когда первые соединяющие модули 300 двигаются так, что относительная скорость между обрабатываемым изделием W и первыми соединяющими модулями 300 приближается к нулю, а время t4 указывает время, когда первые соединяющие модули 300 снижают скорость, чтобы перемещаться назад.
Первые соединяющие модули 300 соединяют друг с другом боковые края 31 наложенных друг на друга разделителей 30 при перемещении вместе с обрабатываемым изделием W. Первые соединяющие модули 300 также многократно (в этом варианте осуществления три раза) повторяют соединение от стороны переднего конца 51 в направлении транспортировки при перемещении. Обрабатываемое изделие W мнется или возникает сбой соединения, если обрабатываемое изделие W и первые соединяющие модули 300 не перемещаются по существу с идентичной скоростью.
Таким образом, в этом варианте осуществления соединение неоднократно выполняется от стороны переднего конца 51 в направлении транспортировки при перемещении первых соединяющих модулей 300, которые соединяют боковые края 31 пары разделителей 30 друг с другом, так, что относительная скорость между обрабатываемым изделием W и первыми соединяющими модулями 300 приближается к нулю. Поскольку разделители 30 последовательно многократно свариваются друг с другом от стороны переднего конца 51, при одновременной транспортировке, можно сокращать время процесса, не допуская при этом раскрытия разделителей 30. Также можно выполнять хорошее соединение, не формируя складок на обрабатываемом изделии W.
Предпочтительно, чтобы соединение выполнялось, когда скорость перемещения первых соединяющих модулей 300 становится постоянной. Это обусловлено тем, что выравнивание ускорений разделителей 30 и первых соединяющих модулей 300 затруднительно само по себе и легче регулировать синхронизацию для соединения по сравнению со случаем, когда соединение выполняется при одновременном ускорении разделителей 30 и первых соединяющих модулей 300.
Боковые края 31 пары разделителей 30, наложенные друг на друга, при одновременной транспортировке соединяются друг с другом посредством первых соединяющих модулей 300. Таким образом, можно исключить так называемое раскрытие пары разделителей 30. Кроме того, при наложении пары разделителей 30 на электрод 40 не возникает искривления и складок разделителей 30 и операция соединения для того, чтобы соединять боковые края 31 пары разделителей 30 друг с другом, становится проще.
Предпочтительно, чтобы пара разделителей 30 двигалась вместе с первыми соединяющими модулями 300 при размещении посередине посредством удерживающих модулей 304, которые используются в качестве прижимных элементов. Пока возможно соединять разделители 30 друг с другом, в то время как положения разделителей 30 зафиксированы посредством удерживающих модулей 304, выполняется высокоточное соединение.
В этом варианте осуществления различные операции, описанные ниже, реализуются, поскольку модуль 200 транспортировки, первые соединяющие модули 300 и вторые соединяющие модули 400 имеют вышеописанные структуры, и дополнительно, контроллер 500 управляет модулем 200 транспортировки, первыми соединяющими модулями 300 и вторыми соединяющими модулями 400.
При транспортировке и наложении электрода 40 и пары разделителей 30 от стороны переднего конца 51 в направлении транспортировки боковые края 31 пары разделителей 30 соединяются друг с другом от стороны переднего конца 51 в направлении транспортировки так, чтобы пакетировать электрод 40, и затем задние края 33 пары разделителей 30 соединяются друг с другом в состоянии, когда перемещение пары разделителей 30 остановлено.
Таким образом, поскольку боковые края 31 пары разделителей 30, которые накладываются друг на друга последовательно при транспортировке, соединяются друг с другом последовательно посредством первых соединяющих модулей 300 со стороны переднего конца 51 в направлении транспортировки, можно исключить так называемое раскрытие пары разделителей 30. При наложении пары разделителей 30 на электрод 40 загибания и смятия разделителей 30 не происходит и операция соединения для того, чтобы соединять боковые края 31 пары разделителей 30 друг с другом, выполняется простым образом. Кроме того, поскольку задние края 33 пары разделителей 30 соединяются друг с другом посредством вторых соединяющих модулей 400, разделители 30 соединяются друг с другом не только по двум линиям, которые обращены друг к другу в виде сверху, но также и по другой линии. После того как пара разделителей 30 накладывается на электрод 40, загибания и смятия разделителей 30 не происходит, и не требуется никакой сложной операции для того, чтобы корректировать загибание и смятие. Таким образом, возникновение загибания и смятия разделителей 30 предотвращается, когда пара разделителей 30 накладывается на электрод 40, и, следовательно, достигается более эффективное изготовление упакованного электрода 20, что способствует улучшению эффективности производства всего аккумулятора.
В этой связи в случае, когда изделие серийно производится посредством множества процессов, к примеру, различных рабочих процессов, процессов сборки и процессов проверки, определяется время такта транспортировки, и после того, как время обработки в каждом процессе выравнивается, обрабатываемое изделие, которое обрабатывается в соответствующих процессах, перемещается в следующий процесс. Уменьшение числа процессов посредством выполнения более одной обработки в пределах определенного времени такта транспортировки так, чтобы достигать улучшенной эффективности изготовления, является важной проблемой в технологиях серийного производства.
Хотя можно соединить задние края 33 пары разделителей 30 друг с другом в различных процессах, число процессов увеличивается, и общее время изготовления может быть увеличено, и становится невозможным удовлетворять требования по улучшению эффективности изготовления. Упакованный электрод 20 имеет форму, в которой электрод 40 размещается посередине между парой разделителей 30, и электрод 40 и пара разделителей 30 должны быть транспортированы синхронно, таким образом, транспортировка выполняется и останавливается многократно, чтобы обеспечить синхронизацию. Посредством использования такого времени остановки транспортировки для обеспечения синхронизации можно соединять задние края 33 пары разделителей 30 друг с другом в пределах определенного времени такта транспортировки в состоянии, при котором остановлена транспортировка посредством модуля 200 транспортировки. Следовательно, можно соединять задние края 33 разделителей 30, в дополнение к боковым краям 31 разделителей 30, друг с другом, не снижая скорости пакетирования электрода 40 в паре разделителей 30.
Вторые соединяющие модули 400 размещены между модулями 241 и 242 транспортировки, расположенными в нисходящем направлении (между первым конвейером 241 и вторым конвейером 242), и задние края 33 разделителей 30 соединяются друг с другом в середине маршрута транспортировки наложенного электрода 40 и пары разделителей 30. Таким образом, можно соединять задние края 33 разделителей 30, которые являются участками, используемыми для наложения на укладочные барабаны 210 и 220, друг с другом без снижения скорости упаковки электрода 40 в паре разделителей 30.
Пара разделителей 30 транспортируется в состоянии, в котором боковые края 31 выступают за пределы удерживающих поверхностей 211 и 221 соответственно. Таким образом, можно размещать первые соединяющие модули 300 в областях, в которых пара разделителей 30 отделяется от удерживающих поверхностей 211 и 221 укладочных барабанов 210 и 220, другими словами, в областях сбоку части 215 протягивания без помех для укладочных барабанов 210 и 220. Можно выполнять операцию соединения для соединения боковых краев 31 пары разделителей 30 друг с другом со стороны переднего конца 51 направления транспортировки сразу после того, как пара разделителей 30 накладывается друг на друга и отделяется от удерживающих поверхностей 211 и 221. Следовательно, передние концы 51 направления транспортировки, в котором пара разделителей 30, наложенных друг на друга, соединяется друг с другом сразу после того, как передние концы 51 отделяются от укладочных барабанов 210 и 220. Когда передние концы 51 пары разделителей 30 соединяются друг с другом, стороны заднего края пары разделителей 30 транспортируются при размещении посередине посредством укладочных барабанов 210 и 220. Следовательно, можно соединять пару разделителей 30 при ограничении складок и неточного совмещения при наслаивании пары разделителей 30. Таким образом, можно не допускать так называемого раскрытия разделителей 30 эффективнее.
Пара разделителей 30 удерживается на поверхностях пары цилиндрических роторов или укладочных барабанов 210 и 220, соответственно, и транспортируется к электроду 40. Таким образом, пара разделителей 30 удерживается и транспортируется на дугообразных поверхностях, тем самым упрощая наложение боковых краев 31 друг на друга при транспортировке пары разделителей 30.
Пара первых соединяющих модулей 300 предоставляется так, что они обращены друг к другу через путь транспортировки, через который транспортируются наложенный электрод 40 и пара разделителей 30. Помимо этого пара вторых соединяющих модулей 400 предоставляется так, что они обращены друг к другу через тракт транспортировки, посредством которого транспортируются наложенный электрод 40 и разделители 30. Следовательно, поскольку спаренные разделители 30 соединяются друг с другом с обеих поверхностей, можно создавать более однородное соединенное состояние по сравнению со случаем, в котором соединение выполняется только с одной поверхности. В случае если применяются разделители 30, имеющие различные свойства, в частности тепловые свойства, регулирование для оптимизации состояний соединения осуществляется просто.
Настоящее изобретение имеет следующие признаки помимо вышеприведенных.
Среди двух соединяющих наконечников 302 и 303 первые соединяющие наконечники 302, расположенные ближе по ходу, соединяют передние концы 51 на боковых краях 31 пары разделителей 30 друг с другом до того, как передние концы 51 будут транспортированы к вторым соединяющим наконечникам 303, расположенным в нисходящем направлении относительно направления транспортировки, в то время как электрод 40 и пара разделителей 30 накладываются друг на друга при транспортировке со стороны переднего конца 51 в направлении транспортировки.
Таким образом, поскольку передние концы 51 на боковых краях 31 пары разделителей 30, которые накладываются друг на друга при транспортировке, соединяются друг с другом посредством первых соединяющих наконечников 302 с ближней по ходу стороны в первых соединяющих модулях 300, можно исключить так называемое раскрытие пары разделителей 30. При наложении пары разделителей 30 на электрод 40 не возникает никаких изгибов и складок разделителей 30 и операция соединения для соединения друг с другом боковых краев 31 пары разделителей 30 выполняется простым образом. Следовательно, исключаются изгибы и складки разделителей 30 при наложении пары разделителей 30 на электрод 40, что позволяет обеспечить повышенную эффективность производства упакованного электрода 20, что способствует повышению эффективности производства всего аккумулятора.
После того как соединение передних концов 51 завершено, боковые края 31 пары разделителей 30, которые транспортируются, соединяются друг с другом посредством множества соединяющих наконечников 302 и 303. Поскольку боковые края 31 пары разделителей 30 соединяются друг с другом посредством множества соединяющих наконечников 302 и 303, время соединения сокращается, таким образом ускоряя изготовление.
При соединении передних концов 51 друг с другом соединение может быть выполнено посредством приведения в действие только первых соединяющих наконечников 302, расположенных ближе по ходу. Таким образом, не обязательно приводить в действие вторые соединяющие наконечники 303, расположенные в нисходящем направлении, при соединении передних концов 51 друг с другом, тем самым избегая бесполезного соударения вторых соединяющих наконечников 303, расположенных в нисходящем направлении.
Соединяющие головки 301, включающие в себя соединяющие наконечники 302 и 303, которые соединяют пару разделителей 30 друг с другом, и удерживающие модули 304, которые закрепляют обрабатываемое изделие W, перемещаются ближе друг к другу относительно обрабатываемого изделия W, и после того, как обрабатываемое изделие W закрепляется посредством удерживающих модулей 304, пара разделителей 30 соединяется друг с другом посредством соединяющих наконечников 302 и 303. Затем после того, как соединяющие головки 301 отделяются друг от друга относительно обрабатываемого изделия W и соединяющие наконечники 302 и 303 отделяются от пары разделителей 30, обрабатываемая деталь W высвобождается от закрепления посредством удерживающих модулей 304.
Таким образом, можно выполнять закрепление обрабатываемого изделия W посредством удерживающих модулей 304 и соединение посредством соединяющих наконечников 302 и 303 в пределах одного процесса только в одном действии, которое сдвигает соединяющие головки 301 ближе друг к другу относительно обрабатываемого изделия W, таким образом сокращая время цикла. Таким образом, становится возможным сокращать время цикла, требуемое для того, чтобы пакетировать электрод 40 между парой разделителей 30, тем самым улучшая эффективность производства упакованного электрода 20, что способствует улучшению эффективности производства всего аккумулятора. Поскольку соединение выполняется посредством соединяющих наконечников 302 и 303 после того, как обрабатываемое изделие W закрепляется посредством удерживающих модулей 304, соединение можно выполнять точно. Кроме того, после соединения обрабатываемое изделие W закреплено посредством удерживающих модулей 304, пока соединяющие наконечники 302 и 303 не отделятся от обрабатываемого изделия W. Следовательно, когда дальние концы соединяющих наконечников 302 и 303 отделяются от точек 50 соединения, соединяемые разделители 30 не отслаиваются друг от друга.
Кроме того, соединение многократно выполняется от стороны переднего конца 51 направления транспортировки при перемещении соединяющих модулей, которые соединяют боковые края 31 пары разделителей 30 друг с другом, так что относительная скорость между обрабатываемым изделием W и соединяющими модулями стремится к нулю.
Таким образом, поскольку разделители 30 привариваются друг к другу многократно последовательно от стороны переднего конца 51 в ходе транспортировки, можно сокращать время процесса при одновременном предотвращении раскрытия разделителей 30. Кроме того, можно выполнять хорошее соединение, не вызывая складок на разделителях 30.
Соединение выполняется, когда скорость транспортировки первых соединяющих модулей 300 становится постоянной. Выравнивание ускорений разделителей 30 и первых соединяющих модулей 300 является само по себе трудной задачей. Следовательно, по сравнению со случаем, когда соединение выполняется при одновременном ускорении разделителей 30 и первых соединяющих модулей 300, становится легче регулировать синхронизацию для соединения и в результате соединение выполняется с высокой точностью.
Примеры модификаций
Хотя была описана форма, в которой задние края 33 разделителей 30 соединяются посредством вторых соединяющих модулей 400, передние края 32 или оба из передних и задних краев 32 и 33 могут соединяться посредством вторых соединяющих модулей 400.
Хотя пара укладочных барабанов 210 и 220 размещается вертикально, пара укладочных барабанов 210 и 220 может размещаться в различном направлении. Электрод 40 транспортируется вдоль направления касательной между укладочными барабанами 210 и 220 (направление, перпендикулярное прямой линии, которое соединяет центры пары укладочных барабанов 210 и 220). Например, в случае, в котором укладочные барабаны 210 и 220 размещаются горизонтально, электрод 40 может быть транспортирован в вертикальном направлении сверху или снизу.
Хотя было описано, что один непрерывный элемент 34 разделителя вырезается посредством режущих инструментов 213 и 223 для разделителя в заданную форму в состоянии захвата на периферийных поверхностях укладочных барабанов 210 и 220, разделители 30, которые вырезаны в заданную форму заранее, могут захватываться на укладочных барабанах 210 и 220 и транспортироваться.
Хотя сущность настоящего изобретения была описана на основании примера, настоящее изобретение не ограничивается вышеприведенными утверждениями и специалистам в данной области техники должно быть очевидно, что могут быть выполнены различные модификации и усовершенствования.
Содержимое заявки на патент Японии № 2011-085746 (поданной 7 апреля 2011 года) и заявки на патент Японии № 2012-67816 (поданной 23 марта 2012 года) в полном объеме включено в настоящий документ путем ссылки.
Промышленная применимость
Согласно варианту осуществления настоящего изобретения, поскольку боковые края пары разделителей, накладываемых друг на друга при транспортировании, соединяются друг с другом посредством первых соединяющих модулей со стороны переднего конца в направлении транспортировки, можно исключить так называемое раскрытие пары разделителей. Когда пара разделителей накладывается на электрод, загибы и складки разделителей не возникают, и операция соединения для соединения боковых краев пары разделителей друг с другом выполняется легко. Кроме того, поскольку по меньшей мере либо передние края, либо задние края пары разделителей соединяются друг с другом посредством вторых соединяющих модулей, разделители соединяются друг с другом не только в двух линиях, которые обращены друг к другу при виде сверху, но также и в другой линии. После наложения пары разделителей на электрод не возникают загибы и складки разделителей и не требуется сложная операция для корректировки загибов и складок. Как указано выше, не допускается возникновение загибов и складок разделителей, когда пара разделителей накладывается на электрод и после этого, и в силу этого можно обеспечить повышенную эффективность производства упакованного электрода, тем самым способствуя повышению эффективности изготовления всего аккумулятора.
Упакованный электрод имеет форму, в которой электрод размещен посередине между парой разделителей и электродом, и пара разделителей должна транспортироваться синхронно, так что транспортировка выполняется и останавливается многократно. Посредством использования времени остановки транспортировки для управления распределением времени можно соединять по меньшей мере либо передние края, либо задние края пары разделителей друг с другом в пределах определенного времени такта транспортировки в состоянии, при котором транспортировка посредством модуля транспортировки остановлена. Следовательно, появляется возможность соединять по меньшей мере либо передние края, либо задние края разделителей, в дополнение к боковым краям разделителей, без снижения скорости упаковки электрода в паре разделителей. Следовательно, устройство изготовления упакованного электрода и способ изготовления упакованного электрода согласно варианту осуществления настоящего изобретения являются промышленно применимыми.
Перечень ссылочных позиций
20 упакованный электрод
30 разделитель
31 боковой край
32 передний край
33 задний край
34 передний край
40 электрод
50 точка соединения
51 передний край
100 устройство изготовления
200 модуль транспортировки
210, 220 укладочные барабаны, цилиндрические роторы
211, 221 удерживающая поверхность
215 часть протягивания
230 модуль установки электрода
241, 242 модули транспортировки, расположенные в нисходящем направлении
300 первый соединяющий модуль
301 соединяющая головка
302 первый соединяющий наконечник; соединяющий наконечник, расположенный ближе по ходу
303 второй соединяющий наконечник; соединяющий наконечник, расположенный в нисходящем направлении
304 удерживающий модуль
305 прижимная пружина, смещающий элемент
310 скошенная часть
320 средство рассеивания тепла
321 пластина рассеивания тепла
322 пространство для рассеивания тепла
323 окно
324 элемент боковины
400 второй соединяющий модуль
500 контроллер
W обрабатываемое изделие
Система топливного элемента и способ ее контроля
Электропроводный узел и топливный элемент с полимерным электролитом с его использованием
Преобразователь электрической мощности
Элемент аккумуляторной батареи и устройство мониторинга для батареи в сборе
Катализатор нейтрализации отработанных газов и способ его получения
Катализатор для очистки отработавших газов и способ его производства
Водоотталкивающая пленка и деталь для транспортного средства, включающая пленку
Конструкция для установки запасной шины
Токосъемник для вторичной батареи и вторичная батарея с его использованием
Устройство управления генерированием энергии и способ управления генерированием энергии для топливного элемента
Система топливного элемента и способ ее контроля
Электропроводный узел и топливный элемент с полимерным электролитом с его использованием
Преобразователь электрической мощности
Элемент аккумуляторной батареи и устройство мониторинга для батареи в сборе
Катализатор нейтрализации отработанных газов и способ его получения
Катализатор для очистки отработавших газов и способ его производства
Водоотталкивающая пленка и деталь для транспортного средства, включающая пленку
Конструкция для установки запасной шины
Токосъемник для вторичной батареи и вторичная батарея с его использованием
Устройство управления генерированием энергии и способ управления генерированием энергии для топливного элемента

