Результат интеллектуальной деятельности: ЭЛЕКТРОПРОВОДНЫЙ УЗЕЛ И ТОПЛИВНЫЙ ЭЛЕМЕНТ С ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ С ЕГО ИСПОЛЬЗОВАНИЕМ
Вид РИД
Изобретение
Область техники
[0001] Настоящее изобретение относится к электропроводному узлу и топливному элементу с полимерным электролитом с использованием этого электропроводного узла.
Уровень техники
[0002] Топливный элемент с полимерным электролитом (ТЭПЭ) имеет многослойную конструкцию, образованную множеством единичных ячеек, которые выполняют функцию выработки электроэнергии. Каждая единичная ячейка имеет мембранно-электродный узел (МЭУ), включающий (а) мембрану из полимерного электролита, (b) пару каталитических слоев для размещения между ними мембраны из полимерного электролита, и (с) пару газодиффузионных слоев (ГДС) для диспергирования подводимого газа. МЭУ в одной единичной ячейке электрически соединен с другим МЭУ в соседней единичной ячейке через сепаратор. Далее многослойный блок топливного элемента образован множеством единичных ячеек, которые наслоены поверх друг друга. Полученный таким образом многослойный блок топливного элемента действует как средство выработки электроэнергии, предназначенное для разнообразных целей. В таком многослойном блоке топливного элемента функция сепаратора состоит в электрическом соединении смежных единичных ячеек между собой, как описано выше. В дополнение, обращенную к МЭУ поверхность сепаратора обычно снабжают газопроводным каналом. Такой газопроводный канал действует как средство подвода газов для подачи газообразного топлива и газообразного окислителя соответственно к аноду и катоду.
[0003] Нижеизложенным представлено простое пояснение механизма выработки электроэнергии ТЭПЭ. Во время работы ТЭПЭ газообразное топливо (такое как газообразный водород) подают на анодную сторону, а газообразный окислитель (такой как газообразный кислород) подают на катодную сторону. В результате на анодной и катодной сторонах происходят электрохимические реакции, представленные соответственно следующими уравнениями реакций, за счет чего вырабатывается электроэнергия:
[0004] [Уравнения 1]
Анодная реакция: Н2→2Н+ + 2е-
 (1)
(1)
Катодная реакция: 2Н+ + 2е- + (1/2)О2 → Н2О (2)
(2)
[0005] Поскольку материал, составляющий сепаратор для топливного элемента, должен обладать электрической проводимостью, традиционно используют металл, углерод и электропроводный полимер. Среди этих материалов сепаратор, состоящий из углерода или электропроводного полимера, должен быть относительно толстым для того, чтобы сохранять определенный уровень прочности сепаратора после образования формируемого в нем газопроводного канала. Соответственно, общая толщина блока топливного элемента с использованием такого сепаратора становится больше. Увеличение толщины блока топливного элемента не является предпочтительной, поскольку ТЭПЭ для транспортного средства необходимо делать более компактным.
[0006] С другой стороны, сепаратор, состоящий из металла, имеет относительно высокую прочность. Поэтому толщина металлического сепаратора может быть до некоторой степени уменьшена. В дополнение, благодаря превосходной электрической проводимости, использование металлического сепаратора обеспечивает преимущество снижения контактного сопротивления в МЭУ. Однако у такого металлического сепаратора существуют вероятности снижения электрической проводимости вследствие коррозии, а также падения мощности, обусловленного снижением электрической проводимости. Поэтому металлический сепаратор должен иметь повышенную устойчивость к коррозии, в то же время обеспечивая превосходную электрическую проводимость.
[0007] Патентный документ 1 раскрывает технологию формирования слоя металла, такого как слой Ti и слой его карбида, на одной поверхности металлической подложки металлического сепаратора, с последующим формированием на слое металла и слое карбида углеродного слоя, образованного графитизированным углеродом.
[0008] Патентный документ 2 раскрывает технологию формирования оксидной пленки на подложке металлического сепаратора между подложкой и электропроводной тонкой пленкой с тем, чтобы сформировать промежуточный слой, образованный элементами-металлами или элементами-металлоидами.
[0009] Патентный документ 3 раскрывает сепаратор, в котором на подложке сформирована пленка на углеродной основе, содержащая сложный оксид металла.
Список цитируемой литературы
Патентная литература
[0010] Патентный документ 1: публикация нерассмотренной заявки на патент Японии № 2006-286457
Патентный документ 2: публикация нерассмотренной заявки на патент Японии № 2004-185998
Патентный документ 3: публикация нерассмотренной заявки на патент Японии № 2007-134107
Сущность изобретения
[0011] Сепараторы традиционных топливных элементов включают углеродные слои, имеющие разнообразные кристаллические структуры. Поэтому устойчивость к коррозии и электрическая проводимость сепараторов также варьируется в зависимости от кристаллических структур углеродных слоев каждого сепаратора. В любом случае традиционные сепараторы все еще недостаточно обеспечивают устойчивость к коррозии и/или электрическую проводимость, даже если эти сепараторы подвергнуты поверхностной обработке, такой как нанесение углеродного слоя. В патентном документе 2 оксидная пленка, имеющаяся на поверхности подложки, представляет собой слой с высокой степенью электрической изоляции. Поэтому электрическая проводимость в направлении толщины сепаратора снижается. Что касается технологии, описанной в патентном документе 3, то поскольку оксид металла, введенный в углеродную пленку, проявляет электроизоляционные свойства, электрическая проводимость в направлении толщины сепаратора снижается, или повышается контактное сопротивление с газодиффузионным слоем.
[0012] Настоящее изобретение было выполнено с учетом таких традиционных проблем. Задача настоящего изобретения состоит в том, чтобы предоставить электропроводный узел, который имеет повышенное сопротивление коррозии, в то же время в достаточной мере обеспечивая превосходную электрическую проводимость, способ изготовления такого электропроводного узла и топливный элемент с полимерным электролитом с использованием такого электропроводного узла.
[0013] Электропроводный узел согласно первому аспекту настоящего изобретения включает электропроводную конструкцию, включающую подложку; электропроводный углеродный слой, имеющийся на по меньшей мере одной поверхности подложки и содержащий электропроводный углерод; и промежуточный слой, размещенный между подложкой и электропроводным углеродным слоем. Отношение интенсивностей R (ID/IG) интенсивности (ID) максимума D-полосы к интенсивности (IG) максимума G-полосы, измеренных с помощью спектрального анализа рамановского рассеяния в электропроводном углеродном слое, составляет 1,3 или более.
[0014] Топливный элемент с полимерным электролитом согласно второму аспекту настоящего изобретения включает в себя такой электропроводный узел.
Краткое описание чертежей
[0015] Фиг. 1 представляет собой схематический вид поперечного сечения, показывающий принципиальное строение элементарной ячейки топливного элемента с полимерным электролитом с использованием электропроводного узла (сепаратора) согласно первому варианту воплощения.
Фиг. 2 представляет собой вид поперечного сечения, показывающий типичное строение металлической подложки сепаратора по Фиг. 1 и обработанного слоя, сформированного на подложке.
Фиг. 3 представляет собой схематический вид поперечного сечения, показывающий поверхность металлического сепаратора по Фиг. 1.
Фиг. 4А представляет собой вид поперечного сечения, показывающий типичное строение сепаратора по Фиг. 1, снабженного промежуточным слоем и электропроводным углеродным слоем на обеих сторонах металлической подложки.
Фиг. 4В представляет собой увеличенный вид, показывающий один аспект промежуточного слоя и электропроводного углеродного слоя.
Фиг. 4С представляет собой увеличенный вид, показывающий еще один аспект промежуточного слоя и электропроводного углеродного слоя.
Фиг. 5А представляет собой фотографию (увеличение: 400 тысяч) поперечного сечения электропроводного узла (электропроводного узла А), имеющего электропроводный углеродный слой с R=1,0-1,2, наблюдаемого с помощью ПЭМ.
Фиг. 5В представляет собой фотографию (увеличение: 400 тысяч) поперечного сечения электропроводного узла (электропроводного узла В), имеющего электропроводный углеродный слой с R = 1,6, наблюдаемого с помощью ПЭМ.
Фиг. 6А представляет собой типичный вид, показывающий картину тройной симметрии среднего пика при измерении вращательной анизотропии в спектральном анализе рамановского рассеяния.
Фиг. 6В представляет собой типичный вид, показывающий картину двойной симметрии среднего пика при измерении вращательной анизотропии в спектральном анализе рамановского рассеяния.
Фиг. 6С представляет собой типичный вид, показывающий картину без симметрии среднего пика при измерении вращательной анизотропии в спектральном анализе рамановского рассеяния.
Фиг. 7А представляет собой график, показывающий рамановские спектры, полученные с использованием электропроводного узла В в качестве образца для измерения при углах вращения 0°, 60° и 180°.
Фиг. 7В представляет собой график, показывающий средний пик при измерении вращательной анизотропии для электропроводного узла В.
Фиг. 8 представляет собой график, показывающий взаимосвязь между твердостью по Виккерсу и долей атомов с sp3-гибридизацией в электропроводном углеродном слое в электропроводном узле, в котором твердость по Виккерсу электропроводного углеродного слоя варьируется с изменением напряжения смещения и системы формирования пленки при использовании метода распыления.
Фиг. 9 представляет собой график, показывающий результат измерения контактного сопротивления в электропроводных узлах, включающих электропроводные углеродные слои с различными содержаниями атомов водорода, тогда как значение R составляет 1,3 или более.
Фиг. 10 представляет собой схематический вид транспортного средства, на которое установлен блок топливного элемента согласно варианту воплощения настоящего изобретения.
Фиг. 11 представляет собой типичный вид, схематически показывающий измерительное устройство, используемое для измерения контактного сопротивления в примерах.
Фиг. 12А представляет собой график, показывающий результат измерения контактного сопротивления до и после испытания погружением для электропроводных узлов, полученных в Примерах с I-1 по I-7 и Сравнительных Примерах с I-1 по I-5.
Фиг. 12В представляет собой график, показывающий результат измерения контактного сопротивления до и после испытания погружением для электропроводных узлов, полученных в Примерах I-8 и I-9.
Фиг. 13 представляет собой схематический вид, показывающий блок топливного элемента с применением электропроводного узла согласно варианту воплощения настоящего изобретения.
Фиг. 14 представляет собой вид в перспективе блока топливного элемента по Фиг. 13.
Фигуры 15,а и 15,b представляют собой СЭМ-фотографии обследуемых поверхностей в Примере I-9 и Примере I-8.
Фигуры 16,а и 16,b представляют собой увеличенные СЭМ-фотографии с Фигур 15,а и 15,b.
Фигуры 17,а и 17,b представляют собой ПЭМ-фотографии обследуемых поперечных сечений в Примере I-9 и Примере I-8.
Фигуры 18,а и 18,b представляют собой СЭМ-фотографии обследуемых поперечных сечений в Примере I-9 и Примере I-8.
Фиг. 19 представляет собой схематический вид сверху, показывающий производственное устройство для формирования промежуточного слоя и электропроводного углеродного слоя методом распыления.
Фиг. 20 представляет собой схематический вид сверху, показывающий производственное устройство для формирования промежуточного слоя и электропроводного углеродного слоя методом дугового ионного осаждения.
Фиг. 21 представляет собой схематический вид поперечного сечения, показывающий строение поверхности электропроводного узла (сепаратора) согласно второму варианту воплощения.
Фиг. 22А представляет собой фотографию, показывающую результат анализа изображения, с помощью ПЭМ, поперечного сечения плотного барьерного слоя, приготовленного в Контрольном Примере II-1.
Фиг. 22В представляет собой фотографию, показывающую результат анализа изображения, с помощью ПЭМ, поперечного сечения промежуточного слоя, приготовленного в Контрольном Примере II-2.
Фиг. 23А представляет собой фотографию, показывающую результат анализа изображения, с помощью СЭМ, поверхности плотного барьерного слоя, приготовленного в Контрольном Примере II-1.
Фиг. 23В представляет собой фотографию, показывающую результат анализа изображения, с помощью СЭМ, поверхности промежуточного слоя, приготовленного в Контрольном Примере II-2.
Фиг. 23С представляет собой СЭМ-фотографию, показывающую результат более подробного анализа изображения, чем Фиг. 23А, плотного барьерного слоя, приготовленного в Контрольном Примере II-1.
Фиг. 23D представляет собой СЭМ-фотографию, показывающую результат более подробного анализа изображения, чем Фиг. 23В, промежуточного слоя, приготовленного в Контрольном Примере II-2.
Фиг. 24 представляет собой фотографию, показывающую результат анализа изображения, с помощью ПЭМ, поперечного сечения электропроводного узла, приготовленного в Примере II-2.
Фиг. 25 представляет собой схематический вид поперечного сечения, показывающий строение поверхности электропроводного узла (сепаратора) согласно третьему варианту воплощения.
Фиг. 26 представляет собой график, показывающий результат измерения концентрации элемента в металлической подложке (нержавеющая сталь SUS316L), которую пропитывали водным раствором серной кислоты с рН 4 при 80°С в течение 100 часов, измеренной с помощью оже-электронной спектроскопии (ОЭС).
Фиг. 27 представляет собой график, показывающий взаимосвязь между степенью покрытия и контактным сопротивлением электропроводных зерен в узле, в котором поверхность металлической подложки со сформированной на ней оксидной пленкой покрыта электропроводными зернами.
Фиг. 28 представляет собой поперечное сечение, показывающее типичный электропроводный узел, включающий электропроводные зерна и столбчатый материал согласно третьему варианту воплощения.
Фиг. 29 представляет собой вид, показывающий профиль концентрации элементов в направлении наслоения образца (III-1) перед испытанием на долговечность, измеренный с помощью ОЭС.
Фиг. 30 представляет собой вид, показывающий профиль концентрации элементов в направлении наслоения образца (III-1) после испытания на долговечность, измеренный с помощью ОЭС.
Фиг. 31 представляет собой вид, показывающий профиль концентрации элементов в направлении наслоения образца (III-2) после испытания на долговечность, измеренный с помощью ОЭС.
Фиг. 32 представляет собой вид, показывающий профиль концентрации элементов в направлении наслоения образца (III-3) после испытания на долговечность, измеренный с помощью ОЭС.
Фиг. 33 представляет собой вид, показывающий профиль концентрации элементов в направлении наслоения образца (III-4) после испытания на долговечность, измеренный с помощью ОЭС.
Фиг. 34 представляет собой схематический вид поперечного сечения, показывающий строение поверхности газодиффузионного слоя согласно четвертому варианту воплощения.
Фиг. 35 представляет собой схематический вид, показывающий в микроскопическом масштабе поверхность слоя пористого материала.
Фиг. 36 представляет собой схематический вид, показывающий изменение волокна в каждом процессе получения ПАН-углеродного волокна.
Фиг. 37 представляет собой вид, схематически показывающий устройство формирования пленки для промежуточного слоя и электропроводного углеродного слоя с использованием метода распыления.
Фиг. 38 представляет собой блок-схему, показывающую традиционный процесс получения ПАН-углеродного волокна и процесс получения ПАН-углеродного волокна согласно четвертому варианту воплощения.
Фиг. 39 представляет собой вид, показывающий способ измерения контактного сопротивления между ГДС и сепаратором, полученным в Примере IV-1 и Сравнительных Примерах IV-1 и IV-2.
Фиг. 40 представляет собой график, соответствующий результату в отношении контактного сопротивления Примера IV-1, показанного в Таблице 5.
Фиг. 41 представляет собой график, показывающий результат измерения статического контактного угла воды в зависимости от отношения площади Au к площади электропроводного углерода, рассчитанного по изображению поверхности и анализу изображения с помощью ОЭС.
[Фиг. 42] Фиг. 42 представляет собой график, показывающий эффект снижения сопротивления в случае распыления при диспергировании Au на поверхности электропроводного углеродного слоя.
Фиг. 43 представляет собой схематический вид поперечного сечения, показывающий строение электропроводного узла согласно пятому варианту воплощения.
Фиг. 44А представляет собой вид поперечного сечения, показывающий типичную область контакта газодиффузионного субстрата, образованного углеродным волокном или углеродными частицами, и электропроводного углеродного слоя, в котором диспергированы электропроводные зерна.
Фиг. 44В представляет собой вид поперечного сечения, показывающий типичную область контакта газодиффузионного субстрата, образованного пористым металлом, и электропроводного углеродного слоя, в котором диспергированы электропроводные зерна.
Фиг. 45 представляет собой СЭМ-фотографию, показывающую поверхность электропроводного углеродного слоя, в котором диспергированы электропроводные зерна (Au), в сепараторе (1).
Фиг. 46 представляет собой СЭМ-фотографию, показывающую поверхность электропроводного углеродного слоя, в котором диспергированы электропроводные зерна (Au), в сепараторе (2).
Фиг. 47А представляет собой вид, показывающий профиль концентрации элементов в направлении наслоения сепаратора (2), измеренный с помощью ОЭС.
Фиг. 47В представляет собой вид, показывающий профиль концентрации элементов в направлении наслоения сепаратора (4), измеренный с помощью ОЭС.
Фиг. 48 представляет собой график, показывающий результат измерения контактного сопротивления в отношении сепараторов, полученных в примерах и сравнительных примерах.
Фиг. 49 представляет собой график, показывающий результат измерения контактного угла в отношении сепараторов, полученных в примерах и сравнительных примерах.
ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Первый вариант воплощения
[0016] Ниже представлено описание электропроводного узла, способа изготовления электропроводного узла и топливного элемента с полимерным электролитом согласно первому варианту воплощения настоящего изобретения со ссылкой на чертежи. Следует отметить, что настоящее изобретение не ограничивается только нижеследующим вариантом воплощения. На чертежах размерные соотношения увеличены для удобства пояснения настоящего изобретения и могут отличаться от реальных соотношений.
[0017] Электропроводный узел (электропроводная конструкция) согласно данному варианту воплощения включает металлическую подложку и электропроводный углеродный слой, который содержит электропроводный углерод и предусмотрен на по меньшей мере одной поверхности металлической подложки. Отношение интенсивностей R (ID/IG) интенсивности (ID) максимума D-полосы к интенсивности (IG) максимума G-полосы электропроводного углеродного слоя, которое измерено спектральным анализом рамановского рассеяния, составляет 1,3 или более. Электропроводный узел согласно данному варианту воплощения предпочтительно снабжен металлической подложкой, и на этой металлической подложке имеется промежуточный слой, покрытый электропроводным углеродным слоем. Промежуточный слой предпочтительно имеет столбчатую структуру, и электропроводный узел снабжен на своей самой внешней поверхности выступающими зернами.
[0018] Традиционные сепараторы топливных элементов включали электропроводные углеродные слои, имеющие разнообразные кристаллические структуры. Поэтому устойчивость к коррозии и электрическая проводимость сепараторов также варьируются в зависимости от каждой кристаллической структуры углеродных слоев сепараторов. Другими словами, трудно стабильно контролировать топливный элемент. В любом случае традиционно используемые металлические сепараторы не в достаточной мере обеспечивали устойчивость к коррозии и/или электрическую проводимость для практического применения, даже если сепараторы были подвергнуты поверхностной обработке, такой как нанесение электропроводного углеродного слоя. Более того, когда на поверхности металлического сепаратора формируют электропроводную углеродную пленку, даже если для обеспечения адгезии предусматривают промежуточный слой, такой как слой металла и слой его карбида, промежуточный слой не поддается контролю его кристаллической структуры. Поэтому, поскольку антикоррозионные свойства подложки и уплотнение электропроводной углеродной пленки были недостаточными, к металлической подложке проникали молекулы воды. В результате стимуляция коррозии подложки создавала проблему повышения контактного сопротивления. Как описано в патентном документе 2, имеющаяся на поверхности подложки оксидная пленка представляет собой слой с высокими электроизоляционными характеристиками. Поэтому существует проблема снижения электрической проводимости в направлении толщины сепаратора.
[0019] С учетом этих проблем, когда в металлическом сепараторе (электропроводном узле) применяют подложку из металла, такого как алюминий, который легко подвергается коррозии, данный вариант воплощения предусматривает толстые кристаллы столбчатой структуры в промежуточном слое как путь усиления антикоррозионной функции сепаратора. В качестве одной из характеристик при использовании таких кристаллов, промежуточный слой и также самая внешняя поверхность электропроводного узла имеют конфигурацию с выступами. Между тем, традиционный способ изготовления не обеспечивает сепаратору конфигурации с выступами.
[0020] Настоящее изобретение представляет собой прорывную технологию, способную сократить зазоры и трещины в электропроводном углеродном слое. В дополнение, присутствие выступающих зерен на самой внешней поверхности обусловливается ростом диаметра столбиков столбчатой структуры в промежуточном слое. Поэтому число зазоров в самом внешнем слое сокращается, что обеспечивает функцию предотвращения проникновения воды. Соответственно, могут быть усилены антикоррозионные характеристики металлической подложки, и металлическая подложка может использоваться стабильно как подложка для сепаратора в течение длительного периода времени, даже когда применяют такой металл, как алюминий, который является легким по весу и недорогим, но легко подверженным коррозии. А именно, при наличии в промежуточном слое столбчатой структуры с большим диаметром столбиков могут быть устранены щели в электропроводной углеродной пленке, образуемые зазорами в промежуточном слое и на промежуточном слое, и может быть предотвращено проникновение воды с тем, чтобы подавить окисление на каждой границе раздела, а также подавить увеличение контактного сопротивления. Столбчатая структура в промежуточном слое предпочтительно образована столбчатыми кристаллами. Хотя в нижеследующем пояснении столбчатые кристаллы используют для столбчатой структуры в промежуточном слое как наилучшее вещество, настоящее изобретение не ограничивается только столбчатыми кристаллами, и могут оказаться возможными другие конфигурации, применимые к столбчатой структуре.
[0021] Фиг. 1 представляет собой вид поперечного сечения, показывающий типичное принципиальное строение топливного элемента с использованием металлического сепаратора в качестве одного примера электропроводного узла согласно данному варианту воплощения, более конкретно, показывающий принципиальное строение элементарной ячейки топливного элемента с полимерным электролитом (ТЭПЭ). Фиг. 2 представляет собой вид частичного поперечного сечения, схематически показывающий слой, сформированный на поверхности подложки металлического сепаратора по Фиг. 1.
[0022] Элементарная ячейка 1 топливного элемента (ТЭПЭ), показанная на Фиг. 1, имеет полимерную электролитную мембрану 2 и пару каталитических слоев 3 (анодный каталитический слой 3а и катодный каталитический слой 3b), расположенные на обеих поверхностях размещенной между ними полимерной электролитной мембраны 2. Многослойный пакет, образованный полимерной электролитной мембраной 2 и каталитическими слоями 3 (3а, 3b), размещен между парой газодиффузионных слоев 4 (анодным газодиффузионным слоем 4а и катодным газодиффузионным слоем 4b). Таким образом, полимерная электролитная мембрана 2, пара каталитических слоев 3 (3а, 3b) и пара газодиффузионных слоев 4 (4а, 4b) уложены слоями с образованием мембранно-электродного узла (МЭУ) 9.
[0023] В элементарной ячейке 1 ТЭПЭ МЭУ 9 размещен между парой обладающих электрической проводимостью металлических сепараторов 5 (анодным сепаратором 5а и катодным сепаратором 5b) так, чтобы образовать элементарную ячейку 1. Фиг. 1 показывает металлические сепараторы 5а и 5b, имеющиеся на обеих сторонах МЭУ 9. Следует отметить, что в блоке, в котором множество МЭУ 9 наложены друг на друга, обычно используют металлические сепараторы 5, которые также используются как металлические сепараторы для смежных ТЭПЭ (смотри Фигуры 13 и 14). Другими словами, блок топливного элемента образован таким образом, что МЭУ 9 последовательно наложены друг на друга через металлические сепараторы 5. В реальном блоке топливного элемента между металлическими сепараторами 5а и 5b и полимерной электролитной мембраной 2, а также между элементарной ячейкой 1 или соседней элементарной ячейкой 1 предусмотрены газонепроницаемые уплотнения. Однако такие газонепроницаемые уплотнения на Фигурах 1 и 2 не показаны (смотри Фигуры 13 и 14).
[0024] Например, тонкую пластину, имеющую толщину 0,5 мм или менее, формуют прессованием так, чтобы получить вогнуто-выпуклую конфигурацию металлических сепараторов 5 (5а, 5b), показанную на Фигурах 1, 2 и 13. Выпуклые части металлических сепараторов 5, если смотреть со стороны МЭУ 9, находятся в контакте с МЭУ 9. Поэтому получают электрическое соединение между металлическими сепараторами 5 и МЭУ 9. Вогнутые части металлических сепараторов, если смотреть со стороны МЭУ 9 (промежутки между металлическими сепараторами 5 и МЭУ 9, обусловленные вогнуто-выпуклой конфигурацией металлических сепараторов 5), действуют как газопроводный канал, через который протекает газ во время работы ТЭПЭ 1. Более конкретно, газообразное топливо 5ag протекает в газопроводных каналах 5аа анодного сепаратора 5а, а в газопроводных каналах 5bb катодного сепаратора 5b протекает газообразный окислитель 5bg. Примеры газообразного топлива 5ag включают водород и водородсодержащий газ. Примеры газообразного окислителя 5bg включают воздух и кислородсодержащий газ.
[0025] Вогнутые части металлических сепараторов 5, если смотреть с противоположной стороны МЭУ 9, используют в качестве каналов 8 теплоносителя, через которые протекает теплоноситель 8w для охлаждения ТЭПЭ во время работы ТЭПЭ 1. Примеры теплоносителя 8w включают водный теплоноситель и воду. Обычно металлические сепараторы 5 оснащают коллектором (не показан). Коллектор действует как соединительное средство для соединения элементарных ячеек 1 при их сборке в блок. Благодаря такой компоновке может быть обеспечена механическая прочность блока топливного элемента (смотри Фигуры 13 и 14). В реальном топливном элементе предусмотрены газонепроницаемые уплотнения между металлическими сепараторами 5 и обоими концами полимерной электролитной мембраны 2, а также между элементарной ячейкой 1 и соседней элементарной ячейкой 1 топливного элемента. Однако такие газонепроницаемые уплотнения на фигурах не показаны.
[0026] Как описано выше, металлические сепараторы 5 выполняют функцию электрического последовательного соединения МЭУ-узлов 9 и включают коллектор и газопроводные каналы 5аа и 5bb и каналы 8 теплоносителя, через которые протекают различные текучие среды, такие как газообразное топливо 5ag, газообразный окислитель 5bg и теплоноситель 8w. Кроме того, металлические сепараторы 5 выполняют функцию обеспечения механической прочности блока. В дополнение, электролитная мембрана 2 обычно представляет собой мембрану типа перфторсульфоновой кислоты. Таким образом, внутренность топливного элемента находится в коррозионно-агрессивной влажной и слабокислой среде, обусловленной разнообразными кислотными ионами, вымываемыми из электролитной мембраны и увлажненного газа, протекающего в топливный элемент. Поэтому, как показано на Фиг. 2, металлические сепараторы 5 обязательно подвергают поверхностной обработке в отношении устойчивости к коррозии, в дополнение к электрической проводимости. В металлических сепараторах 5 предусматриваемый на металлической подложке 6 слой 7 в качестве поверхностной обработки определенным образом наносят на реакционную поверхность в жестких коррозионных условиях. В дополнение к реакционной поверхности 7а, охлаждающую поверхность 7b, противоположную реакционной поверхности 7а, также обязательно подвергают подобной обработке, в зависимости от типов теплоносителя (охлаждающей воды) 8w и обстоятельств.
[0027] Фиг. 3 представляет собой вид поперечного сечения, показывающий один аспект поверхностной части металлического сепаратора 5. В данном варианте воплощения электропроводный узел, составляющий сепаратор 5, включает металлическую подложку 31 и электропроводный углеродный слой 33. В дополнение, между металлической подложкой 31 и электропроводным углеродным слоем 33 размещен промежуточный слой 32. В элементарной ячейке 1 электропроводный углеродный слой 33 металлического сепаратора 5 предусмотрен так, чтобы он был размещен на стороне МЭУ 9.
[0028] Фиг. 4А представляет собой вид частичного поперечного сечения, показывающий строение и положение каждого слоя, сформированного на поверхностях металлической подложки металлического сепаратора, и является упрощенным изображением для иллюстрации функций поверхностной обработки, требуемой для каждого слоя. Фиг. 4В представляет собой частично увеличенный вид по Фиг. 4А и является увеличенным изображением, более конкретно показывающим строение промежуточного слоя, имеющего структуру из толстых столбчатых кристаллов, и электропроводного углеродного слоя, имеющего выступающие зерна на его самой внешней поверхности. Фиг. 4С представляет собой увеличенный вид, более конкретно показывающий строение сепаратора, имеющего металлическую подложку, промежуточный слой, имеющий структуру из тонких иглообразных кристаллов, и электропроводный углеродный слой без выступающих зерен на его самой внешней поверхности. На Фиг. 4В ссылочные обозначения Н1, Н2, Н3,... представляют высоту (высоту выступа) выступающих зерен на самой внешней поверхности электропроводного углеродного слоя 33, а ссылочные обозначения W1, W2, W3,... представляют толщину (диаметр столбика, ширину) столбчатых кристаллов, имеющихся в промежуточном слое 32. Ссылочный номер 33b на Фиг. 4С представляет выступающее зерно на самой внешней поверхности электропроводного углеродного слоя 33.
[0029] Подобно варианту воплощения, показанному на Фиг. 4А, электропроводный узел, составляющий металлический сепаратор 5, включает металлическую подложку 31 (ссылочный номер 6 на Фиг. 2) и электропроводный углеродный слой 33 (часть со ссылочным номером 7 на Фиг. 2: внешняя сторона). В дополнение, промежуточный слой 32 (часть со ссылочным номером 7 на Фиг. 2: внутренняя сторона) размещен между металлической подложкой 31 и электропроводным углеродным слоем 33.
[0030] Как показано на Фигурах 4А-4С, поперечное сечение металлического сепаратора 5 построено таким образом, что обе основные стороны (поверхности) металлической подложки 31 снабжены промежуточными слоями 32 и электропроводными углеродными слоями 33 в качестве самого внешнего слоя. Когда в качестве металлической подложки 31 используют нержавеющую сталь с превосходными антикоррозионными свойствами, такую как SUS316L, от промежуточного слоя 32 не требуются особенные антикоррозионные свойства, поскольку металлическая подложка 31 сама обладает устойчивостью к коррозионным условиям в топливном элементе. В то же время, когда в качестве металлической подложки 31 применяют алюминий, чтобы способствовать снижению толщины и стоимости, сам алюминий имеет плохую устойчивость к коррозии, хотя алюминий способствует снижению толщины и веса в большей степени, чем нержавеющая сталь. Однако согласно результатам испытаний, проведенных авторами изобретения, установлено, что кристаллическую структуру промежуточного слоя 32 можно регулировать так, чтобы разрешить вышеупомянутую проблему (такую как обеспечение устойчивости к коррозии).
[0031] На коррозию, возникающую в материале, составляющем металлическую подложку 31 металлического сепаратора 5, влияет слабая кислота (кислотность) в топливном элементе и поверхностный потенциал металлического сепаратора 5. Так, когда в качестве металлической подложки 31 металлического сепаратора 5 используют алюминий, требуется устойчивость к коррозии, вызванной кислотностью и потенциалом. Однако, когда металлическую подложку 31 подвергают поверхностной обработке для как можно большего предотвращения вступления алюминия в металлической подложке 31 в контакт с водой, лежащая в основе коррозии проблема может быть разрешена, поскольку коррозия как таковая обусловлена присутствием воды. Поэтому такая обработка является весьма полезной для металлической подложки 31. Соответственно, даже когда в электропроводном углеродном слое 33 как самом внешнем слое возникают щели, такие как точечные отверстия, проникновение воды внутрь сепаратора под промежуточный слой 32 может быть предотвращено, так как кристаллическую структуру промежуточного слоя 32 контролируют. В результате желательную превосходную эксплуатацию топливного элемента можно стабильно поддерживать в течение длительного периода времени. Ниже приведено конкретное пояснение каждого элемента металлического сепаратора 5 согласно данному варианту воплощения.
Металлическая подложка
[0032] Металлическая подложка 31 представляет собой основной слой электропроводного узла, составляющего металлический сепаратор 5, и вносит свой вклад в обеспечение электрической проводимости и механической прочности.
[0033] Примеры материала, составляющего металлическую подложку 31, включают железо, титан, медь, алюминий и их сплавы. Применение этих материалов является предпочтительным в плане механической прочности, общей универсальности, экономичности и технологичности. В этом варианте воплощения сплав железа включает нержавеющую сталь. Среди них, металлическая подложка 31 предпочтительно образована нержавеющей сталью, алюминием или сплавом алюминия. Когда в качестве металлической подложки 31 используют нержавеющую сталь, может быть получена достаточная электрическая проводимость на поверхности контакта с газодиффузионным субстратом как материалом, составляющим газодиффузионные слои (ГДС) 4. Соответственно, даже если влага проникает в зазоры в пленке в части реброобразного изгиба, долговечность сохраняется благодаря коррозионной стойкости оксидной пленки, образованной на металлической подложке 31 из нержавеющей стали. В этом варианте воплощения ГДС образован прижатыми частями (частями контакта с металлическим сепаратором 5; ребристыми частями), в которых к ГДС 4 (4а, 4b) непосредственно приложено поверхностное давление, и частями без непосредственного давление (неконтактные части; части с каналами). Часть с реброобразным изгибом представляет собой часть уступа каждой части контакта с металлическим сепаратором 5.
[0034] Примеры нержавеющей стали включают аустенитную серию, мартенситную серию, ферритную серию, аустенитно-ферритную серию и серию с дисперсионным твердением. Что касается аустенитной серии, сюда входят стали SUS201, SUS202, SUS301, SUS302, SUS303, SUS304, SUS305, SUS316(L) и SUS317, стандартизированные согласно Японским промышленным стандартам. Что касается аустенитно-ферритной серии, то к ней относится сталь SUS329J1. В мартенситную серию входят SUS403 и SUS420. К ферритной серии относятся стали SUS405, SUS430 и SUS430LX. В серию с дисперсионным твердением входит SUS630. Конкретнее, более предпочтительно применение нержавеющей стали аустенитной серии, такой как SUS304 и SUS316. Уровень содержания железа в нержавеющей стали предпочтительно составляет от 60 до 84% по массе, более предпочтительно от 65 до 72% по массе. В дополнение, уровень содержания хрома в нержавеющей стали предпочтительно составляет от 16 до 20% по массе, более предпочтительно от 16 до 18% по массе.
[0035] Примеры сплава алюминия включают серию чистого алюминия, алюминий-марганцевую серию и алюминий-магниевую серию. Другие элементы, иные, нежели алюминий, в сплаве алюминия конкретно не ограничены при условии, что они вообще применимы в алюминиевом сплаве. Например, сюда могут входить медь, марганец, кремний, магний, цинк и никель. В качестве конкретного примера алюминиевого сплава, в серию чистого алюминия входят А1050 и А1050Р, стандартизированные согласно Японским промышленным стандартам. К алюминий-марганцевой серии относятся А3003Р и А3004Р. В алюминий-магниевую серию входят А5052Р и А5083Р. В то же время, поскольку сепаратор должен иметь механическую прочность и формуемость, в дополнение к определению типа сплава предусматривают надлежащую конкретизацию сплава. Когда металлическая подложка 31 образована простым веществом, таким как титан и алюминий, чистота титана и алюминия предпочтительно составляет 95% по массе или более, более предпочтительно 97% по массе или более, еще более предпочтительно 99% по массе или более.
[0036] Толщина металлической подложки 31 предпочтительно составляет между 50 мкм и 500 мкм в плане обрабатываемости, механической прочности и улучшения плотности энергии топливного элемента, чтобы сократить толщину пленки самого сепаратора 5. Толщина металлической подложки более предпочтительно составляет между 80 мкм и 300 мкм, еще более предпочтительно между 80 мкм и 200 мкм. Более конкретно, когда используют нержавеющую сталь, толщина металлической подложки 31 предпочтительно составляет между 80 мкм и 150 мкм. Когда в качестве металлической подложки 31 применяют алюминий, толщина металлической подложки 31 предпочтительно составляет между 100 мкм и 300 мкм. Когда толщина металлической подложки 31 находится в пределах вышеупомянутых диапазонов, может быть получен металлический сепаратор 5 с желательной уменьшенной толщиной и обрабатываемостью при сохранении достаточной прочности в качестве металлического сепаратора 5.
[0037] Например, чтобы обеспечить достаточную прочность в качестве конструкционного материала сепаратора 5 для топливного элемента, металлическую подложку 31 предпочтительно делают из материала с высокими свойствами газонепроницаемости. Поскольку такой металлический сепаратор 5 для топливного элемента выполняет роль разделителя между ячейками, с обеих сторон каждого сепаратора 5 протекают различные типы газа (смотри Фиг. 13). Таким образом, металлическая подложка 31 предпочтительно имеет как можно более высокую степень газонепроницаемости, чтобы предотвратить смешение смежных газов и изменение расхода газов.
Электропроводный углеродный слой
[0038] Электропроводный углеродный слой 33 содержит электропроводный углерод. Благодаря присутствию этого слоя, улучшается устойчивость к коррозии по сравнению с ситуацией, когда предусмотрена только металлическая подложка 31, в то же время с обеспечением электрической проводимости электропроводного узла, составляющего металлический сепаратор 5.
[0039] Электропроводный углеродный слой 33 согласно данному варианту воплощения характеризуется соотношением интенсивностей R (ID/IG) интенсивности (ID) максимума D-полосы к интенсивности (IG) максимума G-полосы электропроводного углеродного слоя, которое измерено спектральным анализом рамановского рассеяния. Более конкретно, соотношение интенсивностей R (ID/IG) составляет 1,3 или более. Далее приведено конкретное пояснение соответствующего требования к строению.
[0040] Когда углеродный материал анализируют с помощью рамановской спектроскопии, обычно проявляются пики вблизи 1350 см-1 и 1584 см-1. Высококристаллический графит дает одиночный пик вблизи 1584 см-1. Этот пик обычно называют «G-полосой». Когда же кристалличность снижается или, другими словами, когда в кристаллической структуре увеличивается количество дефектов и структура графита становится неупорядоченной, появляется пик вблизи 1350 см-1, который обычно называют «D-полосой». Пик алмаза проявляется точно при 1333 см-1, который отличается от D-полосы. Соотношение интенсивностей R (ID/IG) интенсивности (ID) максимума D-полосы к интенсивности (IG) максимума G-полосы используют как показатель размера графитовых кластеров в углеродном материале, уровня неупорядоченности графитовой структуры (дефекты кристаллической структуры) и долей связей с sp2-гибридизацией. То есть, в данном варианте воплощения значение R можно рассматривать как показатель контактного сопротивления электропроводного углеродного слоя 33 и использовать как параметр пленки для регулирования электрической проводимости электропроводного углеродного слоя 33.
[0041] Чтобы рассчитать значение R (ID/IG), измеряют рамановский спектр углеродного материала с использованием микрорамановского спектроскопа. Более конкретно, для получения значения R рассчитывают относительное соотношение интенсивностей (отношение площадей пиков (ID/IG)) интенсивности (ID) максимума от 1300 до 1400 см-1, называемого D-полосой, к интенсивности (IG) максимума от 1500 до 1600 см-1, называемого G-полосой.
[0042] Как описано выше, значение R согласно данному варианту воплощения составляет 1,3 или более. Это значение R предпочтительно составляет между 1,4 и 2,0, более предпочтительно между 1,4 и 1,9, еще более предпочтительно между 1,5 и 1,8. Когда значение R составляет 1,3 или более, может быть получен электропроводный углеродный слой 33, в котором электрическая проводимость в направлении наслоения топливного элемента обеспечивается в достаточной степени. Более того, если значение R составляет 2,0 или менее, может быть подавлено сокращение графитового компонента. В дополнение может быть подавлено увеличение внутреннего напряжения в самом электропроводном углеродном слое 33, так что может быть дополнительно улучшена адгезия к металлической подложке 31 (промежуточному слою 32) как базовому материалу.
[0043] Механизм получения вышеупомянутого эффекта путем настройки значения R на величину 1,3 или более согласно данному варианту воплощения предполагается следующим. Однако объем настоящего изобретения не ограничивается следующим предполагаемым механизмом.
[0044] Как описано выше, повышение интенсивности максимума D-полосы (то есть повышение значения R) представляет увеличение числа дефектов кристаллической структуры в структуре графита. Другими словами, оно представляет увеличение углерода с sp3-гибридизацией в высококристаллическом графите, приблизительно образованном только углеродом с sp2-гибридизацией. Фиг. 5А представляет собой фотографию (увеличение: 400 тысяч) поперечного сечения электропроводного узла А, имеющего электропроводный углеродный слой с R=1,0-1,2, наблюдаемого с помощью просвечивающего электронного микроскопа (ПЭМ). Подобным образом, Фиг. 5B представляет собой фотографию (увеличение: 400 тысяч) поперечного сечения электропроводного узла В, имеющего электропроводный углеродный слой с R=1,6, наблюдаемого с помощью ПЭМ. Электропроводные узлы А и В были приготовлены с использованием стали SUS316L в качестве металлической подложки 31 и формированием промежуточного слоя 32 (толщина: 0,2 мкм) и электропроводного углеродного слоя 33 (толщина: 0,2 мкм), последовательно нанесенных на поверхность металлической подложки 31 методом распыления. Напряжение смещения, прилагаемое к металлической подложке 31 во время формирования электропроводного углеродного слоя 33 в электропроводном узле А, составляет 0 В. Напряжение смещения, прилагаемое к металлической подложке 31 во время формирования электропроводного углеродного слоя 33 в электропроводном узле В, составляет -140 В.
[0045] Как можно видеть из Фиг. 5В, электропроводный углеродный слой в электропроводном узле В имеет структуру поликристаллического графита. А именно в электропроводном узле В имеется ряд графитовых кластеров 33с. Однако такая структура поликристаллического графита не регистрируется в электропроводном углеродном слое в электропроводном узле А.
[0046] В микроскопическом масштабе «поликристаллический графит» имеет анизотропную графитовую кристаллическую структуру (графитовый кластер), в которой друг на друга наслоены плоскости графена (гексагональные плоскости). С другой стороны, в макроскопическом масштабе поликристаллический графит представляет собой изотропное кристаллическое тело, в котором агрегирован ряд графитовых структур. Поэтому поликристаллический графит можно рассматривать как сорт алмазоподобного углерода (АПУ). В общем, монокристаллический графит имеет упорядоченную структуру, в которой графеновые плоскости наслоены друг на друга, даже в макроскопическом масштабе, как представлено высокоориентированным пиролитическим графитом (HOPG). Однако поликристаллический графит включает в себя графитовые структуры как индивидуальный кластер и имеет неупорядоченную слоистую структуру. Корректированием значения R до вышеупомянутых величин умеренно поддерживают уровень неупорядоченности (количество и размер графитовых кластеров) так, чтобы обеспечивать токопроводящую перемычку с одной стороны до другой стороны электропроводного углеродного слоя 33. В результате оказывается возможным предотвратить снижение электрической проводимости, обусловленное обеспечением электропроводного углеродного слоя 33 на металлической подложке 31. Кроме того, в дополнение к электропроводному углеродному слою 33, путем размещения промежуточного слоя 32 между металлической подложкой 31 и электропроводным углеродным слоем 33 и регулированием его кристаллической структуры можно подавить повышение контактного сопротивления, в то же время в достаточной мере обеспечивая превосходную электрическую проводимость.
[0047] Поскольку в поликристаллическом графите графеновые плоскости образованы соединением атомов углерода с sp2-гибридизацией, составляющих графитовые кластеры, электрическая проводимость обеспечивается в направлении плоскости графеновых плоскостей. В дополнение, поликристаллический графит практически состоит только из атомов углерода, имеет малую удельную площадь поверхности и содержит малое количество присоединенных функциональных групп. Поэтому поликристаллический графит имеет превосходную устойчивость к коррозии, обусловленной кислотной водой. Кроме того, в таком порошке, как углеродная сажа (технический углерод), первичные частицы обычно образованы агрегированием графитовых кластеров, и тем самым это проявляется в электрической проводимости. Однако поскольку отдельные частицы разделены, на поверхности образуется большое количество функциональных групп. Поэтому кислотная вода и тому подобная легко вызывает коррозию. Даже если электропроводный углеродный слой 33 образован углеродной сажей, существует проблема недостаточной плотности в качестве защитной пленки.
[0048] Когда электропроводный углеродный слой 33 согласно данному варианту воплощения состоит из поликристаллического углерода, размер графитовых кластеров, составляющих поликристаллический графит, конкретно не ограничен. В качестве одного примера, средний диаметр графитовых кластеров предпочтительно составляет между 1 нм и 50 нм, более предпочтительно между 2 нм и 10 нм. Когда средний диаметр графитовых кластеров находится в пределах вышеупомянутых диапазонов, может быть предотвращено увеличение толщины электропроводного углеродного слоя 33, в то же время с сохранением кристаллической структуры поликристаллического графита. «Диаметр» соответствующих графитовых кластеров представляет собой максимальное расстояние среди произвольных расстояний между двумя точками на внешнем контуре соответствующих кластеров. Средний диаметр графитовых кластеров рассчитывают как среднее значение диаметров кластеров, наблюдаемых в полях зрения числом от нескольких до нескольких десятков, с использованием устройств наблюдения, таких как СЭМ и ПЭМ.
[0049] Согласно данному варианту воплощения, как показано на фигурах, таких как Фиг. 4В, предпочтительно электропроводный углеродный слой 33 частично формируют на поверхности промежуточного слоя так, чтобы иметь выступающие зерна 33а с диаметром от 200 нм до 500 нм. В частности, на самой внешней поверхности электропроводного узла предпочтительно сосуществуют выступающие зерна 33а, имеющие диаметр от 200 нм до 500 нм, и микрочастицы 33b, имеющие диаметр от 50 нм до 100 нм (ссылка на Пример I-8). Однако, в данном варианте воплощения, выступающие зерна 33а с диаметром от 200 нм до 500 нм не обязательно сформированы на самой внешней поверхности электропроводного узла, как показано на Фиг. 4С. Более конкретно, на самой внешней поверхности электропроводного узла может быть образован электропроводный углеродный слой 33, состоящий только из микрочастиц 33b с диаметром от 50 нм до 100 нм, без выступающих зерен 33а с диаметром от 200 нм до 500 нм. Даже в такой компоновке может быть достигнута желательная цель настоящего изобретения, когда соотношение интенсивностей R электропроводного слоя 33 составляет 1,3 или более (ссылка на Пример I-9).
[0050] В конфигурации, показанной на Фиг. 4В, промежуточный слой 32 предусмотрен между электропроводным углеродным слоем 33 и металлической подложкой 31, и кристаллическую структуру промежуточного слоя 32 контролируют так, чтобы столбчатые кристаллы сохранялись имеющими большой диаметр столбиков единообразно до границы раздела между промежуточным слоем 32 и электропроводным углеродным слоем 33. Поэтому могут быть сокращены зазоры и щели в электропроводном углеродном слое 33, сформированном на промежуточном слое 32. Когда на самой внешней поверхности присутствуют выступающие зерна 33а с диаметром от 200 нм до 500 нм, предпочтительно от 300 нм до 500 нм, более предпочтительно от 400 нм до 500 нм, зазоры, возникающие в самой внешней поверхности электропроводного узла, сокращаются, препятствуя проникновению воды. В дополнение, присутствие микрочастиц 33b в периферийных частях выступающих зерен 33а (то есть плоских частях, имеющих небольшую вогнуто-выпуклую переменную форму) особенно эффективно для снижения зазоров и дефектов в электропроводном углеродном слое 33. Благодаря такой конфигурации, может быть улучшено коррозионно-защитное действие в электропроводном углеродном слое 33, в то же время с усилением коррозионно-защитного действия промежуточного слоя 32 на металлическую подложку 31, и может быть достигнуто сокращение толщины пленки без уменьшения степени покрытия. Особенно может быть улучшен эффект защиты от коррозии металлической подложки 31. Таким образом, в металлической подложке 31 может быть применен легко подверженный коррозии металл, такой как алюминий.
[0051] В данном варианте воплощения диаметр выступающих зерен 33а на самой внешней поверхности электропроводного узла (электропроводного углеродного слоя 33) представляет диапазон распределения размеров. Диаметр выступающих зерен 33а на самой внешней поверхности электропроводного узла измеряют с использованием устройств наблюдения, таких как сканирующий электронный микроскоп (СЭМ) и просвечивающий электронный микроскоп (ПЭМ), и рассчитывают как средний диаметр зерна, наблюдаемый в полях зрения числом от нескольких до нескольких десятков. Подобным же образом, размер (диаметр) микрочастиц 33b на самой внешней поверхности электропроводного узла представляет диапазон распределения размеров. Размер микрочастиц 33b на самой внешней поверхности электропроводного узла может быть измерен одновременно с выступающими зернами 33а. В частности, наибольшую длину малоконтрастных (белых) зерен измеряют на основе результата наблюдения поверхности образца с помощью СЭМ, чтобы получить диаметр зерна выступающих зерен 33а.
[0052] Выступающие зерна 33а присутствуют на самой внешней поверхности электропроводного узла, причем число их составляет по меньшей мере 30 зерен или более, предпочтительно в пределах диапазона от 30 до 100 зерен, более предпочтительно в пределах диапазона от 50 до 80 зерен, на 100 мкм2. Поскольку зазоры в промежуточном слое 32 сокращаются, когда число зерен находится в пределах вышеупомянутых диапазонов, может быть подавлена оксидная пленка, образующаяся внутри обработанной поверхности, и поэтому может быть предотвращено увеличение контактного сопротивления. Когда число выступающих зерен 33а на 100 мкм2 составляет менее 30, подавляется рост диаметра столбчатых кристаллов в промежуточном слое 32. В результате число зазоров между столбчатыми кристаллами на самой внешней поверхности электропроводного узла может увеличиваться, и существует вероятность повышения контактного сопротивления.
[0053] Даже когда число выступающих зерен 33а на 100 мкм2 составляет менее 30, в пределы объема настоящего изобретения может быть также включена ситуация с по меньшей мере одним выступающим зерном 33а при условии, что не уменьшается эффект данного варианта воплощения. Другими словами, кристаллическую структуру углерода, входящего в состав электропроводного углеродного слоя 33, регулируют независимо от строения промежуточного слоя 32 так, чтобы обеспечить токопроводящую перемычку от одной стороны к другой стороне электропроводного углеродного слоя 33. Поэтому может быть создан электропроводный узел, имеющий дополнительно повышенную устойчивость к коррозии при достаточном обеспечении превосходной электрической проводимости (смотри Фигуры 4С, 15А, 16А, 17А и 18А, а также Пример I-9).
[0054] Апексное расстояние между выступающими зернами 33а на самой внешней поверхности предпочтительно составляет 1 мкм или менее (смотри Фиг. 4В). Поскольку выступающие зерна 33а равномерно распределены на поверхности при наличии такой конфигурации, улучшаются характеристики сопротивления коррозии металлической подложки 31. Поэтому улучшается коррозионно-защитное действие электропроводного углеродного слоя 33, в то же время как коррозионно-защитное действие промежуточного слоя 32 на металлическую подложку 31 также усиливается. Соответственно, может быть достигнуто сокращение толщины пленки без ухудшения степени покрытия.
[0055] Высота Н выступающих зерен 33а составляет между 100 нм и 500 нм, предпочтительно между 200 нм и 500 нм, более предпочтительно между 300 нм и 400 нм, относительно их периферийных частей на самой внешней поверхности электропроводного узла (смотри Фиг. 4В). Когда высота выступающих зерен 33а находится в пределах вышеупомянутых диапазонов, зазоры в промежуточном слое 32 уменьшены, так что может быть дополнительно усилено коррозионно-защитное действие на металлическую подложку 31, поскольку столбчатые кристаллы в промежуточном слое 32 растут, и диаметр W столбиков в промежуточном слое 32 увеличивается. В дополнение, увеличивается удельная площадь поверхности электропроводного углеродного слоя 33, когда самая внешняя поверхность электропроводного узла имеет конфигурацию с выступами благодаря наличию выступающих зерен 33а. Когда самая внешняя поверхность электропроводного углеродного слоя 33 является гидрофильной, степень гидрофильности повышается вследствие возрастания удельной площади поверхности. Поэтому достигается эффект улучшения смачиваемости поверхности. Более конкретно, известно, что степень гидрофильности повышается, когда статический контактный угол капель воды на поверхности образца составляет 90 градусов или менее, и гидрофильная поверхность имеет тонкую вогнуто-выпуклую конфигурацию. При повышении гидрофильности поверхности улучшаются характеристики стекания. Поэтому может быть предотвращено снижение газодиффузионных свойств, обусловленное явлением заливания. Следует отметить, что высота Н выступающих зерен 33а относительно периферийных частей на самой внешней поверхности представляет собой среднее значение высот, полученных следующим методом измерения. Далее приведено пояснение терминов и методов измерения в отношении электропроводного углеродного слоя, использованных в этом описании.
[0056] (а) Выступающие зерна 33а представляют собой зерна, частично составляющие электропроводный углеродный слой и выступающие вдоль выступов промежуточного слоя. Микрочастицы 33b представляют собой частицы, частично составляющие электропроводный углеродный слой, которые не выступают наружу сравнительно с выступающими зернами. Для измерения соответствующих диаметров выступающих зерен 33а и микрочастиц 33b снимают одно зерно или одну частицу из контрастных изображений, полученных при наблюдении поверхности с помощью СЭМ, с последующим получением среднего диаметра каждого зерна или каждой частицы.
[0057] (b) Высота Н (Н1, Н2, Н3) выступающих зерен 33а представляет собой высоту от поверхности каждой микрочастицы 33b, присутствующей на периферии выступающих зерен 33а, до вершины каждого выступающего зерна 33а. Высота выступающих зерен 33а может быть получена наблюдением поперечного сечения с помощью ПЭМ.
[0058] (с) Число выступающих зерен 33а с диаметром от 200 нм до 500 нм на 100 мкм2 измеряют следующим образом. Сначала, при наблюдении поверхности с помощью СЭМ выявляют как выступающие те зерна, у которых по контрасту подтверждена белизна. Затем измеряют число выявленных зерен, имеющих вышеупомянутый диаметр, в расчете на 100 мкм2.
(d) Число микрочастиц 33b, имеющих диаметр от 50 нм до 100 нм, может быть измерено наблюдением поверхности с использованием СЭМ.
[0059] В данном варианте воплощения электропроводный углеродный слой 33 может быть по существу образован только поликристаллическим графитом или же может быть образован только поликристаллическим графитом. Однако электропроводный углеродный слой 33 может включать другие материалы, иные, нежели поликристаллический графит. Примеры таких углеродных материалов, иных, нежели поликристаллический графит, включают графитовый блок (высококристалличный графит), углеродную сажу, фуллерен, углеродную нанотрубку, углеродное нановолокно, углеродный нанорог и углеродную фибриллу. Конкретные примеры углеродной сажи включают углеродную сажу марки ”Ketjen black”, ацетиленовую сажу, канальную сажу, ламповую сажу, печную сажу и термическую сажу. Углеродная сажа может быть подвергнута обработке в графит. Эти углеродные материалы могут быть объединены с полимером, таким как сложный полиэфирный полимер, арамидный полимер или полипропиленовый полимер. Кроме того, примеры иных материалов, нежели углеродные материалы, содержащиеся в электропроводном углеродном слое 33, включают благородный металл, такой как золото (Au), серебро (Ag), платина (Pt), рутений (Ru), палладий (Pd), родий (Rh) и индий (In); водоотталкивающие вещества, такие как политетрафторэтилен; и электропроводные оксиды. Что касается иных материалов, нежели поликристаллический графит, то может быть использован только один из них, или могут быть объединены два или более из них.
[0060] Средний диаметр частиц углеродных материалов, которые находятся в гранулярном состоянии, иных, нежели поликристаллический графит, предпочтительно составляет между 2 нм и 100 нм, более предпочтительно между 5 нм и 20 нм, по соображениям уменьшения толщины электропроводного углеродного слоя. Следует отметить, что «диаметр частиц» представляет собой максимальное расстояние среди произвольных расстояний между двумя точками на внешнем контуре соответствующих частиц. В дополнение, «средний диаметр частиц» рассчитывают как среднее значение диаметров частиц для частиц, наблюдаемых в полях зрения числом от нескольких до нескольких десятков, с использованием устройств наблюдения, таких как СЭМ и TEM, если не оговорено иное.
[0061] Диаметр волокна углеродных материалов, которые находятся в волокнистой форме, таких как углеродная нанотрубка, иных, нежели поликристаллический графит, предпочтительно составляет между 0,4 нм и 100 нм, более предпочтительно между 1 нм и 20 нм. Длина волокна, когда углеродные материалы находятся в волокнистом состоянии, составляет между 5 нм и 200 нм, более предпочтительно между 10 нм и 100 нм. Соотношение геометрических размеров, когда углеродные материалы находятся в волокнистом состоянии, составляет между 1 и 500, более предпочтительно между 2 и 100. Когда диаметр и длина волокна находятся соответственно в пределах вышеупомянутых диапазонов, можно надлежащим образом контролировать толщину электропроводного углеродного слоя.
[0062] Средняя толщина электропроводного углеродного слоя 33, за исключением выступающих зерен 33а, предпочтительно составляет между 1 нм и 1000 нм, более предпочтительно между 2 нм и 500 нм, еще более предпочтительно между 5 нм и 200 нм. Когда толщина электропроводного углеродного слоя 33 находится в пределах вышеупомянутых диапазонов, может быть получена достаточная электрическая проводимость между газодиффузионным субстратом и металлическим сепаратором 5, и металлическая подложка 31 может иметь высокую устойчивость к коррозии. В данном варианте воплощения, хотя электропроводный углеродный слой 33 может быть предусмотрен только на одной поверхности электропроводного узла (металлического сепаратора 5), как показано на Фиг. 3, электропроводный углеродный слой 33 предпочтительно предусмотрен на обеих поверхностях электропроводного узла, как показано на Фиг. 2 и Фиг. 4А. Это обусловлено коррозионно-защитным действием на металлическую подложку 31, которое может быть дополнительно усилено, тогда как адгезия между металлической подложкой 31 и электропроводным углеродным слоем 31 обеспечивается за счет промежуточного слоя 32.
[0063] Что касается спектрального анализа рамановского рассеяния электропроводного углеродного слоя 33, то средний максимум, определенный путем измерения вращательной анизотропии в спектральном анализе рамановского рассеяния, предпочтительно проявляет картину двойной симметрии. Далее приведено упрощенное пояснение измерительного принципа измерения вращательной анизотропии.
[0064] Измерение вращательной анизотропии в спектральном анализе рамановского рассеяния выполняют спектроскопическим измерением рамановского рассеяния, при этом измеряемый образец поворачивают на 360 градусов в горизонтальном направлении. Более конкретно, поверхность измеряемого образца подвергают облучению лазером, чтобы измерить нормальный рамановский спектр. Затем измеряемый образец поворачивают на 10 градусов для измерения рамановского спектра подобным же образом. Эту операцию повторяют до тех пор, пока измеряемый образец не повернется на 360 градусов. Затем рассчитывают среднее значение интенсивностей максимумов, полученных при каждом угле поворота, для представления в полярных координатах на 360-градусной шкале как одном круге, при этом определяя минимальный пик среди измеренных интенсивностей пиков как центр О. Таким образом, может быть получен средний максимум. Например, когда графитовый слой присутствует на поверхности образца таким образом, что графеновые плоскости располагаются параллельно направлению плоскости образца, можно наблюдать картину тройной симметрии, как показано на Фиг. 6А. Когда графитовый слой присутствует в поверхности образца таким образом, что графеновые плоскости расположены перпендикулярно направлению плоскости образца, можно видеть картину двойной симметрии, как показано на Фиг. 6В. Когда в поверхности образца присутствует слой аморфного углерода без определенной кристаллической структуры, можно наблюдать картину без симметрии, как показано на Фиг. 6С. Поэтому, когда средний максимум, определенный измерением вращательной анизотропии, показывает картину двойной симметрии, направление плоскости графеновых плоскостей, составляющих электропроводный углеродный слой 33, приблизительно соответствует направлению наслоения электропроводного углеродного слоя 33. Таким образом, такая конфигурация является предпочтительной, поскольку электрическая проводимость в электропроводном углеродном слое 33 обеспечивается по кратчайшему пути.
[0065] Фигуры 7А и 7В показывают результаты измерения вращательной анизотропии. Фиг. 7А показывает рамановский спектр, в котором электропроводный узел В используют в качестве измеряемого образца, в котором углы поворота образца составляют 0°, 60° и 180° соответственно. Фиг. 7В показывает средний максимум при измерении вращательной анизотропии электропроводного узла В, полученный вышеупомянутым способом. Как показано на Фиг. 7В, максимумы проявляются при углах 0° и 180° в ходе измерения вращательной анизотропии электропроводного узла В. Это соответствует картине двойной симметрии, показанной на Фиг. 6В. В этом описании выражение «показывать картину двойной симметрии» означает присутствие двух противоположных на 180 градусов максимумов относительно интенсивности минимального пика как точки отсчета в среднем максимуме, как показано на Фиг. 6В и Фиг. 7В. Это определение применимо, поскольку интенсивность максимума, показанная в картине тройной симметрии, и интенсивность максимума, показанная в картине двойной симметрии, рассматриваются как проявляющие в принципе приблизительно одно и то же значение.
[0066] В данном варианте воплощения определяют твердость по Виккерсу электропроводного углеродного слоя 33. «Твердость по Виккерсу (Hv)» представляет собой величину, определяющую степень твердости вещества, и величину, присущую каждому веществу. В этом описании такая твердость по Виккерсу представляет собой величину, измеренную методом наноотпечатка. Метод наноотпечатка представляет собой метод непрерывного приложения и снятия нагрузки с применением алмазного индентора при микронагрузке по отношению к поверхности образца и измерения твердости по полученной кривой зависимости между нагрузкой и смещением. По мере нарастания степени Hv вещество становится тверже. Более конкретно, в предпочтительном варианте воплощения твердость по Виккерсу электропроводного углеродного слоя 33 предпочтительно составляет 1500 Hv или менее, более предпочтительно 1200 Hv или менее, еще более предпочтительно 1000 Hv или менее, особенно предпочтительно 800 Hv или менее. Когда твердость по Виккерсу находится в пределах вышеупомянутых значений, подавляется чрезмерное введение углерода с sp3-гибридизацией, не проявляющего электрической проводимости, и может быть предотвращено снижение электрической проводимости электропроводного углеродного слоя 33. Хотя минимальное значение твердости по Виккерсу конкретно не ограничено, твердость электропроводного углеродного слоя 33 в достаточной мере обеспечивается, если твердость по Виккерсу составляет 50 Hv или более. Соответственно, может быть получен электропроводный узел (сепаратор 5), в котором электропроводный углеродный слой 33 проявляет устойчивость к контакту или удару извне, такому как трение, и имеет превосходную адгезию к металлической подложке 31 как основе. Кроме того, в аспекте, в котором предусмотрен промежуточный слой 32, как в случае данного варианта воплощения, может быть получен электропроводный узел, в котором электропроводный углеродный слой 33, промежуточный слой 32, а также металлическая подложка 31 вносят вклад в повышенную твердость и превосходную адгезию. В этом плане твердость по Виккерсу электропроводного углеродного слоя 33 более предпочтительно составляет 80 Hv или более, еще более предпочтительно 100 Hv или более, особенно предпочтительно 200 Hv или более.
[0067] Здесь в качестве металлической подложки 31 электропроводного узла приготовили сталь SUS316L. На поверхности металлической подложки 31 методом распыления последовательно сформировали промежуточный слой 32, состоящий из Cr (толщина 0,2 мкм), и электропроводный углеродный слой 33 (толщина 0,2 мкм). Этот промежуточный слой 32 включает столбчатые кристаллы, имеющие среднюю ширину столбиков между 200 нм и 500 нм в поперечном сечении промежуточного слоя 32. Такие столбчатые кристаллы, которые занимают 60% общей толщины промежуточного слоя, присутствуют на стороне электропроводного углеродного слоя 33. В дополнение, выступающие зерна 33а, имеющие диаметр (распределение размеров) от 200 нм до 500 нм, и микрочастицы 33b, имеющие диаметр от 50 нм до 100 нм, совместно существуют на самой внешней поверхности электропроводного углеродного слоя 33, в котором в среднем 60 зерен из выступающих зерен 33а присутствуют в расчете на 100 мкм2 в электропроводном углеродном слое 33. В этом случае напряжение смещения и систему формирования пленки регулировали так, чтобы контролировать кристаллическую структуру промежуточного слоя 32, и сформировали столбчатые кристаллы, имеющие желательный диаметр и число, с последующим варьированием твердости по Виккерсу электропроводного углеродного слоя 33. Фиг. 8 показывает взаимосвязь между твердостью по Виккерсу электропроводного углеродного слоя 33 в полученном таким образом электропроводном узле и значением доли углерода с sp3-гибридизацией. На Фиг. 8 алмаз имеет долю углерода с sp3-гибридизацией = 100% и твердость 10000 Hv. Согласно результату, показанному на Фиг. 8, установлено, что значение доли углерода с sp3-гибридизацией значительно снижается, когда твердость по Виккерсу электропроводного углеродного слоя 33 составляет 1500 Hv или менее. В дополнение, предполагается, что значение контактного сопротивления электропроводного узла снижается по мере уменьшения значения доли углерода с sp3-гибридизацией.
[0068] В данном варианте воплощения предпочтительно учитывают содержание атомов водорода, включенного в электропроводный углеродный слой 33. То есть, когда атомы водорода включены в электропроводный углеродный слой 33, атомы водорода связаны с атомами углерода. В результате гибридная орбиталь атомов углерода, с которой связаны атомы водорода, меняется с sp2 на sp3, с утратой электрической проводимости. Соответственно, снижается электрическая проводимость электропроводного углеродного слоя 33. Более того, когда возрастает число С-Н-связей в поликристаллическом графите, утрачивается целостность связей и снижается твердость электропроводного углеродного слоя 33. Поэтому уменьшается механическая прочность и устойчивость к коррозии электропроводного узла. С учетом этого содержание атомов водорода в электропроводном углеродном слое 33 предпочтительно составляет 30 атом.% или менее, предпочтительно 20 атом.% или менее, еще более предпочтительно 10 атом.% или менее, в расчете на общее число атомов, составляющих электропроводный углеродный слой 33. Что касается содержания атомов водорода в электропроводном углеродном слое 33, то используют значение, полученное методом спектроскопии упруго рассеянных ионов (ERDA). В этом методе измеряемый образец наклоняют для пропускания в него пучка ионов гелия, проникающих на короткое расстояние, тем самым детектируя элементы, которые выталкиваются вперед. Поскольку атомные ядра атомов водорода легче, чем налетающие ионы гелия, атомные ядра атомов водорода выталкиваются вперед, когда в том же пространстве присутствуют атомы водорода. Поскольку такое отражение представляет собой упругое рассеяние, энергетический спектр отраженных атомов показывает массу атомных ядер. Таким образом, число атомных ядер отраженных атомов водорода измеряют с использованием твердотельного детектора, в результате чего измеряют содержание атомов водорода в измеряемом образце.
[0069] Фиг. 9 представляет собой график, показывающий результат измерения значений контактного сопротивления в некоторых электропроводных узлах, включающих электропроводные углеродные слои 33 с различными содержаниями атомов водорода, в то время как значение R составляет 1,3 или более. Как показано на Фиг. 9, когда содержание атомов водорода в электропроводном углеродном слое 33 составляет 30 атом.% или менее, значение контактного сопротивления электропроводного узла значительно снижается. В испытании, показанном на Фиг. 9, в качестве металлической подложки 31 электропроводного узла использовали сталь SUS316L. На поверхности металлической подложки 31 методом распыления последовательно сформировали промежуточный слой 32, состоящий из Cr (толщина 0,2 мкм), и электропроводный углеродный слой 33 (толщина 0,2 мкм). В этом случае систему формирования пленки и количество газообразного углеводорода регулировали с тем, чтобы варьировать содержание атомов водорода в электропроводном углеродном слое.
[0070] В данном варианте воплощения вся металлическая подложка 31 целиком покрыта электропроводным углеродным слоем 33 через промежуточный слой 32. Другими словами, доля покрытой площади (степень покрытия) металлической подложки 31 электропроводным углеродным слоем 33 составляет 100%. Однако настоящее изобретение не ограничено этой степенью покрытия, и степень покрытия может быть меньше 100%. Степень покрытия металлической подложки 31, покрытой электропроводным углеродным слоем 33, предпочтительно составляет 50% или более, более предпочтительно 80% или более, еще более предпочтительно 90% или более, наиболее предпочтительно 100%. Благодаря такой степени покрытия может быть эффективно подавлено снижение электрической проводимости и устойчивости к коррозии, которое связано с образованием оксидной пленки на открытых областях металлической подложки 31, которые не покрыты электропроводным углеродным слоем 33. Следует отметить, что когда между металлической подложкой 31 и электропроводным углеродным слоем 33 размещен описываемый ниже промежуточный слой 32, как в случае данного варианта воплощения, степень покрытия представляет собой долю площади металлической подложки 31, которая перекрыта электропроводным углеродным слоем 33, когда на электропроводный узел (металлический сепаратор 5) смотрят с направления наслоения.
Промежуточный слой
[0071] Как показано на Фигурах 2 и 3, электропроводный узел, составляющий металлический сепаратор 5, в данном варианте воплощения включает в себя промежуточный слой 32. Промежуточный слой 32 выполняет функцию улучшения адгезии между металлической подложкой 31 и электропроводным углеродным слоем 33 и функцию предотвращения вымывания ионов из металлической подложки 31. В частности, когда значение R превышает верхний предел вышеописанного желательного диапазона, может быть получен значительный эффект, обусловленный наличием промежуточного слоя 32. Следует отметить, что даже когда значение R находится в пределах желательного диапазона, промежуточный слой 32 имеется обязательно. С другой точки зрения, эффект, обусловленный наличием промежуточного слоя 32, получается более значительным, когда металлическая подложка 31 состоит из алюминия или алюминиевого сплава. Далее приведена желательная конфигурация промежуточного слоя 32. Сначала будут пояснены используемые в этом описании термины и методы измерения в отношении промежуточного слоя.
[0072] (а) Столбчатая кристаллическая структура представляет собой структуру, в которой кристаллы, составляющие промежуточный слой, растут в форме столбиков в направлении толщины пленки.
[0073] (b) Среднее значение величин ширины W столбиков столбчатых кристаллов в поперечном сечении промежуточного слоя получают следующим образом. Сначала, согласно результату наблюдения поперечного сечения с помощью ПЭМ, выделяют один столбик на границе раздела столбиков, подтвержденной по контрастам в столбчатых кристаллах, растущих в направлении, перпендикулярном металлической подложке 31. Затем рассчитывают расстояние между одной границей раздела, параллельной металлической подложке, и другой границей раздела, тем самым получая среднее значение величин ширины W столбиков.
[0074] (с) Процентную долю всей толщины промежуточного слоя, занятую столбчатыми кристаллами, присутствующими на стороне электропроводного углеродного слоя, имеющими ширину между 200 нм и 500 нм в поперечном сечении промежуточного слоя, получают следующим образом. Как показано на Фиг. 4В, согласно результату наблюдения поперечного сечения с помощью ПЭМ, процентную долю получают как отношение (Т2/Т1) толщины Т2 столбчатых кристаллов, имеющих вышеупомянутую ширину, к средней толщине Т1 промежуточного слоя. Толщину Т1 промежуточного слоя определяют как толщину, в которой вычтена высота Н4 выступа 32а в промежуточном слое.
[0075] (d) Сторона электропроводного углеродного слоя во всем промежуточном слое представляет собой 50%-ную область в направлении толщины промежуточного слоя от электропроводного углеродного слоя.
[0076] (е) Метод измерения толщины (среднего значения) промежуточного слоя может быть выведен из результата наблюдения поперечного сечения с помощью СЭМ или TEM.
[0077] Как описано выше, промежуточный слой 32 имеет столбчатую кристаллическую структуру. Как более конкретно описано далее, промежуточный слой 32, снабженный выступающими зернами 33а, присутствующими на самой внешней поверхности электропроводного узла, предпочтительно формируют методом распыления. Согласно данному варианту воплощения, промежуточный слой 32 размещают между электропроводным углеродным слоем 33 и металлической подложкой 31, и столбчатую кристаллическую структуру промежуточного слоя 32 регулируют так, чтобы столбчатые кристаллы сохранялись имеющими большой диаметр столбиков единообразно до границы раздела между промежуточным слоем 32 и электропроводным углеродным слоем 33. Соответственно, на поверхности промежуточного слоя 32 формируются столбчатые выступы (выпуклые части). Затем на промежуточном слое 32 формируют электропроводный углеродный слой 33. Поэтому электропроводный углеродный слой 33 формируют по неровной поверхности промежуточного слоя 32. В результате промежуточный слой 32 имеет столбчатую кристаллическую структуру, и получается электропроводный узел, снабженный выступающими зернами 33а, образованными на его самой внешней поверхности. В этом электропроводном узле промежуточный слой 32 выполнен имеющим столбчатые кристаллы с толстым диаметром столбиков, в которых на его самой внешней поверхности присутствуют выступающие зерна 33а. Соответственно, зазоры, образованные между столбчатыми кристаллами в промежуточном слое 32, и зазоры и щели, образованные в электропроводном углеродном слое 33, размещенном на промежуточном слое 32, резко сокращаются. Выступающие зерна 33а обусловлены ростом диаметра столбиков в промежуточном слое. Поэтому число зазоров в самом внешнем слое сокращается, тем самым способствуя предотвращению проникновения воды. В результате подавляется окисление каждой границы раздела, предотвращается повышение контактного сопротивления, в то же время обеспечивается превосходная и достаточная электрическая проводимость, и может быть усилен антикоррозионный эффект в отношении металлической подложки 31. Таким образом, в металлической подложке 31 металлического сепаратора 5 может быть применен такой металл, как алюминий, который легко подвергается коррозии.
[0078] Промежуточный слой 32 предпочтительно состоит из материалов, которые могут обеспечивать вышеописанную адгезию. Примеры таких материалов включают металл из Группы 4 (Ti, Zr, Hf), металл из Группы 5 (V, Nb, Ta), металл из Группы 6 (Cr, Mo, W) в Периодической таблице, и их карбид, нитрид или карбонитрид. Среди них предпочтительно применяют металл с меньшим вымыванием ионов, такой как хром (Cr), вольфрам (W), титан (Ti), молибден (Mo), ниобий (Nb) или гафний (Hf), или их карбид, нитрид или карбонитрид. Более предпочтительно, используют Cr или Ti, или их карбид или нитрид. В частности, когда применяют Cr или Ti или их карбид или нитрид, промежуточный слой 32 может обеспечивать адгезию к расположенному выше электропроводному углеродному слою 33 и может обеспечивать антикоррозионный эффект в отношении металлической подложки 31 как основы. Когда металлическая подложка 31 состоит, в частности, из алюминия или алюминиевого сплава, коррозии способствует влага, которая достигает края границы раздела, и образуется пленка оксида алюминия. В результате снижается электрическая проводимость всей металлической подложки 31 в направлении толщины. Поскольку хром и титан (или их карбид или нитрид) образуют пассивирующую пленку, они являются особенно эффективными благодаря характеристике меньшего вымывания ионов, даже если имеются открытые участки. В частности, когда используют вышеупомянутый металл с меньшим вымыванием ионов (особенно Cr или Ti), или их карбид или нитрид, характеристики устойчивости к коррозии металлического сепаратора 5 могут быть значительно улучшены.
[0079] В промежуточном слое 32 среднее значение величин ширины W1, W2, W3 столбиков столбчатых кристаллов в поперечном сечении промежуточного слоя 32 составляет между 200 нм и 500 нм, предпочтительно между 300 нм и 500 нм, более предпочтительно между 400 нм и 500 нм. Когда среднее значение величин ширины столбиков столбчатых кристаллов в поперечном сечении промежуточного слоя 32 находится в пределах вышеупомянутых диапазонов, объем зазоров между столбчатыми кристаллами снижается, так что может быть предотвращено проникновение влаги, достигающей металлической подложки 31. Кристаллическую структуру промежуточного слоя 32 предпочтительно регулируют, когда создают промежуточный слой 32, так чтобы столбчатые кристаллы сохранялись имеющими большой диаметр столбика единообразно до границы раздела между промежуточным слоем 32 и электропроводным углеродным слоем 33. Поэтому зазоры и щели в электропроводном углеродом слое 33, сформированном на промежуточном слое 32, могут быть значительно сокращены. Диаметр зерна выступающих зерен 33а в самом внешнем слое электропроводного узла (металлического сепаратора 5) тесно связан с диаметром столбика столбчатых кристаллов. Когда диаметр столбиков столбчатых кристаллов становится толстым и диаметр зерна выступающих зерен 33а составляет между 200 нм и 500 нм, зазоры, возникающие в самом внешнем слое электропроводного узла, сокращаются, так что достигается эффект предотвращения проникновения воды.
[0080] Ширина столбика столбчатых кристаллов в поперечном сечении промежуточного слоя 32 предпочтительно составляет между 200 нм и 500 нм. Предпочтительно, от 5 до 95% всей толщины промежуточного слоя 32 составлено столбчатыми кристаллами, имеющими ширину в пределах вышеупомянутого диапазона, и такие столбчатые кристаллы присутствуют на стороне электропроводного углеродного слоя 33. В данном варианте воплощения ширину столбчатых кристаллов в самой внешней поверхности промежуточного слоя 32 предпочтительно поддерживают как можно большей на границе раздела между металлической подложкой 31 и промежуточным слоем 32. Однако, когда на металлической подложке 31 сначала размещают промежуточный слой 32, необходимо подводить высокую энергию к поверхности металлической подложки 31 для того, чтобы единообразно иметь толстые столбчатые кристаллы. В результате может снижаться адгезия между металлической подложкой 31 и промежуточным слоем 32. Поэтому, как показано на Фиг. 4В, ширина столбчатых кристаллов на стороне металлической подложки 31 предпочтительно является более тонкой, чем на стороне электропроводного углеродного слоя 33. Соответственно, антикоррозионное действие в отношении металлической подложки 31 можно более стабильно поддерживать, в то же время обеспечивая адгезию между металлической подложкой 31 и электропроводным углеродным слоем 33. Ширина столбика столбчатых кристаллов в поперечном сечении промежуточного слоя 32 составляет между 200 нм и 500 нм, предпочтительно между 200 нм и 400 нм, более предпочтительно между 200 нм и 300 нм. В дополнение, на столбчатые кристаллы, имеющие ширину в пределах вышеупомянутых диапазонов, приходятся от 5 до 95%, предпочтительно от 20 до 90%, более предпочтительно от 50 до 90% всей толщины промежуточного слоя 32, и такие столбчатые кристаллы предпочтительно формируют на стороне электропроводного углеродного слоя 33.
[0081] Толщина промежуточного слоя конкретно не ограничена. Однако, чтобы достигнуть сокращения размера блока топливного элемента путем как можно большего уменьшения толщины металлического сепаратора 5, толщина промежуточного слоя 32 предпочтительно составляет между 0,01 мкм и 10 мкм, более предпочтительно между 0,02 мкм и 5 мкм, еще более предпочтительно между 0,05 мкм и 5 мкм, наиболее предпочтительно между 0,1 мкм и 1 мкм. Когда толщина промежуточного слоя 32 составляет 0,01 мкм или более, образуется ровный слой, чтобы эффективно улучшить устойчивость к коррозии металлической подложки 31. Когда толщина промежуточного слоя 32 составляет 10 мкм или менее, подавляется увеличение механических напряжений в пленке промежуточного слоя 32. Соответственно, может быть предотвращено ухудшение способности пленки следовать форме металлической подложки 31 и возникновение связанных с этим отслоения и трещин.
[0082] Более конкретно, толщина промежуточного слоя 32 предпочтительно составляет между 0,02 мкм и 5 мкм. Когда промежуточный слой 32 имеет толщину в пределах вышеупомянутого диапазона, промежуточный слой 32 более предпочтительно имеет следующее строение. То есть, столбчатые кристаллы, имеющие ширину от 200 нм до 500 нм на поверхности промежуточного слоя 32 на стороне электропроводного углеродного слоя 33, предпочтительно занимают 5% или более всей толщины промежуточного слоя 32 в направлении от электропроводного углеродного слоя 33 к металлической подложке 31. Кроме того, на столбчатые кристаллы, имеющие вышеупомянутую ширину, преимущественно приходятся предпочтительно от 20 до 90%, более предпочтительно от 50 до 90% всей толщины промежуточного слоя 32 в направлении от электропроводного углеродного слоя 33 к металлической подложке 31.
[0083] Когда толщина промежуточного слоя 32 составляет менее 0,02 мкм, столбчатая кристаллическая структура промежуточного слоя 32 не развивается, и тем самым затруднительно поддерживать плотность промежуточного слоя 32. С другой стороны, когда толщина промежуточного слоя превышает 5 мкм, возрастают напряжения в пленке, и могут возникать трещины и отслоения ввиду снижения адгезии к металлической подложке 31. Однако толщина промежуточного слоя 32 может составлять приблизительно до 10 мкм при условии, что обеспечивается желательный эффект настоящего изобретения. Более того, ширину столбчатых кристаллов на границе раздела между металлической подложкой 31 и промежуточным слоем 32 предпочтительно поддерживают как можно большей. Благодаря такой пространственной структуре промежуточного слоя 32, антикоррозионное действие в отношении металлической подложки 31 может обеспечиваться более стабильно, в то же время с сохранением сильной адгезии между металлической подложкой 31 и электропроводным углеродным слоем 33.
[0084] В дополнение, поверхность промежуточного слоя 32 на стороне электропроводного углеродного слоя 33 предпочтительно образована на наноуровне вогнуто-выпуклой структурой. Благодаря такой конфигурации может быть дополнительно улучшена адгезия электропроводного углеродного слоя 33 к промежуточному слою 32.
[0085] Кроме того, когда коэффициент теплового расширения промежуточного слоя 32 близок к значению коэффициента теплового расширения металла, составляющего металлическую подложку 31, улучшается адгезия между промежуточным слоем 32 и металлической подложкой 31. Однако такое условие может снижать адгезию между промежуточным слоем 32 и электропроводным углеродным слоем 33. Кроме того, когда коэффициент теплового расширения промежуточного слоя 32 близок к значению коэффициента теплового расширения электропроводного углеродного слоя 33, может снижаться адгезия между промежуточным слоем 32 и металлической подложкой 31. С учетом этих ситуаций соотношение между коэффициентом теплового расширения (αmid) промежуточного слоя 32, коэффициентом теплового расширения (αsub) металлической подложки 31 и коэффициентом теплового расширения (αc) электропроводного углеродного слоя 33 предпочтительно удовлетворяет следующей формуле:
[Математическое выражение 2]
[0086] αsub>αmid>αc
[0087] Хотя промежуточный слой 32 может быть размещен на по меньшей мере одной поверхности металлической подложки 31, промежуточный слой 32 предпочтительно формируют на обеих поверхностях металлической подложки 31. Как описано выше, электропроводный углеродный слой 33 может присутствовать на обеих сторонах металлической подложки 31. В таком случае промежуточный слой 32 предпочтительно размещают между металлической подложкой 31 и соответствующими электропроводными углеродными слоями 33 на обеих сторонах металлической подложки 31. В случае, когда промежуточный слой 32 расположен только между металлической подложкой 31 и одним из электропроводных углеродных слоев 32, промежуточный слой 32 предпочтительно располагают на стороне электропроводного углеродного слоя 33, который должен быть размещен на стороне МЭУ 9.
[0088] Далее приведен предпочтительный вариант изготовления электропроводного узла согласно данному варианту воплощения. Однако объем настоящего изобретения не ограничен только нижеприведенным вариантом воплощения. Такие условия, как материал для соответствующих элементов электропроводного узла, составляющего металлический сепаратор 5, являются такими же, как описанные выше, и поэтому их пояснение в этом варианте воплощения повторяться не будет.
[0089] Во-первых, в качестве материала, составляющего металлическую подложку 31, готовят алюминиевую пластину, пластину из алюминиевого сплава, титановую пластину или пластину из нержавеющей стали, имеющую желательную толщину. Затем поверхность приготовленного материала, составляющего металлическую подложку 31, подвергают обработке обезжириванием и промыванием с использованием надлежащего растворителя. Примеры растворителя включают этанол, простой эфир, ацетон, изопропиловый спирт, трихлорэтилен и средство на основе едкой щелочи. Примеры обработки обезжириванием и промыванием включают ультразвуковую очистку. Что касается условий ультразвуковой очистки, то продолжительность обработки составляет приблизительно 1-10 минут, частота составляет приблизительно 30-50 кГц, а мощность составляет приблизительно 30-50 Вт.
[0090] Затем удаляют оксидную пленку, образовавшуюся на поверхности материала, составляющего металлическую подложку 31. Примеры способа удаления оксидной пленки включают обработку промыванием кислотой, обработку растворением с приложением электрического потенциала и обработку путем ионной бомбардировки. В дополнение, предпочтительно выполняют очистку погружением в щелочь, удаление оксидной пленки щелочью (щелочное травление) и обработку для поверхностной активации смешанным раствором фтористоводородной кислоты, с последующей цинкатной обработкой в цинковой заместительной ванне. Хотя условия цинкатной обработки конкретно не ограничены, например, температура ванны составляет от 10 до 40°С, а продолжительность погружения составляет от 20 до 90 секунд. Процесс удаления оксидной пленки может быть опущен.
[0091] Эти обработки предпочтительно выполняют по меньшей мере на той поверхности металлической пластины, на которой формируют промежуточный слой. Более предпочтительно, эти обработки проводят на обеих сторонах металлической пластины.
[0092] Затем формируют электропроводный углеродный слой 33 на той поверхности составляющего металлическую подложку 31 материала, которая была подвергнута вышеупомянутым обработкам. Например, слой, включающий электропроводный углерод, наносят на металлическую подложку 31 на атомном уровне так, чтобы получить электропроводный углеродный слой 33, с использованием вышеупомянутого составляющего электропроводный углеродный слой 33 материала (такого как графит) в качестве мишени. Таким образом, адгезия на границе раздела между электропроводным углеродным слоем 33 и металлической подложкой 31, непосредственно скрепленными друг с другом, и их периферии может поддерживаться в течение длительного периода времени благодаря силам межмолекулярного взаимодействия или поступлению небольшого количества атомов углерода.
[0093] Когда на той поверхности металлической подложки 31, на которой проведены вышеупомянутые обработки, последовательно формируют промежуточный слой 32 и электропроводный углеродный слой 33, перед формированием электропроводного углеродного слоя 33 сначала наносят промежуточный слой 32 на по меньшей мере одну поверхность металлической подложки 31. В качестве способа формирования промежуточного слоя 32 используют способ, подобный нанесению электропроводного углеродного слоя 33, как описано позже. Следует отметить, что необходимо сменить мишень на материал, составляющий промежуточный слой 32.
[0094] Особенно в этом варианте воплощения во время формирования промежуточного слоя 32 предпочтительно меняют отрицательное напряжение смещения с низкого уровня до высокого уровня. Более конкретно, как описано ниже в Примере I-8, на ранней стадии формирования промежуточного слоя 32 формирование начинают с низким напряжением смещения (по меньшей мере выше 0 В, между значением более 0 В и 50 В), чтобы не увеличивать шероховатость поверхности на границе раздела между промежуточным слоем 32 и металлической подложкой 31. Затем напряжение смещения меняют до высокого уровня (обычно между 50 и 500 В, предпочтительно между 100 и 250 В) с тем, чтобы увеличить ширину столбчатых кристаллов. Надлежащую столбчатую кристаллическую структуру можно отрегулировать с помощью предварительно проведенных экспериментов и тому подобного.
[0095] Как описано выше, на ранней стадии формирования промежуточного слоя 32 формирование может быть начато с низкого напряжения смещения, чтобы не увеличивать шероховатость поверхности на границе раздела между промежуточным слоем 32 и металлической подложкой 31. Например, напряжение смещения поначалу устанавливают на уровень от более 0 до 50 В. Затем может быть установлен диапазон, в котором напряжение смещают от более высокого уровня до более низкого уровня, такой как 120 В → 90 В → 200 В. Это обусловлено тем, что диаметр столбика столбчатых кристаллов становится малым, когда напряжение смещения находится на более низком уровне, диаметр столбика столбчатых кристаллов становится большим, когда напряжение смещения находится на более высоком уровне, и диаметр столбика при высоком уровне напряжения можно поддерживать, даже если напряжение затем смещают к более низкому уровню, и т.п. А именно, на ранней стадии формирования промежуточного слоя 32 формирование может быть начато с более низкого напряжения смещения, чтобы не увеличивать шероховатость поверхности на границе раздела между промежуточным слоем 32 и металлической подложкой 31, с последующим сдвигом напряжения смещения к более высокому уровню. В результате ширина столбчатых кристаллов может быть увеличена независимо от вариации напряжения. Затем поверх толстых столбчатых кристаллов промежуточного слоя 32 формируют электропроводный углеродный слой 33.
[0096] Что касается способа изготовления электропроводного узла, то электропроводный узел, в котором промежуточный слой 32 имеет столбчатую кристаллическую структуру, а самый внешний слой снабжен выступающими зернами 33а, может быть получен простым способом, только изменением параметров настройки устройства. В особенности, когда промежуточный слой 32 формируют на металлической подложке 31 первым, к поверхности металлической подложки 31 подводят высокую энергию, чтобы единообразно иметь толстые столбчатые кристаллы. В результате может снизиться адгезия между металлической подложкой 31 и промежуточным слоем 32. Поэтому ширина столбчатых кристаллов на стороне металлической подложки 31 предпочтительно является более тонкой, чем ширина на стороне электропроводного углеродного слоя 33. Таким образом, на ранней стадии формирования промежуточного слоя 32 формирование предпочтительно начинают с более низкого напряжения смещения, чтобы не увеличивать шероховатость поверхности на границе раздела между промежуточным слоем 32 и металлической подложкой 31. Однако, в отношении ширины столбчатых кристаллов на последующей стадии, предпочтительно поддерживают как можно больший диаметр столбика столбчатых кристаллов на границе раздела между электропроводным углеродным слоем 33 и промежуточным слоем 32. Таким образом, затем напряжение смещения сдвигают к более высокому уровню, чтобы увеличить ширину столбчатых кристаллов. Затем поверх столбчатых кристаллов промежуточного слоя 32 формируют электропроводный углеродный слой 33. Благодаря такому способу изготовления столбчатые кристаллы промежуточного слоя 32 имеют толстый диаметр столбиков единообразно до границы раздела между промежуточным слоем 32 и электропроводным углеродным слоем 33. Соответственно, могут быть уменьшены зазоры и щели в электропроводном углеродном слое 33, сформированном на промежуточном слое 32.
[0097] Что касается метода сдвига отрицательного напряжения смещения от более низкого уровня до более высокого уровня, предпочтительно используют метод распыления. В дополнение, электропроводный углеродный слой 33 также предпочтительно формируют методом распыления. Кроме того, промежуточный слой 32 предпочтительно формируют перед электропроводным углеродным слоем 33 подобным сухим способом, в особенности методом распыления, для удобства в одном процессе. Поскольку в этом случае промежуточный слой 32 может быть сформирован таким же способом и в том же устройстве, что и электропроводный углеродный слой 33, может быть снижена себестоимость производства.
[0098] В процессе формирования промежуточного слоя 32 поверхность металлической подложки 31 предпочтительно подвергают предварительной обработке, такой как обработка полированием, с последующим образованием пленки на поверхности металлической подложки 31 методом распыления. Это обусловлено тем, что диаметр столбика соответствующих столбчатых кристаллов увеличивается при уменьшении числа центров зародышеобразования столбчатых кристаллов, когда шероховатость поверхности металлической подложки 31 уменьшают обработкой полированием. Что касается предварительной обработки, то могут быть широко использованы традиционные способы обработки в дополнение к обработке полированием. Например, могут быть применены электролитическое полирование, обработка притиркой или струйная обработка микрочастицами.
[0099] Затем на поверхности составляющего металлическую подложку 31 материала, на которой провели вышеупомянутые обработки, последовательно формируют промежуточный слой 32 и электропроводный углеродный слой 33. Например, используя в качестве мишени вышеупомянутый материал (такой как хром), составляющий промежуточный слой 32, наносят промежуточный слой 32 хрома на соответствующие поверхности металлической подложки 31 (такой как алюминий или его сплав) при сдвиге напряжений смещения, как описано выше. Затем, последовательно используя в качестве мишени материал (такой как графит), составляющий электропроводный углеродный слой 33, наносят на атомном уровне слой 33, содержащий электропроводный углерод, на каждую поверхность промежуточного слоя 32. Поэтому промежуточный слой 32 и электропроводный углеродный слой 33 могут быть сформированы последовательно. В дополнение, адгезия на каждой границе раздела между электропроводным углеродным слоем 33, промежуточным слоем 32 и металлической подложкой 31, скрепленными друг с другом, и их периферии может поддерживаться в течение длительного периода времени благодаря силам межмолекулярного взаимодействия или поступлению небольшого количества атомов углерода.
[0100] Предпочтительные примеры способа нанесения промежуточного слоя 32 и электропроводного углеродного слоя 33 включают метод физического осаждения из паровой фазы (PVD), такой как метод распыления и метод ионного осаждения, и метод ионно-лучевого осаждения, такой как метод катодной вакуумной дуги в магнитном фильтре (FCVA). Примеры метода распыления включают метод магнетронного распыления, метод распыления с несбалансированным магнетроном (UBM), метод двойного магнетронного распыления и метод магнетронного распыления в условиях электронно-циклотронного резонанса (ECR). Примеры метода ионного осаждения включают метод дугового ионного осаждения (AIP). В частности, предпочтительны метод распыления и ионного осаждения, а более предпочтительным является метод распыления. С помощью этих методов можно сформировать углеродный слой с малым содержанием водорода. В результате может быть повышена степень связности между атомами углерода (углерода с sp2-гибридизацией) и может быть достигнута превосходная электрическая проводимость. Более того, возможно формирование пленки при относительно низкой температуре, и поэтому может быть сведено к минимуму повреждение металлической подложки 31. В частности, согласно методу распыления можно регулировать напряжение смещения и т.п. так, что может быть получен промежуточный слой 32 с вышеупомянутой столбчатой кристаллической структурой.
[0101] Как описано выше, когда промежуточный слой 32 и электропроводный углеродный слой 33 формируют методом распыления, к металлической подложке 31 во время распыления предпочтительно подводят отрицательное напряжение смещения. Согласно этому способу, промежуточный слой 32, имеющий столбчатую кристаллическую структуру, и электропроводный углеродный слой 33, в котором плотно упакованы графитовые кластеры, могут быть сформированы благодаря эффекту облучения ионами. Полученный таким образом промежуточный слой 32 усиливает антикоррозионный эффект в отношении металлической подложки 31, и в качестве металлической подложки 31 может быть также использован металл, который легко подвергается коррозии, такой как алюминий. Кроме того, поскольку электропроводный углеродный слой 33 имеет превосходную электрическую проводимость, может быть создан металлический сепаратор 5 с малым контактным сопротивлением относительно других узлов (таких как МЭУ 9).
[0102] В данном варианте воплощения абсолютное значение приложенного отрицательного напряжения смещения конкретно не ограничено, и может быть использовано любое напряжение, позволяющее формировать электропроводный углеродный слой 33. Приложенное напряжение предпочтительно составляет между 50 и 500 В, более предпочтительно между 100 и 300 В. С другой стороны, в промежуточном слое 32 является предпочтительным метод сдвига отрицательного напряжения смещения при формировании пленки от более низкого уровня до более высокого уровня, как описано выше. Более конкретно, как описано ниже в Примерах, формирование пленки начинают при низком напряжении смещения (между более 0 и 50 В) на начальной стадии формирования промежуточного слоя 32, с последующим сдвигом напряжения смещения к высокому уровню (обычно между 50 и 500 В, предпочтительно между 100 и 250 В), чтобы увеличить ширину столбчатых кристаллов. Как описано выше, на ранней стадии формирования промежуточного слоя 32 формирование может быть начато при более низком напряжении смещения. Затем может быть применен диапазон, в котором напряжение сдвигают от более высокого уровня к более низкому уровню, такой как 120 В → 90 В → 200 В.
[0103] Другие условия во время формирования пленки конкретно не ограничены, и могут быть надлежащим образом использованы общеизвестные сведения. В случае, когда электропроводный углеродный слой 33 формируют методом распыления с несбалансированным магнетроном (UBMS), промежуточный слой 32 предпочтительно формируют предварительно с использованием подобного устройства и способа, с последующим формированием на нем электропроводного углеродного слоя 33. Таким образом, получают промежуточный слой 32 и электропроводный углеродный слой 33, имеющие превосходную адгезию к металлической подложке 31. Следует отметить, что промежуточный слой 32 может быть сформирован с использованием иного метода и устройства, с последующим формированием электропроводного углеродного слоя 33 с применением иного устройства и способа. Даже в таком случае образуются промежуточный слой 32 и электропроводный углеродный слой 33, имеющие превосходную адгезию к металлической подложке 31. Когда электропроводный углеродный слой 33 формируют на металлической подложке 31 с использованием других средств или устройств, образуется электропроводный углеродный слой 33, имеющий превосходную адгезию к металлической подложке 31, даже когда промежуточный слой не предусмотрен.
[0104] Согласно вышеупомянутому методу, промежуточный слой 32 и электропроводный углеродный слой 33 формируют на одной стороне металлической подложки 31. В случае, когда промежуточный слой 32 и электропроводный углеродный слой 33 формируют на обеих сторонах металлической подложки 31, промежуточный слой 32 и электропроводный углеродный слой 33 могут быть образованы на другой стороне металлической подложки 31 подобным образом. Согласно способу, подобному вышеупомянутому способу, изготавливают электропроводный узел, снабженный промежуточным слоем 32 и электропроводным углеродным слоем 33, сформированными на соответствующих сторонах металлической подложки 31 в одно и то же время. Когда промежуточный слой 32 и электропроводный углеродный слой 33 формируют на обеих сторонах металлической подложки 31, может быть использовано имеющееся в продаже устройство формирования пленки (устройство формирования пленки одновременным напылением на обе стороны). Альтернативно, промежуточный слой 32 и электропроводный углеродный слой 33 могут быть сформированы сначала на одной стороне металлической подложки 31, с последующим формированием промежуточного слоя 32 и электропроводного углеродного слоя 33 на другой стороне металлической подложки 31 последовательно, хотя это не является преимущественным в плане экономичности. Возможно так, что сначала формируют промежуточный слой 32 на одной поверхности металлической подложки 31, затем формируют промежуточный слой 32 на другой стороне в устройстве с использованием хрома в качестве мишени. Затем, заменив мишень на углерод, электропроводный углеродный слой 33 формируют на промежуточном слое 32, сформированном на одной стороне, после чего формируют электропроводный углеродный слой 33 на другой стороне. Таким образом, когда промежуточный слой 32 и электропроводный углеродный слой 33 формируют на соответствующих сторонах металлической подложки 31, используют также метод, подобный случаю с односторонним формированием.
[0105] Фиг. 19 представляет собой схематический вид сверху, показывающий производственное устройство для формирования по меньшей мере одного из промежуточного слоя 32 и электропроводного углеродного слоя 33 методом распыления. На этой фигуре устройство, которое применимо в использованном в Примерах методе распыления с несбалансированным магнетроном, показано как устройство распыления. Фиг. 20 представляет собой схематический вид сверху, показывающий производственное устройство для формирования по меньшей мере одного из промежуточного слоя 32 и электропроводного углеродного слоя 33 методом ионного осаждения. Следует отметить, что Фигуры 19 и 20 соответственно показывают пример с установкой имеющейся дискообразной полупроводниковой пластины вместо плоского металлического сепаратора 5 перед прессованием вогнуто-выпуклого профиля.
[0106] Когда распыление выполняют с использованием устройств 300 и 400, показанных на Фигурах 19 и 20, один или более металлических сепараторов 5 размещают на вращающихся столиках 301 и 401. Чтобы сформировать слои на обеих сторонах каждого металлического сепаратора 5, каждый металлический сепаратор 5 также вращается в направлении, перпендикулярном оси вращения каждого столика. Каждая ось показанных стрелками направлений вращения столиков 301 и 401 и каждая ось показанных стрелками направлений вращения соответствующих металлических сепараторов 5 перпендикулярны друг другу.
[0107] Внутренность каждой вакуумной камеры 303 и 403 поддерживают на уровне давления от 10-1 до 10-2 Торр, так что в нее при необходимости вводится инертный газ (такой как N2 или Ar) из впусков 305 и 405 подачи воздуха. Чтобы контролировать предварительно заданный уровень давления (такой как вакуум) в вакуумных камерах 303 и 403, ненужный газ произвольно выводят из выпусков 307 и 407.
[0108] Вакуумные камеры 303 и 403 и столики 301 и 401, поддерживающие каждый металлический сепаратор 5, соединены соответственно с температурным контроллером для регулирования температуры.
[0109] Сначала поверхность каждого металлического сепаратора 5 подвергают бомбардировке ионами аргона (Ar) с тем, чтобы удалить оксидную пленку, образовавшуюся на поверхностном слое каждого металлического сепаратора 5. Продолжительность удаления может составлять от нескольких секунд до нескольких минут, поскольку образовавшаяся оксидная пленка имеет толщину в несколько ангстрем. В данном варианте воплощения перед формированием электропроводного углеродного слоя 33 наносят хром (Cr) в качестве промежуточного слоя 32. Таким образом, в камерах 301 и 401 размещают мишени 309 и 409 из Cr. После формирования промежуточного слоя 32 с использованием Cr, формируют электропроводный углеродный слой 33 с использованием углеродных мишеней 311 и 411, которые впоследствии размещают в тех же камерах 301 и 401. Как описано ниже в Примере I-8, промежуточный слой 32 может быть сформирован при постоянном напряжении смещения без изменения уровня напряжения, или сформирован с изменением напряжения смещения дважды или более раз. В таком случае промежуточный слой 32 может быть сформирован в ходе непрерывного изменения напряжения смещения. В дополнение, промежуточный слой 32 может быть сформирован при непрерывном изменении напряжения смещения, температуры или вакуума для каждого металлического сепаратора 5 (ссылка на Пример I-8). Электропроводный углеродный слой 33 также может быть сформирован при постоянном напряжении смещения без изменения уровня напряжения, или же сформирован с изменением напряжения смещения дважды или более раз. Когда электропроводный углеродный слой 33 содержит водород в молекулах углерода, составляющих этот слой, электрическая проводимость проявляет склонность к снижению. Поэтому предпочтительно распыление с использованием твердого вещества (такого как графитовый углерод) в качестве мишени.
[0110] Когда электропроводный углеродный слой 33 формируют методом дугового ионного осаждения с использованием устройства, показанного на Фиг. 20 (ссылка на Пример I-6), в качестве мишени может быть применена углеродная мишень 411, аналогично Фиг. 19. При размещении еще одного источника 413 напыляемого материала для дугового разряда, электропроводный углеродный слой 33 может быть сформирован без снижения уровня вакуума в той же камере 401. В дополнение, когда электропроводный углеродный слой 33 формируют методом AIP с использованием устройства, показанного на Фиг. 20, электропроводный углеродный слой 33 может быть также сформирован при постоянных напряжении, токе, вакууме, температуре и напряжении смещения на источнике 415 питания дугового разряда, без изменения соответствующих величин для того, чтобы получить электропроводный углеродный слой 33, имеющий предварительно заданные характеристики, или может быть сформирован с произвольным изменением этих величин.
[0111] Электропроводный углеродный слой 33 предпочтительно формируют в одной и той же партии с применением устройства, показанного на Фиг. 19 или 20, после замены мишеней, использованных для осаждения из паровой фазы промежуточного слоя 32, при изменении по меньшей мере одного из напряжения смещения, температуры, вакуума и количества подводимого газа. Это обусловлено тем, что электропроводный углеродный слой 33 может быть сформирован последовательно после формирования промежуточного слоя 32 и сформирован в том же процессе формирования, что является преимущественным в плане сокращения стоимости.
[0112] В данном варианте воплощения промежуточный слой 32 и электропроводный углеродный слой 33 предпочтительно формируют распылением с использованием устройства, показанного на Фиг. 19 (Примеры с I-1 по I-5, I-8 и I-9), или методом AIP (ссылка на Пример I-6), или методом магнетронного распыления ECR (ссылка на Пример I-7) с использованием устройства, показанного на Фиг. 20. Благодаря распылению или методу AIP получают токопроводящую перемычку от одной стороны до другой стороны электропроводного углеродного слоя 33. Поэтому может быть получен электропроводный узел, имеющий дополнительно повышенную устойчивость к коррозии, при этом в достаточной мере обеспечивается превосходная электрическая проводимость. Кроме того, благодаря распылению или методу AIP может быть сформирован промежуточный слой, который предотвращает повышение контактного сопротивления, тогда как превосходная электрическая проводимость обеспечивается в достаточной мере.
[0113] Промежуточный слой 32 и электропроводный углеродный слой 33 предпочтительно формируют с использованием твердого источника (такого как графитовый углерод). Если используют газообразный источник, оказывается затруднительным получить высококачественный промежуточный слой 32 и электропроводный углеродный слой 33 с высоким качеством из-за имеющихся в данный момент частиц газа. Это обусловлено тем, что в промежуточный слой 32 и электропроводный углеродный слой 33 внедряется водород, и поэтому электрическая проводимость снижается. Размер и число каждой из мишеней 309, 311, 409, 411 и 413 можно надлежащим образом регулировать соответственно размеру или объему производства металлического сепаратора 5.
[0114] Промежуточный слой 32 и электропроводный углеродный слой 33 согласно данному варианту воплощения могут быть нанесены не только на металлический сепаратор 5, но также на любые поверхности других деталей, где требуются электрическая проводимость и устойчивость к коррозии. Примеры таких деталей включают токосъемники 30 и 40 (смотри Фиг. 14), размещенные на обоих концах блока 20, в котором множество ячеек наложены друг на друга, и концевые соединительные детали (смотри выходные контактные клеммы 37 и 47 на Фиг. 14) для мониторинга напряжения.
[0115] Электропроводный узел согласно данному варианту воплощения может быть использован по разнообразным назначениям. Одним из типичных примеров является металлический сепаратор 5 элементарной ячейки 1, показанной на Фиг. 1. Однако электропроводный узел согласно данному варианту воплощения не ограничивается металлическим сепаратором 5. Например, электропроводный узел может быть использован в качестве сепаратора для разнообразных типов топливных элементах, таких как фосфорнокислотный топливный элемент (ФКТЭ), топливный элемент с расплавленным карбонатом (РКТЭ), твердооксидный топливный элемент (ТОТЭ) и щелочной топливный элемент (ЩТЭ), в дополнение к топливному элементу с полимерным электролитом (ТЭПЭ). Помимо сепаратора для топливного элемента, электропроводный узел применяют по разнообразным назначениям, при которых требуются как электрическая проводимость, так и устойчивость к коррозии. Примеры назначений применения электропроводного узла согласно данному варианту воплощения включают другие детали в топливном элементе (токосъемник, токопроводящая шина, газодиффузионный субстрат, МЭУ) и точки контакта электронных компонентов.
[0116] В дополнение, электропроводный узел согласно данному варианту воплощения может быть использован во влажной среде и проводящей среде. При таких окружающих условиях в значительной мере достигается функциональный эффект настоящего изобретения в плане обеспечения как электрической проводимости, так и устойчивости к коррозии. «Влажная среда» представляет среду, в которой относительная влажность (ОВ) в атмосфере в контакте с электропроводным узлом составляет 30% ОВ или более. Относительная влажность в этом варианте воплощения предпочтительно составляет 30% ОВ или более, более предпочтительно 60% ОВ или более, особенно предпочтительно вплоть до 100% ОВ. «Проводящая среда», в которой используют электропроводный узел согласно данному варианту воплощения, представляет собой среду, в которой электрический ток протекает через электропроводный узел при плотности тока 0,001 А/см2 или более. Плотность тока предпочтительно составляет 0,01 А/см2 или более.
[0117] Далее компоненты, составляющие ТЭПЭ с использованием металлического сепаратора 5, образованного электропроводным узлом согласно данному варианту воплощения, будут пояснены со ссылкой на Фигуры 1-4, 13 и 14. Данный вариант воплощения характеризуется электропроводным узлом, составляющим сепаратор. Таким образом, конкретные конфигурации, такие как форма металлического сепаратора 5 в элементарной ячейке 1, и конкретные конфигурации других деталей, иных, нежели металлический сепаратор 5, составляющих топливный элемент, произвольно модифицируют на основе общеизвестных сведений. Фиг. 13 представляет собой схематический вид поперечного сечения для иллюстрации одного примера строения блока топливного элемента, в котором наслоены друг на друга множество элементарных ячеек топливного элемента, показанные на Фиг. 1. Фиг. 14 представляет собой вид в перспективе блока топливного элемента со строением по Фиг. 13.
Слой электролита
[0118] Электролитная мембрана 2 образована полимерной электролитной мембраной 2, например, показанной на Фигурах 1 и 13. Полимерная электролитная мембрана 2 выполняет функцию селективного пропускания протонов, образовавшихся в анодном каталитическом слое 3а во время работы ТЭПЭ, к катодному каталитическому слою 3b вдоль направления толщины пленки. В дополнение, полимерная электролитная мембрана 2 действует как разделительная стенка, препятствующая смешению газообразного топлива 5ag, подводимого к анодной стороне, с газообразным окислителем 5bg, подводимым к катодной стороне.
[0119] Полимерную электролитную мембрану 2 подразделяют на электролитную мембрану из фторированного полимера и электролитную мембрану из углеводородного полимера, в зависимости от типа ионообменного полимера в качестве составляющего ее материала. Примеры ионообменного полимера, составляющего электролитную мембрану из фторированного полимера, включают полимер на основе перфторуглеродсульфоновой кислоты, такой как Nafion (зарегистрированный товарный знак, производится фирмой DuPont Corporation), Aciplex (зарегистрированный товарный знак, производится фирмой Asahi Kasei Corporation) и Flemion (зарегистрированный товарный знак, производится фирмой Asahi Glass Co., Ltd.); полимер на основе перфторуглеродфосфоновой кислоты; полимер на основе трифторстиролсульфоновой кислоты; полимер на основе привитой (этилентетрафторэтилен)-стиролсульфоновой кислоты; сополимер этилена-тетрафторэтилена; и полимер на основе поливинилиденфторид-перфторуглеродсульфоновой кислоты. По соображениям улучшения характеристик выработки электроэнергии, таких как термостойкость и химическая стабильность, предпочтительно используют электролитные мембраны из вышеупомянутых фторированных полимеров. Особенно предпочтительно применяют электролитную мембрану из фторированного полимера, образованную полимером на основе перфторуглеродфосфоновой кислоты.
[0120] Конкретные примеры электролитной мембраны из углеводородного полимера включают сульфированный простой полиэфирсульфон (S-PES), сульфированный простой полиарилэфиркетон, алкилированный сульфированный полибензимидазол, алкилированный фосфинированный полибензимидазол, сульфированный полистирол, сульфированный простой полиэфирэфиркетон (S-PEEK) и сульфированный полифенилен (S-PPP). По производственным соображениям, таким как низкая стоимость исходных материалов, простота процессов изготовления и высокая селективность материала, предпочтительны вышеупомянутые электролитные мембраны на основе углеводородных полимеров. Вышеупомянутые ионообменные полимеры могут быть использованы по отдельности или могут быть применены в комбинации двух или более их типов.
[0121] Толщина электролитной мембраны 2 может быть определена надлежащим образом с учетом характеристик получаемого топливного элемента и конкретно не ограничена. Однако толщина слоя электролита обычно составляет приблизительно от 5 мкм до 300 мкм. Когда толщина слоя электролита находится в пределах такого диапазона, можно правильно регулировать баланс между прочностью во время формирования, долговечностью в применении и характеристиками производительности в эксплуатации.
Каталитический слой
[0122] Каталитические слои 3 (анодный каталитический слой 3а, катодный каталитический слой 3b), показанные на Фигурах 1 и 13, представляют собой слои, в которых фактически протекает электрохимическая реакция. Более конкретно, в анодном каталитическом слое 3а протекает реакция окисления водорода, а в катодном каталитическом слое 3b протекает реакция восстановления кислорода. Каталитические слои 3 включают компонент-катализатор, носитель катализатора, удерживающий на себе компонент-катализатор, и электролит. Далее композитный материал, в котором компонент-катализатор удерживается на носителе катализатора, также называется электродным катализатором.
[0123] Компонент-катализатор, используемый для анодного каталитического слоя 3а, конкретно не ограничен при условии, что он исполняет каталитическую функцию для реакции окисления водорода, и может быть использован общеизвестный катализатор. Компонент-катализатор, применяемый для катодного каталитического слоя 3b, также конкретно не ограничен при условии, что он исполняет каталитическую функцию для реакции восстановления кислорода, и может быть использован общеизвестный катализатор. Более конкретно, компонент-катализатор может быть выбран из платины, рутения, иридия, родия, палладия, осмия, вольфрама, свинца, железа, хрома, кобальта, никеля, марганца, ванадия, молибдена, галлия и алюминия, а также их сплавов.
[0124] Из них предпочтительно используют компонент-катализатор, содержащий по меньшей мере платину, чтобы повысить каталитическую активность, устойчивость к отравлению монооксидом углерода, термическую устойчивость и тому подобное. Что касается состава сплава, то содержание платины предпочтительно составляет от 30 до 90 атом.%, а содержание металла, сплавленного с платиной, предпочтительно составляет от 10 до 70 атом.%, хотя состав зависит от типа металла, преобразованного в сплав. Следует отметить, что сплав обычно образован элементом-металлом, к которому добавлены один или более различных элементов-металлов или элементов-неметаллов, и он представляет собой общее название элементов, имеющих металлические свойства. Примеры состава сплава включают эвтектический сплав, каковое название относится к смеси, в которой составляющие элементы становятся индивидуальными кристаллами, твердый раствор, в котором составляющие элементы полностью смешиваются друг с другом, и соединение, в котором составляющие элементы образуют интерметаллическое соединение или соединение металла и неметалла, и в данном изобретении может быть использован любой из них. В данном варианте воплощения компонент-катализатор, используемый в анодном каталитическом слое 3а, и компонент-катализатор, используемый в катодном каталитическом слое 3b, могут быть надлежащим образом выбраны из вышеупомянутых компонентов. В нижеследующем описании, если не оговорено нечто иное, подобное различение между анодным каталитическим слоем и катодным каталитическим слоем будет сделано в отношении компонентов-катализаторов, которые в совокупности называются как «компонент-катализатор». Однако компоненты-катализаторы для анодного каталитического слоя 3а и для катодного каталитического слоя 3b не обязательно являются одинаковыми. Компоненты-катализаторы должным образом выбирают для каждого каталитического слоя так, чтобы достигать вышеописанных желательных эффектов.
[0125] Форма и размер компонента-катализатора конкретно не ограничены, и могут быть использованы форма и размер, подобные общеизвестным компонентам-катализаторам. Однако компонент-катализатор предпочтительно имеет гранулированную форму. В этом случае средний размер частицы у частиц катализатора предпочтительно составляет между 1 нм и 30 нм. Когда средний размер частиц у частиц катализатора находится в пределах вышеупомянутого диапазона, должным образом регулируют баланс между эффективностью катализатора и легкостью размещения на носителе в отношении эффективной площади электрода, на которой протекает электрохимическая реакция. Следует отметить, что «средний размер частицы у частиц катализатора» в данном изобретении измеряют как диаметр кристаллитов, полученный по полной ширине на половине максимума дифракционного пика от компонента-катализатора при дифракции рентгеновского излучения, или измеряют как среднее значение диаметров частиц компонента-катализатора, наблюдаемых в просвечивающий электронный микроскоп.
[0126] Носитель катализатора действует как носитель для удерживания вышеописанного компонента-катализатора и функционирует как токопроводящая перемычка, вовлеченная в обмен электронами между компонентом-катализатором и другими деталями.
[0127] Носитель катализатора предпочтительно имеет удельную площадь поверхности, достаточную для удержания компонента-катализатора в желательном дисперсном состоянии, и имеет достаточную электронную проводимость. Носитель катализатора предпочтительно содержит углерод в качестве основного компонента. Более конкретно, сюда входят частицы углерода, образованные углеродной сажей, активированным углем, коксом, природным графитом, искусственным графитом и тому подобным. В данном варианте воплощения выражение «содержащий углерод в качестве основного компонента» обозначает, что атомы углерода содержатся в качестве основного компонента, и в принципе охватывает те ситуации, что носитель катализатора состоит только из атомов углерода и что носитель катализатора по существу состоит из атомов углерода. В зависимости от ситуаций, могут содержаться иные элементы, нежели атомы углерода, чтобы улучшить характеристики топливного элемента. Следует отметить, что выражение «по существу состоит из атомов углерода» означает, что может быть допустимым включение примесей на уровне приблизительно 2-3% по массе или менее.
[0128] Носитель катализатора предпочтительно имеет удельную площадь поверхности по БЭТ (методу Брунауэра-Эммета-Теллера), достаточную для удержания компонента-катализатора в высокодисперсном состоянии. Удельная площадь поверхности по БЭТ предпочтительно составляет между 20 и 1600 м2/г, более предпочтительно между 80 и 1200 м2/г. Когда удельная площадь поверхности носителя катализатора находится в пределах вышеупомянутых диапазонов, можно должным образом контролировать баланс между дисперсностью компонента-катализатора и эффективностью компонента-катализатора на носителе катализатора.
[0129] Размер носителя катализатора конкретно не ограничен, но средний диаметр частиц предпочтительно составляет от 5 нм до 200 нм, более предпочтительно между 10 нм и 100 нм, в плане легкости удержания на носителе, эффективности катализатора, регулирования толщины каталитического слоя в пределах надлежащего диапазона и тому подобного.
[0130] В электродном катализаторе, в котором компонент-катализатор нанесен на носитель катализатора, количество нанесенного компонента-катализатора предпочтительно составляет от 10 до 80% по массе, более предпочтительно от 30 до 70% по массе, относительно общего количества электродного катализатора. Когда количество нанесенного на носитель компонента-катализатора находится в пределах вышеупомянутых диапазонов, можно надлежащим образом контролировать баланс между дисперсностью компонента-катализатора и эффективностью катализатора на носителе катализатора. Следует отметить, что количество нанесенного на носитель компонента-катализатора в электродном катализаторе измеряют с использованием эмиссионной спектроскопии с индуктивно-связанной плазмой (ICP).
[0131] Соответствующие каталитические слои 3 в дополнение к электродному катализатору включают полимерный электролит с ионной проводимостью. Полимерный электролит конкретно не ограничен, и должным образом используют общеизвестные сведения. Например, вышеупомянутый ионообменный полимер, составляющий полимерную электролитную мембрану 2, добавляют к каталитическим слоям 3 в качестве полимерного электролита.
Газодиффузионный слой (ГДС)
[0132] Газодиффузионные слои 4а и 4b, показанные на Фигурах 1 и 13, выполняют функцию способствования диффузии газов 5ag и 5bg в каталитические слои 3а и 3b, подводимых по газопроводным каналам 5аа и 5bb металлических сепараторов 5а и 5b, и действуют как токопроводящая перемычка.
[0133] Материал, составляющий субстраты газодиффузионных слоев 4 (4а, 4b), конкретно не ограничен. Примеры материала включают листообразный материал, обладающий электрической проводимостью и пористостью, такой как сделанная из углерода ткань, обработанная бумага, войлок или нетканый материал. Хотя толщина субстратов газодиффузионных слоев (4а, 4b) может быть должным образом определена с учетом характеристик получаемых газодиффузионных слоев 4, толщина может составлять приблизительно между 30 мкм и 500 мкм. Когда толщина субстратов газодиффузионных слоев 4 находится в пределах вышеупомянутого диапазона, можно надлежащим образом контролировать баланс между механической прочностью и диспергируемостью газа и воды.
[0134] Газодиффузионные слои 4 предпочтительно содержат водоотталкивающее средство для предотвращения явления заливания и тому подобного повышением водоотталкивания. Примеры водоотталкивающего средства включают фторированный полимерный материал, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), полигексафторпропилен и сополимер тетрафторэтилена-гексафторпропилена (FEP), полипропилен и полиэтилен.
[0135] В дополнение, чтобы дополнительно повысить водоотталкивание, соответствующие газодиффузионные слои 4 могут быть снабжены слоем углеродных частиц, содержащим водоотталкивающее средство и образованным агрегатами углеродных частиц, на стороне каталитического слоя.
[0136] Что касается углеродных частиц, входящих в состав слоя углеродных частиц, то подходящим образом используют общеизвестные материалы, такие как углеродная сажа, графит и расслаивающийся (интеркалированный) графит. В частности, предпочтительна углеродная сажа, такая как печная сажа, канальная сажа, ламповая сажа, термическая сажа и ацетиленовая сажа, благодаря превосходной электронной проводимости и большой удельной площади поверхности. Средний диаметр зерен углеродных частиц предпочтительно составляет приблизительно между 10 нм и 100 нм. Соответственно, могут быть получены высокие характеристики стекания благодаря капиллярным силам, а также может быть усилена адгезия к каталитическим слоям 3.
[0137] Водоотталкивающее средство, используемое в слое углеродных частиц, может быть подобным вышеупомянутому водоотталкивающему средству. В частности, предпочтительно используют фторированный полимерный материал благодаря высокому водоотталкиванию и устойчивости к коррозии во время электродной реакции.
[0138] Соотношение между углеродными частицами и водоотталкивающим средством в слое углеродных частиц предпочтительно составляет приблизительно от 90:10 до 40:60 («углеродные частицы:водоотталкивающее средство») (массовое соотношение) в плане баланса между водоотталкиванием и электронной проводимостью. Толщина слоя углеродных частиц предпочтительно составляет между 10 и 1000 мкм, более предпочтительно между 50 и 500 мкм, хотя толщина может быть произвольно определена с учетом водоотталкивания в получаемых газодиффузионных слоях.
Принципиальное строение элементарной ячейки
[0139] На Фигурах 1 и 13 единичная ячейка 1 включает в себя МЭУ 9, в котором топливный электрод, образованный слоем 3а электродного катализатора и газодиффузионным слоем 4а, и кислородный электрод, образованный слоем 3b электродного катализатора и газодиффузионным слоем 4b, размещены соответственно на обеих сторонах полимерной электролитной мембраны 2. МЭУ 9 вставлен между анодным сепаратором 5а и катодным сепаратором 5b. Газообразное топливо 5ag и газообразный окислитель 5bg, подводимые к МЭУ 9, подают к анодному сепаратору 5а и катодному сепаратору 5b по газопроводному каналу 5аа для топлива и газопроводному каналу 5bb для окислителя.
[0140] Многослойный блок с единичной ячейкой 1 или наслаиванием двух или более единичных ячеек 1, фиксирован парой торцевых пластин, т.е. торцевой пластиной 70 со стороны топливного электрода и торцевой пластиной 80 со стороны кислородного электрода, с обеих сторон в направлении толщины (смотри Фиг. 14).
[0141] Топливный элемент по данному варианту воплощения используют в качестве источника электроэнергии. Примеры вариантов применения источника электроэнергии включают стационарный источник электроэнергии, источник электроэнергии для коммерческого мобильного устройства, такого как мобильный телефон, аварийного источника электроэнергии, источника электроэнергии, применяемого вне помещений для досуга и строительства, и источника электроэнергии для транспорта, такого как транспортное средство с ограниченным пространством для установки. В частности, источник электроэнергии для транспорта должен иметь высокое выходное напряжение после прекращения относительно длительной поездки. Когда топливный элемент согласно данному варианту воплощения устанавливают на транспортном средстве, конструктивные детали (электропроводный узел), такие как металлический сепаратор 5 и токосъемники 30 и 40, полностью уменьшены в толщине и стоимости с тем, чтобы повысить плотность выходной мощности. В результате можно добиться снижения веса транспортного средства и себестоимости изготовления транспортного средства. В дополнение, когда топливный элемент, имеющий такой же объем, устанавливают на транспортное средство, транспортное средство может перемещаться на более длинное расстояние, и могут быть также улучшены разгонные характеристики. Более того, электропроводный узел, такой как металлический сепаратор 5 и токосъемники 30 и 40 топливного элемента, имеют превосходную устойчивость к коррозии, и могут быть достигнуты повышение долговечности и более длительный срок эксплуатации блока 20 топливного элемента.
[0142] Блок 20 снабжен токосъемниками 30 и 40, изоляционными пластинами 50 и 60 и торцевыми пластинами 70 и 80 с обеих своих сторон. Токосъемники 30 и 40 образованы электропроводной газонепроницаемой деталью, такой как плотный углерод, медная пластина и алюминиевая пластина. В дополнение, предусмотрены выходные клеммы 37 и 47 для отбора электродвижущей силы, сгенерированной в блоке 20. Изоляторы 50 и 60 образованы изоляционной деталью, такой как каучук или полимер.
[0143] Когда в качестве токосъемников 30 и 40 вместо углерода используют медную пластину, алюминиевую пластину и т.п., как упомянуто выше, из соображений снижения толщины и стоимости, может быть применен электропроводный узел согласно данному варианту воплощения. Хотя медную пластину и алюминиевую пластину проще уменьшить по толщине и весу по сравнению с пластиной из нержавеющей стали, медная пластина и алюминиевая пластина имеют плохую устойчивость к коррозии. Однако, когда сформированы промежуточный слой и электропроводный углеродный слой, может быть снижено электрическое сопротивление на самой внешней поверхности электропроводного углеродного слоя, и в то же время предотвращена коррозия алюминиевой пластины, обусловленная проникновением капелек в промежуточный слой. Соответственно, можно поддерживать химическую устойчивость металлических токосъемников 30 и 40, в то же время обеспечивая электрическую проводимость, даже если токосъемники 30 и 40 подвергаются воздействию кислотной атмосферы. А именно, как показано на Фиг. 13, токосъемники 30 и 40, способные предотвращать вымывание ионов, обусловленное трещинами, такими как точечные отверстия, могут быть созданы без повышения контактного сопротивления с металлическим сепаратором 5.
[0144] Как показано на Фиг. 14, торцевые пластины 70 и 80 образованы материалом, имеющим жесткость, например, металлическим материалом, таким как сталь. Торцевые пластины 70 и 80 включают в себя впуск 71 газообразного топлива, выпуск 72 газообразного топлива, впуск 74 газообразного окислителя, выпуск 75 газообразного окислителя, впуск 77 теплоносителя и выпуск 78 теплоносителя. Впуск 71 газообразного топлива, выпуск 72 газообразного топлива, впуск 74 газообразного окислителя, выпуск 75 газообразного окислителя, впуск 77 теплоносителя и выпуск 78 теплоносителя сообщаются с проточными каналами 5аа для газообразного топлива, проточными каналами 5bb для газообразного окислителя и проточными каналами 8 для теплоносителя с тем, чтобы проводить потоки газообразного топлива 5ag, газообразного окислителя 5bg и теплоносителя (охлаждающей воды) 8w.
[0145] Как показано на Фиг. 14, соответствующие углы блока 20, токосъемников 30 и 40, изоляционных пластин 50 и 60 и торцевых пластин 70 и 80 снабжены сквозными отверстиями, через которые вставляют стяжные стержни 90. Стяжные стержни 90 скрепляют блок 20 топливного элемента с помощью торцевых пластин 70 и 80 при навинчивании гаек на наружную винтовую резьбу, выполненную на каждом конце стяжных стержней 90 (не показана). Усилие, приложенное для формирования блока 20, действует в направлении наслоения элементарных ячеек 1 топливного элемента так, чтобы удерживать элементарные ячейки 1 в сдавленном состоянии.
[0146] Как показано на Фиг. 14, стяжные стержни 90 состоят из материала, имеющего жесткость, например, металлического материала, такого как сталь. В дополнение, стяжные стержни 90 имеют изолированные поверхности для того, чтобы предотвратить электрическое короткое замыкание между элементарными ячейками 1. Число используемых стяжных стержней 90 не ограничивается четырьмя (четыре угла). Кроме того, механизм крепления стяжных стержней 90 не ограничивается фиксацией путем навинчивания, и могут быть использованы другие средства.
[0147] Прокладка представляет собой уплотняющую деталь, которая предусмотрена окружающей периферию сепаратора 5, размещенного на поверхности МЭУ 9. Прокладка может быть зафиксирована на внешней поверхности электролитной мембраны 2 МЭУ 9 с помощью адгезивного слоя (не показан). Прокладка выполняет функцию обеспечения герметизации между сепаратором 5 и МЭУ 9. Используемый при необходимости адгезивный слой предпочтительно имеет форму, соответствующую форме прокладки, и выполнен в виде рамки по всей периферии электролитной мембраны для обеспечения адгезии.
[0148] Как показано на Фиг. 14, в блоке 200 топливного элемента промежуточный слой 32 предпочтительно предусмотрен на внутренней стенке соответствующих сквозных отверстий коллектора (впуск 71 газообразного топлива, выпуск 72 газообразного топлива, впуск 74 газообразного окислителя, выпуск 75 газообразного окислителя, впуск 77 теплоносителя и выпуск 78 теплоносителя). То есть, поскольку электрическая проводимость не является необходимой во внутренней стенке соответствующих сквозных отверстий коллектора, электропроводный углеродный слой не требуется, но промежуточный слой (слой Cr) предпочтительно имеется. Соответственно, может быть эффективно предотвращена коррозия в сквозных отверстиях коллектора.
[0149] В конструктивных деталях (электропроводном узле) топливного элемента, которые должны иметь электрическую проводимость и устойчивость к коррозии, иных, нежели металлический сепаратор 5 и токосъемники 30 и 40, может быть использована компоновка согласно данному варианту воплощения. Поэтому электропроводный узел и блок топливного элемента можно уменьшить по толщине и весу и можно улучшить плотность выходной мощности. Кроме того, может быть также достигнуто снижение стоимости, что является преимуществом для транспортного средства с топливным элементом, для которого особо необходимо снижение стоимости. Способ изготовления топливного элемента согласно данному варианту воплощения конкретно не ограничен, и подходящим образом могут быть использованы общеизвестные сведения в области топливных элементов.
[0150] Тип газообразного топлива, используемого во время работы топливного элемента, не ограничен водородом. Примеры газообразного топлива включают метанол, этанол, 1-пропанол, 2-пропанол, 1-бутанол, 2-бутанол, 3-бутанол, диметиловый простой эфир, диэтиловый простой эфир, этиленгликоль и диэтиленгликоль, в дополнение к водороду. Особенно предпочтительно применение водорода и метанола в плане достижения высокой выходной мощности.
[0151] В элементарной ячейке 1 и блоке 200 топливного элемента используется металлический сепаратор 5, имеющий превосходную электрическую проводимость и устойчивость к коррозии. Поэтому элементарная ячейка 1 и блок 200 топливного элемента имеют превосходные выходные свойства и долговечность и могут сохранять хорошую производительность выработки электроэнергии в течение длительного периода времени. В элементарной ячейке 1, показанной на Фиг. 1, металлический сепаратор 5 формируют таким образом, что плоскую металлическую пластину подвергают обработке прессованием для образования вогнуто-выпуклой формы. Однако формирование металлического сепаратора 5 не ограничено таким способом. Например, плоскую металлическую пластину подвергают обработке резанием так, чтобы предварительно сформировать вогнуто-выпуклые формы, составляющие газопроводные каналы 5аа, 5bb и проточный канал 8 теплоносителя, а затем формируют электропроводный углеродный слой 33 и промежуточный слой 32 на их поверхности вышеупомянутыми способами, чтобы получить металлический сепаратор 5.
[0152] Элементарную ячейку 1 и блок 200 топливного элемента с использованием элементарных ячеек 1 устанавливают на транспортное средство (автомобиль) в качестве источника приводной мощности. Когда блок 200 топливного элемента монтируют на транспортном средстве, таком как транспортное средство 210 с топливным элементом, как показано на Фиг. 10, блок 200 топливного элемента может быть установлен под сиденьями в центре кузова транспортного средства 210 с топливным элементом. Размещением блока 200 топливного элемента под сиденьями может быть расширено пространство внутри транспортного средства и в багажнике. В зависимости от обстоятельств, блок 200 топливного элемента может быть установлен под задним багажником или в переднем моторном отсеке транспортного средства 210, в дополнение к размещению под сиденьями. Таким образом, транспортное средство 210, в котором смонтированы элементарная ячейка 1 и блок 200 топливного элемента, также включены в объем настоящего изобретения. Элементарная ячейка 1 и блок 200 топливного элемента имеют превосходные характеристики выходной мощности и долговечности. Поэтому может быть получено транспортное средство 210 с топливным элементом с высокой надежностью в течение длительного периода времени.
[0153] Далее приведено пояснение действия электропроводного узла согласно данному варианту воплощения с привлечением Примеров и Сравнительных Примеров. Однако объем настоящего изобретения не ограничен этими примерами.
Пример I-1
[0154] Приготовили пластину из нержавеющей стали (SUS316L) в качестве конструкционного материала металлической подложки 31, составляющей электропроводный узел. Толщина пластины из нержавеющей стали составляла 100 мкм. Пластину из нержавеющей стали промыли в водном растворе этанола под действием ультразвуковых волн в течение трех минут в качестве предварительной обработки. Затем промытую пластину из нержавеющей стали поместили в вакуумную камеру и подвергли обработке ионной бомбардировкой в газообразном Ar, чтобы удалить оксидную пленку на ее поверхности. Следует отметить, что как предварительную обработку, так и обработку бомбардировкой ионами проводили на обеих поверхностях пластины из нержавеющей стали.
[0155] Затем, с использованием метода распыления с несбалансированным магнетроном (UBMS), сформировали состоящий из Cr промежуточный слой 32 с толщиной 0,2 мкм на каждой стороне пластины из нержавеющей стали, используя Cr в качестве мишени, при приложении к пластине из нержавеющей стали отрицательного напряжения смещения 50 В.
[0156] Затем, с использованием метода UBMS, на промежуточном слое 32 на каждой стороне пластины из нержавеющей стали сформировали электропроводный углеродный слой 33 с толщиной 0,2 мкм, используя в качестве мишени твердый графит, при приложении к пластине из нержавеющей стали отрицательного напряжения смещения 100 В. Таким образом, приготовили электропроводный узел в Примере I-1.
Пример I-2
[0157] Электропроводный узел в Примере I-2 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что отрицательное напряжение смещения (абсолютное значение), прилагаемое во время формирования электропроводного углеродного слоя 33, составляло 140 В.
Пример I-3
[0158] Электропроводный узел в Примере I-3 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что отрицательное напряжение смещения (абсолютное значение), прилагаемое во время формирования электропроводного углеродного слоя 33, составляло 300 В.
Пример I-4
[0159] Электропроводный узел в Примере I-4 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что отрицательное напряжение смещения (абсолютное значение), прилагаемое во время формирования электропроводного углеродного слоя 33, составляло 450 В.
Пример I-5
0160 Электропроводный узел в Примере I-5 приготовили с помощью операций, аналогичных приведенным в Примере I-2, за исключением того, что материалом, составляющим металлическую подложку 31, был алюминий (Aluminum A1050).
Пример I-6
[0161] Электропроводный узел в Примере I-6 приготовили с помощью операций, аналогичных приведенным в Примере I-2, за исключением того, что метод формирования промежуточного слоя 32 и электропроводного углеродного слоя 33 представлял собой метод дугового ионного осаждения.
Пример I-7
[0162] Электропроводный узел в Примере I-7 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что электропроводный углеродный слой 33 сформировали непосредственно на пластине из нержавеющей стали методом распыления ECR без образования промежуточного слоя 32.
Сравнительный Пример I-1
[0163] Электропроводный узел в Сравнительном Примере I-1 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что электропроводный углеродный слой 33 сформировали непосредственно на пластине из нержавеющей стали без образования промежуточного слоя 32, и отрицательное напряжение смещения не прилагали во время формирования электропроводного углеродного слоя 33.
Сравнительный Пример I-2
[0164] Электропроводный узел в Сравнительном Примере I-2 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что отрицательное напряжение смещения не прилагали во время формирования электропроводного углеродного слоя 33.
Сравнительный Пример I-3
[0165] Электропроводный узел в Сравнительном Примере I-3 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что метод формирования промежуточного слоя 32 и электропроводного углеродного слоя 33 представлял собой метод плазменно-химического осаждения из паровой фазы (CVD).
Сравнительный Пример I-4
[0166] Электропроводный узел в Сравнительном Примере I-4 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что метод формирования промежуточного слоя 32 и электропроводного углеродного слоя 33 представлял собой метод осаждения ионизированных паров.
Сравнительный Пример I-5
[0167] Электропроводный узел в Сравнительном Примере I-5 приготовили с помощью операций, аналогичных приведенным в Примере I-1, за исключением того, что метод формирования электропроводного углеродного слоя 33 представлял собой метод термического химического осаждения из паровой фазы (CVD) без формирования промежуточного слоя 32, а толщина электропроводного углеродного слоя 33 составляла 0,08 мкм. В дополнение, температура при формировании пленки во время операции термического CVD была установлена на 850°С.
Пример I-8
[0168] Приготовили алюминиевую пластину (Aluminum A1050) в качестве конструкционного материала металлической подложки 31, составляющей электропроводный узел. Толщина алюминиевой пластины составляла 200 мкм. Алюминиевую пластину промыли в растворе этанола под действием ультразвуковых волн в течение трех минут в качестве предварительной обработки. Затем металлическую подложку 31 поместили в вакуумную камеру и подвергли обработке ионной бомбардировкой в газообразном Ar, чтобы удалить оксидную пленку на ее поверхности. Следует отметить, что как предварительную обработку, так и обработку бомбардировкой ионами проводили на обеих поверхностях металлической подложки 31.
[0169] Затем, с использованием метода распыления с несбалансированным магнетроном, сформировали пленку Cr (промежуточный слой А) с толщиной 0,1 мкм на каждой стороне металлической подложки 31, используя Cr в качестве мишени, при приложении к металлической подложке 31 отрицательного напряжения смещения 50 В.
[0170] Затем на промежуточном слое А на каждой стороне металлической подложки 31 сформировали слой Cr с толщиной 1 мкм, при приложении к металлической подложке 31 отрицательного напряжения смещения 200 В. Следует отметить, что слой Cr в дополнение к промежуточному слою А составляет промежуточный слой 32.
[0171] Затем, с использованием метода UBMS, сформировали электропроводный углеродный слой 33 с толщиной 0,2 мкм на слое Cr (промежуточном слое 32) на каждой стороне алюминиевой пластины, используя твердый графит в качестве мишени, при приложении к алюминиевой пластине отрицательного напряжения смещения 140 В. Таким образом, приготовили электропроводный узел в Примере I-8.
Пример I-9
[0172] Приготовили алюминиевую пластину (Aluminum A1050) в качестве конструкционного материала металлической подложки 31, составляющей электропроводный узел. Толщина алюминиевой пластины составляла 200 мкм. Алюминиевую пластину промыли в растворе этанола под действием ультразвуковых волн в течение трех минут в качестве предварительной обработки. Затем металлическую подложку 31 поместили в вакуумную камеру и подвергли обработке ионной бомбардировкой в газообразном Ar, чтобы удалить оксидную пленку на ее поверхности. Следует отметить, что как предварительную обработку, так и обработку бомбардировкой ионами проводили на обеих поверхностях металлической подложки 31.
[0173] Затем, с использованием метода распыления с несбалансированным магнетроном, сформировали слой Cr с толщиной 1 мкм на каждой стороне металлической подложки 31, используя Cr в качестве мишени, при приложении к металлической подложке 31 отрицательного напряжения смещения 50 В. Следует отметить, что только этот слой Cr составляет промежуточный слой 32.
[0174] Затем, с использованием метода UBMS, сформировали электропроводный углеродный слой 33 с толщиной 0,2 мкм на слое Cr (промежуточном слое 32) на каждой стороне алюминиевой пластины, используя твердый графит в качестве мишени, при приложении к алюминиевой пластине отрицательного напряжения смещения 140 В. Таким образом, приготовили электропроводный узел в Примере I-9.
Измерение значения R
[0175] В отношении соответствующих электропроводных узлов, приготовленных в Примерах с I-1 по I-9 и Сравнительных Примерах с I-1 по I-5, измеряли значение R электропроводного углеродного слоя 33. Более конкретно, сначала измерили рамановский спектр электропроводного углеродного слоя 33 с использованием микрорамановского спектроскопа. Затем для получения значения R рассчитали отношение площадей пиков (ID/IG) интенсивности (ID) максимума D-полосы, расположенной в области от 1300 до 1400 см-1, к интенсивности (IG) максимума G-полосы, расположенной в области от 1500 до 1600 см-1. Полученный таким образом результат показан ниже в Таблице 1.
[0176] Как показано в Таблице 1, все отношения R интенсивностей (ID/IG), то есть интенсивностей (ID) максимума D-полосы к интенсивностям (IG) максимума G-полосы, соответствующих электропроводных углеродных слоев 33 в электропроводных узлах, приготовленных в Примерах с I-1 по I-9, составляли 1,3 или более. С другой стороны, все значения R соответствующих электропроводных углеродных слоев 33 в электропроводных узлах, приготовленных в Сравнительных Примерах с I-1 по I-5, составляли менее 1,3. Следует отметить, что отношение R интенсивностей (ID/IG) описано в Таблице 1 обозначением ”D/G”. Далее отношение R интенсивностей (ID/IG) также называется для простоты как «значение R».
Измерение содержания атомов водорода в электропроводном углеродном слое 33
[0177] В отношении соответствующих электропроводных узлов, приготовленных в Примерах с I-1 по I-9 и Сравнительных Примерах с I-1 по I-5, измеряли содержание атомов водорода в электропроводном углеродном слое 33 с использованием аналитического метода спектроскопии упруго рассеянных ионов (ERDA). Полученный таким образом результат показан ниже в Таблице 1.
Измерение твердости по Виккерсу (Hv) электропроводного углеродного слоя 33
[0178] В отношении соответствующих электропроводных узлов, приготовленных в Примерах с I-1 по I-9 и Сравнительных Примерах с I-1 по I-5, измеряли твердость по Виккерсу (Hv) электропроводного углеродного слоя методом наноотпечатка. Полученный таким образом результат показан ниже в Таблице 1.
[0179] Как показано в Таблице 1, все значения твердости по Виккерсу электропроводных углеродных слоев 33, приготовленных в Примерах с I-1 по I-9, составляли 1500 Hv или менее.
Измерение контактного сопротивления
[0180] В отношении соответствующих электропроводных узлов, приготовленных в Примерах с I-1 по I-9 и Сравнительных Примерах с I-1 по I-5, измеряли контактное сопротивление в направлении толщины электропроводного узла. Как показано на Фиг. 11, приготовленный электропроводный узел (металлический сепаратор 5) вставляли между парой газодиффузионных субстратов (газодиффузионных слоев 4а, 4b), затем полученный таким образом многослойный пакет вставляли между парой электродов (каталитических слоев 3а, 3b), и оба их конца соединяли с источником питания, с приложением усилия в 1 МПа ко всему многослойному пакету, включая электроды, тем самым составив измерительное устройство. Затем на измерительное устройство подавали постоянный ток силой 1 А и рассчитывали значение контактного сопротивления многослойного пакета согласно распределению мощности и значению напряжения во время приложения нагрузки на уровне 1 МПа.
[0181] В дополнение, после того, как значение контактного сопротивления было измерено, выполнили испытание погружением в кислотную воду, и в то же время измеряли контактное сопротивление. Более конкретно, каждый электропроводный узел (металлический сепаратор 5), приготовленный в Примерах с I-1 по I-9 и Сравнительных Примерах с I-1 по I-5, разрезали на куски с размерами 30 мм × 30 мм, и разрезанный электропроводный узел погружали в кислотную воду при температуре 80°С на 100 часов, с последующим измерением значений контактного сопротивления до и после испытания погружением. Кислотная вода в Примерах с I-1 по I-7 и Сравнительных Примерах с I-1 по I-5 имела рН 4 или менее, а кислотная вода в Примерах I-8 и I-9 имела рН 6 или менее.
[0182] Полученный таким образом результат показан ниже в Таблице 1. В дополнение, Фигуры 12А и 12В показывают графики, соответствующие результату в отношении контактного сопротивления, показанному в Таблице 1. На графике, показанном на Фиг. 12А, вертикальная ось представляет собой логарифмическую шкалу, и значение контактного сопротивления по вертикальной оси представлено как относительная величина.
[0183] Как показано в Таблице 1 и на Фигурах 12А и 12В, электропроводные узлы, приготовленные в Примерах с I-1 по I-9, имеют предельно низкие значения контактного сопротивления даже после испытания погружением, что отличается от ситуаций в Сравнительных Примерах с I-1 по I-5.
[0184] В дополнение, электропроводный узел, приготовленный в Примере I-8, имеет предельно низкое значение контактного сопротивления, несмотря на то, что в качестве металлической подложки 31 использовали легко подверженный коррозии алюминий, по сравнению с подобными случаями в Примерах I-5 и I-9. Более того, электропроводный узел, приготовленный в Примере I-8, имеет предельно низкое значение контактного сопротивления даже после испытания погружением. Кроме того, установлено, что электропроводный узел, приготовленный в Примере I-8, имеет хорошую устойчивость к коррозии сравнительно с Примерами с I-1 по I-4, I-6 и I-7, в которых в качестве металлической подложки 31 использовали нержавеющую сталь.
Измерение вымывания Al
[0185] В отношении соответствующих электропроводных узлов, приготовленных в Примерах I-8 и I-9, провели количественный анализ на Al с помощью масс-спектрометрии с индуктивно-связанной плазмой (ICP-MS) кислотного раствора после испытания погружением, использованного во время измерения контактного сопротивления.
[0186] Полученный таким образом результат показан ниже в Таблице 2. Электропроводный узел, приготовленный в Примере I-8, имеет улучшенное антикоррозионное действие на алюминий, хотя в качестве металлической подложки 31 использовали легко подверженный коррозии алюминий, по сравнению с электропроводным узлом, приготовленным в Примере I-9, в котором также используется алюминий. Более конкретно, электропроводный узел, приготовленный в Примере I-8, имеет предельно низкое значение вымывания Al, которое составляет 500 частей на миллиард (ppb), по сравнению с вымыванием Al 1500 ppb в электропроводном узле, приготовленном в Примере I-9. Соответственно, обнаружено, что увеличение контактного сопротивления можно предотвратить, в то же время в достаточной мере обеспечивая превосходную электрическую проводимость, и антикоррозионное действие в отношении металлической подложки 31 может быть еще более улучшено, когда между электропроводным углеродным слоем 33 и металлической подложкой 31 предусмотрен промежуточный слой 32, как в случае Примера I-8, и, дополнительно, когда на самой внешней поверхности электропроводного узла присутствуют выступающие зерна 33а.
[0187] Далее приведены сравнения фигур для различения пленочной границы слоя Cr (столбчатый промежуточный слой 32) и электропроводного углеродного слоя 33 (слой АПУ), среди соответствующих электропроводных узлов, полученных в Примере I-8 и Примере I-9. Фигуры 15а и 15b представляют собой СЭМ-фотографии наблюдаемых поверхностей электропроводных узлов в Примерах I-9 и I-8. Согласно этим фотографиям может быть без труда подтверждено присутствие или отсутствие выступающих зерен 33а на самых внешних поверхностях электропроводных узлов в Примерах I-9 и I-8. В дополнение, может быть без труда подтверждено присутствие или отсутствие по меньшей мере 30 или более выступающих зерен 33а на 100 мкм2.
[0188] Далее, Фигуры 16а и 16b представляют собой увеличенные СЭМ-фотографии с Фигур 15а и 15b. Согласно этим фотографиям может быть без труда подтверждено присутствие или отсутствие выступающих зерен 33а на самых внешних поверхностях электропроводных узлов в Примерах I-9 и I-8. В дополнение, могут быть без труда подтверждены состояние сосуществования выступающих зерен 33а с диаметром от 200 до 500 нм и микрочастиц 33b с диаметром от 50 до 100 нм на самой внешней поверхности, а также размеры соответствующих зерен и частиц.
[0189] Далее, Фигуры 17а и 17b представляют собой ПЭМ-фотографии, полученные наблюдением поперечных сечений образцов из Примеров I-9 и I-8. Фигуры 18а и 18b представляют собой СЭМ-фотографии, полученные наблюдением поперечных сечений образцов из Примеров I-9 и I-8. Согласно этим фотографиям может быть измерена ширина столбчатых кристаллов в поперечном сечении промежуточного слоя 32, и может быть подтверждено то, находится ли средняя ширина столбчатых кристаллов в поперечном сечении промежуточного слоя 32 в пределах диапазона от 200 нм до 500 нм или нет в Примерах I-9 и I-8 соответственно. В дополнение, может быть измерена высота выступающих зерен 33а по отношению к периферийным частям и может быть без труда подтверждена высота выступающих зерен 33а по отношению к периферийным частям, которая составляет в пределах диапазона от 100 нм до 500 нм. Более того, может быть измерена толщина промежуточного слоя 32 Cr, и может быть без труда подтверждена толщина, которая находится в пределах диапазона от 0,02 мкм до 5 мкм. Кроме того, можно легко наблюдать столбчатые кристаллы, имеющие ширину между 200 нм и 500 нм, на самом внешнем слое, и можно измерить процентную долю всей толщины промежуточного слоя 32, занимаемую имеющими вышеупомянутую ширину столбчатыми кристаллами в направлении от самого внешнего слоя до металлической подложки 31.
[0190]
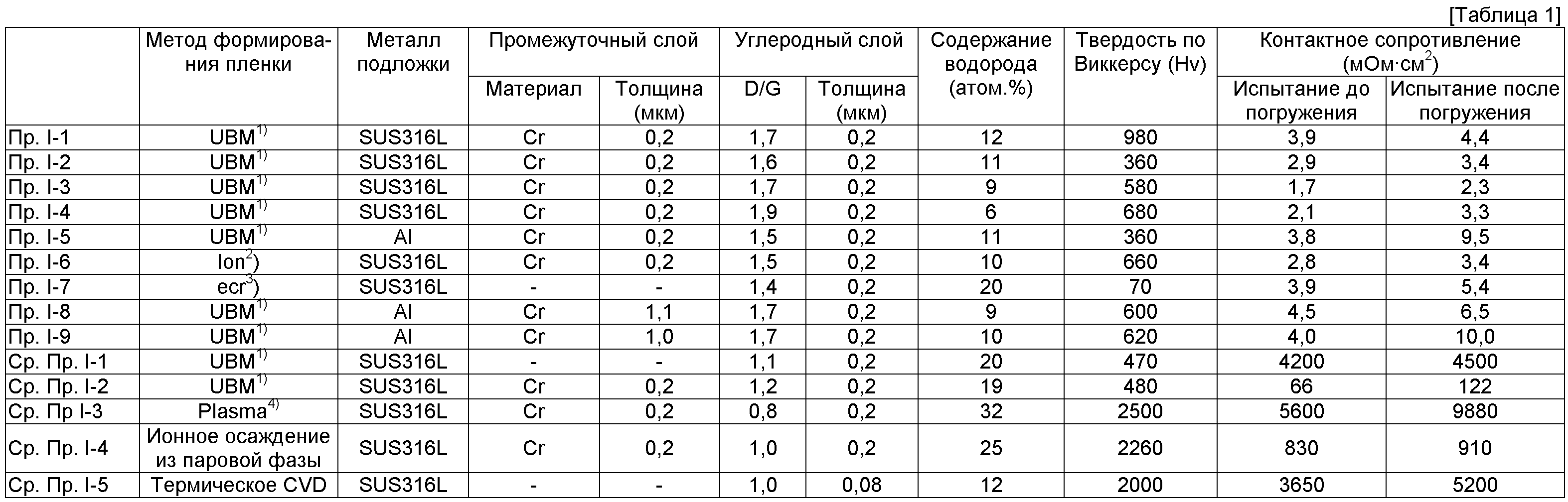
[0191] (Примечание) В отношении метода формирования пленки в Таблице 1, UBM1) представляет собой аббревиатуру для «UBM-распыления», ECR3) - аббревиатуру для «ECR-распыления», Ion2) - аббревиатуру для «ионного осаждения», и Plasma4) - аббревиатуру для «плазмо-химического осаждения из паровой фазы».
[0192]
|
[0193] (Примечание) «Ширина столбиков» в Таблице 2 представляет собой среднее значение величин ширины столбика столбчатых кристаллов в поперечном сечении промежуточного слоя 32. «Диаметр выступающих зерен» представляет собой диаметр между 200 и 500 нм на самой внешней поверхности (среднее значение диаметров в пределах диапазона от 200 до 500 нм). «Число выступающих зерен 33а» представляет собой число зерен с диаметром между 200 и 500 нм на самой внешней поверхности. Символ ”-“ в колонке «диаметр выступающих зерен» означает, что на самой внешней поверхности нет зерен как измеряемого объекта с диаметром между 200 и 500 нм. Символ ”-“ в колонке «число выступающих зерен 33а» означает, что число зерен как измеряемого объекта с диаметром между 200 и 500 нм на самой внешней поверхности равно нулю. «Высота выступа» представляет собой высоту (среднее значение) выступающих зерен 33а как измеряемого объекта, а символ ”-“ в колонке «высота выступа» означает, что высота не поддается измерению, поскольку число выступающих зерен 33а как измеряемого объекта равно нулю.
Второй вариант воплощения
[0194] Далее приведено пояснение электропроводного узла и способа изготовления электропроводного узла согласно второму варианту воплощения настоящего изобретения со ссылкой на чертежи. Следует отметить, что компоненты, идентичные первому варианту воплощения, обозначены теми же ссылочными номерами, а их пояснения не повторяются.
[0195] Электропроводный узел (электропроводная конструкция) согласно данному варианту воплощения включает в себя металлическую подложку, плотный барьерный слой, сформированный на металлической подложке, промежуточный слой, сформированный на плотном барьерном слое, и электропроводный тонкий слой, сформированный на промежуточном слое. Плотный барьерный слой имеет более низкую кристаллическую ориентацию, чем промежуточный слой.
[0196] Данный вариант воплощения характеризуется тем, что между металлической подложкой и промежуточным слоем предусмотрен плотный барьерный слой, имеющий низкую кристаллическую ориентацию. Поэтому вода, образующаяся на стороне электрода, может проходить через электропроводный тонкий слой, но почти не проходит через плотный барьерный слой, имеющий низкую кристаллическую ориентацию. Таким образом, почти нет молекул воды, которые могут проходить через плотный барьерный слой. Другими словами, существует минимальная опасность воздействия воды на металлическую подложку. Соответственно, электропроводный узел согласно данному варианту воплощения почти не подвергается коррозии от воды, даже если электропроводный узел подвергается воздействию потенциала в течение длительного периода времени. Кроме того, топливный элемент с использованием электропроводного узла согласно данному варианту воплощения в качестве сепаратора может достигать превосходной долговечности, в то же время в достаточной мере обеспечивая превосходную электрическую проводимость металлического сепаратора.
[0197] Топливный элемент с полимерным электролитом (ТЭПЭ) согласно данному варианту воплощения также имеет такую же принципиальную конструкцию, как и ТЭПЭ согласно первому варианту воплощения. Более конкретно, как показано на Фиг. 1, ТЭПЭ включает в себя полимерную электролитную мембрану 2 и пару каталитических слоев (анодный каталитический слой 3а и катодный каталитический слой 3b), заключающих между собой полимерную электролитную мембрану 2. Многослойный пакет, образованный полимерной электролитной мембраной 2 и каталитическими слоями, в свою очередь вставлен между парой газодиффузионных слоев 4 (анодным газодиффузионным слоем 4а и катодным газодиффузионным слоем 4b). Таким образом, полимерная электролитная мембрана 2, пара каталитических слоев 3 (3а, 3b) и пара газодиффузионных слоев 4 (4а, 4b) наслоены друг на друга с образованием мембранно-электродного узла (МЭУ) 9. МЭУ 9 дополнительно вставлен между парой сепараторов 5 (анодным сепаратором 5а и катодным сепаратором 5b).
[0198] Фиг. 21 представляет собой вид поперечного сечения, показывающий строение сепаратора 5А, который представляет собой электропроводный узел согласно второму варианту воплощения. В данном варианте воплощения сепаратор 5А включает в себя металлическую подложку 152, плотный барьерный слой 153, промежуточный слой 154 и электропроводный тонкий слой 155. Сепаратор 5А в ТЭПЭ предусмотрен таким образом, что электропроводный тонкий слой 155 размещен на стороне МЭУ 9. Далее приведено конкретное пояснение каждого элемента металлического сепаратора 5А согласно данному варианту воплощения.
Металлическая подложка
[0199] Металлическая подложка 152 представляет собой основной слой электропроводного узла, составляющего сепаратор 5А, и вносит свой вклад в обеспечение электрической проводимости и механической прочности. Металлическая подложка 152 согласно данному варианту воплощения может быть такой же, как и металлическая подложка 31 согласно первому варианту воплощения.
Плотный барьерный слой
[0200] Плотный барьерный слой 153 предусмотрен на металлической подложке 152. Благодаря присутствию плотного барьерного слоя 153 может быть предотвращено проникновение воды, образующейся в электроде, к металлической подложке 152. Поэтому электропроводный узел, составляющий сепаратор 5А, может иметь улучшенную устойчивость к коррозии, в то же время обеспечивая электрическую проводимость благодаря наличию плотного барьерного слоя 153, по сравнению с ситуацией, где электропроводный узел образован только металлической подложкой 152, промежуточным слоем 154 и электропроводным тонким слоем 155.
[0201] Как описано выше, плотный барьерный слой, имеющий низкую кристаллическую ориентацию, размещен между металлической подложкой и промежуточным слоем. В то время как вода, образующаяся на стороне электрода, легко проходит через электропроводный тонкий слой 155, вода почти не проходит через плотный барьерный слой. Поэтому можно эффективно предотвратить появление коррозии в электропроводном узле, поскольку вода почти не достигает промежуточного слоя 154 и металлической подложки 152.
[0202] «Плотный барьерный слой» в данном описании представляет собой слой, достаточно плотный для того, чтобы не позволять молекулам воды и вымытым ионам проникать через него. Более конкретно, плотный барьерный слой представляет собой слой, имеющий пористость на уровне 10% или менее, более предпочтительно 7% или менее. Нижний предел пористости плотного барьерного слоя конкретно не ограничен при условии, что молекулы воды не проходят через плотный барьерный слой. В частности, нижний предел пористости плотного барьерного слоя составляет приблизительно 0,5%, более предпочтительно 0,7%. «Пористость» получают анализом изображения поверхности и поперечного сечения слоя и измерением соотношением площадей (%), занимаемых металлом, металлоидом, карбидом металла или нитридом металла, составляющим плотный барьерный слой.
[0203] Плотный барьерный слой согласно данному варианту воплощения предпочтительно имеет более низкую кристаллическую ориентацию, чем промежуточный слой. Благодаря такой конфигурации, молекулы воды, образующейся на стороне электрода, почти не проходят через плотный барьерный слой. «Кристаллическая ориентация» означает степень ориентации осей кристаллов в материале с поликристаллической структурой. Поэтому «высокая кристаллическая ориентация» представляет собой состояние, в котором ось каждого кристалла в материале с поликристаллической структурой располагается в сходном направлении (параллельно). С другой стороны, «низкая кристаллическая ориентация» означает состояние, в котором ось каждого кристалла в материале с поликристаллической структурой располагается в различных направлениях. Уровень такой кристаллической ориентации (степень кристаллической ориентации) может быть определен с использованием данных из картотеки дифракционных стандартов JCPDS (ASTM), в виде показателя, определяемого как исходные данные по дифракции рентгеновских лучей на порошке, которые обычно рассматривают как по существу не имеющие ориентации. Например, «степень (%) кристаллической ориентации» можно определить по интенсивности пика в радиальном распределении интенсивностей по кольцу Дебая в отношении (121)-рефлекса при измерених широкоугольной рентгеновской дифракции (WAXD).
[0204] Средний диаметр кристаллитов и способ формирования плотного барьерного слоя произвольно определяют так, чтобы иметь более низкую кристаллическую ориентацию, чем в промежуточном слое, тем самым получая плотный барьерный слой. В частности, средний диаметр кристаллитов регулируют так, что он был меньше, чем таковой в промежуточном слое, для формирования плотного барьерного слоя. Кроме того, отношение (D2/D1) среднего диаметра кристаллитов [D2 (нм)] в плотном барьерном слое к среднему диаметру кристаллитов [D1 (нм)] в промежуточном слое предпочтительно составляет от 0,1 или более до менее 1, более предпочтительно между 0,1 и 0,5. Когда это отношение находится в пределах вышеупомянутого диапазона, плотный барьерный слой может иметь более низкую кристаллическую ориентацию, так что молекулы воды по существу не достигают металлической подложки. Каждый средний диаметр кристаллитов в соответствующих слоях конкретно не ограничен при условии, что каждый средний диаметр кристаллитов соответствует вышеупомянутому соотношению размеров. Средний диаметр кристаллитов [D2 (нм)] в плотном барьерном слое предпочтительно составляет от 10 нм или более до менее 30 нм, более предпочтительно между 10 нм и 20 нм. Средний диаметр кристаллитов [D1 (нм)] в промежуточном слое предпочтительно составляет между 30 нм и 100 нм, более предпочтительно между 30 нм и 50 нм. «Диаметр кристаллитов» представляет собой размер кристаллитов, рассчитанный по методу Шеррера из данных рентгеновской дифрактометрии.
[0205] Примеры материалов, составляющих плотный барьерный слой согласно данному варианту воплощения, включают металл из Группы 4 (Ti, Zr, Hf), металл из Группы 5 (V, Nb, Ta), металл из Группы 6 (Cr, Mo, W) в Периодической таблице; металлоид, такой как Si и В; и сплав, карбид и нитрид этих металлов. Среди них предпочтительно может быть использован металл с меньшим вымыванием ионов, такой как хром (Cr), вольфрам (W), титан (Ti), молибден (Mo), ниобий (Nb) или гафний (Hf), или их карбид, нитрид или карбонитрид. Более предпочтительно, можно использовать Cr или Ti, или их карбид или нитрид. В особенности, когда применяют вышеупомянутый металл с меньшим вымыванием ионов или его карбид или нитрид, могут быть значительно улучшены антикоррозионные характеристики сепаратора. Вышеупомянутые соответствующие материалы, составляющие плотный барьерный слой, могут быть применены по отдельности, или могут быть использованы в комбинации двух или более их типов.
[0206] Материал, составляющий плотный барьерный слой, предпочтительно имеет коэффициент теплового расширения, который является более высоким или равным коэффициенту теплового расширения материала (металла, карбида металла или нитрида металла), составляющего описываемый ниже промежуточный слой. Обычно электропроводный тонкий слой имеет низкую степень теплового расширения, тогда как металлическая подложка легко термически расширяется. Поэтому соответствующие материалы, составляющие плотный барьерный слой и промежуточный слой, надлежащим образом выбирают так, чтобы каждый имел вышеописанный коэффициент теплового расширения. В результате может быть подавлена разница между расширением и сокращением, обусловленными теплотой, выделяемой в металлической подложке, плотном барьерном слое, промежуточном слое и электропроводном тонком слое, и поэтому может быть предотвращено расслоение, возникающее в соответствующих слоях. Соответственно, может быть повышена адгезия между промежуточным слоем и плотным барьерным слоем.
[0207] В дополнение, материал, составляющий плотный барьерный слой, предпочтительно является благородным как металл приблизительно эквивалентно материалу, составляющему описанный ниже промежуточный слой, или более благородным как металл, чем материал промежуточного слоя. Соответственно, становится затруднительным возникновение разности потенциалов между плотным барьерным слоем и промежуточным слоем, чтобы более эффективно защищать металлическую подложку и повышать антикоррозионные характеристики электропроводного узла.
[0208] Толщина плотного барьерного слоя 153 конкретно не ограничена. Однако, чтобы как можно больше сократить размер блока топливного элемента, толщина плотного барьерного слоя 153 предпочтительно составляет между 0,01 мкм и 10 мкм, более предпочтительно между 0,05 мкм и 5 мкм, еще более предпочтительно между 0,1 мкм и 2 мкм. Когда толщина плотного барьерного слоя 153 составляет 0,01 мкм или более, плотный барьерный слой может быть сформирован равномерно, так что может быть эффективно повышена устойчивость металлической подложки к коррозии. Когда толщина плотного барьерного слоя 153 составляет 10 мкм или менее, может быть подавлено увеличение механических напряжений в пленке плотного барьерного слоя, так что может быть предотвращено снижение способности пленки следовать контурам металлической подложки 31 и возникновение связанных с этим отслоений и трещин.
[0209] Согласно данному варианту воплощения, металлическая подложка 152 предпочтительно полностью покрыта плотным барьерным слоем 153. Другими словами, доля площади (степень покрытия) металлической подложки 152, покрытой плотным барьерным слоем 153, в данном варианте воплощения предпочтительно составляет 100%. Однако настоящее изобретение не ограничено только этой степенью покрытия, и степень покрытия может быть меньше 100%. Степень покрытия металлической подложки 152, покрытой плотным барьерным слоем 153, предпочтительно составляет 60% или более, более предпочтительно между 80 и 100%, еще более предпочтительно между 90 и 100%, наиболее предпочтительно 100%. Когда степень покрытия находится в пределах вышеупомянутых диапазонов, проникновение молекул воды в открытые области металлической подложки 152, которые не покрыты плотным барьерным слоем 153, может быть в достаточной мере предотвращено, и может быть эффективно подавлено снижение электрической проводимости и устойчивости к коррозии. Следует отметить, что степень покрытия представляет собой долю площади металлической подложки 152, которая перекрыта плотным барьерным слоем 153, когда на электропроводный узел (сепаратор 5А) смотрят с направления наслоения.
Промежуточный слой
[0210] Промежуточный слой 154 предусмотрен на плотном барьерном слое 153. Промежуточный слой 154 выполняет функцию улучшения адгезии между плотным барьерным слоем 153 и электропроводным тонким слоем 155 и функцию предотвращения вымывания ионов из металлической подложки 152. В частности, значительный эффект, обусловленный наличием промежуточного слоя 154, может быть получен, когда плотный барьерный слой состоит из вышеупомянутых металлов. Как описано ниже, когда электропроводный тонкий слой 155 содержит электропроводный углерод и имеет высокое отношение R интенсивностей (ID/IG) интенсивности (ID) максимума D-полосы к интенсивности (IG) максимума G-полосы, измеренных при спектральном анализе рамановского рассеяния, то есть, когда значение R превышает 2,0, может быть получен значительный эффект адгезии электропроводного тонкого слоя 155, обусловленный наличием промежуточного слоя 154.
[0211] Хотя материал, составляющий промежуточный слой 154, конкретно не ограничен при условии, что этот материал может обеспечивать вышеупомянутую адгезию, может быть использован такой же материал, как и применяемый в промежуточном слое 32 в первом варианте воплощения. В дополнение, хотя толщина промежуточного слоя 154 конкретно не ограничена, промежуточный слой 154 может иметь такую же толщину, как и промежуточный слой 32 в первом варианте воплощения. Кроме того, хотя структура промежуточного слоя 154 конкретно не ограничена, промежуточный слой 154 может иметь такую же столбчатую структуру, как и промежуточный слой 32 в первом варианте воплощения.
[0212] Как описано выше, когда материал, составляющий промежуточный слой 154, имеет коэффициент теплового расширения, более низкий и равный, чем таковой у материала, составляющего плотный барьерный слой 153, может быть повышена адгезия между промежуточным слоем и плотным барьерным слоем. Однако такое условие может снижать адгезию между промежуточным слоем 154 и электропроводным тонким слоем 155. Кроме того, когда коэффициент теплового расширения промежуточного слоя 154 подобен или более низок, чем коэффициент теплового расширения электропроводного тонкого слоя 155, адгезия между промежуточным слоем 154 и электропроводным тонким слоем 155 может уменьшиться. С учетом этих ситуаций соотношение между коэффициентом теплового расширения (αsub) материала, составляющего металлическую подложку, коэффициентом теплового расширения (αden) материала, составляющего плотный барьерный слой, коэффициентом теплового расширения (αmid) материала, составляющего промежуточный слой, и коэффициентом теплового расширения (αc) материала, составляющего электропроводный тонкий слой, предпочтительно удовлетворяет следующей формуле:
[Математическое выражение 3]
[0213] αsub≥αden≥αmid≥αc
Электропроводный тонкий слой
[0214] Электропроводный тонкий слой 155 сформирован на промежуточном слое 154. Примеры электропроводного тонкого слоя 155 включают металлический тонкий слой и электропроводный углеродный слой, состоящий из углерода. Примеры материалов, составляющих металлический тонкий слой, включают медь (Cu), золото (Au), серебро (Ag), платину (Pt) и палладий (Pd). Электропроводный углеродный слой содержит электропроводный углерод. Из них предпочтительным является электропроводный углеродный слой. Благодаря присутствию электропроводного углеродного слоя улучшается устойчивость к коррозии, в то же время обеспечивается электрическая проводимость электропроводного узла, составляющего сепаратор 5А, по сравнению с ситуацией, где электропроводный углеродный слой не предусмотрен. В качестве электропроводного углеродного слоя может быть применен электропроводный углеродный слой 33 в первом варианте воплощения.
[0215] Далее приведен предпочтительный вариант изготовления электропроводного узла согласно данному варианту воплощения. Однако объем настоящего изобретения не ограничен только нижеследующим вариантом воплощения. Такие условия, как материал для соответствующих элементов электропроводного узла, составляющего сепаратор 5А, являются такими же, как описано выше, и поэтому их пояснение в этом варианте воплощения повторяться не будет.
[0216] В способе изготовления электропроводного узла согласно данному варианту воплощения сначала на металлической подложке формируют плотный барьерный слой путем электроосаждения, термического напыления, CVD или нанесения покрытия [Процесс (1)]. Затем на плотном барьерном слое формируют промежуточный слой методом распыления или методом ионного осаждения [Процесс (2)]. Затем на промежуточном слое формируют электропроводный тонкий слой методом распыления или методом ионного осаждения [Процесс (3)].
[Процесс (1)]
[0217] Сначала в качестве металлической подложки готовят металлическую пластину, такую как пластина из нержавеющей стали или алюминиевая пластина, которая имеет желательную толщину. Затем поверхность приготовленной металлической подложки подвергают обработке обезжириванием и промыванием с использованием подходящего растворителя способом, подобным первому варианту воплощения. Затем удаляют оксидную пленку, образовавшуюся на поверхности (обеих сторон) металлической подложки. Способ удаления оксидной пленки представляет собой способ, подобный первому варианту воплощения.
[0218] Затем на обработанной поверхности металлической подложки формируют плотный барьерный слой. Способ формирования плотного барьерного слоя конкретно не ограничен при условии, что плотный барьерный слой имеет низкую кристаллическую ориентацию, как описано выше. Однако может быть использовано электроосаждение, термическое напыление, CVD (химическое осаждение из паровой фазы) или нанесение покрытия. Плотный барьерный слой предпочтительно формируют на поверхности металлической подложки путем электроосаждения.
[0219] Условия электроосаждения конкретно не ограничены при условии, что может быть сформирован вышеупомянутый плотный барьерный слой, и в зависимости от типа и количества составляющего материала, применяемого для плотного барьерного слоя, используют общеизвестные разные условия. Например, условия для обработки хромированием (Cr) включают плотность тока от 3 до 10 А/дм2, температуру ванны от 20 до 60°С и продолжительность электроосаждения от 30 до 120 минут. Благодаря таким условиям может быть без труда сформирован описанный выше плотный барьерный слой.
[0220] Вышеописанным способом на металлической подложке может быть сформирован плотный барьерный слой, имеющий сферические или зернистые структуры (поверхностные выпуклые части) с низкой кристаллической ориентацией. Размер сферических/зернистых структур в плотном барьерном слое предпочтительно является достаточно мелким, чтобы не позволять молекулам воды просачиваться в плотный барьерный слой. В частности, средний диаметр кристаллитов в сферических/зернистых структурах в плотном барьерном слое предпочтительно составляет между 10 нм и 30 нм, более предпочтительно между 10 нм и 20 нм. Когда средний диаметр кристаллитов находится в пределах вышеупомянутых диапазонов, может быть эффективно предотвращено проникновение молекул воды. «Средний диаметр кристаллитов в сферических/зернистых структурах в плотном барьерном слое» рассчитывают из полной ширины на половине высоты пика с максимальным соотношением интенсивностей при рентгеновской дифракции с использованием уравнения Шеррера.
[Процесс (2)]
[0221] Затем на плотном барьерном слое, образованном в Процессе (1), формируют промежуточный слой. Способ формирования промежуточного слоя конкретно не ограничен при условии, что промежуточный слой имеет относительно высокую кристаллическую ориентацию, как описано выше. Однако могут быть использованы метод распыления и метод ионного осаждения, как и в случае первого варианта воплощения. Особенно предпочтителен метод распыления.
[0222] Когда промежуточный слой формируют на плотном барьерном слое методом распыления или методом ионного осаждения, на границе раздела между плотным барьерным слоем и промежуточным слоем плотная и низкокристалличная часть, производная от плотного барьерного слоя, может сосуществовать с высококристалличной столбчатой частью, производной от промежуточного слоя. Даже если такая сосуществующая часть присутствует, эффект согласно данному изобретению может быть достигнут в достаточной степени, когда плотный барьерный слой с плотной и низкой кристалличностью и промежуточный слой, имеющий столбчатую структуру с высокой кристалличностью, выполнены имеющими вышеупомянутые толщины.
[0223] С помощью вышеописанного процесса на плотном барьерном слое может быть сформирован промежуточный слой, имеющий столбчатую структуру с более высокой кристаллической ориентацией, чем в плотном барьерном слое. Размер столбчатых структур в промежуточном слое конкретно не ограничен. Однако, с точки зрения адгезии плотного барьерного слоя и электропроводного тонкого слоя, размер столбчатых структур в промежуточном слое предпочтительно является бóльшим, чем размер сферических/зернистых структур в плотном барьерном слое. В частности, средний размер (средняя ширина) столбчатых кристаллов в промежуточном слое предпочтительно составляет между 10 нм и 100 нм, более предпочтительно между 30 нм и 100 нм. Когда средний размер находится в пределах вышеупомянутого диапазона, может быть достигнута достаточная адгезия с плотным барьерным слоем и электропроводным тонким слоем. «Средний размер столбчатых кристаллов в промежуточном слое» рассчитывают с помощью анализа изображений поперечного сечения промежуточного слоя с помощью СЭМ.
[Процесс (3)]
[0224] Затем на промежуточном слое, образованном в Процессе (2), формируют электропроводный тонкий слой. Способ формирования электропроводного тонкого слоя может быть подобным первому варианту воплощения, когда электропроводный тонкий слой образован электропроводным углеродом.
[0225] Согласно вышеописанному способу может быть изготовлен электропроводный узел, в котором последовательно сформированы металлическая подложка 152, плотный барьерный слой 153, промежуточный слой 154 и электропроводный тонкий слой 155. В вышеописанных процессах плотный барьерный слой 153, промежуточный слой 154 и электропроводный тонкий слой 155 формируют только на одной стороне металлической подложки 152. Однако, чтобы изготовить электропроводный узел, в котором соответствующие слои образованы на обеих сторонах металлической подложки 152, те же процессы могут быть также применены к другой стороне металлической подложки 152.
[0226] Электропроводный узел согласно данному варианту воплощения может быть использован по разнообразным назначениям, как и в случае первого варианта воплощения. Одним из типичных примеров является сепаратор 5А в ТЭПЭ. Когда электропроводный узел используют в качестве сепаратора ТЭПЭ, электропроводный узел может быть применен в по меньшей мере одном из анода и катода. Однако, с учетом большого количества воды, образующейся особенно на катодной стороне, электропроводный узел предпочтительно используют по меньшей мере в качестве катодного сепаратора. Более предпочтительно, электропроводный узел согласно данному варианту воплощения применяют для каждого катодного сепаратора и анодного сепаратора. Согласно данному варианту воплощения в соответствующих сепараторах не обязательно вся металлическая подложка покрыта плотным барьерным слоем. Однако, по соображениям предотвращения проникновения воды к металлической подложке, степень покрытия катодного сепаратора предпочтительно является подобной или более высокой, чем степень покрытия в анодном сепараторе. Благодаря такой конфигурации, проникновение молекул воды на катодной стороне, на которой генерируется большее количество воды, может быть эффективно предотвращено, и может быть эффективно подавлено снижение электрической проводимости и устойчивости к коррозии электропроводного узла (особенно металлической подложки). Что касается соотношения степеней покрытия между катодным сепаратором и анодным сепаратором, покрытыми плотным барьерным слоем, то когда степень покрытия в катодном сепараторе составляет 100, степень покрытия в анодном сепараторе предпочтительно составляет между 60 и 100, более предпочтительно между 80 и 100.
[0227] Всю металлическую подложку не обязательно покрывать плотным барьерным слоем (со 100%-ной степенью покрытия) по каждому направлению поверхности сепаратора катодной стороны и сепаратора анодной стороны. Плотный барьерный слой предпочтительно формируют на металлической подложке таким образом, чтобы степень покрытия становилась выше на стороне ниже по потоку в направлении течения газа, непрерывно или в двух или более сегментированных областях, с распределением в плоскости каждого сепаратора. Это соображение основывается на том допущении, что на стороне ниже по потоку в направлении течения газа образуется большее количество воды как на катоде, так и на аноде. Поэтому плотный барьерный слой формируют на металлическом слое согласно количеству образующейся воды с тем, чтобы эффективно предотвращать проникновение молекул воды благодаря такому распределению степени покрытия. Соответственно, может быть значительно подавлено снижение электрической проводимости и устойчивости к коррозии электропроводного узла.
[0228] Электропроводный узел согласно данному варианту воплощения может быть использован в качестве сепаратора для разнообразных типов топливных элементов, таких как ФКТЭ, РКТЭ, ТОТЭ и ЩТЭ в дополнение к ТЭПЭ, как и в случае электропроводного узла в первом варианте воплощения. В дополнение, электропроводный узел может быть также применен для других деталей топливного элемента (токосъемник, токопроводящая шина, газодиффузионный субстрат, МЭУ) и точек контакта электронных компонентов, в дополнение к сепаратору для топливного элемента. Более того, электропроводный узел согласно данному варианту воплощения может быть использован во влажной среде и проводящей среде. При таких окружающих условиях в значительной мере достигается функциональный эффект настоящего изобретения в плане обеспечения как электрической проводимости, так и устойчивости к коррозии.
[0229] Далее приведено дополнительное пояснение действия электропроводного узла согласно данному варианту воплощения с привлечением Контрольных Примеров, Примеров и Сравнительных Примеров. Однако область настоящего изобретения не ограничивается этими примерами.
Контрольный Пример II-1
[0230] В качестве металлической подложки приготовили алюминиевую пластину (толщина: 0,2 мм). Алюминиевую пластину подвергли очистке погружением в щелочной водный раствор с рН 10 при 50°С в течение 10 минут. Затем алюминиевую пластину подвергли травлению азотной кислотой для удаления оксидной пленки. Затем алюминиевую пластину подвергли обработке для поверхностной активации смешанным раствором фтористоводородной кислоты, с последующей цинкатной обработкой в цинковой заместительной ванне. Условиями цинкатной обработки была температура ванны 25°С, а продолжительность погружения составляла 30 секунд. Вышеупомянутые обработки выполняли на обеих сторонах алюминиевой пластины.
[0231] Затем предварительно обработанную алюминиевую пластину подвергли хромированию в ванне Сарджента (Sargent) с образованием плотного барьерного слоя. Условиями обработки электроосаждением были плотность тока 4 А/дм2, температура ванны 35°С и продолжительность электроосаждения один час. Таким образом сформировали плотный барьерный слой, состоящий из Cr (хромовое покрытие), с толщиной 2 мкм.
[0232] Когда измерили средний диаметр кристаллитов в полученном таким образом плотном барьерном слое методом Шеррера при рентгеновской дифрактометрии, средний диаметр кристаллитов составил 15 нм. В этом примере использовали рентгеновский дифрактометр производства фирмы Mac Science Corporation.
[0233] В дополнение, проанализировали изображения поперечного сечения плотного барьерного слоя с помощью СЭМ и провели измерение доли площади, занятой хромовым покрытием, в результате чего рассчитали пористость полученного таким образом плотного барьерного слоя. Пористость плотного барьерного слоя была 1% или менее.
Контрольный Пример II-2
[0234] В качестве металлической подложки, составляющей электропроводный узел, приготовили алюминиевую пластину (толщина: 0,2 мм). Алюминиевую пластину промывали в водном растворе этанола под действием ультразвуковых волн в течение трех минут в качестве предварительной обработки. Затем промытую алюминиевую пластину поместили в вакуумную камеру и подвергли обработке путем ионной бомбардировки в газообразном Ar, чтобы удалить оксидную пленку на ее поверхности. Следует отметить, что как предварительную обработку, так и обработку ионной бомбардировкой выполняли на обеих поверхностях алюминиевой пластины.
[0235] Затем с использованием метода UBMS сформировали промежуточный слой на алюминиевой пластине, используя Cr в качестве мишени, при приложении к алюминиевой пластине отрицательного напряжения смещения 50 В. Толщина образованного Cr промежуточного слоя была 0,2 мкм.
[0236] Когда измерили средний диаметр кристаллитов в полученном таким образом промежуточном слое способом, подобным Контрольному Примеру II-1, средний диаметр кристаллитов составил 30 нм. В дополнение, когда измерили пористость промежуточного слоя способом, подобным Контрольному Примеру II-1, пористость составила 7%.
[0237] При сравнении результата Контрольного Примера II-1 с результатом Контрольного Примера II-2 установлено, что пористость плотного барьерного слоя, полученного в Контрольном Примере II-1, является более низкой, чем у промежуточного слоя, полученного в данном примере. В дополнение, средний диаметр [D2 (нм)] кристаллитов плотного барьерного слоя, полученного в Контрольном Примере II-1, является меньшим, чем средний диаметр [D1 (нм)] кристаллитов промежуточного слоя в данном примере (D2/D1=0,5). Здесь степень кристаллической ориентации (кристаллическая ориентация) коррелирует со средним диаметром кристаллитов. Поэтому предполагается, что плотный барьерный слой, полученный в Контрольном Примере II-1, имеет более низкую кристаллическую ориентацию, чем промежуточный слой в этом примере. Также предполагается, что каждый средний диаметр кристаллитов контролируют так, чтобы можно было легко регулировать степень кристаллической ориентации каждого слоя.
[0238] Фиг. 22А (Контрольный Пример II-1) и Фиг. 22В (Контрольный Пример II-2) показывают соответствующие результаты анализа изображений каждого поперечного сечения плотного барьерного слоя и промежуточного слоя, приготовленных в Контрольном Примере II-1 и Контрольном Примере II-2, с использованием ПЭМ. Согласно Фиг. 22А и Фиг. 22В установлено, что плотный барьерный слой из Контрольного Примера II-1 имеет зернистые структуры, тогда как промежуточный слой из Контрольного Примера II-2 имеет столбчатые структуры. В дополнение, установлено, что плотный барьерный слой из Контрольного Примера II-1 является более плотным, чем промежуточный слой из Контрольного Примера II-2, согласно эти фигурам. Этот результат соответствует результату в отношении пористости.
[0239] Подобным образом, Фиг. 23А (Контрольный Пример II-1) и Фиг. 23В (Контрольный Пример II-2) показывают соответствующие результаты анализа изображений каждой поверхности плотного барьерного слоя и промежуточного слоя, приготовленных в Контрольном Примере II-1 и Контрольном Примере II-2, с использованием СЭМ. Согласно Фиг. 23А и Фиг. 23В установлено, что плотный барьерный слой из Контрольного Примера II-1 снабжен тонкозернистыми структурами, тогда как промежуточный слой из Контрольного Примера II-2 снабжен выпуклыми частями, имеющими зазоры с некоторыми интервалами. В дополнение, установлено, что средний размер (средняя ширина) столбчатых структур в промежуточном слое составляет приблизительно 50 нм согласно Фиг. 23В.
[0240] Кроме того, Фиг. 23С (Контрольный Пример II-1) и Фиг. 23D (Контрольный Пример II-2) показывают особые СЭМ-фотографии плотного барьерного слоя и промежуточного слоя, приготовленных в Контрольном Примере II-1 и Контрольном Примере II-2 соответственно. Как показано на Фиг. 23С, установлено, что зернистые или сферические хромовые зерна 153а плотно агрегированы в плотном барьерном слое, и пористость плотного барьерного слоя 153 является предельно низкой. Также установлено, что оси кристаллов хромовых зерен 153а направлены по-разному, и кристаллическая ориентация также низка. С другой стороны, как показано на Фиг. 23D, установлено, что в промежуточном слое 154 между столбчатыми хромовыми зернами 154а присутствуют некоторые зазоры 154b, и пористость этого промежуточного слоя является более высокой, чем пористость плотного барьерного слоя 153. Также установлено, что столбчатые хромовые зерна 154а ориентированы вверх от нижнего края фигуры, и кристаллическая ориентация хромовых зерен 154а является более высокой, чем у хромовых зерен 153а в плотном барьерном слое 153.
Пример II-1
[0241] Плотный барьерный слой, имеющий толщину 2 мкм и образованный Cr (хромовое покрытие, средний диаметр кристаллитов: 15 нм), сформировали на каждой стороне металлической подложки способом, подобным Контрольному Примеру II-1. Затем, с использованием метода UBMS, на одной стороне плотного барьерного слоя сформировали промежуточный слой, имеющий толщину 0,2 мкм и образованный Cr (средний диаметр кристаллитов: 30 нм), используя Cr в качестве мишени, при приложении к плотному барьерному слою отрицательного напряжения смещения 50 В, способом, подобным описанному в Контрольном Примере II-2. Повторением подобной операции на другой стороне плотного барьерного слоя сформировали промежуточный слой, имеющий толщину 0,2 мкм и образованный Cr. Таким образом, приготовили многослойный пакет, имеющий пять слоев, образованных промежуточным слоем, имеющим толщину 0,2 мкм и состоящим из Cr; плотным барьерным слоем, имеющим толщину 2 мкм и состоящим из Cr; металлической подложкой; плотным барьерным слоем, имеющим толщину 2 мкм и состоящим из Cr; и промежуточным слоем, имеющим толщину 0,2 мкм и состоящим из Cr.
[0242] Многослойный пакет разрезали на куски с размерами 30 мм × 30 мм, и боковые поверхности одного отрезанного куска замаскировали силиконовым материалом, тем самым приготовив образец (II-1).
Сравнительный Пример II-1
[0243] Плотный барьерный слой, имеющий толщину 2 мкм и образованный Cr (хромовое покрытие), сформировали на каждой стороне металлической подложки способом, подобным Контрольному Примеру II-1. Полученный таким образом плотный барьерный слой разрезали на куски с размерами 30 мм × 30 мм, и боковые поверхности одного отрезанного куска замаскировали силиконовым материалом, тем самым приготовив образец (II-2).
Сравнительный Пример II-2
[0244] Промежуточный слой, имеющий толщину 0,2 мкм и образованный Cr, сформировали на каждой стороне металлической подложки способом, подобным Контрольному Примеру II-2. Полученный таким образом промежуточный слой разрезали на куски с размерами 30 мм × 30 мм, и боковые поверхности одного отрезанного куска замаскировали силиконовым материалом, тем самым приготовив образец (II-3).
Оценка: Испытание на устойчивость к коррозии
[0245] Соответствующие образцы (II-1), (II-2) и (II-3), приготовленные в Примере II-1, Сравнительном Примере II-1 и Сравнительном Примере II-2, подвергли испытанию на количество вымываемых ионов алюминия в следующих экспериментальных условиях. Образцы (II-1), (II-2) и (II-3) пропитывали 70 мл водного раствора серной кислоты (рН 4) при 80°С в течение 100 часов соответственно. Водный раствор серной кислоты представляет собой раствор, моделирующий среду, воздействию которой подвергается сепаратор в топливном элементе. Температуру испытания настраивали на 80°С, поскольку рабочая температура топливного элемента обычно составляет 80°С.
[0246] Количество ионов алюминия (частей на миллион, ppm), вымытых в водном растворе серной кислоты через 100 часов, анализировали методом ICP-MS (масс-спектрометрии с индуктивно-связанной плазмой). Результат показан ниже в Таблице 3.
[0247]
|
Пример II-2
[0248] Плотный барьерный слой, имеющий толщину 2 мкм и образованный Cr (хромовое покрытие, средний диаметр кристаллитов: 15 нм), сформировали на одной стороне металлической подложки способом, подобным Контрольному Примеру II-1. Затем, с использованием метода UBMS, на полученном таким образом плотном барьерном слое сформировали промежуточный слой, имеющий толщину 0,2 мкм и образованный Cr (средний диаметр кристаллитов: 30 нм), используя Cr в качестве мишени, при приложении к плотному барьерному слою отрицательного напряжения смещения 50 В, способом, подобным описанному в Контрольном Примере II-2.
[0249] Затем с использованием метода UBMS на промежуточном слое сформировали электропроводный тонкий слой, имеющий толщину 0,2 мкм, используя твердый графит в качестве мишени, при приложении к промежуточному слою отрицательного напряжения смещения 100 В. Таким образом приготовили электропроводный узел согласно данному примеру.
[0250] Фиг. 24 показывает результат анализа изображения поперечного сечения электропроводного узла с использованием ПЭМ. Согласно Фиг. 24 установлено, что в электропроводном узле по данному варианту воплощения плотный барьерный слой сформирован имеющим зернистые структуры, тогда как промежуточный слой сформирован имеющим столбчатые структуры, и плотный барьерный слой является более плотным, чем промежуточный слой. Этот результат соответствует вышеописанному результату в отношении пористости.
Третий вариант воплощения
[0251] Далее приведено пояснение электропроводного узла и способа изготовления электропроводного узла согласно третьему варианту воплощения настоящего изобретения со ссылкой на чертежи. Следует отметить, что компоненты, идентичные первому варианту воплощения, обозначены теми же ссылочными номерами, и их пояснения не повторяются.
[0252] Электропроводный узел (электропроводная конструкция) согласно данному варианту воплощения образован металлической подложкой, промежуточным слоем и электропроводным углеродным слоем, которые последовательно наслоены друг на друга. В дополнение, между металлической подложкой и промежуточным слоем размещен электропроводный упрочняющий слой, содержащий электропроводные зерна.
[0253] Согласно данному варианту воплощения электропроводные зерна присутствуют между металлической подложкой и промежуточным слоем. Таким образом, даже когда образуется оксидная пленка, обусловленная окислением металлической подложки или промежуточного слоя, электропроводные зерна образуют токопроводящую перемычку для сохранения электрической проводимости. Электропроводный упрочняющий слой не только способствует повышению электрической проводимости между слоями, чтобы подавлять увеличение значения сопротивления, но также имеет превосходную устойчивость к коррозии. Поэтому электропроводный узел согласно данному варианту воплощения может получить превосходную электрическую проводимость и устойчивость к коррозии одновременно. Соответственно, топливный элемент с использованием электропроводного узла в качестве сепаратора может достигать превосходной долговечности, в то же время в достаточной мере обеспечивая превосходную проводимость.
[0254] Топливный элемент с полимерным электролитом (ТЭПЭ) согласно данному варианту воплощения также имеет такое же принципиальное строение, как и ТЭПЭ согласно первому варианту воплощения. Более конкретно, как показано на Фиг. 1, ТЭПЭ включает в себя полимерную электролитную мембрану 2 и пару каталитических слоев 3 (анодный каталитический слой 3а и катодный каталитический слой 3b), между которыми вставлена полимерная электролитная мембрана 2. Многослойный пакет, образованный полимерной электролитной мембраной 2 и каталитическими слоями, в свою очередь размещен между парой газодиффузионных слоев 4 (ГДС) (анодным газодиффузионным слоем 4а и катодным газодиффузионным слоем 4b). Таким образом, полимерная электролитная мембрана 2, пара каталитических слоев 3 (3а, 3b) и пара газодиффузионных слоев 4 (4а, 4b) наслоены друг на друга с образованием мембранно-электродного узла (МЭУ) 9. МЭУ 9 дополнительно размещен между парой сепараторов 5 (анодным сепаратором 5а и катодным сепаратором 5b).
[0255] Фиг. 25 представляет вид поперечного сечения, показывающий строение сепаратора 5В, который предпочтительно представляет собой электропроводный узел согласно третьему варианту воплощения. В данном варианте воплощения сепаратор 5В включает в себя металлическую подложку 252, промежуточный слой 256 и электропроводный углеродный слой 254. В дополнение, между металлической подложкой 252 и промежуточным слоем 256 размещен электропроводный упрочняющий слой 255. Сепаратор 5В в ТЭПЭ предусмотрен таким образом, что электропроводный углеродный слой 254 размещен на стороне МЭУ 9. Далее приведено конкретное пояснение каждого элемента металлического сепаратора 5В согласно данному варианту воплощения.
Металлическая подложка
[0256] Металлическая подложка 252 представляет собой основной слой электропроводного узла, составляющего сепаратор 5В, и вносит свой вклад в обеспечение электрической проводимости и механической прочности. Металлическая подложка 252 согласно данному варианту воплощения может быть такой же, как и металлическая подложка 31 согласно первому варианту воплощения.
[0257] В данном варианте воплощения металлическая подложка 252 может быть снабжена оксидной пленкой на по меньшей мере одной поверхности металлической подложки 252. Оксидная пленка может образовываться на металлической подложке 252 естественным образом под воздействием воздуха, или же может быть сформирована на металлической подложке 252 путем искусственного окисления в окислительной атмосфере (газ, раствор). Например, когда металлическая подложка состоит из нержавеющей стали, металлическая подложка содержит Cr2O3, NiO и Fe2O3. Когда металлическая подложка образована алюминием, металлическая подложка содержит Al2O3. Когда металлическая подложка состоит из железа, металлическая подложка содержит Fe2O3. Когда металлическая подложка образована титаном, металлическая подложка содержит TiO2.
Электропроводный упрочняющий слой
[0258] Электропроводный упрочняющий слой 255 содержит электропроводные зерна и предусмотрен на металлической подложке 252. Благодаря присутствию электропроводного упрочняющего слоя 255 достаточная электрическая проводимость обеспечивается даже в том случае, если на металлической подложке или в описываемом ниже промежуточном слое образовалась оксидная пленка. Поэтому электропроводный узел, составляющий сепаратор 5В, может обеспечивать электрическую проводимость, в то же время имея повышенную устойчивость к коррозии благодаря наличию электропроводного упрочняющего слоя 255, по сравнению с ситуацией, где электропроводный узел образован только металлической подложкой 252, промежуточным слоем 256 и электропроводным углеродным слоем 254.
[0259] Материал, составляющий электропроводные зерна, конкретно не ограничен при условии, что этот материал обладает электрической проводимостью и не образует оксидную пленку. В частности, материал предпочтительно представляет собой по меньшей мере один компонент, выбранный из группы, состоящей из элементов - благородных металлов, сплавов, содержащих элементы - благородные металлы, и углерода. Когда используют такой материал, может сохраняться хорошая электрическая проводимость, поскольку электропроводные зерна не образуют оксидную пленку, даже когда в слои поступает кислотная вода. В качестве элементов - благородных металлов - предпочтителен по меньшей мере один элемент, выбранный из группы, состоящей из золота (Au), серебра (Ag), платины (Pt), палладия (Pd), родия (Rh), иридия (Ir), рутения (Ru) и осмия (Os). Примеры сплавов, содержащих элементы - благородные металлы, включают сплав золота с кобальтом (Au-Co), сплав золота с никелем (Au-Ni) и сплав палладия с никелем (Pd-Ni). В качестве углерода предпочтителен по меньшей мере один тип углерода, выбранный из группы, состоящей из графита, углеродной сажи, аморфного углерода, активированного угля, кокса и стеклоуглерода. Из них предпочтителен относительно недорогой графит. Элементы - благородные металлы, сплавы, содержащие элементы - благородные металлы, и углерод могут быть использованы по отдельности или могут быть применены в комбинации двух или более их типов. В дополнение, электропроводные зерна предпочтительно содержат материалы, отличающиеся от материалов, составляющих промежуточный слой. Когда используют отличающиеся материалы, электропроводный упрочняющий слой может иметь характеристики и функции, отличные от промежуточного слоя.
[0260] Средний диаметр зерна электропроводных зерен предпочтительно превышает толщину оксидной пленки, образующейся на поверхности металлической подложки или промежуточного слоя. Более конкретно, толщину оксидной пленки измеряют заблаговременно, с последующим определением среднего диаметра зерна электропроводных зерен, который превышает толщину оксидной пленки. Одно из средств измерения толщины оксидной пленки состоит в помещении материала, составляющего металлическую подложку или промежуточный слой, в кислотную атмосферу на определенный период времени, с последующим измерением толщины оксидной пленки, образовавшейся на поверхности материала, с использованием оже-электронной спектроскопии (ОЭС) или тому подобной. В качестве простого метода может быть измерена толщина оксидной пленки, образовавшейся на материале, пропитываемом кислотной водой в течение определенного периода времени.
[0261] Фиг. 26 представляет собой график, показывающий результат измерения концентрации элементов в металлической подложке (SUS316L), которую пропитывают водным раствором серной кислоты с рН 4 при 80°С в течение 100 часов, измеренной с помощью оже-электронной спектроскопии. Согласно Фиг. 26 установлено, что кислород (O'), происходящий из поверхносного оксида, присутствует в пределах приблизительно 10-нанометровой глубины от поверхностного слоя, в дополнение к составляющим элементам (Fe, Cr, Ni) металлической подложки. Поэтому при таких условиях средний диаметр зерна электропроводных зерен предпочтительно составляет 10 нм или более, более предпочтительно между 10 нм и 100 нм, еще более предпочтительно между 10 нм и 20 нм. Поскольку кислотная атмосфера в топливном элементе зависит от условий выработки электроэнергии, толщину поверхностного оксида предпочтительно оценивают заблаговременно при условиях, моделирующих среду в топливном элементе согласно условиям выработки электроэнергии.
[0262] Толщина оксидной пленки, образовавшейся на металлической подложке из типичного материала, приблизительно составляет между 0,001 нм и 0,1 нм на стали SUS и приблизительно между 0,001 нм и 1 нм на Al. Поэтому средний диаметр зерна электропроводных зерен предпочтительно составляет между 0,01 нм и 100 нм, более предпочтительно между 1 нм и 100 нм, еще более предпочтительно между 10 нм и 100 нм. Когда средний диаметр зерна составляет 0,01 нм или более, может быть получен эффект данного варианта воплощения. В частности, когда средний диаметр зерна составляет 10 нм или более, электропроводные зерна имеют большую толщину, чем толщины почти всех оксидных пленок, образующихся материалами, составляющими металлическую подложку или промежуточный слой. Таким образом, обеспечиваются точки контакта между электропроводными зернами или между электропроводными зернами и металлической подложкой/промежуточным слоем, и электрическая проводимость улучшается. Когда средний диаметр зерна составляет 100 нм или менее, между зернами могут быть обеспечены значительные точки контакта, и могут быть сокращены размеры зазоров между зернами. Соответственно, улучшаются адгезия и электрическая проводимость. Следует отметить, что «диаметр зерна» представляет собой максимальное расстояние среди произвольных расстояний между двумя точками на внешнем контуре соответствующих зерен. В дополнение, «средний диаметр зерна» рассчитывают как среднее значение диаметров зерна у зерен, наблюдаемых в полях зрения числом от нескольких до нескольких десятков с использованием средств наблюдения, таких как сканирующий электронный микроскоп (СЭМ) и просвечивающий электронный микроскоп (ПЭМ), если не оговорено нечто иное.
[0263] Степень покрытия металлической подложки, покрытой электропроводными зернами, предпочтительно составляет от 50% или более до 100% или менее, более предпочтительно от 65% или более до 100% или менее, еще более предпочтительно от 70% или более до 100% или менее, особенно предпочтительно от 80% или более до 95% или менее. Когда степень покрытия составляет 50% или более, обеспечивается достаточная электрическая проводимость, и может быть подавлено увеличение контактного сопротивления электропроводного узла. С учетом улучшения электрической проводимости металлическая подложка как можно больше покрыта электропроводными зернами, в частности, предпочтительна 100%-ная степень покрытия (полное покрытие). Следует отметить, что количество электропроводных зерен увеличивается по мере того, как возрастает степень покрытия. Таким образом, меньшая степень покрытия является предпочтительной при условии, что обеспечивается электрическая проводимость, поскольку элементы - благородные металлы, которые являются типичными материалами для электропроводных зерен, дорогостоящи. «Степень покрытия металлической подложки, покрытой электропроводными зернами» представляет долю площади электропроводных зерен в электропроводном упрочняющем слое, которая перекрывает металлическую подложку 252, когда на электропроводный узел (сепаратор 5) смотрят с направления наслоения. Степень покрытия (доля открытой подложки) может быть рассчитана из доли площади, полученной обработкой изображений плоскостного распределения элемента в электропроводных зернах, полученного с использованием оже-электронной спектроскопии.
[0264] Фиг. 27 представляет собой график, показывающий взаимосвязь между степенью покрытия и контактным сопротивлением электропроводных зерен в детали, в которой поверхность металлической подложки, снабженная оксидной пленкой, покрыта электропроводными зернами (Au). Пунктирная линия на Фиг. 27 представляет присутствие многих оксидных пленок на поверхности металлической подложки, а также взаимосвязь между степенью покрытия и контактным сопротивлением в плотном состоянии, а сплошная линия на Фиг. 27 представляет взаимосвязь между степенью покрытия и контактным сопротивлением в состоянии с малым числом оксидных пленок. Из Фиг. 27 установлено, что контактное сопротивление склонно к возрастанию по мере снижения степени покрытия. Кроме того, установлено, что контактное сопротивление может быть значительно снижено, когда степень покрытия составляет 50% или более, если состояния оксидных пленок различаются, хотя это зависит от плотности оксидных пленок.
[0265] Электропроводный упрочняющий слой может содержать другие материалы в дополнение к электропроводным зернам. Благодаря включению других материалов электропроводный упрочняющий слой способствует не только улучшению электрической проводимости между слоями, но и превосходной устойчивости к коррозии. В дополнение, когда для электропроводных зерен используют дорогостоящий элемент - благородный металл, количество элемента - благородного металла - может быть сокращено, что является преимущественным для снижения стоимости. Примеры таких материалов включают металл из Группы 4 (Ti, Zr, Hf), металл из Группы 5 (V, Nb, Ta), металл из Группы 6 (Cr, Mo, W) в Периодической таблице; металлоид, такой как Si и В; и сплав, карбид и нитрид этих металлов. Среди них предпочтительно может быть использован металл с меньшим вымыванием ионов, такой как хром (Cr), вольфрам (W), титан (Ti), молибден (Mo), ниобий (Nb) или гафний (Hf), или нитрид, карбид или карбонитрид этих металлов. Более предпочтительно, можно использовать Cr или Ti, или их карбид или нитрид. В особенности, когда применяют вышеупомянутый металл с меньшим вымыванием ионов или его карбид или нитрид, могут быть значительно улучшены антикоррозионные характеристики сепаратора.
[0266] Содержание электропроводных зерен в электропроводном упрочняющем слое 255 конкретно не ограничено, и это содержание может быть произвольно скорректировано так, чтобы степень покрытия металлической подложки, покрытой электропроводными зернами, была в вышеупомянутом желательном диапазоне.
[0267] Материал, составляющий электропроводный упрочняющий слой, иной, нежели электропроводные зерна, предпочтительно имеет коэффициент теплового расширения, который предпочтительно является более высоким или равным, более предпочтительно превышающим коэффициент теплового расширения материала, составляющего описываемый ниже промежуточный слой (металл, карбид металла или нитрид металла, составляющий промежуточный слой). Обычно электропроводный углеродный слой не является легко термически расширяющимся, тогда как металлическая подложка легко термически расширяется. Поэтому соответствующие материалы, составляющие электропроводный упрочняющий слой и промежуточный слой, должным образом определяют так, чтобы каждый имел вышеописанный коэффициент теплового расширения. В результате может быть подавлена разница между расширением и сокращением, обусловленными теплотой, выделяющейся в металлической подложке, электропроводном упрочняющем слое, промежуточном слое и электропроводном углеродном слое, и поэтому может быть предотвращено расслоение, возникающее в соответствующих слоях. Кроме того, в таком случае может быть повышена адгезия между электропроводным упрочняющим слоем и промежуточным слоем.
[0268] В данном варианте воплощения степень покрытия электропроводными зернами в электропроводном упрочняющем слое относительно металлической подложки предпочтительно становится выше от стороны выше по потоку к стороне ниже по потоку в направлении течения газа. Более конкретно, степень покрытия электропроводными зернами, независимо от анода и катода, является наименьшей на стороне выше по потоку, то есть составляет приблизительно 50%, и повышается, по мере необходимости с учетом условий выработки электроэнергии и тому подобных, к стороне ниже по потоку, которая подвержена воздействию серьезных коррозионно-агрессивных условий. Концентрационная ориентация электропроводного упрочняющего слоя в плоскостном направлении может увеличиваться непрерывно в направлении течения газа. Альтернативно, концентрационная ориентация может возрастать ступенчатым образом за счет создания множества сегментированных областей, имеющих различные температуры. Однако электропроводные зерна могут быть диспергированы равномерно по всей площади.
[0269] Дисперсное состояние электропроводных зерен в электропроводном упрочняющем слое конкретно не ограничено при условии, что обеспечивается электрическая проводимость электропроводного узла. Фиг. 28 представляет собой типичное поперечное сечение электропроводного узла, содержащего электропроводные зерна и столбчатый материал согласно данному варианту воплощения. «Столбчатый материал» представляет собой материал, имеющий столбчатые структуры с высокой кристаллической ориентацией. Определение «кристаллической ориентации» подобно таковому, описанному при пояснении плотного барьерного слоя во втором варианте воплощения.
[0270] В данном варианте воплощения электропроводный упрочняющий слой 255 содержит столбчатый материал 258, имеющий множество столбчатых структур, имеющихся в направлении толщины электропроводного узла, в дополнение к электропроводным зернам 257. Электропроводные зерна 257 имеются на поверхности столбчатого материала 258 в электропроводном упрочняющем слое и на границе раздела между металлической подложкой 252 и электропроводным упрочняющим слоем 255.
[0271] Когда электропроводный упрочняющий слой содержит столбчатый материал, имеющий множество столбчатых структур на наноуровне, зазоры между столбчатыми структурами действуют как каналы для течения кислотной воды. Поэтому на поверхностях столбчатых структур и поверхности металлической подложки легко образуются оксидные пленки. В частности, когда описываемый ниже промежуточный слой образован столбчатым материалом, имеющим множество столбчатых структур, расположенных в направлении толщины электропроводного узла, зазоры между столбчатыми структурами действуют как каналы для течения кислотной воды. В результате легко стимулируется образование оксидных пленок. Поскольку такие оксидные пленки имеют изоляционные свойства, электрическая проводимость снижается. Таким образом, существует традиционная проблема повышения контактного сопротивления на сепараторе. В электропроводном упрочняющем слое согласно данному варианту воплощения на поверхности столбчатого материала присутствуют электропроводные зерна. Поэтому между столбчатыми структурами образуются токопроводящие перемычки, так что электрическая проводимость в плоскостном направлении обеспечивается в достаточной степени. В дополнение, в данном варианте воплощения электропроводные зерна также присутствуют на границе раздела между металлической подложкой и электропроводным упрочняющим слоем. Поэтому может быть подавлено повышение сопротивления на границе раздела с металлической подложкой. Соответственно, может быть эффективно предотвращено снижение электрической проводимости, даже когда оксидные пленки образуются. Вышеописанный столбчатый материал склонен образовываться, когда слои формируют методом распыления.
[0272] Хотя электропроводный упрочняющий слой и промежуточный слой в данном варианте воплощения имеют множество столбчатых структур, расположенных в направлении толщины электропроводного узла, структура промежуточного слоя не ограничена столбчатой структурой, и могут быть использованы разнообразные конфигурации. В дополнение, дисперсное состояние электропроводных зерен не ограничено вышеописанным состоянием, и могут быть применены другие подходящие дисперсные состояния. Например, в качестве одного из прочих дисперсных состояний, электропроводные зерна и другие материалы могут образовывать слои, соответственно, чтобы быть наслоенными поверх друг друга. Структуры электропроводного упрочняющего слоя и промежуточного слоя, описанные выше, могут быть подтверждены с помощью СЭМ-EDX (сканирующий электронный микроскоп с энергорассеивающей рентгеновской спектрометрией) или ПЭМ.
[0273] Хотя толщина электропроводного упрочняющего слоя 255 конкретно не ограничена, толщина предпочтительно является настолько тонкой, что предотвращается повышение сопротивления, обусловленное образованием оксидных пленок на границе раздела металлической подложки. Более конкретно, в электропроводном узле, включающем металлическую подложку и промежуточный слой, толщина электропроводного упрочняющего слоя 255 предпочтительно является более толстой, чем толщина области, в которой образовалась оксидная пленка, на поверхности металлической подложки. В дополнение, толщина электропроводного упрочняющего слоя 255 предпочтительно является более тонкой, чем толщина описываемого ниже промежуточного слоя. Когда электропроводный упрочняющий слой 255 имеет такую толщину, может быть достигнут эффект улучшения адгезии промежуточного слоя и эффект улучшения электрической проводимости электропроводного упрочняющего слоя, и возможно снижение занимаемого пространства.
[0274] Электропроводный упрочняющий слой может быть создан на по меньшей мере одной поверхности металлической подложки. Однако, с точки зрения дополнительного достижения желательного эффекта в данном варианте воплощения, электропроводный упрочняющий слой может быть создан на обеих сторонах металлической подложки. Когда электропроводный упрочняющий слой создают на обеих сторонах металлической подложки, на поверхностях соответствующих электропроводных упрочняющих слоев дополнительно создают промежуточный слой и электропроводный углеродный слой. Когда электропроводный упрочняющий слой создают на одной поверхности металлической подложки, электропроводный упрочняющий слой предпочтительно размещают между электропроводным углеродным слоем, сформированным на стороне МЭУ, и металлической подложкой. В дополнение, электропроводный упрочняющий слой может представлять собой единичный слой, или же может иметь многослойную структуру, образованную из нескольких слоев.
Промежуточный слой
[0275] Промежуточный слой 256 предусмотрен на электропроводном упрочняющем слое 255 и служит для улучшения адгезии между металлической подложкой 252 и электропроводным упрочняющим слоем 255 и для предотвращения вымывания ионов из металлической подложки 252. Более конкретно, функциональный эффект от создания промежуточного слоя 256 значительно повышается, когда электропроводный упрочняющий слой 255 образован вышеописанным металлом или его сплавом. Как описано ниже, когда электропроводный углеродный слой 254 содержит электропроводный углерод и имеет отношение интенсивностей R (ID/IG) интенсивности (ID) максимума D-полосы к интенсивности (IG) максимума G-полосы, измеренных с помощью спектрального анализа рамановского рассеяния (например, когда значение R превышает 2,0), получается значительное улучшение адгезии к электропроводному упрочняющему слою 255 благодаря созданию промежуточного слоя 256.
[0276] Хотя материал, составляющий промежуточный слой 256, конкретно не ограничен при условии, что этот материал может обеспечивать вышеупомянутую адгезию, может быть использован такой же материал, как промежуточный слой 32 в первом варианте воплощения. В дополнение, хотя толщина промежуточного слоя 256 конкретно не ограничена, промежуточный слой 256 может иметь такую же толщину, как и промежуточный слой 32 в первом варианте воплощения. Кроме того, хотя структура промежуточного слоя 256 конкретно не ограничена, промежуточный слой 256 может иметь такую же столбчатую структуру, как и промежуточный слой 32 в первом варианте воплощения.
[0277] Как описано выше, когда материал, составляющий промежуточный слой 256, имеет коэффициент теплового расширения, более низкий и равный, чем таковой у материала, составляющего электропроводный упрочняющий слой 255, может быть повышена адгезия между промежуточным слоем 256 и электропроводным упрочняющим слоем 255. Кроме того, когда коэффициент теплового расширения промежуточного слоя 256 подобен или более высок, чем коэффициент теплового расширения электропроводного углеродного слоя 254, может быть повышена адгезия между промежуточным слоем 256 и электропроводным упрочняющим слоем 255. С учетом этих ситуаций соотношение между коэффициентом теплового расширения (αsub) материала, составляющего металлическую подложку, коэффициентом теплового расширения (αrei) материала, составляющего электропроводный упрочняющий слой, коэффициентом теплового расширения (αmid) материала, составляющего промежуточный слой, и коэффициентом теплового расширения (αc) материала, составляющего электропроводный тонкий слой, предпочтительно удовлетворяет следующей формуле:
[Математическое выражение 4]
[0278] αsub≥αrei≥αmid≥αc
Электропроводный углеродный слой
[0279] Электропроводный углеродный слой 254 предусмотрен на промежуточном слое 256 и содержит электропроводный углерод. Благодаря присутствию электропроводного углеродного слоя улучшается устойчивость к коррозии с обеспечением электрической проводимости электропроводного узла (сепаратора) 5В по сравнению с ситуацией, где предусмотрена только металлическая подложка 252. Что касается электропроводного углеродного слоя 254, то может быть использован электропроводный углеродный слой 33 в первом варианте воплощения.
[0280] Далее приведен предпочтительный вариант изготовления электропроводного узла согласно данному варианту воплощения. Однако объем настоящего изобретения не ограничивается только нижеследующим вариантом воплощения. Такие условия, как материал для соответствующих элементов электропроводного узла, составляющего сепаратор 5В, являются такими же, как описано выше, и поэтому пояснения их в этом варианте воплощения повторяться не будут.
[0281] Сначала в качестве металлической подложки готовят пластину, такую как пластина из нержавеющей стали, имеющую желательную толщину. Затем поверхность приготовленной металлической подложки подвергают обработке обезжириванием и промыванием с использованием подходящего растворителя, как в случае первого варианта воплощения. Затем удаляют оксидную пленку, образовавшуюся на поверхности (обеих сторон) металлической подложки. Способ удаления оксидной пленки представляет собой способ, подобный первому варианту воплощения.
[0282] Затем на обработанной поверхности металлической подложки формируют электропроводный упрочняющий слой. Затем, с использованием в качестве мишени вышеупомянутого материала (электропроводных зерен и других материалов, при необходимости), составляющего электропроводный упрочняющий слой, на атомном уровне наносят слой, включающий электропроводный углерод, на поверхность металлической подложки с тем, чтобы сформировать электропроводный упрочняющий слой. Тем самым адгезия на границе раздела электропроводного упрочняющего слоя и металлической подложки, непосредственно соединенных друг с другом, и на ее периферии может сохраняться в течение длительного периода времени благодаря силам межмолекулярного взаимодействия и тому подобным.
[0283] Примеры предпочтительного способа нанесения электропроводных зерен и других материалов включают метод электроосаждения, метод физического осаждения паров (PVD), такой как метод распыления и метод ионного осаждения, и метод ионно-лучевого осаждения, такой как метод катодной вакуумной дуги в магнитном фильтре (FCVA). Примеры метода распыления включают метод магнетронного распыления, метод распыления с несбалансированным магнетроном (UBMS) и метод двойного магнетронного распыления. Примеры метода ионного осаждения включают метод дугового ионного осаждения. В частности, предпочтительны метод распыления и ионного осаждения, а особенно предпочтительным является метод распыления. С использованием этих методов возможно формирование пленки при относительно низкой температуре, и поэтому может быть сведено к минимуму повреждение металлической подложки как основы. Когда используют метод распыления, напряжение смещения и тому подобное регулируют так, чтобы можно было контролировать свойства пленки в формируемом слое. Более того, согласно методу распыления, условия распыления, такие как скорость распыления, настраивают так, чтобы можно было регулировать дисперсное состояние электропроводных зерен. Из методов распыления предпочтителен метод распыления с несбалансированным магнетроном. Этим методом может быть сформирован электропроводный упрочняющий слой, имеющий превосходную адгезию, имеющуюся между металлической подложкой и промежуточным слоем.
[0284] Степень покрытия и диаметр зерна электропроводных зерен могут быть определены в пределах желательного диапазона путем предварительного выяснения взаимосвязи между продолжительностью распыления и количеством диспергируемого материала, чтобы затем регулировать эти условия.
[0285] Затем на поверхности электропроводного упрочняющего слоя формируют промежуточный слой и электропроводный углеродный слой. Способ формирования промежуточного слоя и электропроводного углеродного слоя может быть таким же, как и способ, используемый для формирования вышеописанного электропроводного упрочняющего слоя. Предпочтительно применяют метод распыления и метод ионного осаждения, более предпочтительно используют метод распыления, а особенно предпочтительно используют метод распыления с несбалансированным магнетроном. Однако для соответствующих материалов, составляющих промежуточный слой и электропроводный углеродный слой, необходимо заменять мишень. Когда промежуточный слой формируют вышеописанным методом, может быть дополнительно улучшена адгезия. Когда электропроводный углеродный слой формируют таким же методом, может быть сформирован углеродный слой с низким содержанием водорода, в дополнение к вышеупомянутому преимуществу. В результате может быть повышена степень связности между атомами углерода (углерода с sp2-гибридизацией) и может быть достигнута превосходная электрическая проводимость.
[0286] Когда промежуточный слой формируют на электропроводном упрочняющем слое методом распыления или методом ионного осаждения, на границе раздела между электропроводным упрочняющим слоем и промежуточным слоем часть, происходящая из электропроводного упрочняющего слоя, может сосуществовать с частью, происходящей из промежуточного слоя. Даже если такое сосуществование имеет место, эффект согласно данному изобретению может быть в достаточной мере достигнут при условии, что электропроводный упрочняющий слой и промежуточный слой имеют вышеупомянутые толщины.
[0287] Когда каждый слой формируют методом распыления, к металлической подложке во время распыления предпочтительно прикладывают отрицательное напряжение смещения. В таком случае благодаря эффекту ионного облучения могут быть сформированы соответствующие слои, в которых составляющих их зерна и графитовые кластеры плотно собраны. Поскольку такие слои имеют превосходную электрическую проводимость, может быть создан электропроводный узел (сепаратор) с малым контактным сопротивлением относительно других деталей (например, МЭУ). Уровень (абсолютное значение) прикладываемого отрицательного напряжения смещения конкретно не ограничен, и может быть использовано любое напряжение, подходящее для формирования соответствующих слоев. Прикладываемое напряжение предпочтительно составляет между 50 и 500 В, более предпочтительно между 100 и 300 В. Другие конкретные условия во время формирования пленки конкретно не ограничены, и могут быть надлежащим образом использованы общеизвестные сведения.
[0288] Согласно вышеописанным процессам может быть изготовлен электропроводный узел, в котором на одной основной поверхности металлической подложки 252 сформированы электропроводный упрочняющий слой 255, промежуточный слой 256 и электропроводный углеродный слой 254. При электропроводном узле, в котором электропроводный упрочняющий слой 255 предусмотрен на обеих сторонах металлической подложки 252, такой же описанный выше метод может быть также применен к другой основной поверхности металлической подложки 252, чтобы создать на ней электропроводный упрочняющий слой 255.
[0289] Электропроводный узел согласно данному варианту воплощения может быть использован по разнообразным назначениям, как и в случае первого варианта воплощения. Одним из типичных примеров является сепаратор 5В ТЭПЭ, показанный на Фиг. 1. Когда электропроводный узел согласно данному варианту воплощения используют для сепаратора ТЭПЭ, электропроводный узел может быть использован для по меньшей мере одного из анодного сепаратора 5а и катодного сепаратора 5b. Однако ввиду большого количества воды, образующегося особенно на катодной стороне, электропроводный узел предпочтительно применяют по меньшей мере в качестве катодного сепаратора. Более предпочтительно, электропроводный узел используют для соответствующих катодного и анодного сепараторов. Когда электропроводный узел предусмотрен в соответствующем анодном сепараторе 5а и катодном сепараторе 5b, количество электропроводных зерен в электропроводном упрочняющем слое предпочтительно является бóльшим в катодном сепараторе, чем в анодном сепараторе. В топливном элементе на катоде генерируется напряжение от 0 до 1 В (относительно стандартного водородного электрода (СВЭ)), и приблизительно такой же потенциал также приложен к поверхности сепаратора. Более того, поскольку на катодной стороне присутствует большое количество воды, образующейся при выработке электроэнергии, катодный сепаратор подвергается воздействию исключительно жесткой коррозионно-агрессивной среды. Поэтому эффект повышения электрической проводимости/устойчивости к коррозии благодаря электропроводным зернам может быть получен в большей степени в катодном сепараторе, которому особенно требуется устойчивость к коррозии.
[0290] Как описано выше, электропроводный узел согласно данному варианту воплощения применяют в сепараторе ТЭПЭ. Однако электропроводный узел согласно данному варианту воплощения не ограничен этим применением. Например, электропроводный узел согласно данному варианту воплощения может быть применен в качестве сепаратора для разнообразных типов топливных элементов, таких как ФКТЭ, РКТЭ, ТОТЭ и ЩТЭ, в дополнение к ТЭПЭ, как и в случае электропроводного узла в первом варианте воплощения. Более того, электропроводный узел используют по различным назначениям, где требуется как электрическая проводимость, так и устойчивость к коррозии, в дополнение к сепаратору для топливного элемента. Примеры других назначений, иных, нежели сепаратор для топливного элемента, по которым применяют электропроводный узел, включают детали для топливного элемента (токосъемник, токопроводящая шина, газодиффузионный субстрат, МЭУ) и точки контакта электронных компонентов. Более того, электропроводный узел согласно данному варианту воплощения может быть использован во влажной среде и проводящей среде. В таких окружающих условиях в значительной мере достигается функциональный эффект настоящего изобретения в плане обеспечения как электрической проводимости, так и устойчивости к коррозии.
[0291] Далее приведено дополнительное пояснение действия электропроводного узла согласно данному варианту воплощения с привлечением Примеров и Контрольных Примеров. Однако объем настоящего изобретения не ограничен этими примерами.
Пример III-1
[0292] Пластину из нержавеющей стали (SUS316L) приготовили в качестве металлической подложки, составляющей электропроводный узел. Толщина пластины из нержавеющей стали была 100 мкм. Пластину из нержавеющей стали промыли раствором этанола под действием ультразвуковых волн в течение трех минут в качестве предварительной обработки. Затем промытую пластину из нержавеющей стали поместили в вакуумную камеру и подвергли обработке ионной бомбардировкой в газообразном Ar, чтобы удалить оксидную пленку на ее поверхности. Степень вакуума в вакуумной камере устанавливали на приблизительно 10-3 Па, а давление газообразного Ar устанавливали на приблизительно 0,1-1 Па. Следует отметить, что как предварительную обработку, так и обработку ионной бомбардировкой проводили на обеих поверхностях пластины из нержавеющей стали.
[0293] Затем методом распыления с несбалансированным магнетроном, используя в качестве мишени Au, которое было материалом для электропроводных зерен, и Cr, который был другим материалом электропроводного упрочняющего слоя, на каждой поверхности пластины из нержавеющей стали сформировали электропроводный упрочняющий слой, состоящий из Au и Cr. Толщина электропроводного упрочняющего слоя (слоя с зернами Au) была 20 нм.
[0294] Обычно, когда слой формируют распылением, сформированный слой включает пленкообразующий материал, имеющий множество столбчатых структур. Однако было установлено, что в электропроводном упрочняющем слое этого примера зерна Au были диспергированы на границе раздела между поверхностью образованного хромом (Cr) слоя, имеющего столбчатые структуры, и пластиной из нержавеющей стали (металлической подложкой). В дополнение, степень покрытия (покрытия поверхности) зернами Au составляла 90%. Степень покрытия зернами Au рассчитывали анализом поверхности и анализом изображений с использованием ОЭС. Хотя степень покрытия рассчитывали согласно ОЭС и описанному ниже методу анализа изображений, для этих расчетов использовали еще один образец, в котором процесс формирования пленки останавливали перед началом образования электропроводного углеродного слоя.
[0295] Степень покрытия электропроводными зернами (Au) может быть определена по разности в скоростях распыления между Au и Cr, которая формируется одновременно с Au. В данном примере размер и положение мишени предпочтительно варьировали так, чтобы Au, имеющее более высокую скорость распыления, диспергировалось до необходимого минимума. После определения каждого условия мишени степень покрытия и толщину слоя можно было по отдельности определить по продолжительности формирования пленки.
[0296] Затем, с использованием метода UBMS, на электропроводном упрочняющем слое на обеих поверхностях пластины из нержавеющей стали формировали промежуточный слой, имеющий образованные хромом столбчатые структуры, используя Cr в качестве мишени. Промежуточный слой формировали при приложении к пластине из нержавеющей стали отрицательного напряжения смещения 50 В. Толщина промежуточного слоя составляла 0,2 мкм.
[0297] Затем, с использованием метода UBMS, на промежуточном слое, сформированном на обеих сторонах пластины из нержавеющей стали, используя твердый графит в качестве мишени, формировали электропроводный углеродный слой. Таким образом, приготовили образец (III-1). Электропроводный углеродный слой формировали при приложении к пластине из нержавеющей стали отрицательного напряжения смещения 140 В. Толщина электропроводного углеродного слоя составляла 0,2 мкм.
Пример III-2
[0298] Образец (III-2) приготовили с помощью операций, подобных Примеру III-1. Регулировали продолжительность формирования пленки, тем самым образуя электропроводный упрочняющий слой со степенью покрытия Au 38%.
Пример III-3
[0299] Образец (III-3) приготовили с помощью операций, подобных Примеру III-1, за исключением того, что вместо Au в качестве электропроводных зерен использовали Ag. Когда степень покрытия Ag измеряли методом, подобным Примеру III-1 или Примеру III-2, степень покрытия составляла 83%.
Контрольный Пример III-1
[0300] Образец (III-4) приготовили с помощью операций, подобных Примеру III-1, за исключением того, что образованный из Cr промежуточный слой формировали непосредственно на пластине из нержавеющей стали без использования электропроводных зерен. Толщину промежуточного слоя регулировали так, чтобы она была такой же, как и общая толщина электропроводного упрочняющего слоя и промежуточного слоя в Примере III-1.
Оценка: Испытание на устойчивость к коррозии
[0301] Соответствующие электропроводные узлы, приготовленные в Примерах с III-1 по III-3 и в Контрольном Примере III-1, подвергли испытанию на устойчивость к коррозии. Более конкретно, в отношении соответствующих приготовленных электропроводных узлов измеряли значение контактного сопротивления непосредственно после приготовления и значение контактного сопротивления после пропитывания водным раствором серной кислоты с рН 4 при 80°С в течение 100 часов. Затем рассчитывали степень роста значения контактного сопротивления непосредственно после приготовления. Следует отметить, что водный раствор серной кислоты представляет собой раствор, моделирующий среду, воздействию которой сепаратор подвергается в топливном элементе. Температуру испытания устанавливали на 80°С потому, что рабочая температура топливного элемента обычно составляет от комнатной температуры (25°С) до 70°С. В этом варианте воплощения, когда степень роста значения контактного сопротивления является более низкой, это означает, что улучшается долговечность топливного элемента. Вышеупомянутое контактное сопротивление представляет значение контактного сопротивления в направлении наслоения электропроводного узла, и его измерение выполняли методом, описанным в первом варианте воплощения. Результат измерения значения контактного сопротивления показан ниже в Таблице 4.
Анализ профиля концентрации элементов с помощью ОЭС (оже-электронной спектроскопии)
[0302] Профиль концентрации элементов в направлении наслоения электропроводного узла измеряли с привлечением ОЭС в соответствующих образцах с (III-1) по (III-4), приготовленных в Примерах с III-1 по III-3 и Контрольном Примере III-1, перед проведением испытания на устойчивость к коррозии. Фиг. 29 представляет собой распределение элементов в направлении глубины от поверхности электропроводного углеродного слоя в образце (III-1) перед испытанием на устойчивость к коррозии. Установлено, что распределение кислорода в поверхности подложки не подтверждается до испытания на устойчивость к коррозии, и оксидная пленка не образуется. Подобно этому, в ОЭС-измерениях соответствующих образцов с (III-1) по (III-4) не подтверждено образование оксидной пленки.
[0303] Затем, с привлечением ОЭС в соответствующих образцах с (III-1) по (III-4), после испытания на устойчивость к коррозии измерили профиль концентрации элементов в направлении наслоения электропроводного узла. Фигуры 30-33 представляют собой распределения элементов в направлении глубины от поверхности электропроводного углеродного слоя в образцах с (III-1) по (III-4) после испытания на устойчивость к коррозии. Как можно видеть из Фигур 30-33, кислород (О) распределен в области от поверхности металлической подложки (Fe, Ni) до промежуточной области слоя Cr, и подтверждено образование оксидной пленки. В дополнение, установлено, что, в то время как электропроводные зерна из Au или Ag присутствуют в области распределения кислорода (оксидной пленке) в соответствующих электропроводных узлах (образцы с (III-1) по (III-3)) Примеров с III-1 по III-3, электропроводные зерна не присутствуют в электропроводном узле Контрольного Примера III-1 (образец (III-4)).
[0304] Затем с помощью ОЭС измеряли профиль концентрации элементов в плоскостном направлении электропроводного узла, и плоскостное распределение элементов в электропроводных зернах подвергали обработке изображений, чтобы рассчитать степень покрытия металлической подложки, покрытой электропроводными зернами, согласно доле площади. Результат этого показан ниже в Таблице 4. ОЭС-измерение проводили при следующих условиях:
[0305] Устройство ОЭС: оже-электронный спектрометр с автоэлектронной эмиссией, модель I-680, производства фирмы ULVAC-PHI, Inc.
Экспериментальная точка: 256×256; напряжение ускорения электронного пучка: 10 кВ
Расчет степени покрытия по обработке изображений: высокоскоростное устройство обработки изображений KS400, изготовленное фирмой Carl Zeiss, Inc.; принимающее цифровые изображения и вычисляющее соотношения площадей целевых элементов.
[0306] Как показано в Таблице 4, установлено, что контактное сопротивление в соответствующих электропроводных узлах каждого примера отрегулировано на предельно низкое значение по сравнению со значением в контрольном примере. Соответственно, установлено, что повышение значения сопротивления в направлении толщины электропроводного узла подавляется, даже когда на электропроводном узле, включающем электропроводный упрочняющий слой, образуется оксидная пленка.
[0307] Кроме того, показано, что рост уровня контактного сопротивления может быть сокращен в электропроводном узле (образец (III-1) Примера III-1) при степени покрытия 50% или более, сравнительно с электропроводным узлом (образец (III-2) Примера III-2) со степенью покрытия менее 50%.
[0308]
|
Четвертый вариант воплощения
[0309] Далее приведено пояснение электропроводного узла и способа изготовления электропроводного узла согласно четвертому варианту воплощения настоящего изобретения с привлечением чертежей. Следует отметить, что компоненты, идентичные первому варианту воплощения, обозначены такими же ссылочными номерами, и их пояснения не повторяются.
[0310] В электропроводных узлах (электропроводных конструкциях) согласно первому-третьему вариантам воплощения в качестве подложки использовали металлическую подложку (металлическую пластину). Однако в электропроводном узле (электропроводной конструкции) согласно данному варианту воплощения в качестве подложки используется пористый материал, который может быть использован в качестве газодиффузионного слоя для топливного элемента. Далее будет пояснен пример строения электропроводного узла, используемого в качестве газодиффузионного слоя.
[0311] Газодиффузионный слой включает в себя слой пористого материала и электропроводный углеродный слой или частицы электропроводного углерода, размещенные на поверхности слоя или в слое пористого материала. Соотношение интенсивностей R (ID/IG) интенсивности (ID) максимума D-полосы к интенсивности (IG) максимума G-полосы, измеренных с помощью спектрального анализа рамановского рассеяния, составляет 1,3 или более в электропроводном углеродном слое или в частицах электропроводного углерода. Средний максимум электропроводного углеродного слоя, определенный измерением вращательной анизотропии с использованием спектрального анализа рамановского рассеяния, показывает картину двойной симметрии.
[0312] Как описано ниже, слой пористого материала может содержать по меньшей мере один материал, выбранный из группы, состоящей из углеродного волокна, металлического волокна и органического волокна. Один пример углеродного волокна включает углеродное волокно, которое является не графитизированным, но карбонизированным. Карбонизированное углеродное волокно обычно используют для упрочняющего элемента строений (зданий), поскольку оно является менее дорогостоящим, чем графитизированное углеродное волокно. Однако карбонизированное углеродное волокно хуже по электрической проводимости сравнительно с графитизированным углеродным волокном. Хотя металлическое волокно, такое как волокно, состоящее из благородного металла, имеет достаточно высокую электрическую проводимость, такое металлическое волокно является слишком дорогостоящим в плане практического применения. С другой стороны, металлическое волокно, состоящее из недорогого металла, обусловливает потерю электрической проводимости вследствие образования оксидной пленки на его поверхности. Другими словами, при использовании металлического волокна возникает техническая проблема недостатка электрической проводимости, обусловленная оксидной пленкой.
[0313] В газодиффузионном слое, раскрытом в публикации нерассмотренной заявки на патент Японии № 2008-153200, используют листообразный субстрат на основе углеродного волокна, которое, будучи графитизированным, имеет высокую электрическую проводимость. Однако существует проблема резкого возрастания стоимости, поскольку процесс графитизации углеродного волокна представляет собой высокотемпературный процесс при 2000°С или более.
[0314] Ввиду такой технической проблемы технологический принцип согласно данному варианту воплощения является следующим. А именно, даже когда слой пористого материала образован волокном, недорогим, но не имеющим достаточной электрической проводимости, ГДС, применимый в топливном элементе, может быть получен, когда электропроводный углеродный слой или частицы электропроводного углерода покрыты вышеупомянутым волокном. А именно, ГДС для топливного элемента согласно данному варианту воплощения представляет собой ГДС, который обеспечивает высокую электрическую проводимость и сокращение стоимости.
[0315] Следует отметить, что в данном варианте воплощения электропроводный углерод в углеродном волокне, составляющем слой пористого материала, называется «электропроводным углеродом, составляющим слой пористого материала». С другой стороны, электропроводный углеродный слой и частицы электропроводного углерода просто называются «электропроводным углеродом», чтобы провести различие между этими двумя электропроводными углеродами.
[0316] Согласно данному варианту воплощения значительно снижено контактное сопротивление между ГДС, образованным электропроводным углеродным слоем или электропроводными зернами, имеющимися на слое пористого материала, и смежной деталью. В дополнение, диаметр тонких пор в пористом материале, составляющем слой пористого материала, можно регулировать из-за наличия электропроводного углеродного слоя или электропроводных зерен, и можно улучшить характеристики выделения газа и жидкости в топливном элементе. Электропроводный углеродный слой предусмотрен на поверхности слоя пористого материала или же предусмотрен слой пористого материала (волокне). В этом случае электропроводные зерна главным образом присутствуют внутри слоя пористого материала.
[0317] Топливный элемент с полимерным электролитом (ТЭПЭ) согласно данному варианту воплощения также имеет принципиальное строение, подобное ТЭПЭ согласно первому варианту воплощения. Более конкретно, как показано на Фиг. 1, анодный каталитический слой 3а и катодный каталитический слой 3b размещены в тесном контакте с соответствующими поверхностями полимерной электролитной мембраны 2, которая селективно переносит ионы водорода. Кроме того, анодный газодиффузионный слой 4а и катодный газодиффузионный слой 4b, обладающие газопроницаемостью и электрической проводимостью, размещены в тесном контакте с соответствующими внешними поверхностями каталитических слоев 3 (3а, 3b). В дополнение, газодиффузионные слои 4 (4а, 4b) и полимерная электролитная мембрана 2 составляют мембранно-электродный узел 9.
[0318] На соответствующих внешних поверхностях газодиффузионных слоев размещены анодный сепаратор 5а и катодный сепаратор 5b, так что мембранно-электродный узел 9 механически собран, и смежные МЭУ 9 электрически соединены между собой последовательно. Электропроводные узлы (8а, 8b) образованы сепараторами (5а, 5b) и газодиффузионными слоями (4а, 4b), которые являются смежными относительно друг друга.
[0319] В качестве газодиффузионных слоев 4 (4а, 4b) для топливного элемента используют ГДС согласно данному варианту воплощения с тем, чтобы добиться высокой электрической проводимости и снижения стоимости. Соответственно, может быть получен ТЭПЭ 1, недорогой и обеспечивающий высокую производительность.
[0320] Фиг. 34 представляет собой вид поперечного сечения, схематически показывающий строение газодиффузионного слоя согласно данному варианту воплощения. В данном варианте воплощения газодиффузионный слой 351 включает в себя, в качестве проводящего тела, слой 352 пористого материала и электропроводный углеродный слой 354. Между этими слоями размещен промежуточный слой 356, хотя это не обязательно. Вид поперечного сечения газодиффузионного слоя на Фиг. 34 показывает многослойную конструкцию из промежуточного слоя и электропроводного углеродного слоя на слое пористого материала. Однако данный вариант воплощения не ограничен этой конструкцией и может иметь конструкцию, образованную промежуточным слоем и электропроводным углеродным слоем, которые «наслоены» внутри слоя пористого материала, образованного волокном. «Наслоенный» слой согласно данному варианту воплощения не ограничивается слоем, который наслоен на (или под) один слой, и наслоенный слой может представлять собой слой, который размещен внутри одного слоя. В дополнение, данный вариант воплощения может включать газодиффузионный слой, имеющий одно из вышеупомянутых «наслоенных» состояний, и может включать газодиффузионный слой, имеющий оба «наслоенных» состояния.
[0321] Ниже будет описан гидрофильный слой 358, также показанный на Фиг. 34. Сепаратор (5а, 5b) в ТЭПЭ 1 предусмотрен таким образом, что электропроводный углеродный слой 354 размещен на стороне МЭУ 9. Далее приведено конкретное пояснение каждого элемента ГДС для топливного элемента согласно данному варианту воплощения.
Слой пористого материала
[0322] Слой 352 пористого материала включает листообразный пористый материал как базовую структуру. Слой 352 пористого материала предпочтительно содержит по меньшей мере один материал, выбранный из группы, состоящей из углеродного волокна, металлического волокна и органического волокна. В этом случае волокна термически скреплены между собой в процессе обжига во время получения слоя пористого материала. В результате может быть уменьшено электрическое сопротивление на границе раздела между скрепленными волокнами. А именно, волокна термически скрепляют друг с другом так, что электрическая проводимость значительно повышается.
[0323] Фиг. 35 представляет собой схематический вид, показывающий в микроскопическом масштабе поверхность слоя пористого материала. Как описано ниже, электропроводный углеродный слой 354 может быть сформирован методом распыления. В методе распыления для формирования электропроводного углеродного слоя мишень (электропроводный углерод) линейно переносится в сторону слоя пористого материала вследствие распыления. Поэтому электропроводный углеродный слой или частицы электропроводного углерода наслаиваются только на область поверхности волокна, открытую по отношению к направлению распыления. Соответственно, изменением угла самого волокнистого субстрата, другими словами, надлежащим регулированием диаметра тонких пор, электропроводный углеродный слой или частицы электропроводного углерода могут быть нанесены на большие площади поверхности.
[0324] Как показано на Фиг. 35, слой 352 пористого материала, образованный углеродным волокном и тому подобным, имеет конфигурацию, в которой множество волокон (углеродные волокна 353 (CF)) наслоены друг на друга. Когда электропроводный углеродный слой 354 формируют на слое 352 пористого материала распылением, мишень распыляется на основную поверхность слоя 352 пористого материала в направлении стрелок, как показано на Фиг. 35. То есть электропроводный углеродный слой формируют не только на самой внешней поверхности слоя пористого материала, но и на соседних ее участках (открытых частях на поверхности слоя пористого материала). А именно, электропроводный углеродный слой может быть наслоен на поверхность слоя пористого материала, как показано на Фиг. 34, может быть нанесен только внутри слоя пористого материала, и может быть нанесен на поверхность слоя пористого материала и также внутри слоя пористого материала.
[0325] Что касается условий взаимного выстраивания между волокнами, составляющими слой пористого материала, то диаметр волокна регулируют так, чтобы можно было достигнуть улучшения электрической проводимости и предотвращения увеличения падения давления. Более конкретно, по мере того как диаметр волокон становится больше, зазоры между волокнами становятся крупнее, хотя число точек контакта между волокнами сокращается. В результате может быть предотвращено увеличение падения давления, хотя электрическая проводимость снижается. С другой стороны, по мере сокращения диаметра волокна зазоры между волокнами становятся меньше, хотя число точек контакта между волокнами возрастает. В результате падение давления увеличивается, хотя может быть увеличена электрическая проводимость. Таким образом, диаметр волокон предпочтительно регулируют в пределах подходящего диапазона.
[0326] «Углеродное волокно» согласно данному варианту воплощения представляет собой волокно, полученное обжигом в качестве исходного материала при температуре 1000°С или более в инертной атмосфере. Примеры такого углеродного волокна включают, но не ограничиваются ими, полиакрилонитрильное (ПАН) углеродное волокно, пековое углеродное волокно, фенольное углеродное волокно и выращенное из паровой фазы углеродное волокно. ПАН-углеродное волокно представляет собой волокно, образованное синтетическим волокном в качестве исходного материала, главным образом состоящего из полиакрилонитрила (ПАН). Пековое углеродное волокно представляет собой волокно, полученное из нефти, угля, синтетического пека и тому подобных в качестве исходного материала.
[0327] Средний диаметр волокна в углеродном волокне различается в предпочтительном диапазоне в зависимости от технологических характеристик ПАН или пека как исходного материала и способов получения. Из традиционных доступных углеродных волокон могут быть применены ПАН-углеродное волокно, имеющее средний диаметр волокна между 5 мкм и 10 мкм, пековое углеродное волокно, имеющее средний диаметр волокна между 5 мкм и 20 мкм, и выращенное из паровой фазы углеродное волокно, имеющее средний диаметр волокна в несколько микрометров. Углеродное волокно, применимое в ГДС согласно данному варианту воплощения, может представлять собой общеупотребительное штапелированное волокно, предназначенное для выделки листового материала (бумаги), которое имеет среднюю длину волокна на уровне, но не ограничивается таковым, 10 мм или менее (более предпочтительно между 3 и 6 мм).
[0328] Когда в слое пористого материала содержится углеродное волокно, электрический заряд, сгенерированный в каталитическом слое, может быть эффективно собран, поскольку углеродное волокно имеет низкое значение удельного электрического сопротивления. В дополнение, углеродное волокно традиционно используют в промышленном масштабе в качестве упрочняющего материала для композитных материалов по разнообразным назначениям, таким как аэрокосмическая техника, благодаря его превосходной удельной прочности и удельной упругости. Более конкретно, ПАН-углеродное волокно или пековое углеродное волокно, которое широко используют для промышленных целей, является предпочтительным для ГДС согласно данному варианту воплощения.
[0329] Кроме того, в плане общей универсальности, экономичности и высокой электрической проводимости, слой пористого материала предпочтительно образован ПАН- или пековым углеродным волокном, особенно предпочтительно не содержащим графитизированного (декарбонизированного) волокна. «Графитизированное (декарбонизированное) волокно» представляет собой волокно, в котором другие элементы (такие как N и О), иные, нежели углерод, встроены в середине цепей из атомов углерода, составляющих волокно. Причина того, почему такое волокно особенно предпочтительно, будет описана ниже.
[0330] В то время как ПАН-углеродное волокно имеет превосходную прочность и растяжимость, ПАН-углеродное волокно имеет низкую электрическую проводимость из-за неграфитизируемого углерода. Чтобы повысить электрическую проводимость, обычно требуется процесс обжига при высокой температуре приблизительно 2200-3000°С. Однако одновременно снижается прочность. Более того, исключительно трудно предотвратить повышение стоимости вследствие короткого срока службы печи, обусловленного операцией обжига при столь высокой температуре и тому подобным, что неблагоприятно для промышленного производства.
[0331] Хотя пековое углеродное волокно главным образом подразделяют на полученное из изотропного пека углеродное волокно и полученное из анизотропного пека углеродное волокно, обычно применяют анизотропный пек благодаря его высоким технологическим характеристикам. В то время как полученное из анизотропного пека волокно имеет превосходную эластичность и прочность благодаря характеристике графитизируемости исходного материала волокна, существует недостаток низкой растяжимости. Таким образом, полученное из анизотропного пека волокно может быть в промышленном отношении худшим по характеристикам производительности и технологичности во время процесса компаундирования.
[0332] В свете вышеупомянутых проблем в отношении ПАН-углеродного волокна и пекового углеродного волокна были выдвинуты соображения насчет объединения этих углеродных волокон для преодоления недостатков соответствующих волокон. Однако возникают многочисленные проблемы, такие как возрастание стоимости и ухудшение качества, обусловленные усложненным процессом компаундирования. Поэтому использование таких углеродных волокон в промышленном масштабе нереалистично.
[0333] Однако данный вариант воплощения разрешает такие проблемы созданием слоя пористого материала, образованного ПАН- или пековым углеродным волокном, не содержащим графитизированного волокна. В дополнение, можно справиться со снижением электрической проводимости слоя пористого материала, образованного углеродным волокном, не содержащим графитизированного волокна, благодаря присутствию электропроводного углеродного слоя, описываемого ниже. Соответственно, газодиффузионный слой для топливного элемента согласно данному варианту воплощения может достигать высокой электрической проводимости и сокращения стоимости. «Графитизированное волокно» в данном описании представляет собой волокно, полученное обжигом при высокой температуре 2000°С или более в атмосфере инертного газа для того, чтобы улучшить электрическую проводимость углеродного волокна.
[0334] Фиг. 36 представляет собой схематический вид, показывающий этапы изменения волокна в каждом процессе получения ПАН-углеродного волокна. Традиционно ПАН-углеродное волокно кристаллизуют с конечным подверганием обработке в процессе графитизации для того, чтобы получить ПАН-углеродное волокно с высокой электрической проводимостью. Хотя такой традиционный процесс графитизации во время производства слоя пористого материала обеспечивает достижение значительного повышения электрической проводимости слоя пористого материала, этот процесс увеличивает стоимость производства самого слоя пористого материала. А именно, большая часть производственных расходов приходится на процесс графитизации при получении ПАН-углеродного волокна. С другой стороны, когда газодиффузионный слой согласно данному варианту воплощения содержит ПАН-углеродное волокно, процесс графитизации не выполняют во время получения ПАН-углеродного волокна. Поэтому, как показано на Фиг. 36, измененное волокно не является графитизированным волокном, но может быть карбонизированным волокном. Однако такое карбонизированное волокно содержит атомы азота в середине связи «углерод-углерод». Таким образом, электрическая проводимость в таком карбонизированном волокне, как ПАН-углеродное волокно, является худшей, чем в графитизированном волокне.
[0335] Согласно данному варианту воплощения на поверхности или внутри слоя пористого материала предусмотрен электропроводный углеродный слой или частицы электропроводного углерода. Поэтому высокая электрическая проводимость может быть получена без выполнения процесса графитизации. Соответственно, могут быть достигнуты высокая электрическая проводимость и существенное снижение стоимости. Традиционный процесс графитизации может вызывать чрезмерное увеличение пористости в слое пористого материала. Однако согласно данному варианту воплощения нет необходимости в процессе графитизации ввиду включения электропроводного углеродного слоя или частиц электропроводного углерода. Таким образом, чрезмерное увеличение пористости может быть предотвращено.
[0336] Органическое волокно представляет собой волокно из электропроводного полимера. Волокно из электропроводного полимера представляет собой волокно, которое содержит большое количество атомов углерода и легко подвергается карбонизации при обжиге до углеродного волокна с тем, чтобы получить электрическую проводимость. Примеры органического волокна включают, но не ограничиваются ими, волокно из фенольных смол, полиакрилонитрильное волокно, волокно из полиэтилентерефталата и волокно из полибутилентерефталата. В частности, из соображений более надежного обеспечения электрической проводимости слой пористого материала предпочтительно содержит волокно из фенольных смол.
[0337] Диаметр волокон органического волокна предпочтительно составляет между 5 мкм и 50 мкм, более предпочтительно между 10 мкм и 30 мкм. Длина волокон органического волокна конкретно не ограничена, поскольку органическое волокно не штапелируют.
[0338] Примеры металлического волокна включают волокно из железа, титана, алюминия и меди, а также их сплавов; волокно из нержавеющей стали; и волокно из благородного металла, такого как золото и серебро. В частности, слой 352 пористого материала предпочтительно содержит волокно из нержавеющей стали, алюминия или алюминиевого сплава по соображениям механической прочности, общей универсальности, экономичности, технологичности и высокой электрической проводимости. Более конкретно, слой 352 пористого материала более предпочтительно содержит волокно из нержавеющей стали с тем, чтобы иметь достаточную долговечность в окислительной атмосфере в топливном элементе, в дополнение к механической прочности, общей универсальности, экономичности, технологичности и высокой электрической проводимости. Когда слой пористого материала содержит волокно из нержавеющей стали, в достаточной степени обеспечивается электрическая проводимость на поверхности контакта между слоем пористого материала и сепаратором. Соответственно, даже если влага проникает в зазоры в ребристой части пленки, долговечность слоя пористого материала может сохраняться благодаря устойчивости к коррозии оксидной пленки, образующейся на самом слое пористого материала, образованного нержавеющей сталью.
[0339] Диаметр волокон металлического волокна предпочтительно составляет между 1 мкм и 100 мкм, более предпочтительно между 5 мкм и 50 мкм, еще более предпочтительно между 5 мкм и 20 мкм. Металлическое волокно, применимое в ГДС согласно данному варианту воплощения, может представлять собой общеупотребительное штапелированное волокно, предназначенное для выделки листового материала, которое имеет длину волокна 10 мм или менее. Длина штапелированного волокна более предпочтительно составляет между 5 мм и 10 мм.
[0340] Примеры нержавеющей стали включают аустенитную серию, мартенситную серию, ферритную серию, аустенитно-ферритную серию и серию с дисперсионным твердением, которые описаны в первом варианте воплощения. Примеры алюминиевого сплава включают серию чистого алюминия, алюминий-марганцевую серию и алюминий-магниевую серию, которые описаны в первом варианте воплощения.
[0341] В дополнение, поскольку слой 352 пористого материала должен иметь механическую прочность и формуемость, в дополнение к определению типов сплава надлежащим образом проводят модификацию сплава. Когда слой 352 пористого материала образован простым веществом, таким как титан и алюминий, чистота титана и алюминия предпочтительно составляет 95% по массе или более, более предпочтительно 97% по массе или более, еще более предпочтительно 99% по массе или более.
[0342] Слой пористого материала может содержать два или более волокна, выбранных из группы, состоящей из углеродного волокна, металлического волокна и органического волокна. Будет пояснен пример слоя пористого материала, который образован углеродным волокном и металлическим волокном. Углеродное волокно и металлическое волокно могут находиться в состоянии, в котором углеродное волокно и металлическое волокно просто объединены, или в состоянии, в котором металлическое волокно присутствует как покрывающее периферию одного углеродного волокна.
[0343] Слой пористого материала может содержать волокно или другие компоненты, не обладающие электрической проводимостью. Однако содержание компонентов, не обладающих электрической проводимостью, предпочтительно составляет 50% по массе или менее, когда весь состав слоя пористого материала составляет 100% по массе, с учетом достаточной электрической проводимости газодиффузионного слоя согласно данному варианту воплощения. Содержание компонентов, не обладающих электрической проводимостью, более предпочтительно составляет 10% по массе или менее, а особенно предпочтительно слой пористого материала не содержит компонентов, не обладающих электрической проводимостью.
Электропроводный углеродный слой
[0344] Электропроводный углеродный слой 354 содержит электропроводный углерод. Как описано выше, электропроводный углеродный слой предусмотрен с тем, чтобы предотвратить снижение электрической проводимости, что сопровождается снижением расходов на получение слоя пористого материала. Это предотвращение достигается, когда используют углеродное волокно (особенно ПАН- или пековое углеродное волокно). Когда в слое пористого материала применяют металлическое волокно, дополнительно улучшается устойчивость к коррозии, тогда как электрическая проводимость газодиффузионного слоя обеспечивается благодаря присутствию электропроводного углеродного слоя, по сравнению с ситуацией, где предусмотрен только слой пористого материала.
[0345] Соотношение интенсивностей R (ID/IG) интенсивности ID максимума D-полосы к интенсивности IG максимума G-полосы, измеренных с помощью спектрального анализа рамановского рассеяния, составляет 1,3 или более в электропроводном углеродном слое или частицах электропроводного углерода. В дополнение, средний максимум электропроводного углеродного слоя, определенный измерением вращательной анизотропии с использованием спектрального анализа рамановского рассеяния, показывает картину двойной симметрии.
[0346] Как описано ниже, большая часть электропроводного углеродного слоя или частиц электропроводного углерода, в которых соотношение интенсивностей R (ID/IG) составляет 1,3 или более, расположена на поверхности или внутри слоя пористого материала в виде поликристаллического графита. «Поликристаллический графит» имеет анизотропную кристаллическую структуру графита (графитовый кластер), в которой графеновые плоскости (гексагональные слои) наслоены друг на друга. Поэтому большая часть электропроводного углеродного слоя или частиц электропроводного углерода составляют многослойное тело с графеновыми плоскостями, поскольку соотношение интенсивностей R (ID/IG) составляет 1,3 или более.
[0347] Как описано в первом варианте воплощения, соотношение интенсивностей R (ID/IG) интенсивности (ID) максимума D-полосы к интенсивности (IG) максимума G-полосы используют в качестве показателя размера графитовых кластеров в углеродном материале, уровня неупорядоченности графитовой структуры (дефектов кристаллической структуры) и доли связей с sp2-гибридизацией. То есть в данном варианте воплощения значение R можно рассматривать как показатель контактного сопротивления электропроводного углеродного слоя 354 и можно использовать в качестве параметра пленки для регулирования электрической проводимости электропроводного углеродного слоя 354. Рамановский спектр углеродного материала измеряют для расчета значения R (ID/IG), как и в случае первого варианта воплощения.
[0348] Как описано выше, значение R согласно данному варианту воплощения составляет 1,3 или более. Это значение R предпочтительно составляет между 1,4 и 2,0, более предпочтительно между 1,4 и 1,9, еще более предпочтительно между 1,5 и 1,8. Когда значение R составляет 1,3 или более, может быть получен электропроводный углеродный слой, в котором электрическая проводимость в направлении наслоения обеспечена в достаточной степени. Более того, когда значение R составляет 2,0 или менее, может быть подавлено сокращение графитового компонента, то есть уровень неупорядоченности графитовой структуры. В дополнение, может быть подавлено нарастание внутренних напряжений в самом электропроводном углеродном слое, так что может быть дополнительно улучшена адгезия к слою пористого материала или промежуточному слою как основе.
[0349] Предполагается, что механизм получения вышеупомянутого функционального эффекта регулированием значения R на 1,3 или более согласно данному варианту воплощения является таким же, как и в случае, описанном в первом варианте воплощения. А именно, значение R регулируют до вышеупомянутого значения, чтобы должным образом поддерживать количество и размер графитовых кластеров и получать токопроводящую перемычку от одной стороны до другой стороны электропроводного углеродного слоя 354. Таким образом, считается, что снижение электрической проводимости предотвращается благодаря наличию электропроводного углеродного слоя 354 в дополнение к слою 352 пористого материала.
[0350] Когда электропроводный углеродный слой 354 согласно данному варианту воплощения образован поликристаллическим графитом, размер графитовых кластеров, составляющих поликристаллический графит, конкретно не ограничен. В качестве одного примера, средний диаметр графитовых кластеров предпочтительно составляет между 1 нм и 50 нм, более предпочтительно между 2 нм и 10 нм. Когда средний диаметр графитовых кластеров находится в пределах вышеупомянутых диапазонов, может быть предотвращено увеличение толщины электропроводного углеродного слоя 354, тогда как кристаллическая структура поликристаллического графита сохраняется. «Диаметр» графитовых кластеров может быть измерен таким же путем, как и в первом варианте воплощения.
[0351] Хотя в данном варианте воплощения электропроводный углеродный слой 354 может быть образован только поликристаллическим графитом, электропроводный углеродный слой 354 может включать другие материалы, иные, нежели поликристаллический графит. Примеры углеродных материалов, иных, нежели поликристаллический графит, включают графитовые зерна, такие как углеродная сажа, фуллерен, углеродная нанотрубка, углеродное нановолокно, углеродный нанорог и углеродная фибрилла. Конкретные примеры углеродной сажи включают, но не ограничиваются ими, углеродную сажу марки ”Ketjen black”, ацетиленовую сажу, канальную сажу, ламповую сажу, печную сажу и термическую сажу. Углеродная сажа может быть подвергнута обработке графитизацией. Кроме того, примеры материалов, иных, нежели углерод, содержащийся в электропроводном углеродном слое 354, включают благородный металл, такой как золото (Au), серебро (Ag), платина (Pt), рутений (Ru), палладий (Pd), родий (Rh) и индий (In). Более того, могут быть также включены водоотталкивающие вещества, такие как политетрафторэтилен, и электропроводные оксиды. Что касается иных материалов, нежели поликристаллический графит, может быть использован только один из них, или могут быть объединены два или более из них.
[0352] Хотя толщина электропроводного углеродного слоя 354 конкретно не ограничена, его толщина предпочтительно составляет между 1 нм и 1000 нм, более предпочтительно между 2 нм и 500 нм, еще более предпочтительно между 5 нм и 200 нм. Когда толщина электропроводного углеродного слоя находится в пределах вышеупомянутых диапазонов, может быть получена достаточная электрическая проводимость между слоем пористого материала, составляющим газодиффузионный слой, и сепаратором, и слой пористого материала может проявлять сильное антикоррозионное действие.
[0353] С точки зрения спектроскопического анализа рамановского рассеяния электропроводного углеродного слоя 354, подобного электропроводному углеродному слою 33 в первом варианте воплощения, средний максимум, определенный измерением вращательной анизотропии с использованием спектрального анализа рамановского рассеяния, предпочтительно показывает картину двойной симметрии. Когда средний максимум, определенный измерением вращательной анизотропии, показывает картину двойной симметрии, направление графеновых плоскостей, составляющих электропроводный углеродный слой 354, приблизительно соответствует направлению наслоения электропроводного углеродного слоя 354. Поэтому электрическая проводимость в электропроводном углеродном слое 354 получается по кратчайшему пути.
[0354] В дополнение, с точки зрения, подобной электропроводному углеродному слою 33 в первом варианте воплощения, твердость по Виккерсу электропроводного углеродного слоя 354 предпочтительно составляет 1500 Hv или менее, более предпочтительно 1200 Hv или менее, еще более предпочтительно 1000 Hv или менее, особенно предпочтительно 800 Hv или менее. Когда твердость по Виккерсу находится в пределах вышеупомянутых значений, подавляется чрезмерное внедрение углерода с sp3-гибридизацией, не проявляющего электрической проводимости, и может быть предотвращено снижение электрической проводимости электропроводного углеродного слоя 354. Хотя минимальное значение твердости по Виккерсу конкретно не ограничено, твердость электропроводного углеродного слоя 354 в достаточной мере обеспечивается, если твердость по Виккерсу составляет 50 Hv или более. Соответственно, может быть получен электропроводный углеродный слой 354, который проявляет устойчивость к контакту или удару извне, такому как трение, и имеет превосходную адгезию к слою 352 пористого материала. В этом плане твердость по Виккерсу электропроводного углеродного слоя 354 более предпочтительно составляет 80 Hv или более, еще более предпочтительно 100 Hv или более, особенно предпочтительно 200 Hv или более.
[0355] Кроме того, с точки зрения, подобной электропроводному углеродному слою 33 в первом варианте воплощения, содержание атомов водорода в электропроводом углеродном слое 354 предпочтительно составляет 30 атом.% или менее, более предпочтительно 20 атом.% или менее, еще более предпочтительно 10 атом.% или менее, в расчете на все атомы, составляющие электропроводный углеродный слой 354.
[0356] В данном варианте воплощения предпочтительно вся поверхность слоя 352 пористого материала покрыта электропроводным углеродным слоем 354 непосредственно или опосредованно через промежуточный слой 356. Другими словами, доля площади (степень покрытия) слоя 352 пористого материала, покрытой электропроводным углеродным слоем 354, предпочтительно составляет 100%. Однако степень покрытия этим не ограничена и может быть меньше 100%.
[0357] Когда слой 352 пористого материала содержит металлическое волокно (более конкретно, слой 352 пористого материала состоит из металлического волокна), степень покрытия предпочтительно составляет 50% или более. А именно, 50% или более поверхности слоя 352 пористого материала, содержащего металлическое волокно, предпочтительно покрыты «электропроводным углеродом». Кроме того, степень покрытия составляет 80% или более, еще более предпочтительно 90% или более, наиболее предпочтительно 100%. Когда степень покрытия составляет такую долю, может быть эффективно подавлено снижение электрической проводимости и устойчивости к коррозии, связанное с образованием оксидной пленки на открытых областях слоя 352 пористого материала, которые не покрыты электропроводным углеродным слоем 354.
[0358] Когда слой 352 пористого материала содержит углеродное волокно (более конкретно, слой 352 пористого материала состоит из углеродного волокна), степень покрытия слоя 352 пористого материала, покрытого электропроводным углеродным слоем 354, предпочтительно составляет 85% или более. Степень покрытия более предпочтительно составляет 90% или более, наиболее предпочтительно 92%. Когда степень покрытия составляет такую долю, может быть обеспечено контактное сопротивление на уровне, подобном слою пористого материала, образованному волокном из графитизированного углерода, особенно когда углеродное волокно представляет собой ПАН- или пековое углеродное волокно.
[0359] Согласно данному варианту воплощения, когда между слоем 352 пористого материала и электропроводным углеродным слоем 354 размещен описываемый ниже промежуточный слой 356, степень покрытия представляет долю площади слоя 352 пористого материала, которая перекрыта электропроводным углеродным слоем 354, когда на газодиффузионный слой смотрят с направления наслоения.
Промежуточный слой
[0360] Во-первых, как показано на Фиг. 34, на поверхности слоя 352 пористого материала предусмотрен электропроводный углеродный слой 354, а между электропроводным углеродным слоем 354 и слоем 352 пористого материала может быть дополнительно предусмотрен промежуточный слой 356, состоящий из металла. Во-вторых, металл может быть предусмотрен внутри по меньшей мере одного из слоя 352 пористого материала и электропроводного углеродного слоя 354 (не показано).
[0361] ГДС согласно данному варианту воплощения может включать в себя промежуточный слой 356 в качестве электропроводного тела. Промежуточный слой 356 служит для улучшения адгезии между слоем 352 пористого материала и электропроводным упрочняющим слоем 354 и для предотвращения вымывания ионов из слоя 352 пористого материала. Более конкретно, значительный эффект от наличия промежуточного слоя 356 получается, когда значение R превышает верхний предел вышеупомянутого желательного диапазона. Однако промежуточный слой может быть предусмотрен даже тогда, когда значение R находится в пределах вышеупомянутого желательного диапазона. С другой точки зрения, функциональный эффект от наличия промежуточного слоя 356 также в значительной мере достигается, когда слой 352 пористого материала состоит из алюминия или алюминиевого сплава. В данном варианте воплощения промежуточный слой является необязательным слоем, и в его наличии нет необходимости. Далее будет просто пояснен предпочтительный вариант воплощения, включающий промежуточный слой.
[0362] Хотя материал, составляющий промежуточный слой 356, конкретно не ограничен при условии, что этот материал может обеспечивать адгезию, может быть использован такой же материал, как и в промежуточном слое 32 в первом варианте воплощения. В частности, когда используют вышеупомянутый металл с меньшим вымыванием ионов или его карбид или нитрид, может быть значительно повышена устойчивость к коррозии в слое пористого материала. Хотя структура промежуточного слоя 356 конкретно не ограничена, промежуточный слой 356 может иметь такую же столбчатую структуру, как и промежуточный слой 32 в первом варианте воплощения.
[0363] Толщина промежуточного слоя 356 предпочтительно составляет между 0,005 мкм и 10 мкм, более предпочтительно между 0,005 мкм и 0,1 мкм, еще более предпочтительно между 0,005 мкм и 0,01 мкм. Сам промежуточный слой создает преимущество в предотвращении расслоения, обусловленного тепловым расширением, между электропроводным углеродным слоем и волокном, и в антикоррозионном действии, когда составляющий волокно металл имеет низкую устойчивость к коррозии. Когда толщина промежуточного слоя составляет 10 мкм или более, становится высокой вероятность того, что поры в слое пористого материала могут быть заблокированы. Когда толщина промежуточного слоя составляет 0,005 мкм или менее, нельзя получить точного и хорошего результата с помощью прибора для спектроскопических измерений. Толщина промежуточного слоя может быть измерена при глубинном анализе с помощью ОЭС.
[0364] Поверхность промежуточного слоя 356 на стороне электропроводного углеродного слоя 354 предпочтительно имеет шероховатую поверхность на наноуровне. Благодаря такой конфигурации, может быть дополнительно повышена адгезия сформированного на промежуточном слое 356 электропроводного углеродного слоя 354 к промежуточному слою 356.
[0365] Более того, когда коэффициент теплового расширения промежуточного слоя 356 близок к значению коэффициента теплового расширения металла, составляющего слой 352 пористого материала, адгезия между промежуточным слоем 356 и слоем 352 пористого материала повышается. Однако такая ситуация может вызывать снижение адгезии между промежуточным слоем 356 и электропроводным углеродным слоем 354. Кроме того, когда коэффициент теплового расширения промежуточного слоя 356 близок к значению коэффициента теплового расширения электропроводного углеродного слоя 354, адгезия между промежуточным слоем 356 и слоем 352 пористого материала может снижаться. В плане этих ситуаций соотношение между коэффициентом теплового расширения (αmid) промежуточного слоя, коэффициентом теплового расширения (αsub) слоя пористого материала и коэффициентом теплового расширения (αc) электропроводного углеродного слоя предпочтительно удовлетворяет следующей формуле:
[Математическое выражение 5]
[0366] αsub≥αmid>αc
[0367] Промежуточный слой 356 может быть предусмотрен на по меньшей мере одной поверхности слоя 352 пористого материала. Когда электропроводный углеродный слой предусмотрен на обеих поверхностях слоя пористого материала, промежуточный слой предпочтительно предусмотрен между слоем пористого материала и соответствующими электропроводными углеродными слоями. Когда промежуточный слой предусмотрен только между слоем пористого материала и одним из электропроводных углеродных слоев, промежуточный слой предпочтительно присутствует между слоем пористого материала и электропроводным углеродным слоем, предусматриваемым на стороне сепаратора.
Гидрофильный слой
[0368] Как описано выше, электропроводный углеродный слой 354 может быть предусмотрен на поверхности слоя 352 пористого материала. В таком случае, как показано на Фиг. 34, на электропроводном углеродном слое 354 может быть дополнительно предусмотрен гидрофильный слой 358, образованный по меньшей мере одним материалом, выбранным из группы, состоящей из металла, нитрида металла, карбида металла и оксида металла. Гидрофильный слой 358 предпочтительно предусмотрен на электропроводном углеродном слое обращенным к сепаратору с тем, чтобы быть размещенным вплотную к сепаратору. Обращаясь к Фиг. 1, гидрофильный слой предпочтительно предусмотрен на поверхности газодиффузионного слоя (4а, 4b) на стороне, которая обращена к сепаратору (5а, 5b). Далее приведено пояснение действия гидрофильного слоя. Когда при выработке электроэнергии в топливном элементе образуется вода, эта вода особенно предпочтительно без промедления переносится к сепаратору для выведения наружу. Таким образом, когда на поверхности газодиффузионного слоя (4а, 4b) предусмотрен гидрофильный слой на обращенной к сепаратору (5а, 5b) стороне, гидрофильность на границе раздела с сепаратором повышается, так что вода может быть немедленно выведена из каталитического слоя (3а, 3b) на сторону сепаратора.
[0369] На Фиг. 1 выводимая вода проходит через канавковидные каналы, образованные множеством вогнутых частей, предусмотренных на сепараторе (5а, 5b). Гидрофильный слой, предусмотренный в газодиффузионном слое (4а, 4b) на стороне, обращенной к сепаратору (5а, 5b), имеет части, соответствующие вогнутым частям и имеющие высокую гидрофильность. Таким образом, такие части предпочтительно состоят из металла. Другие части гидрофильного слоя в контакте с выпуклыми частями не нуждаются в наличии гидрофильности. Так, другие части в контакте с выпуклыми частями могут быть образованы по меньшей мере одним материалом, выбранным из группы, состоящей из металла, нитрида металла, карбида металла и оксида металла. Такие части в контакте с выпуклыми частями не обязательно должны быть частью гидрофильного слоя. В таком случае гидрофильный слой может быть частичным (не сплошным) «слоем», предусмотренным на поверхности газодиффузионного слоя.
[0370] Металл, составляющий гидрофильный слой, может включать один или более материалов, выбранных из группы, состоящей из благородного металла, элементов-металлов, составляющих сепаратор, и элементов-металлов, используемых для поверхностной обработки сепаратора. Примеры благородного металла включают благородный металл, который может содержаться в электропроводном углеродном слое 354. Примеры элементов-металлов, составляющих сепаратор, включают железо, титан, алюминий и медь, а также сплавы этих элементов. Эти сплавы могут включать сплав нержавеющей стали, составляющей вышеупомянутое металлическое волокно. Примеры элементов-металлов, использованных для поверхностной обработки сепаратора, включают элементы, описанные в первом-третьем вариантах воплощения. Когда металл представляет собой благородный металл, контактное сопротивление может значительно снизиться, в дополнение к повышению гидрофильности. Когда металл представляет собой элементы-металлы, составляющие сепаратор, или элементы-металлы, использованные для поверхностной обработки сепаратора, может быть эффективно предотвращена коррозия, происходящая, когда металлы различных типов приходят в контакт друг с другом. Следует отметить, что нитрид металла, карбид металла и оксид металла могут включать нитрид, карбид и оксид всех вышеописанных металлов.
[0371] Гидрофильный слой 358 показан на Фиг. 34. На этой фигуре гидрофильный слой 358 показан как сплошной слой, в качестве одного примера. Однако гидрофильный слой 358 может быть прерывистым слоем, а именно, может представлять собой слой, в котором металл диспергирован, как описано выше. Проводящее тело, показанное на Фиг. 34, включает в себя слой 352 пористого материала и электропроводный углеродный слой 354, а также необязательные промежуточный слой 356 и гидрофильный слой 358. Однако в данном варианте воплощения промежуточный слой 356 и гидрофильный слой 358 не являются обязательными, или может быть предусмотрен по меньшей мере один из этих слоев.
[0372] Поперечное сечение газодиффузионного слоя на Фиг. 34 показывает структуру, в которой промежуточный слой и электропроводный углеродный слой наслоены на слой пористого материала. Однако данный вариант воплощения не ограничен этой структурой и может иметь структуру, в которой промежуточный слой и электропроводный углеродный слой «наслоены» внутри слоя пористого материала, образованного волокном. Согласно данному варианту воплощения гидрофильный слой служит для способствования выведению воды на сторону сепаратора. Поэтому гидрофильный слой предпочтительно предусмотрен на слое пористого материала там, где предусмотрены электропроводный углеродный слой и промежуточный слой.
[0373] Значение электрического сопротивления в направлении толщины газодиффузионного слоя согласно данному варианту воплощения предпочтительно составляет 1 мОм∙см2 или менее. Когда значение электрического сопротивления в направлении толщины газодиффузионного слоя составляет 2,0 мОм∙см2 или менее, производительность топливного элемента проявляет тенденцию к улучшению, а также может быть эффективно предотвращено охрупчивание компонентов газодиффузионного слоя, обусловленное выделением теплоты. Значение электрического сопротивления в направлении толщины представляет собой значение электрического сопротивления (мОм), измеренное между двумя позолоченными испытательными электродами, имеющими размер 50 мм × 50 мм (толщина 10 мм), с газодиффузионным слоем, зажатым между двумя испытательными электродами под давлением 1 МПа.
[0374] Толщина газодиффузионного слоя согласно данному варианту воплощения может составлять между 100 мкм и 300 мкм. Однако его толщина может быть отрегулирована надлежащим образом в зависимости от размера и свойств ячейки. В газодиффузионном слое волокнистые компоненты проявляют электрическую проводимость, и волокна термически взаимосвязаны. Поэтому обеспечивается электрическая проводимость газодиффузионного слоя.
[0375] Далее приведен предпочтительный вариант изготовления газодиффузионного слоя согласно данному варианту воплощения. Однако объем настоящего изобретения не ограничен только нижеследующим вариантом воплощения. Такие условия, как материал для соответствующих элементов газодиффузионного слоя, являются такими же, как описано выше, и поэтому пояснение их в этом варианте воплощения повторяться не будет.
[0376] Способ изготовления газодиффузионного слоя для топливного элемента согласно данному варианту воплощения включает в себя процесс формирования электропроводного углеродного слоя или частиц электропроводного углерода на поверхности или внутри слоя пористого материала. Слой пористого материала может представлять собой имеющийся в продаже слой. Однако слой пористого материала согласно данному варианту воплощения содержит материалы, некоторые из которых фактически не имеются в продаже, такие как ПАН- или пековое углеродное волокно, которое не подвергнуто обработке графитизацией. Таким образом, способ и условия получения такого специфического ПАН- или пекового углеродного волокна будут описаны позже.
[0377] В процессе (1) получения электропроводного углеродного слоя или частиц электропроводного углерода слой, содержащий электропроводный углерод, наслаивают на слой пористого материала на атомном уровне, используя электропроводный углерод (например, графит) в качестве мишени. Таким образом, может быть сформирован электропроводный углеродный слой. Соответственно, адгезия на границе раздела между электропроводным углеродным слоем и слоем пористого материала, которые непосредственно связаны друг с другом, и их периферии может поддерживаться в течение длительного периода времени благодаря силам межмолекулярного взаимодействия и поступлению небольшого количества атомов углерода.
[0378] Примеры предпочтительного способа наслаивания электропроводного углерода включают метод физического осаждения паров (PVD), такой как метод распыления и метод ионного осаждения, и метод ионно-лучевого осаждения, такой как метод катодной вакуумной дуги в магнитном фильтре (FCVA). Примеры метода распыления включают метод магнетронного распыления, метод распыления с несбалансированным магнетроном (UBMS), метод двойного магнетронного распыления и метод распыления ECR (магнетронное распыление в условиях электронно-циклотронного резонанса). Примеры метода ионного осаждения включают метод дугового ионного осаждения. В частности, предпочтительны метод распыления и ионного осаждения, а особенно предпочтительным является метод распыления. С помощью этих методов можно сформировать углеродный слой с малым содержанием водорода. В результате может быть повышена степень связности между атомами углерода (углерода с sp2-гибридизацией) и может быть достигнута превосходная электрическая проводимость. В дополнение, возможно формирование пленки при относительно низкой температуре, и поэтому может быть сведено к минимуму повреждение слоя пористого материала. При использовании метода распыления регулируют напряжение смещения так, чтобы можно было контролировать свойства пленки в формируемом слое. Кроме того, методом распыления электропроводный углеродный слой может быть получен непрерывно и эффективно.
[0379] Когда слой пористого материала содержит металлическое волокно, оксидную пленку, образовавшуюся на поверхности слоя пористого материала (металлического волокна), предпочтительно удаляют распылением с использованием аргоновой (Ar) плазмы.
[0380] Фиг. 37 представляет собой схематический вид, показывающий устройство для формирования промежуточного слоя и электропроводного углеродного слоя с использованием метода распыления. Когда электропроводный углеродный слой формируют методом распыления, газ предпочтительно отводят из газового выпуска 366 так, чтобы установить степень вакуума в камере 364 на уровне 3-10 Па. Затем в нее предпочтительно вводят Ar до давления приблизительно 0,1-1 Па из газового впуска 368 для создания атмосферы. Хотя температура самого газодиффузионного слоя конкретно не ограничена при условии, что она составляет приблизительно между комнатной температурой (25°С) и 200°С, температуру предпочтительно регулируют в зависимости от материалов ГДС (особенно слоя пористого материала). В дополнение, материал мишени (такой как Cr или графит) распыляется с мишени 370 на слой 372 пористого материала по мере проведения распыления.
[0381] Когда электропроводный углеродный слой формируют методом распыления, к слою пористого материала во время распыления предпочтительно прикладывают отрицательное напряжение смещения. В таком случае электропроводный углеродный слой, в котором графитовые кластеры плотно агрегированы между собой, может быть сформирован благодаря эффекту ионного облучения. Поскольку электропроводный углеродный слой имеет превосходную электрическую проводимость, может быть создан газодиффузионный слой с малым контактным сопротивлением с другими деталями (например, каталитическим слоем и сепаратором). Уровень (абсолютное значение) прикладываемого отрицательного напряжения смещения конкретно не ограничен, и для формирования электропроводного углеродного слоя может быть применено любое подходящее напряжение. Прикладываемое напряжение может составлять, в качестве одного примера, предпочтительно между 50 и 500 В, более предпочтительно между 100 и 300 В. Другие конкретные условия во время формирования пленки конкретно не ограничены. Когда электропроводный углеродный слой 354 формируют методом UBMS, то предпочтительно предварительно формируют промежуточный слой, с последующим формированием на нем электропроводного углеродного слоя. В результате образуется электропроводный углеродный слой, имеющий превосходную адгезию к базовому слою. Когда электропроводный углеродный слой формируют другими методами, электропроводный углеродный слой, имеющий превосходную адгезию к слою пористого материала, образуется, даже когда промежуточный слой не создают.
[0382] Согласно вышеописанным процессам может быть получен газодиффузионный слой, в котором электропроводный углеродный слой 354 сформирован на одной поверхности слоя 352 пористого материала. Когда получают газодиффузионный слой, в котором электропроводный углеродный слой 354 сформирован на обеих поверхностях слоя 352 пористого материала, метод, подобный описанному выше, также может быть использован для другой поверхности слоя 352 пористого материала, чтобы создать на нем электропроводный углеродный слой.
[0383] Когда получают газодиффузионный слой, включающий промежуточный слой, как показано на Фиг. 34, промежуточный слой формируют на по меньшей мере одной поверхности слоя пористого материала перед формированием описанного выше электропроводного углеродного слоя. В таком случае для формирования промежуточного слоя применяют процесс, подобный формированию вышеописанного электропроводного углеродного слоя. Однако требуется замена мишени на материал, составляющий промежуточный слой.
[0384] Затем на промежуточном слое, сформированном вышеописанным способом, может быть сформирован электропроводный углеродный слой. Процесс, подобный формированию электропроводного углеродного слоя на поверхности слоя пористого материала, также применим для формирования электропроводного углеродного слоя на поверхности промежуточного слоя.
[0385] В дополнение, после проведения процесса (1) может быть выполнен процесс (2) формирования гидрофильного слоя. Что касается процесса (2), то может быть применен метод распыления с использованием по меньшей мере одного материала, выбранного из группы, состоящей из металла, нитрида металла, карбида металла и оксида металла в качестве мишени, или способ электроосаждения металла. Когда на поверхности газодиффузионного слоя гидрофильный слой формируют на стороне, обращенной к сепаратору, процесс (1) и процесс (2) могут быть выполнены без труда и непрерывно благодаря процессу распыления предварительно заданного металла. Когда слой пористого материала имеет сплошную листовидную форму и процесс (2) выполняют обработкой электроосаждением, гидрофильный слой может быть подвергнут обработке методом протяжки «с рулона на рулон» в растворе, так что гидрофильный слой может быть сформирован эффективно с малыми затратами.
[0386] Что касается порядка процессов, то процесс (2) выполняют после процесса (1), так что может быть сформирован желательный газодиффузионный слой. Альтернативно, процесс (1) и процесс (2) выполняют одновременно, так что гидрофильный слой может быть сформирован на поверхности газодиффузионного слоя на стороне, обращенной к сепаратору, и может быть достигнуто дополнительное преимущество сильного сокращения времени изготовления. Когда процесс (1) и процесс (2) проводят одновременно, гидрофильный материал, составляющий гидрофильный слой, должен быть нанесен не только на поверхность газодиффузионного слоя на стороне, обращенной к сепаратору, но и на всю площадь газодиффузионного слоя. Однако гидрофильный слой может быть прерывистым слоем, а именно может представлять собой слой, в котором металл диспергирован. Соответственно, одновременное (приблизительно одновременное) проведение процесса (1) и процесса (2) является в значительной мере эффективным в плане экономии расходов и трудозатрат, связанной с большим сокращением времени производства.
[0387] Металл, применяемый в обработке электроосаждением, предпочтительно представляет собой благородный металл или элементы-металлы, составляющие сепаратор. Когда металл представляет собой благородный металл, контактное сопротивление может быть значительно снижено, в дополнение к улучшению гидрофильности. Когда металл представляет собой элементы-металлы, составляющие сепаратор, может быть эффективно предотвращена коррозия, возникающая, когда металлы различных типов приходят в контакт друг с другом.
[0388] Процесс (1) и процесс (2) могут быть переформулированы следующим образом. Сначала методом распыления могут быть сформированы электропроводный углеродный слой или частицы электропроводного углерода и/или гидрофильный слой. Что касается формирования гидрофильного слоя, то вместо метода распыления может быть использована обработка электроосаждением.
[0389] Когда производят полиакрилонитрильное или пековое углеродное волокно для получения слоя пористого материала, этот процесс предпочтительно завершают на процессе карбонизации, без последующего выполнения процесса графитизации. Соответственно, достигают значительного сокращения затрат. Фиг. 38 представляет собой блок-схему, показывающую традиционный процесс производства ПАН-углеродного волокна и процесс производства ПАН-углеродного волокна согласно этому варианту воплощения. Наиболее существенной характеристикой согласно данному варианту воплощения на Фиг. 38 является то, что не выполняют процесс графитизации. В качестве простого пояснения блок-схемы на Фиг. 38, проводят процесс карбонизации, с последующей заключительной обработкой (разрезание нити), такой как поверхностная обработка или проклеивание. Когда полученное таким образом штапелированное волокно подвергают выделке листового материала, поверхность волокна предпочтительно подвергают обработке водоотталкивающим средством с использованием общеизвестного раствора фторсодержащего вещества. Обработанное волокно подвергают конечному обжигу, тем самым получая свернутый в рулон лист газодиффузионного слоя. Что касается способа и условий каждого производственного процесса для специфического ПАН-углеродного волокна согласно данному варианту воплощения, то могут быть применены общеизвестные способ и условия, показанные на Фиг. 38. Далее приведен один пример способа и условий каждого процесса получения ПАН-углеродного волокна согласно данному варианту воплощения. Однако способ и условия получения ПАН-углеродного волокна согласно данному варианту воплощения не ограничены описанными ниже, и способ и условия могут быть должным образом модифицированы.
[0390] Сначала мономер, состоящий главным образом из акрилонитрила, полимеризуют для получения ПАН-полимера. Затем ПАН-полимер подвергают обработке мокрым/сухим формованием для получения таким образом ПАН-волокна-прекурсора.
[0391] ПАН-полимер предпочтительно содержит 90% по массе или более, более предпочтительно 95% по массе или более акрилонитрила в качестве основного компонента мономера. Если необходимо, другие мономеры, которые могут быть сополимеризованы с акрилонитрилом, могут быть добавлены к полимеру для получения таким образом сополимера. Во время формования полимер и сополимер растворяют в растворителе или водном растворе для получения прядильного раствора. Хотя другие мономеры конкретно не ограничены при условии, что эти мономеры могут быть сополимеризованы с акрилонитрилом, примеры этих мономеров включают бутадиен и стирол.
[0392] Примеры растворителя для прядильного раствора включают органический растворитель, такой как диметилсульфоксид, диметилформамид, диметилацетамид и N-метилпирролидон. Примеры водного раствора для прядильного раствора включают раствор хлорида цинка и раствор тиоцианата натрия.
[0393] Такой прядильный раствор подвергают обработке мокрым/сухим формованием для образования волокна. Полученное таким образом волокно при необходимости может быть подвергнуто вытяжке в горячей атмосфере, такой как сжатый водяной пар, для регулирования ориентации. В некоторых случаях волокно может быть дополнительно подвергнуто термической обработке при температуре от 130 до 200°С, с последующим наматыванием, с получением тем самым ПАН-волокна-прекурсора. Базовый каркас ПАН-волокна-прекурсора показан на Фиг. 36(а).
[0394] Затем из ПАН-волокна-прекурсора получают ПАН-углеродное волокно согласно данному варианту воплощения. Сначала ПАН-волокно-прекурсор подвергают стабилизационной обработке. При стабилизационной обработке волокно вытягивают в 0,95-1,05 раза с нагреванием предпочтительно при температуре между 200 и 350°С, более предпочтительно между 200 и 300°С, еще более предпочтительно между 230 и 270°С, в окислительной атмосфере, такой как воздух. Тем самым ПАН-волокно-прекурсор преобразуют в огнестойкое волокно. В этом случае продолжительность обработки составляет между 80 и 160 минутами, а уровень давления составляет, например, выше 1,3 г/см3. Базовый каркас огнестойкого волокна показан на Фиг. 36(b). Затем, в качестве необязательной стадии, полученное таким образом огнестойкое волокно нагревают при температуре предпочтительно между 800 и 1200°С в окислительной атмосфере, такой как воздух, для активации, тем самым получая активированное углеродное волокно.
[0395] Затем полученное таким путем активированное углеродное волокно (или огнестойкое волокно) подвергают обработке карбонизацией. Волокно растягивают в 1,0-1,1 раза с нагреванием при температуре предпочтительно между 600 и 900°С, более предпочтительно между 700 и 800°С, как наивысшей температуре, в инертной атмосфере, такой как азот. Затем волокно растягивают в 0,95-1,0 раза с нагреванием при температуре предпочтительно между 1000 и 1800°С, более предпочтительно между 1200 и 1500°С, как наивысшей температуре, в инертной атмосфере, такой как азот, тем самым получая карбонизированное волокно. Базовый каркас карбонизированного волокна показан на Фиг. 36(с). Как показано на Фиг. 36(с), карбонизированное волокно содержит атомы азота в середине связи «углерод-углерод». Таким образом, электрическая проводимость в карбонизированном волокне является меньшей, чем таковая в графитизированном волокне, подвергнутом обработке графитизацией.
[0396] Обработка графитизацией, которая является обязательной в традиционном способе получения ПАН-углеродного волокна, будет пояснена для уведомления, хотя такую обработку не выполняют в способе получения ПАН-углеродного волокна согласно данному варианту воплощения. Карбонизированное волокно вытягивают в 1,01-1,2 раза с нагреванием при температуре предпочтительно между 2000 и 3000°С, более предпочтительно между 2200 и 3000°С, еще более предпочтительно между 2200 и 2800°С, как наивысшей температуре, в инертной атмосфере, такой как азот. В этом случае продолжительность обработки составляет, например, между 150 и 400 секундами. Базовый каркас графитизированного волокна показан на Фиг. 36(d). В некоторых случаях полученное таким образом графитизированное волокно подвергают обработке поверхностным окислением, предпочтительно обработке электролитическим окислением с пропусканием от 10 до 200 кулон/г в кислотном или щелочном водном растворе, чтобы создать на поверхности волокна функциональные группы, усиливающие адгезию.
[0397] В данном варианте воплощения проводят процесс карбонизации с последующей заключительной обработкой (разрезанием нити), такой как поверхностная обработка или проклеивание, как описано выше. Штапелированное волокно, полученное в результате этой обработки, подвергают выделке листового материала, которая подобна процессу производства бумаги. Что касается способа и условий выделки листового материала, то могут быть использованы традиционные способ и условия. Примеры материалов, применяемых для выделки листового материала, включают компоненты для слоя пористого материала (такие как углеродное волокно), активированный уголь, целлюлозу (такую как целлюлозное волокно) и тонкий порошок синтетического углерода. Количество каждого добавляемого материала конкретно не ограничено при условии, что оно находится в пределах подходящего диапазона для выделки листового материала. Размер и вес получаемого волокнистого листа также конкретно не ограничены. Условия выполняемого впоследствии обжига листа конкретно не ограничены при условии, что этот процесс выполняют при надлежащей температуре в течение подходящего времени так, чтобы добиться графитизации материалов, содержащихся в листе. В качестве одного примера, лист может быть подвергнут обжигу при температуре от 1000 до 2500°С в течение от 1 до 48 часов.
[0398] Во время выделки листового материала поверхность волокна подвергают обработке водоотталкивающим средством с использованием общеизвестного раствора фторсодержащего вещества. Лист, подвергнутый выделке листового материала, предпочтительно имеет толщину между 0,2 и 2 мм/лист и плотность между 100 и 250 г/м2. От одного до пяти листов наслаивают друг на друга для обжига в атмосфере инертного газа, такого как азот и аргон. Чтобы предотвратить скручивание листов, листы могут быть подвергнуты обжигу, будучи проложенными между графитовыми пластинами. Листы предпочтительно нагревают до приблизительно 800°С или менее (самая высокая температура) в течение между 5 и 100 часами. Конечная температура обжига конкретно не ограничена. Соответственно, может быть получен лист в рулоне для газодиффузионного слоя.
[0399] Обработка водоотталкивающим средством будет пояснена более подробно. Чтобы усилить водоотталкивание для предотвращения явления заливания и тому подобного, в газодиффузионном слое предпочтительно используют водоотталкивающее средство. Хотя водоотталкивающее средство конкретно не ограничено, примеры его включают фторированный полимерный материал, такой как политетрафторэтилен (PTFE), поливинилиденфторид (PVdF), полигексафторпропилен и сополимер тетрафторэтилена-гексафторпропилена (FEP), полипропилен и полиэтилен.
[0400] Чтобы дополнительно повысить водоотталкивание, газодиффузионный слой может включать слой из частиц углерода (микропористый слой), содержащий водоотталкивающее средство и образованный агрегатами из углеродных частиц, имеющихся на стороне каталитического слоя подложки.
[0401] Углеродные частицы, входящие в состав слоя углеродных частиц, конкретно не ограничены, и подходящим образом используют углеродную сажу, графит и расширенный графит. В частности, предпочтительна углеродная сажа, такая как печная сажа, канальная сажа, ламповая сажа, термическая сажа и ацетиленовая сажа, ввиду хорошей электрической проводимости и большой удельной площади поверхности. Средний диаметр зерен углеродных частиц предпочтительно составляет приблизительно между 10 нм и 100 нм. Соответственно, могут быть получены высокие характеристики стекания, обусловленные капиллярными силами, и может быть также усилена адгезия к каталитическому слою.
[0402] Водоотталкивающее средство, используемое в слое углеродных частиц, может быть подобным вышеупомянутому водоотталкивающему средству. В частности, предпочтительно используют фторированный полимерный материал благодаря высоким водоотталкиванию и устойчивости к коррозии во время электродной реакции.
[0403] Соотношение между частицами углерода и водоотталкивающим средством в слое углеродных частиц предпочтительно составляет приблизительно от 90:10 до 40:60 («углеродные частицы:водоотталкивающее средство») в массовом отношении, в плане баланса между водоотталкиванием и электронной проводимостью. Толщина слоя углеродных частиц конкретно не ограничена и может быть произвольно определена с учетом водоотталкивания получаемого газодиффузионного слоя.
[0404] В частности, газодиффузионный слой согласно данному варианту воплощения может быть применен в качестве газодиффузионного слоя в разнообразных типах топливных элементах, таких как ФКТЭ, РКТЭ, ТОТЭ и ЩТЭ, в дополнение к ТЭПЭ. Поэтому улучшение электрической проводимости и значительное сокращение стоимости могут быть достигнуты для всех топливных элементов. Что касается сепаратора, используемого в качестве электропроводного узла в данном варианте воплощения, предпочтительно применяют любой из сепараторов согласно первому-третьему вариантам воплощения. Однако в этом варианте воплощения в качестве сепаратора могут быть также использованы и другие традиционные сепараторы.
[0405] Далее приведено пояснение действия электропроводного узла (газодиффузионного слоя) согласно данному варианту воплощения с привлечением Примера и Сравнительных Примеров. Однако объем настоящего изобретения не ограничен этими примерами.
Пример IV-1
[0406] Сначала приготовили карбонизированный ГДС. Следует отметить, что карбонизированный ГДС представляет собой слой пористого материала, образованный карбонизированным ПАН-углеродным волокном.
<Нанесение слоя хрома и электропроводного углеродного слоя>
[0407] Сначала нанесли промежуточный слой (слой Cr) с использованием метода распыления UBMS. Степень вакуума в камере снижали до приблизительно 3-10 Па, с последующим введением приблизительно 1 Па газообразного аргона. Температуру самого слоя пористого материала устанавливали на 80°С вне зависимости от его материала.
[0408] Во время распыления методом UBMS к газодиффузионному слою прикладывали напряжение смещения 140 В вне зависимости от материала слоя пористого материала. В дополнение, в качестве мишени использовали Cr с чистотой 99% или более. Таким образом, нанесли слой Cr, имеющий толщину 20 нм, на поверхность слоя пористого материала в качестве промежуточного слоя.
[0409] Затем с использованием метода распыления UBMS нанесли электропроводный углеродный слой. Электропроводный углеродный слой наносили с использованием такого же метода и условий, как метод и условия, применяемые для нанесения промежуточного слоя, за исключением того, что в качестве мишени использовали графит с чистотой 99% или более. Тем самым было обеспечено создание многослойной структуры из графеновых плоскостей в полученном таким образом электропроводном углеродном слое. Толщина электропроводного углеродного слоя составляла 7 мкм.
Сравнительный Пример IV-1
[0410] Для Сравнительного Примера IV-1 использовали материал TGP-H-90 (производимый фирмой Toray Industries, Inc.), который представлял собой имеющийся в продаже графитизированный ГДС.
Сравнительный Пример IV-2
[0411] Изготовили ГДС для топливного элемента, образованный только слоем пористого материала, включающим карбонизированное ПАН-углеродное волокно. Использовали слой пористого материала, идентичный примеру IV-1. Следует отметить, что процесс нанесения хромового (Cr) слоя и электропроводного углеродного слоя в этом примере не выполняли. Поэтому полученный таким образом ГДС для топливного элемента не имел многослойной структуры из графеновых плоскостей.
Измерение значения R
[0412] В отношении соответствующих газодиффузионных слоев, приготовленных в вышеприведенных Примере и Сравнительных Примерах, измеряли значение R электропроводного углеродного слоя. Более конкретно, сначала измеряли рамановский спектр электропроводного углеродного слоя с использованием микрорамановского спектроскопа. Затем рассчитывали отношение площадей пиков (ID/IG) интенсивности (ID) максимума (D-полосы), расположенной в области от 1300 до 1400 см-1, к интенсивности (IG) максимума (G-полосы), расположенной в области от 1500 до 1600 см-1, для получения значения R. Полученный таким образом результат показан ниже в Таблице 5.
Измерение контактного сопротивления
[0413] Измеряли контактное сопротивление между газодиффузионным слоем и сепаратором, приготовленным в вышеприведенных Примере и Сравнительных Примерах. Фиг. 39 показывает метод измерения контактного сопротивления между газодиффузионным слоем и сепаратором, приготовленным в вышеприведенных Примере и Сравнительных Примерах. Как показано на Фиг. 39, в качестве сепаратора 360, размещенного на поверхности газодиффузионного слоя 362, использовали позолоченную пластину из нержавеющей стали. Приготовленный газодиффузионный слой 362 размещали между парой сепараторов 360, выходная клемма каждого из которых была подсоединена к источнику питания, и выдерживали, прилагая к каждой основной поверхности сепараторов 360 нагрузку в 1 МПа в перпендикулярном направлении, чтобы образовать измерительное устройство. Затем к обеим выходным клеммам измерительного устройства подводили постоянный ток силой 1 А для расчета значения контактного сопротивления многослойного пакета согласно величине напряжения во время подведения электрического тока и закону Ома. Полученный таким образом результат показан ниже в Таблице 5.
[0414] Как показано в Таблице 5, соответствующие значения контактного сопротивления в Примере IV-1 и Сравнительном Примере IV-1 приблизительно одинаковые. Поэтому установлено, что в данном варианте воплощения может быть достигнуто значительно сокращение стоимости, в то же время с сохранением сходного уровня электрической проводимости по отношению к традиционному газодиффузионному слою для топливного элемента.
[0415]
|
[0416] Фиг. 40 показывает график, соответствующий результату в отношении контактного сопротивления Примера IV-1, показанного в Таблице 5. Этот график показывает значение контактного сопротивления, тогда как на горизонтальной оси показано весовое отношение «электропроводного углерода» к карбонизированному ПАН-волокну («электропроводный углерод/карбонизированное ПАН-волокно»). А именно, Фиг. 40 показывает зависимость между увеличением электропроводного углеродного слоя и контактным сопротивлением. Как показано на Фиг. 40, само карбонизированное ПАН-волокно согласно данному варианту воплощения уступает по электрической проводимости графитизированному ПАН-углеродному волокну. Однако в слое пористого материала, образованном таким карбонизированным ПАН-волокном, контактное сопротивление снижается пропорционально нанесенному количеству электропроводного углеродного слоя. Другими словами, газодиффузионный слой согласно данному варианту воплощения имеет электрическую проводимость, подобную газодиффузионному слою, образованному графитизированным ПАН-углеродным волокном. С учетом этого, поскольку карбонизированное ПАН-волокно согласно данному варианту воплощения не подвергнуто обработке графитизацией, в отличие от традиционного ПАН-углеродного волокна, может быть достигнуто значительно сокращение затрат.
[0417] Оба из вышеупомянутого углеродного волокна и электропроводного углерода детектируются оже-электронной спектроскопией как углерод (С). Таким образом, провести различие между ними невозможно. Поэтому углеродное волокно и металл, составляющий промежуточный слой, подвергали картированию поверхности с помощью ОЭС в момент формирования промежуточного слоя перед созданием электропроводного углеродного слоя, основываясь на допущении, что электропроводный углеродный слой всегда имеется на элементе, составляющем промежуточный слой. Таким путем рассчитали отношение «электропроводного углерода» к углеродному волокну.
Контрольный Пример IV-1
[0418] Получили отношение Au к электропроводному углероду («Au/электропроводный углерод») и контактный угол, когда состоящий из Au гидрофильный слой сформировали на электропроводном углеродном слое.
[0419] В газодиффузионном слое, полученном в Примере IV-1, степень вакуума в камере снижали до приблизительно 3-10 Па, с последующим введением приблизительно 1 Па газообразного аргона. Температуру самого газодиффузионного слоя настраивали на 80°С независимо от его материала.
[0420] Во время распыления методом UBMS к газодиффузионному слою прикладывали напряжение смещения 140 В независимо от материала слоя пористого материала. В дополнение, в качестве мишени использовали Au с чистотой 99% или более. Таким образом, на поверхность электропроводного углеродного слоя нанесли слой Au (гидрофильный слой), имеющий толщину 5 нм.
[0421] Нанесение слоя Au рассчитывали картированием поверхности с помощью оже-электронной спектроскопии и анализа изображений, поскольку слой пористого материала обладал пористостью. Затем измеряли статический контактный угол воды относительно отношения площадей электропроводного углерода к Au. Контактный угол измеряли согласно Японскому промышленному стандарту JIS К6768. Более конкретно, статический контактный угол измеряли с использованием чистой воды (6 мкл) при температуре 24°С и относительной влажности (ОВ) 49%. В качестве измерительного устройства использовали прибор DM700 (метод θ/2), изготовленный фирмой Kyowa Interface Science Co., Ltd. Фиг. 41 показывает график с результатом измерения.
[0422] В условиях без Au (негативный контроль) контактный угол традиционного известного углерода составлял приблизительно 85 градусов. С другой стороны, установлено, что гидрофильность повышается пропорционально нанесенному количеству Au.
Контрольный Пример IV-2
[0423] Эффект снижения сопротивления измеряли, когда Au напыляли с диспергированием в поверхности электропроводного углеродного слоя.
[0424] В газодиффузионном слое, полученном в Примере IV-1, степень вакуума в камере снижали до приблизительно 3-10 Па, с последующим введением приблизительно 5 Па газообразного аргона. Температуру самого газодиффузионного слоя настраивали на 80°С независимо от его материала.
[0425] Во время распыления методом UBMS к газодиффузионному слою прикладывали напряжение смещения 140 В независимо от материала слоя пористого материала. В дополнение, в качестве мишени использовали Au с чистотой 99% или более. В это время измеряли контактное сопротивление газодиффузионного слоя параллельно с распылением Au на поверхность электропроводного углеродного слоя. Фиг. 42 показывает график с результатом измерения.
[0426] Как и в случае Примера IV-1, газодиффузионный слой снабжают электропроводным углеродным слоем, чтобы можно было достигнуть достаточно малого контактного сопротивления. Однако, как показано на Фиг. 42, установлено, что контактное сопротивление может быть дополнительно снижено благодаря дополнительному нанесению Au. Более того, благодаря присутствию гидрофильного слоя в газодиффузионном слое, вода может быть немедленно выведена из каталитического слоя на сторону сепаратора. Такая гидрофильность может быть достигнута, когда гидрофильный слой образован оксидом металла. В дополнение, когда гидрофильный слой образован не оксидом металла (таким как Au), можно получить как гидрофильность, так и превосходную электрическую проводимость. Соответственно, может быть также достигнуто снижение контактного сопротивления.
Пятый вариант воплощения
[0427] Далее приведено пояснение электропроводного узла и способа изготовления электропроводного узла согласно пятому варианту воплощения настоящего изобретения со ссылкой на чертежи. Следует отметить, что компоненты, идентичные первому варианту воплощения, обозначены такими же ссылочными номерами, и их пояснения не повторяются.
[0428] Электропроводный узел согласно данному варианту воплощения включает в себя сепаратор (проводящий многослойный пакет) для топливного элемента, в котором наслоены металлическая подложка, промежуточный слой и электропроводный углеродный слой, а также газодиффузионный слой, включающий газодиффузионный субстрат, имеющий множество пор. Электропроводный углеродный слой и газодиффузионный слой наслоены обращенными друг к другу. В дополнение, электропроводные гидрофильные зерна диспергированы в области контакта с газодиффузионным слоем и нанесены на поверхность электропроводного углеродного слоя. Диаметр зерна электропроводных зерен и расстояние между электропроводными зернами не превышают соответственно расстояния между порами в газодиффузионном субстрате.
[0429] Топливный элемент с полимерным электролитом (ТЭПЭ) согласно данному варианту воплощения также имеет такое же принципиальное строение, как и ТЭПЭ согласно первому варианту воплощения. Более конкретно, как показано на Фиг. 1, ТЭПЭ включает в себя полимерную электролитную мембрану 2 и пару каталитических слоев (анодный каталитический слой 3а и катодный каталитический слой 3b), между которыми размещена полимерная электролитная мембрана 2. Многослойный пакет, образованный полимерной электролитной мембраной 2 и каталитическими слоями, дополнительно вставлен между парой газодиффузионных слоев (анодным газодиффузионным слоем 4а и катодным газодиффузионным слоем 4b). Таким образом, полимерная электролитная мембрана 2, пара каталитических слоев (3а, 3b) и пара газодиффузионных слоев (4а, 4b) наслоены друг на друга с образованием мембранно-электродного узла (МЭУ) 9.
[0430] МЭУ 9 дополнительно вставлен между парой сепараторов (анодным сепаратором 5а и катодным сепаратором 5b) в ТЭПЭ 1. А именно, сепараторы (5а, 5b) размещены смежными с газодиффузионными слоями (4а, 4b), и смежные между собой сепараторы (5а, 5b) и газодиффузионные слои (4а, 4b) составляют электропроводные узлы (8а, 8b).
[0431] Фиг. 43 представляет собой вид поперечного сечения, схематически показывающий строение электропроводного узла 408 согласно этому варианту воплощения. В данном варианте воплощения электропроводный узел 408 образован газодиффузионным слоем 404 и сепаратором 405. Сепаратор 405 включает в себя металлическую подложку 452 и электропроводный углеродный слой 454. В дополнение, электропроводные гидрофильные зерна 457 диспергированы в области 409, которая находится в контакте с газодиффузионным слоем 404 и расположена на электропроводном углеродном слое 454. Кроме того, между металлической подложкой 452 и электропроводным углеродным слоем 454 размещен промежуточный слой 456. Сепаратор 405 в ТЭПЭ предусмотрен таким образом, что электропроводный углеродный слой 454 размещен на стороне МЭУ 9. Далее приведено конкретное пояснение каждого элемента электропроводного узла 408 согласно данному варианту воплощения.
СЕПАРАТОР
Металлическая подложка
[0432] Металлическая подложка 452 представляет собой основной слой сепаратора 405 и вносит вклад в обеспечение электрической проводимости и механической прочности. Металл, составляющий металлическую подложку 452, может быть таким же, как и в металлической подложке 31 согласно первому варианту воплощения.
Электропроводный углеродный слой
[0433] Электропроводный углеродный слой 454 содержит электропроводный углерод. Благодаря присутствию этого слоя улучшается устойчивость к коррозии по сравнению с ситуацией, в которой имеется только металлическая подложка 452, тогда как обеспечивается электрическая проводимость сепаратора 405. В качестве электропроводного углеродного слоя 454 может быть использован электропроводный углеродный слой 33 согласно первому варианту воплощения.
Электропроводные гидрофильные зерна
[0434] Электропроводные гидрофильные зерна 457 представляют собой электропроводные зерна, обладающие гидрофильностью. Электропроводные гидрофильные зерна 457 диспергированы в области 409 в контакте с газодиффузионным слоем 404 и размещены на электропроводном углеродном слое 454. Благодаря присутствию электропроводных гидрофильных зерен 457 электропроводному углеродному слою 454 придается гидрофильность и дополнительно повышается электрическая проводимость. Поэтому контактное сопротивление между электропроводным углеродным слоем 454 и газодиффузионным слоем 404 может быть снижено. Электропроводные зерна могут присутствовать на поверхности электропроводного углеродного слоя и внутри электропроводного углеродного слоя, иначе, чем на контактной области 409. Однако, чтобы достигнуть эффекта снижения контактного сопротивления и эффекта улучшения гидрофильности и снизить стоимость производства, электропроводные зерна 457 предпочтительно присутствуют на поверхностном слое электропроводного углеродного слоя 454. Более конкретно, электропроводные зерна 457 предпочтительно равномерно распределены в плоскости с минимальной толщиной. Поэтому толщина и дисперсность в значительной степени зависят от способа и условий получения. Предпочтительная средняя толщина электропроводного углеродного слоя, обсуждаемого в данном варианте воплощения, составляет между 0,005 мкм и 1 мкм.
[0435] Материал электропроводных зерен конкретно не ограничен при условии, что этот материал обладает электрической проводимостью и гидрофильностью. Статический контактный угол по отношению к воде в электропроводном углеродном слое составляет между 85 и 100 градусами. Поэтому гидрофильность означает статический контактный угол, меньший, чем вышеупомянутый диапазон. Гидрофильность предпочтительно означает статический контактный угол относительно воды на уровне 70 градусов или менее, более предпочтительно 60 градусов или менее. Электропроводные зерна предпочтительно содержат по меньшей мере один материал, выбранный из группы, состоящей из благородного металла, сплавов, содержащих благородный металл, электропроводного нитрида и электропроводных оксидов. В качестве благородного металла предпочтителен по меньшей мере один элемент, выбранный из группы, состоящей из золота (Au), серебра (Ag), платины (Pt), палладия (Pd), родия (Rh), иридия (Ir), рутения (Ru) и осмия (Os). Примеры сплавов, содержащих благородный металл, включают сплав золота с кобальтом (Au-Co), сплав золота с никелем (Au-Ni) и сплав палладия с никелем (Pd-Ni). Примеры электропроводного нитрида включают CrN, TiN, ZrN и HfN. В качестве электропроводных оксидов предпочтителен по меньшей мере один элемент, выбранный из группы, состоящей из MBa2Cu3O7-x (M представляет собой Y или редкоземельные элементы, за исключением Се, Pr и Tb), SnO2, In2O3, CrO2, Fe3O4, IrO2, OsO2, PtO2, ReO2 (β), ReO3, RhO2, RuO2, WO2, W18O49, V2O3, V7O13, V8O15 и V6O13. Из вышеупомянутых материалов предпочтительны платина (Pt), золото (Au) и серебро (Ag) благодаря высокой электрической проводимости, а серебро (Ag) более предпочтительно с позиции экономичности. Золото (Au) также предпочтительно применяют с позиции экономичности, когда предусматривается повторная переработка. Вышеупомянутый благородный металл, сплавы, содержащие благородный металл, электропроводный нитрид и электропроводные оксиды могут быть использованы по отдельности, или могут быть применены в комбинации двух или более их типов.
[0436] В данном варианте воплощения диаметр зерна электропроводных зерен и расстояние между электропроводными зернами предпочтительно не превышают расстояния между порами в газодиффузионном субстрате. Благодаря такому условию могут быть получены точки контакта между электропроводными зернами и газодиффузионным субстратом, и может быть снижено контактное сопротивление относительно газодиффузионного слоя. «Расстояние между электропроводными зернами» в данном варианте воплощения представляет собой расстояние между сердцевинами двух соседних электропроводных зерен. «Расстояние между порами» представляет собой расстояние между центрами двух смежных пор. «Расстояние между электропроводными зернами» рассчитывают как среднее значение расстояний между электропроводными зернами, наблюдаемыми в полях зрения числом от нескольких до нескольких десятков с использованием устройств наблюдения, таких как сканирующий электронный микроскоп и просвечивающий электронный микроскоп. «Расстояние между порами» также рассчитывают как среднее значение расстояний между порами, наблюдаемыми в полях зрения числом от нескольких до нескольких десятков в поперечном сечении газодиффузионного субстрата с использованием устройств наблюдения, таких как сканирующий электронный микроскоп и просвечивающий электронный микроскоп.
[0437] Более конкретно, когда газодиффузионный субстрат образован волокном (агрегатом волокон), расстояние между порами соответствует диаметру волокна. Например, как показано на Фиг. 44А, когда газодиффузионный субстрат образован углеродными волокнами 458, диаметр электропроводных зерен 457 и расстояние между электропроводными зернами 457 предпочтительно не превышают диаметра углеродных волокон 458. В дополнение, когда газодиффузионный субстрат образован частицами (агрегатами частиц), расстояние между порами соответствует диаметру частиц. Например, как показано на Фиг. 44А, когда газодиффузионный субстрат образован углеродными частицами 458, диаметр электропроводных зерен 457 и расстояние между электропроводными зернами 457 предпочтительно не превышают диаметра углеродных частиц 458. Соответственно, могут быть надежно обеспечены точки контакта между электропроводными зернами и углеродными волокнами или углеродными частицами, когда газодиффузионный субстрат образован волокнами или частицами.
[0438] Когда газодиффузионный субстрат образован пористым металлом, таким как металлическая сетка и перфорированная пластина со сквозными отверстиями, расстояние между порами соответствует кратчайшему расстоянию между центрами пор. Например, как показано на Фиг. 44В, когда газодиффузионный субстрат образован пористым металлом 460 со сквозными отверстиями 461, диаметр электропроводных зерен 457 и расстояние между электропроводными зернами 457 предпочтительно не превышают расстояния между порами пористого металла 460. В этом случае может быть получено большое число точек контакта, поскольку мелкие зерна размещены с меньшими интервалами, чем значения ширины металлической подложки между порами в пористом металле. В качестве одного примера, диаметр электропроводных зерен и расстояние между электропроводными зернами составляют между 1 нм и 7 мкм.
[0439] Степень покрытия электропроводными зернами контактной области предпочтительно составляет 1% или более. Когда степень покрытия составляет 1% или более, может быть получен эффект улучшения гидрофильности и электрической проводимости благодаря электропроводным зернам. Степень покрытия более предпочтительно составляет между 2 и 100%, еще более предпочтительно между 3 и 100%, особенно предпочтительно между 10 и 100%. Когда нижний предел степени покрытия представляет собой вышеупомянутое значение или большее, гидрофильность и электрическая проводимость значительно улучшаются. В отношении верхнего предела, предпочтительна более высокая степень покрытия из соображений улучшения гидрофильности и электрической проводимости, и обычно предпочтительна 100%-ная степень покрытия (полное покрытие). Однако, с позиции экономичности, предпочтительна меньшая степень покрытия при условии, что обеспечивается электрическая проводимость.
[0440] Контактное сопротивление между двумя деталями рассчитывают из суммы объемного удельного сопротивления (ρ1, ρ2) двух деталей, составляющих точки контакта, и обратной величины (1/an) радиуса точек контакта.
[0441] [Математическое выражение 6]
(где R - контактное сопротивление [Ом], ρ1, ρ2 - объемное удельное сопротивление [Ом∙см], an - радиус точек контакта [см], n - число точек контакта).
[0442] Вышеупомянутые ρ1, ρ2 представляют собой характерные материалу величины. Например, когда в качестве электропроводных зерен используют золото (Au), а в качестве газодиффузионного субстрата используют углеродное волокно, каждая из величин ρ1 и ρ2 представляет собой объемное удельное сопротивление золота (Au) и углеродного волокна. Поэтому контактное сопротивление зависит от числа точек контакта и радиуса точек контакта.
[0443] Когда степень покрытия электропроводными зернами возрастает, число электропроводных зерен, диспергированных в поверхности электропроводного углеродного слоя, увеличивается. Поэтому может быть увеличено число точек контакта между электропроводными зернами и газодиффузионным субстратом и, соответственно, может быть снижено контактное сопротивление.
[0444] Авторы изобретения подтвердили, что когда степень покрытия электропроводными зернами равна вышеупомянутому нижнему пределу или превышает его, точки контакта между электропроводными зернами и газодиффузионным субстратом могут быть увеличены, и может быть снижено контактное сопротивление. В данном варианте воплощения установлено, что контактное сопротивление снижается, когда степень покрытия электропроводными зернами равна вышеупомянутому нижнему пределу или выше него, а электропроводные зерна образованы вышеописанным благородным металлом, сплавами, содержащими благородный металл, электропроводным нитридом или электропроводным оксидом. Однако число точек контакта между газодиффузионным субстратом и электропроводными зернами зависит от материала и размера электропроводных зерен и газодиффузионного субстрата, а также шероховатости поверхности и материала в области контакта электропроводного углеродного слоя. Например, когда шероховатость поверхности в области контакта мала, число точек контакта между газодиффузионным слоем и электропроводными зернами в области контакта может быть увеличено. В результате может быть снижено контактное сопротивление. С другой стороны, общеизвестно, что гидрофильность повышается, когда возрастает поверхностная шероховатость на гидрофильной поверхности. Поэтому, когда поверхностная шероховатость увеличивается, на гидрофильной поверхности с высокой степенью покрытия достигается эффект высокой гидрофильности. Соответственно, степень покрытия электропроводными зернами предпочтительно регулируют надлежащим образом соответственно используемым электропроводным зернами, газодиффузионному субстрату и электропроводному углеродному слою (области контакта).
[0445] Контактный угол воды в области контакта, в которой диспергированы электропроводные зерна, предпочтительно составляет 70 градусов или менее, более предпочтительно между 0 и 60 градусами, еще более предпочтительно между 45 и 50 градусами. Когда контактный угол находится в пределах вышеупомянутых диапазонов, дополнительно улучшаются характеристики стекания поверхности сепаратора, на которой образованы каналы для воды. Поэтому вода может быть выведена в достаточной степени даже в узких каналах с малым шагом ребер (с тонкой вогнуто-выпуклой конфигурацией) в сепараторе, который особенно может обусловливать затруднения в выведении воды. Следует отметить, что контактный угол в данном варианте воплощения измеряют на основе метода испытания смачиваемости согласно JIS К6768.
[0446] Электропроводные зерна могут присутствовать на поверхности электропроводного углеродного слоя, который сформирован на по меньшей мере одной поверхности металлической подложки. Когда электропроводный углеродный слой предусмотрен на обеих основных поверхностях металлической подложки, электропроводные зерна могут быть диспергированы в поверхностях соответствующих электропроводных углеродных слоев. Однако с учетом достижения эффекта стекания электропроводные зерна предпочтительно присутствуют на поверхности электропроводного углеродного слоя, предусматриваемого на стороне МЭУ (стороне реакционной поверхности).
Промежуточный слой
[0447] Как показано на Фиг. 43, в данном варианте воплощения сепаратор 405 включает в себя промежуточный слой 456. Промежуточный слой 456 служит для улучшения адгезии между металлической подложкой 452 и электропроводным углеродным слоем 454 и для предотвращения вымывания ионов из металлической подложки 452. Более конкретно, значительный эффект от наличия промежуточного слоя 456 получают, когда значение R превышает верхний предел вышеупомянутого желательного диапазона. Однако промежуточный слой 456 предусматривают даже тогда, когда значение R находится внутри вышеупомянутого желательного диапазона. С другой точки зрения, вышеупомянутый функциональный эффект от наличия промежуточного слоя 456 также в значительной мере достигается, когда металлическая подложка 452 образована алюминием или алюминиевым сплавом.
[0448] Хотя материал, составляющий промежуточный слой 456, конкретно не ограничен при условии, что этот материал может обеспечивать вышеупомянутую адгезию, может быть использован такой же материал, как и в промежуточном слое 32 в первом варианте воплощения. В дополнение, хотя толщина промежуточного слоя 456 конкретно не ограничена, промежуточный слой 456 может иметь такую же толщину, как и промежуточный слой 32 в первом варианте воплощения. Более того, хотя структура промежуточного слоя 456 конкретно не ограничена, промежуточный слой 456 может иметь такую же столбчатую структуру, как и промежуточный слой 32 в первом варианте воплощения. Кроме того, соотношение между коэффициентом теплового расширения (αmid) промежуточного слоя, коэффициентом теплового расширения (αsub) металлической подложки и коэффициентом теплового расширения (αc) электропроводного углеродного слоя предпочтительно удовлетворят формуле 2, как и в случае первого варианта воплощения.
[0449] Промежуточный слой может быть предусмотрен на по меньшей мере одной поверхности металлической подложки. Следует отметить, что в том случае, когда электропроводный углеродный слой предусмотрен только на одной основной поверхности металлической подложки, промежуточный слой предусмотрен между металлической подложкой и электропроводным углеродным слоем. Электропроводный углеродный слой может быть предусмотрен на каждой поверхности металлической подложки, как описано выше. В таком случае промежуточный слой предпочтительно предусмотрен между металлической подложкой и соответствующими электропроводными углеродными слоями. Когда промежуточный слой предусмотрен между металлической подложкой и только одним из электропроводных углеродных слоев, промежуточный слой предпочтительно предусмотрен между электропроводным углеродным слоем и металлической подложкой расположенным на стороне МЭУ в ТЭПЭ.
Газодиффузионный слой
[0450] Газодиффузионный слой (анодный газодиффузионный слой 404а, катодный газодиффузионный слой 404b) образован газодиффузионным субстратом, имеющим множество пор, и размещен вплотную к сепаратору (анодному сепаратору 5а, катодному сепаратору 5b). Газодиффузионный слой служит для способствования диффузии газа (газообразного топлива или газообразного окислителя), подводимого к каталитическому слою 3а, 3b по газопроводным каналам 6а, 6b сепаратора, а также действует как токопроводящая перемычка. В данном варианте воплощения может быть применен газодиффузионный слой, описанный в первом варианте воплощения, или газодиффузионный слой, описанный в четвертом варианте воплощения.
[0451] Далее приведен предпочтительный вариант изготовления электропроводного узла согласно данному варианту воплощения. Однако объем настоящего изобретения не ограничен только нижеприведенным вариантом воплощения. Такие условия, как материал для соответствующих элементов сепаратора 405 и газодиффузионного слоя 404, составляющих электропроводный узел, являются такими же, как описано выше, и поэтому их пояснение в этом варианте воплощения повторяться не будет.
[0452] Способ изготовления электропроводного узла включает в себя процесс формирования электропроводного углеродного слоя на по меньшей мере одной основной поверхности металлической подложки, процесс диспергирования электропроводных гидрофильных зерен на поверхности электропроводного углеродного слоя, и процесс обеспечения газодиффузионного слоя так, чтобы привести в контакт с областью, в которой диспергированы электропроводные зерна. Электропроводные зерна диспергируют методом распыления.
[0453] Сначала готовят пластину, такую как пластина из нержавеющей стали, имеющую желательную толщину, в качестве материала, составляющего металлическую подложку. Затем поверхность приготовленной металлической подложки подвергают обработке обезжириванием и промыванием с использованием подходящего растворителя, как и в случае первого варианта воплощения. Затем удаляют оксидную пленку, образовавшуюся на поверхности (обеих сторон) металлической подложки. Способ удаления оксидной пленки подобен первому варианту воплощения.
[0454] Затем на обработанной поверхности материала, составляющего металлическую подложку, формируют электропроводный углеродный слой. Затем, используя в качестве мишени вышеупомянутый материал (такой как графит), составляющий электропроводный углеродный слой, на поверхность металлической подложки на атомном уровне наносят слой, включающий электропроводный углерод с тем, чтобы сформировать электропроводный углеродный слой. Соответственно, адгезия на границе раздела между электропроводным углеродным слоем и металлической подложкой, непосредственно соединенными друг с другом, и их периферии может сохраняться в течение длительного периода времени благодаря силам межмолекулярного взаимодействия и поступлению небольшого количества атомов углерода. Предпочтительный способ нанесения электропроводного углерода может быть подобным способу, использованному в первом варианте воплощения.
[0455] Затем на всей или в части обработанной поверхности электропроводного углеродного слоя диспергируют электропроводные зерна. Как описано выше, электропроводные зерна могут быть диспергированы в области в контакте с газодиффузионным слоем и нанесены на поверхность электропроводного углеродного слоя. Когда электропроводные зерна диспергируют в части поверхности электропроводного углеродного слоя, то, например, формируют маску так, чтобы электропроводные зерна могли быть селективно диспергированы в желательной части. Способ диспергирования электропроводных зерен может быть подобным способу, применяемому для электропроводных зерен в третьем варианте воплощения. Особенно предпочтителен метод распыления или метод электроосаждения.
[0456] Когда используют метод распыления, может быть получена дисперсная структура с высокой адгезией электропроводных зерен. В дополнение, метод распыления является предпочтительным потому, что электропроводные зерна могут быть последовательно диспергированы только изменением мишени после формирования (напыления) электропроводного углеродного слоя. Условия распыления конкретно не ограничены при условии, что может быть достигнута вышеописанная дисперсная структура электропроводных зерен. Однако предпочтительно к металлической подложке во время распыления прикладывают отрицательное напряжение смещения. Например, прикладываемое напряжение предпочтительно составляет между 50 и 500 В, более предпочтительно между 100 и 300 В. Другие конкретные условия конкретно не ограничены, и могут быть надлежащим образом использованы общеизвестные сведения.
[0457] Когда используют метод электроосаждения, электропроводные зерна могут быть диспергированы с высокой степенью покрытия. В дополнение, может быть возможным массовое производство, поскольку метод электроосаждения может быть выполнен способом «с рулона на рулон». Условия электроосаждения конкретно не ограничены при условии, что может быть достигнута дисперсная структура электропроводных зерен, как описано выше, и условия зависят от типа и количества используемых электропроводных зерен. Например, условия для обработки электроосаждением включают плотность тока от 0,25 до 5 А/дм2, температуру ванны от 45 до 55°С и продолжительность электроосаждения приблизительно от 10 секунд до 100 минут. Следует отметить, что продолжительность электроосаждения можно надлежащим образом отрегулировать, поскольку она меняется в зависимости от размера и формы противоэлектрода. Благодаря вышеописанным условиям без труда формируют дисперсную структуру электропроводных зерен.
[0458] Взаимосвязь между временными условиями, такими как продолжительность распыления и продолжительность электроосаждения, и диспергированным количеством материала выясняют заблаговременно, с последующим контролем этих условий так, чтобы степень покрытия и диаметр зерна электропроводных зерен можно было выдерживать в пределах желательного диапазона. В дополнение, степень покрытия варьируется в зависимости от материала электропроводного углеродного слоя, в котором диспергируют электропроводные зерна, и в зависимости от способа диспергирования зерен, как описано выше. Поэтому взаимосвязь между материалом электропроводного углеродного слоя и состоянием покрытия должна быть выявлена заблаговременно. Например, когда композитный материал из электропроводного углерода и полимера диспергируют в качестве электропроводных зерен методом электроосаждения, электропроводные зерна адсорбируются не на поверхности полимера, а на поверхности углерода. Поэтому, когда применяют такой композитный материал, степень покрытия нужно контролировать, в то же время учитывая количество полимера, содержащегося в композитном материале.
[0459] Поверхность электропроводного углеродного слоя 454, имеющегося на одной или обеих основных поверхностях металлической подложки 452, подвергают вышеописанным обработкам, поэтому получают сепаратор, в котором электропроводный углеродный слой 454 сформирован на одной или обеих поверхностях металлической подложки 452, а электропроводные гидрофильные зерна 457 диспергированы на поверхности электропроводного углеродного слоя 454.
[0460] Когда получают сепаратор, включающий промежуточный слой 456, показанный на Фиг. 43, промежуточный слой формируют на по меньшей мере одной основной поверхности металлической подложки перед вышеупомянутым процессом формирования электропроводного углеродного слоя. В этом случае промежуточный слой формируют методом, подобным вышеописанному электропроводному углеродному слою. Однако необходимо заменять мишень на материал, составляющий промежуточный слой. Затем на полученном таким образом промежуточном слое формируют электропроводный углеродный слой, с последующим диспергированием на нем электропроводных зерен. Электропроводный углеродный слой формируют на поверхности промежуточного слоя методом, подобным электропроводному углеродному слою, сформированному на поверхности металлической подложки.
[0461] Затем на полученный таким образом сепаратор наслаивают газодиффузионный субстрат, тем самым получая электропроводный узел, в котором сепаратор и газодиффузионный слой наслоены друг на друга. В этом случае газодиффузионный слой наслаивают так, чтобы привести в контакт с областью, в которой диспергированы электропроводные зерна.
[0462] Электропроводный узел согласно данному варианту воплощения может быть использован в качестве электропроводного узла, составляющего разнообразные типы топливных элементов, таких как ФКТЭ, РКТЭ, ТОТЭ и ЩТЭ, в дополнение к ТЭПЭ, как и в случае электропроводного узла в первом варианте воплощения. Более того, электропроводный узел согласно данному варианту воплощения может быть также применен по различным назначениям, требующим наличия как электрической проводимости, так и устойчивости к коррозии. Электропроводный узел согласно данному варианту воплощения используют во влажной среде и проводящей среде, когда электропроводный узел применяют по другим предпочтительным назначениям. В таких окружающих условиях в значительной мере достигается функциональный эффект настоящего изобретения в плане обеспечения как электрической проводимости, так и устойчивости к коррозии.
[0463] Далее приведено дополнительное пояснение действия электропроводного узла согласно данному варианту воплощения с привлечением Примеров и Сравнительных Примеров. Однако объем настоящего изобретения не ограничен этими примерами.
Пример V-1
[0464] Пластину из нержавеющей стали (SUS316L) приготовили в качестве материала металлической подложки, составляющей сепаратор. Толщина пластины из нержавеющей стали была 100 мкм. Пластину из нержавеющей стали промыли раствором этанола под действием ультразвуковых волн в течение трех минут в качестве предварительной обработки. Затем промытую пластину из нержавеющей стали поместили в вакуумную камеру и подвергли обработке ионной бомбардировкой в газообразном Ar, чтобы удалить оксидную пленку на ее поверхности. Степень вакуума в вакуумной камере устанавливали на приблизительно 10-3 Па, а давление газообразного Ar устанавливали на приблизительно 0,1-1 Па. Следует отметить, что как предварительную обработку, так и обработку ионной бомбардировкой проводили на обеих поверхностях пластины из нержавеющей стали.
[0465] Затем, с использованием метода распыления с несбалансированным магнетроном, сформировали промежуточный слой. Более конкретно, состоящий из Cr промежуточный слой сформировали на каждой стороне пластины из нержавеющей стали, используя Cr в качестве мишени, при приложении к пластине из нержавеющей стали отрицательного напряжения смещения 50 В. Толщина промежуточного слоя составляла 0,2 мкм.
[0466] Затем, с использованием метода UBMS, сформировали электропроводный углеродный слой (слой поликристаллического графита). Более конкретно, электропроводный углеродный слой сформировали на промежуточном слое на каждой стороне пластины из нержавеющей стали, используя твердый графит в качестве мишени, при приложении к пластине из нержавеющей стали отрицательного напряжения смещения 100 В. Толщина электропроводного углеродного слоя составляла 0,2 мкм.
[0467] Затем, с использованием метода UBMS, на электропроводном углеродном слое на обеих поверхностях пластины из нержавеющей стали диспергировали электропроводные зерна, используя Au в качестве мишени, которое представляло собой исходный материал для электропроводных зерен, при приложении к пластине из нержавеющей стали отрицательного напряжения смещения 100 В. Таким образом, приготовили сепаратор (1).
Пример V-2
[0468] Сепаратор (2) приготовили с помощью операций, подобных таковым в Примере V-1, за исключением того, что изменили продолжительность напыления электропроводных зерен (Au).
Пример V-3
[0469] Сепаратор (3) приготовили с помощью операций, подобных таковым в Примере V-1, за исключением того, что изменили продолжительность напыления электропроводных зерен (Au).
Сравнительный Пример V-1
[0470] Сепаратор (4) приготовили с помощью операций, подобных таковым в Примере V-1, за исключением того, что электропроводные зерна не диспергировали на поверхности электропроводного углеродного слоя.
Пример V-4
[0471] Сепаратор (5) приготовили с помощью операций, подобных таковым в Примере V-1, за исключением того, что в качестве электропроводного углеродного слоя использовали графитовый блок (высококристаллический графит).
Сравнительный Пример V-2
[0472] Сепаратор (6) приготовили с помощью операций, подобных таковым в Примере V-4, за исключением того, что электропроводные зерна не диспергировали на поверхности электропроводного углеродного слоя.
Наблюдения с помощью СЭМ/Измерение степени покрытия
[0473] В отношении сепараторов (1)-(6), приготовленных в соответствующих примерах и сравнительных примерах, сделали микрофотографии поверхности электропроводного углеродного слоя с использованием сканирующего электронного микроскопа.
[0474] Фигуры 45 и 46 представляет собой СЭМ-фотографии, показывающие поверхности электропроводных углеродных слоев сепараторов (1) и (2), в которых диспергированы электропроводные зерна (Au). Как показано на Фигурах 45 и 46, установлено, что электропроводные зерна (Au) равномерно распределены соответственно в поверхностях электропроводных углеродных слоев. В других сепараторах, иных, нежели сепаратор (4), в котором электропроводные зерна или оксиды металлов не диспергированы, также установлено, что электропроводные зерна (Au) равномерно распределены соответственно в поверхностях электропроводных углеродных слоев, как и в случаях Фигур 45 и 46.
[0475] Согласно этим СЭМ-фотографиям рассчитывали средний диаметр зерна диспергированных зерен (электропроводных зерен или оксидов металлов), присутствующих на поверхности каждого сепаратора, и среднее расстояние между диспергированными зернами.
[0476] В дополнение, исследовали плоскостное распределение элементов, присутствующих на поверхности электропроводного углеродного слоя, с использованием EDX. Затем площадь, занятую углеродом, обозначили зеленым цветом, а площадь, занятую электропроводными зернами (Au), обозначили красным цветом, чтобы преобразовать в двоичную форму. Затем рассчитали долю площади, занятой красным цветом, с помощью обработки изображений, тем самым определив эту долю как степень покрытия (%). Диаметр зерна и степень покрытия электропроводными зернами в каждом сепараторе показаны в Таблице 6.
Анализ профиля концентрации элементов с помощью ОЭС (Оже-электронной спектроскопии)
[0477] Профиль концентрации элементов в направлении наслоения сепаратора измеряли с привлечением ОЭС в отношении соответствующих сепараторов, приготовленных в Примере V-2 и Сравнительном Примере V-1. Фигуры 47А и 47В показывают распределения элементов в направлении глубины от поверхностей электропроводных углеродных слоев сепараторов (2) и (4) соответственно. Установлено, что электропроводные зерна (Au) присутствуют в поверхностном слое электропроводного углеродного слоя сепаратора (2) Примера V-2, тогда как на поверхности электропроводного углеродного слоя сепаратора (4) Сравнительного Примера V-1 электропроводные зерна (Au) отсутствуют. А именно, в поверхностном слое электропроводного углеродного слоя (С) были электропроводные зерна (Au). Следует отметить, что ОЭС-измерение выполняли в условиях, подобных примерам в первом варианте воплощения.
Измерение контактного сопротивления
[0478] В отношении соответствующих сепараторов, приготовленных в примерах и сравнительных примерах, измеряли контактное сопротивление в направлении толщины сепаратора. Как показано на Фиг. 11, приготовленный сепаратор 5 разместили между парой газодиффузионных слоев 4а и 4b, полученный таким образом многослойный пакет в свою очередь разместили между парой электродов (каталитических слоев 3а и 3b), и оба конца их соединили с источником питания и поддерживали с приложением нагрузки 1 МПа, составив измерительное устройство. Для газодиффузионного слоя использовали углеродное волокно (изготовленное фирмой Toray Industries, Inc., средний диаметр волокна 7 мкм). Затем к измерительному устройству подвели постоянный ток силой 1 А, и рассчитывали значение контактного сопротивления многослойного пакета согласно значению напряжения во время подведения электрического тока. Полученный таким образом результат показан ниже в Таблице 6. Кроме того, Фиг. 48 показывает график, соответствующий результату в отношении контактного сопротивления, показанного в Таблице 6.
[0479] Как показано в Таблице 6 и на Фиг. 48, сепараторы, приготовленные в Примерах, имеют соответственно меньшие значения контактного сопротивления по сравнению с сепараторами, приготовленными в Сравнительных Примерах. Когда степень покрытия составляет 1% или более, контактное сопротивление значительно снижается в соответствующих примерах. Более того, установлено, что когда степень покрытия составляет 10% или более, контактное сопротивление может быть снижено до предельно низкого уровня.
[0480] В дополнение, когда в сепараторах (Примеры с V-1 по V-3) используют поликристаллический графит, установлено, что контактное сопротивление может быть значительно снижено при низкой степени покрытия, по сравнению со случаем сепаратора с использованием графитового блока (Пример V-4). Когда в сепараторе применяют поликристаллический графит, точки контакта между сепаратором и газодиффузионным субстратом могут быть увеличены, поскольку поликристаллический графит имеет меньшую поверхностную шероховатость, чем графитовый блок. Поэтому предполагается, что контактное сопротивление в сепараторе дополнительно снижается благодаря увеличению точек контакта.
Измерение контактного угла
[0481] В отношении соответствующих сепараторов (1)-(6), приготовленных в Примерах и Сравнительных Примерах, контактный угол воды в поверхности электропроводного углеродного слоя, в котором были диспергированы электропроводные зерна, измеряли согласно JIS К6768. Полученный таким образом результат показан ниже в Таблице 6. Кроме того, Фиг. 49 показывает график, соответствующий результату в отношении контактного угла, показанному в Таблице 6.
[0482] Согласно этому результату установлено, что контактный угол воды в поверхности электропроводного углеродного слоя подавляется до 70 градусов или ниже, когда сепараторы, приготовленные в каждом примере, имеют степень покрытия 1% или более, по сравнению с сепараторами, приготовленными в Сравнительных Примерах. Кроме того, установлено, что, когда степень покрытия составляет 10% или более, значение контактного угла снижается, так что гидрофильность значительно улучшается.
[0483] Когда в сепараторе (Пример V-1) использовали поликристаллический графит, установлено, что контактный угол подавляется до 70 градусов или ниже при низкой степени покрытия приблизительно 4%. Даже когда в сепараторе (Пример V-4) применяли графитовый блок, установлено, что контактный угол подавляется до 70 градусов или ниже при низкой степени покрытия приблизительно 4%.
Измерение значения R
[0484] В отношении соответствующих сепараторов, приготовленных в Примерах и Сравнительных Примерах, измеряли значение R электропроводного углеродного слоя. Более конкретно, сначала измерили рамановский спектр электропроводного углеродного слоя с использованием микрорамановского спектроскопа. Затем для получения значения R рассчитали отношение площадей пиков (ID/IG) интенсивности (ID) максимума (D-полосы), расположенной в области от 1300 до 1400 см-1, к интенсивности (IG) максимума (G-полосы), расположенной в области от 1500 до 1600 см-1. Полученный таким образом результат показан ниже в Таблице 6.
[0485] Как показано в Таблице 6, все значения R электропроводных углеродных слоев в соответствующих сепараторах, приготовленных в Примерах с V-1 по V-3 и Сравнительном Примере V-1, составляли 1,3 или более. С другой стороны, оба значения R электропроводных углеродных слоев в соответствующих сепараторах, приготовленных в Примере V-4 и Сравнительном Примере V-2, составляли менее 1,3. Согласно Таблице 6, когда использовали приготовленный в Примере V-1 сепаратор, имеющий значение R 1,3 или более, контактное сопротивление могло быть подавлено до более низкого уровня по сравнению с сепаратором в Примере V-4, приготовленном в условиях, подобных Примеру V-1, кроме того, что значение R было менее 1,3.
[0486]
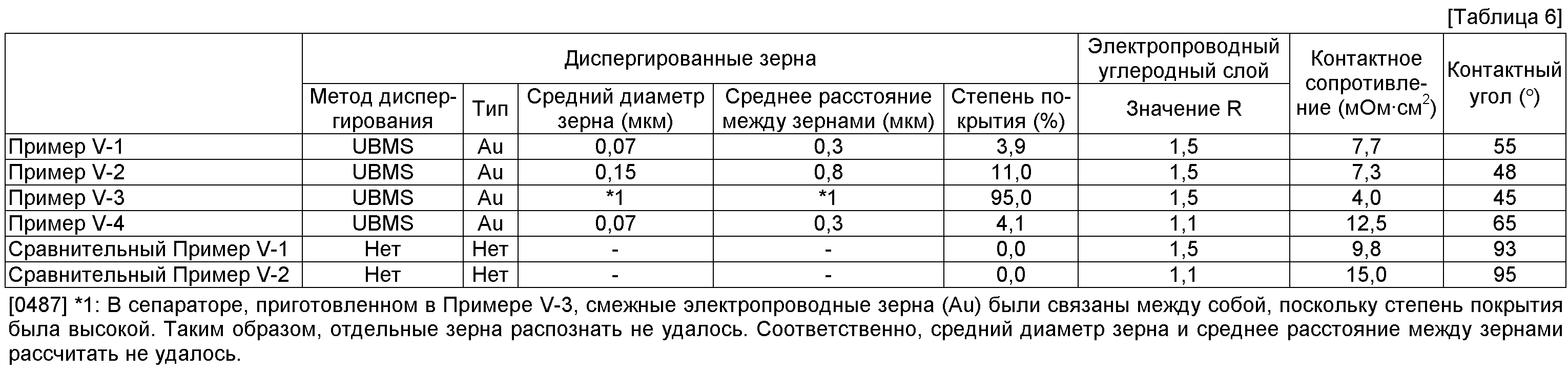
[0488] Полные содержания заявки на патент Японии № Р2008-300133 (поданной 25 ноября 2008 года), заявки на патент Японии № Р2008-301309 (поданной 26 ноября 2008 года), заявки на патент Японии № Р2008-303217 (поданной 27 ноября 2008 года), заявки на патент Японии № Р2008-303219 (поданной 27 ноября 2008 года), заявки на патент Японии № Р2008-303223 (поданной 27 ноября 2008 года) и заявки на патент Японии № Р2009-142600 (поданной 15 июня 2009 года) включены сюда по ссылке.
[0489] Хотя настоящее изобретение было описано выше с привлечением вариантов воплощения и примеров, настоящее изобретение не ограничено этими вариантами воплощения и примерами, и специалистам в этой области будет очевидно, что могут быть проделаны разнообразные модификации и усовершенствования. В частности, конфигурации согласно первому-пятому вариантам воплощения могут быть скомбинированы надлежащим образом.
Промышленная применимость
[0490] Электропроводный узел согласно данному изобретению имеет дополнительно улучшенную устойчивость к коррозии, в то же время превосходная электрическая проводимость обеспечивается в достаточной степени благодаря созданию токопроводящей перемычки от одной стороны до другой стороны электропроводного углеродного слоя.
Список ссылочных номеров
[0491]
1Единичная ячейка
2Полимерная электролитная мембрана
3Каталитический слой
4Газодиффузионный слой
5Сепаратор
6Металлическая подложка
9Мембранно-электродный узел
20Блок топливного элемента
31Металлическая подложка
32Промежуточный слой
33Электропроводный углеродный слой
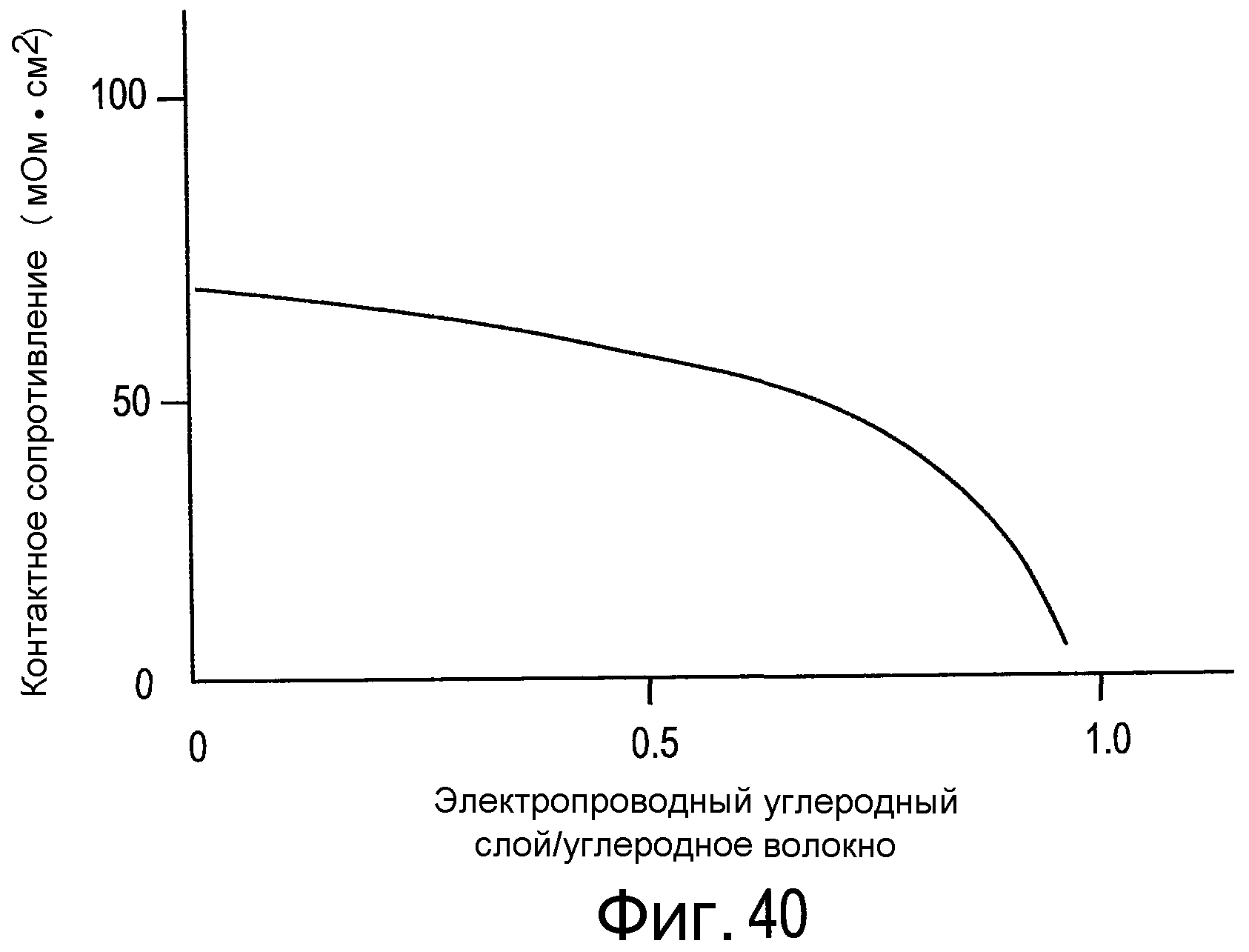
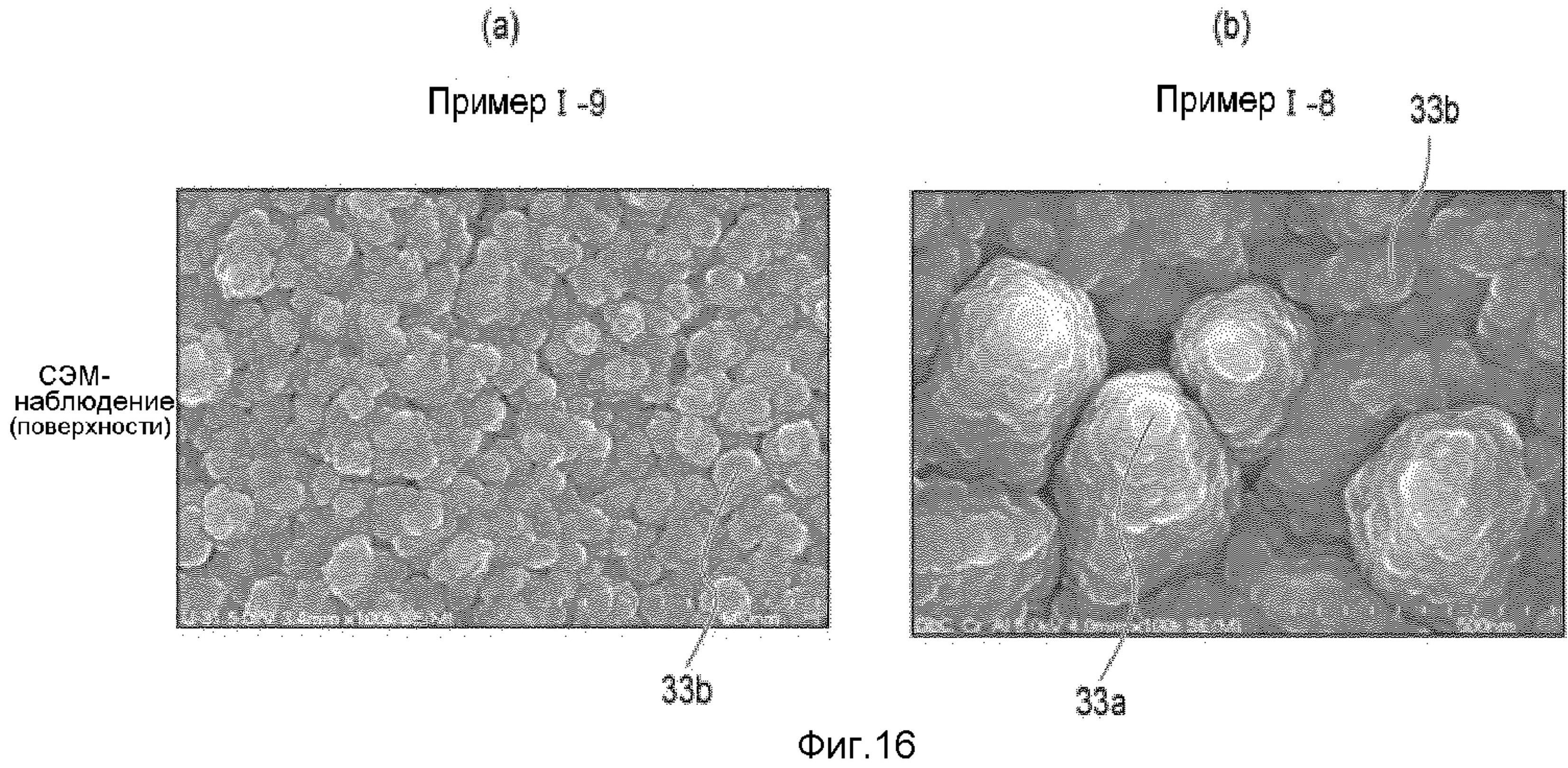
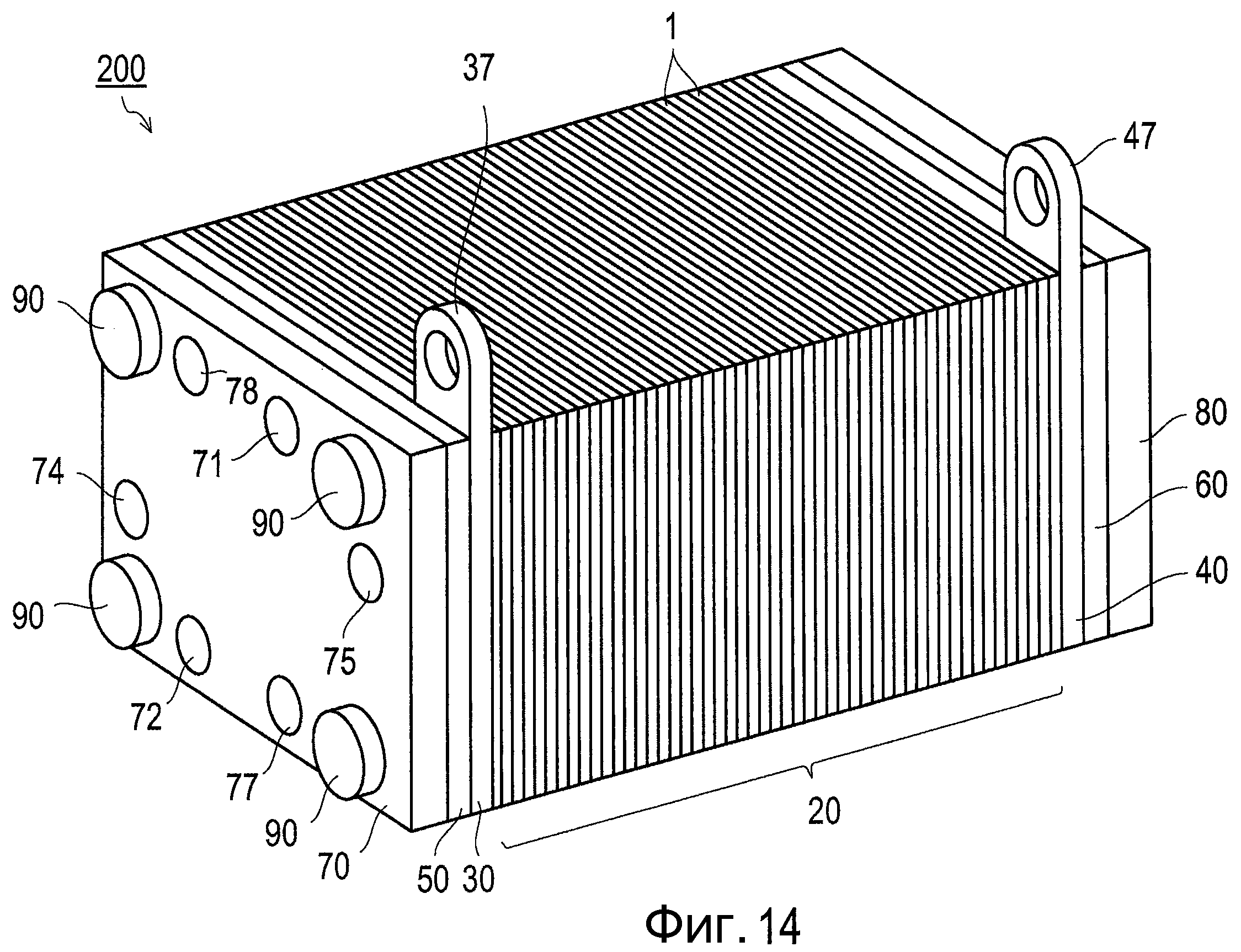
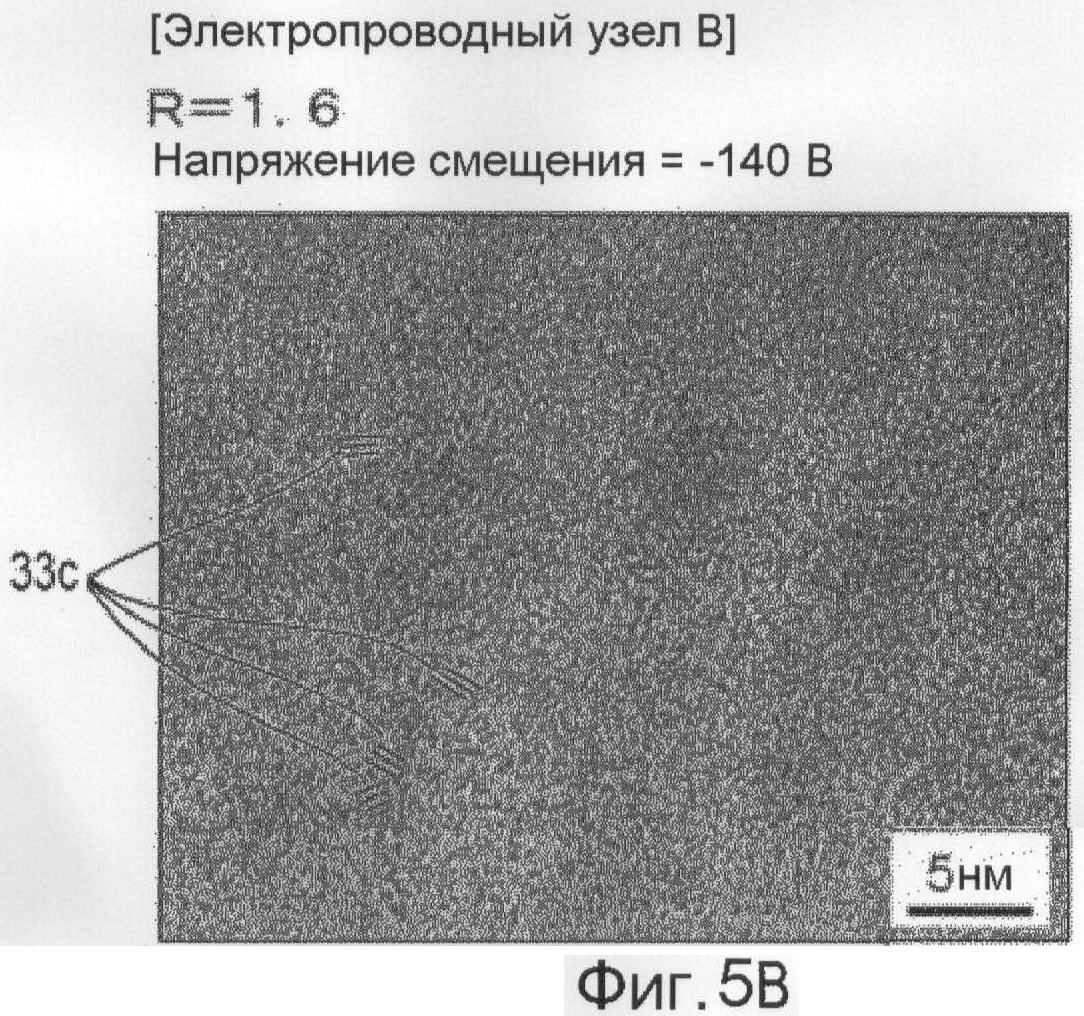
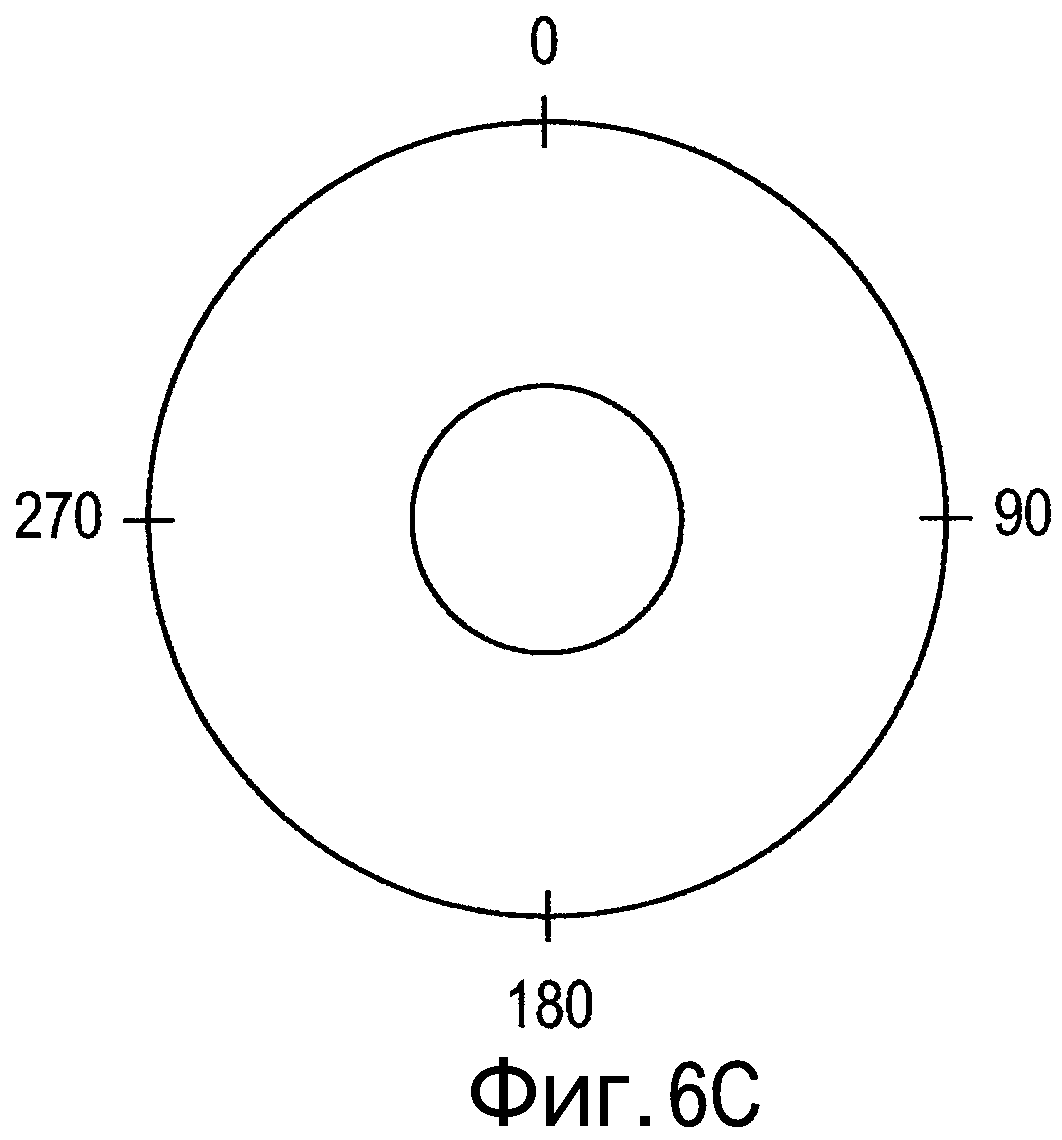
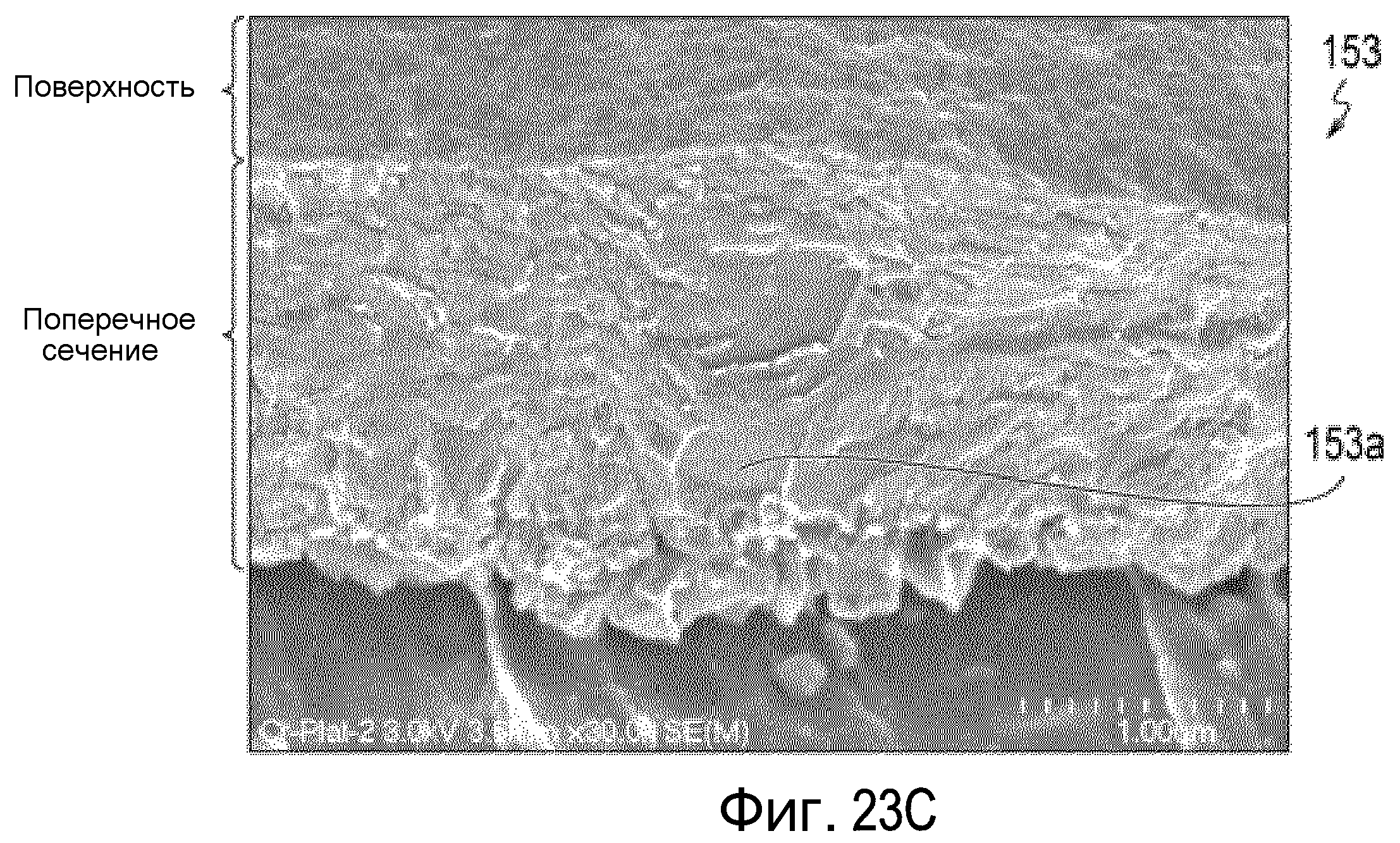
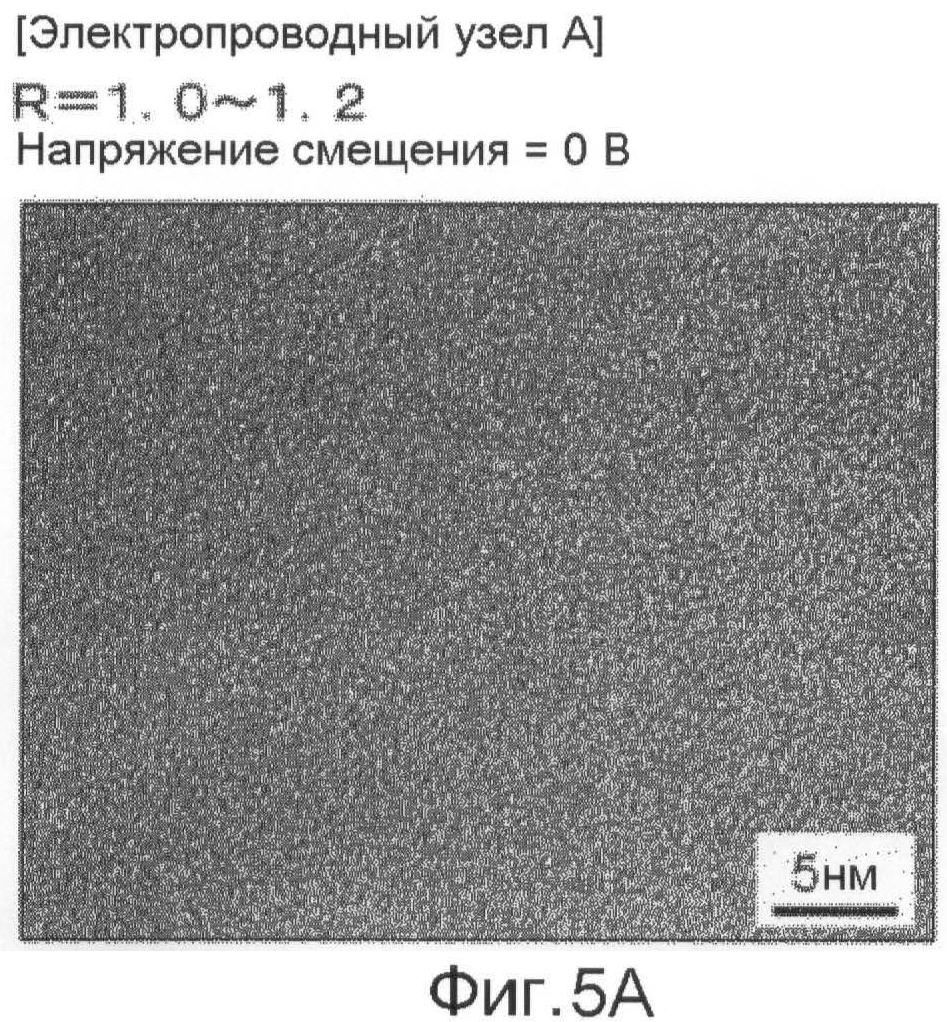
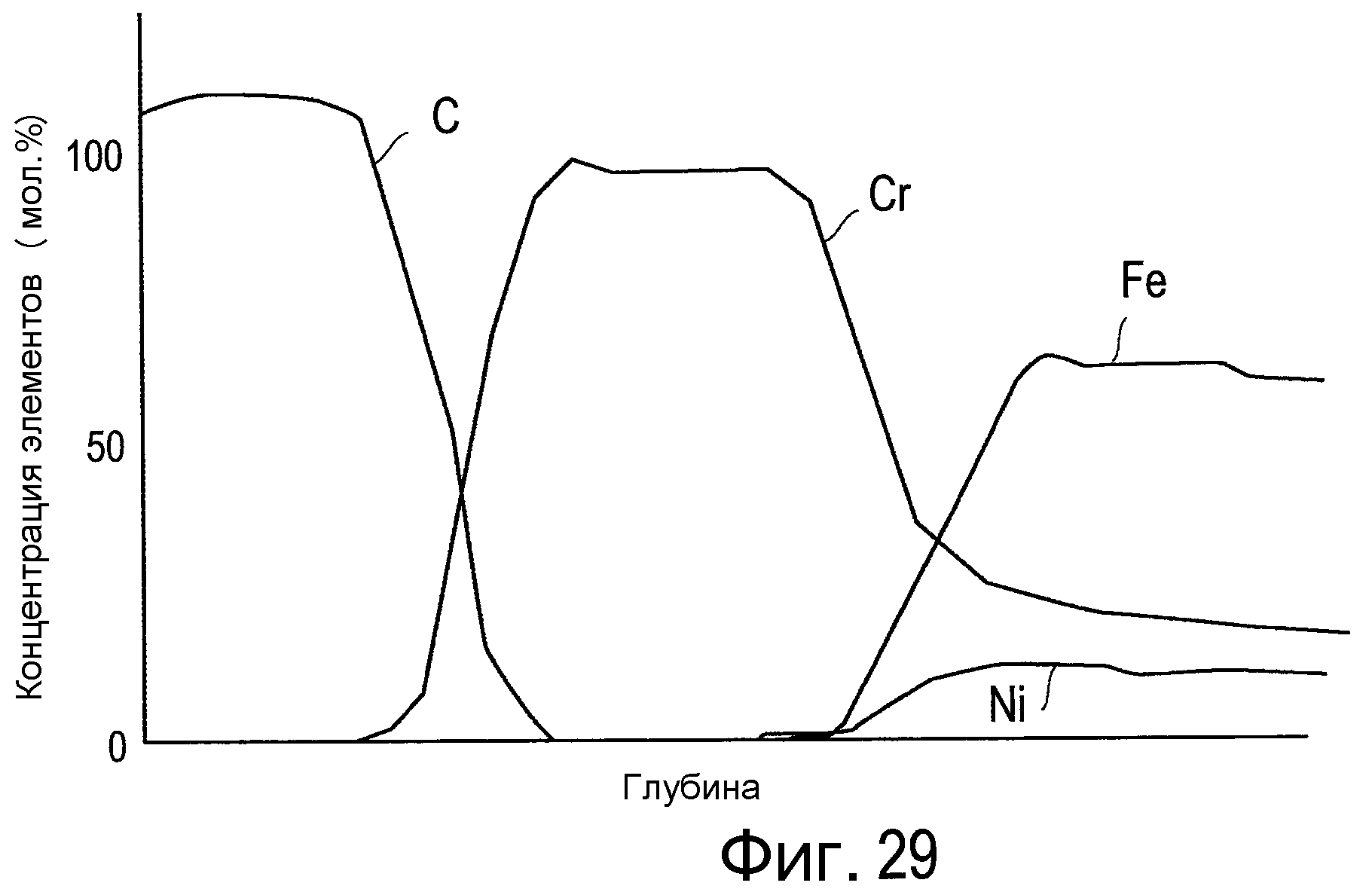
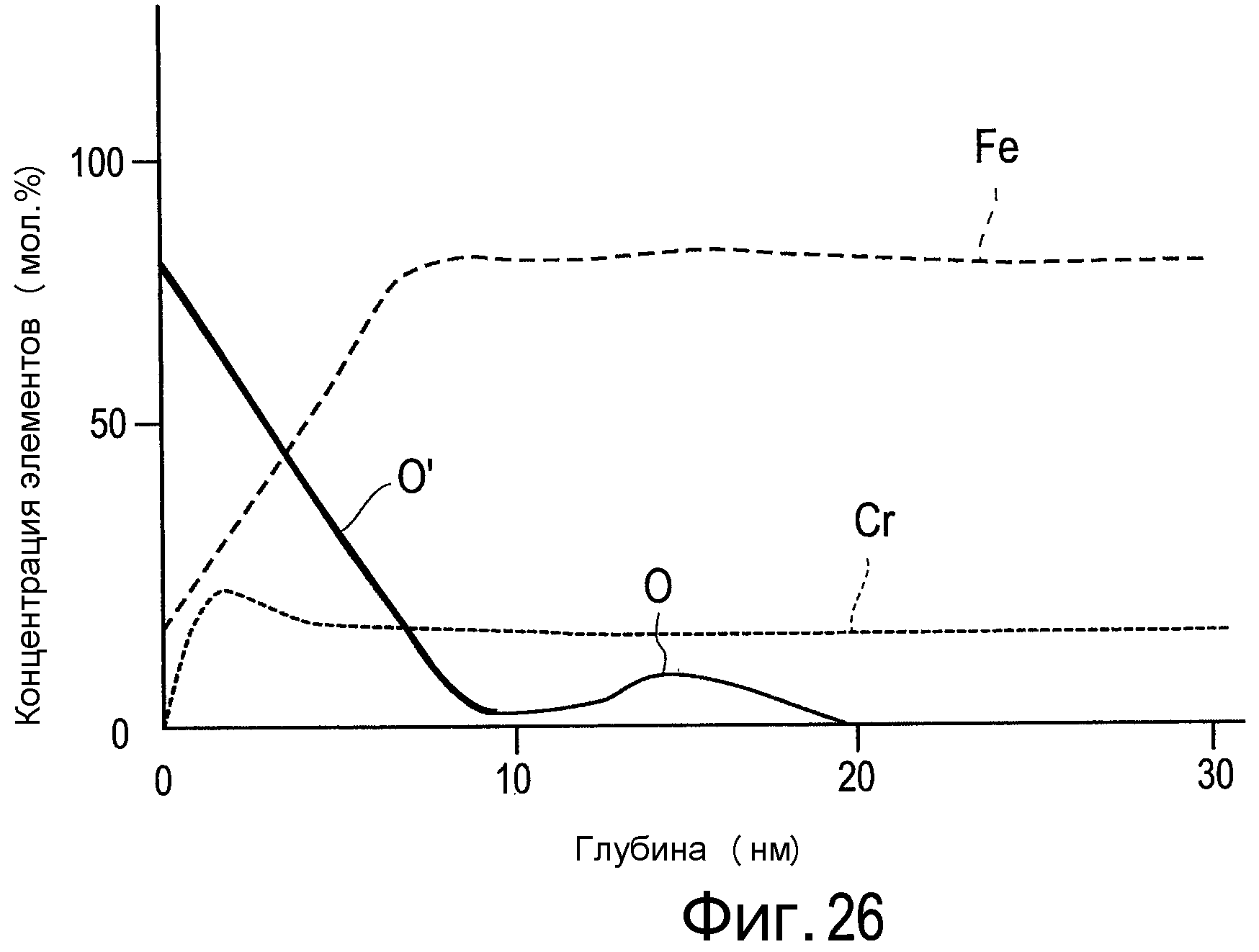
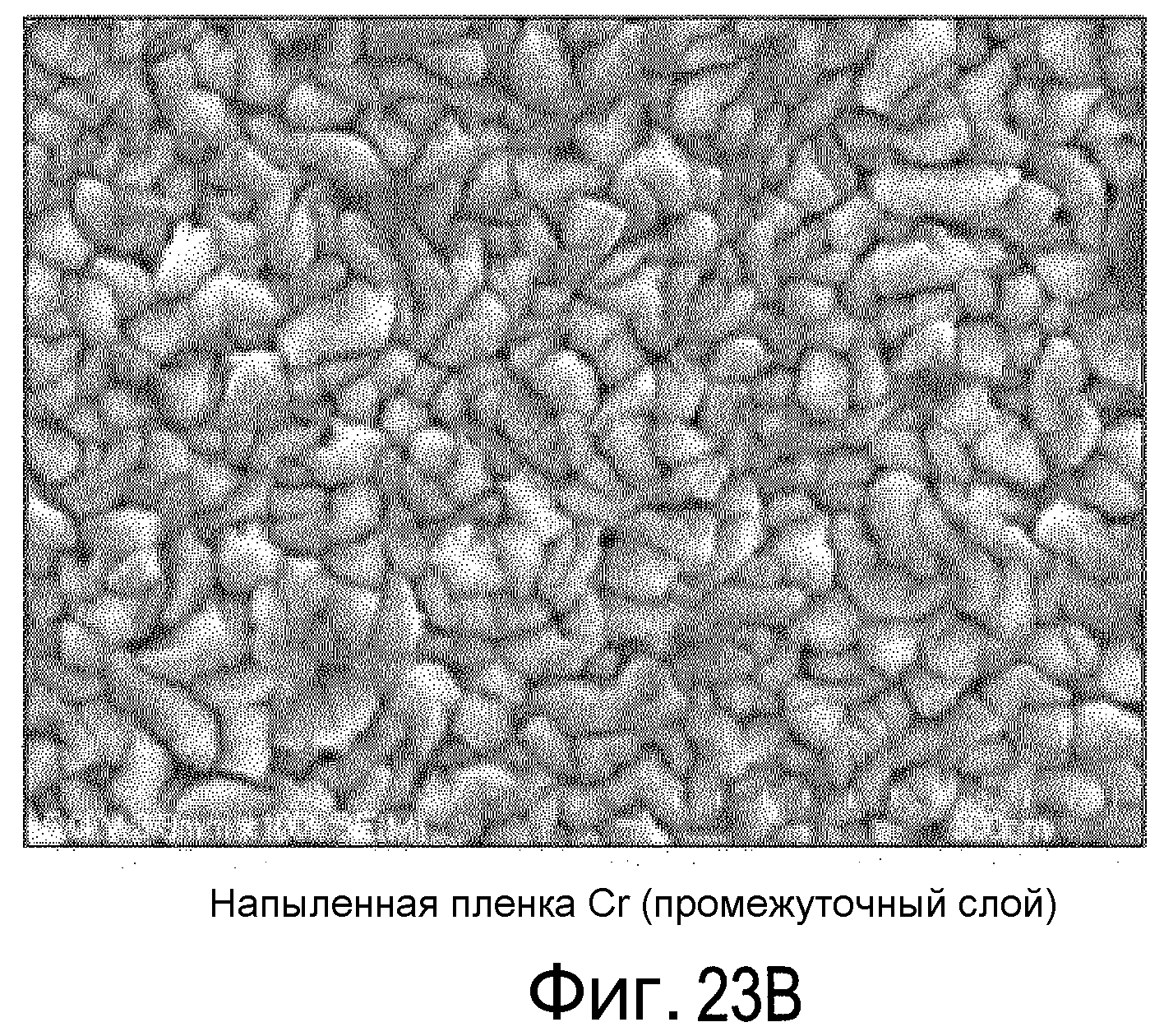
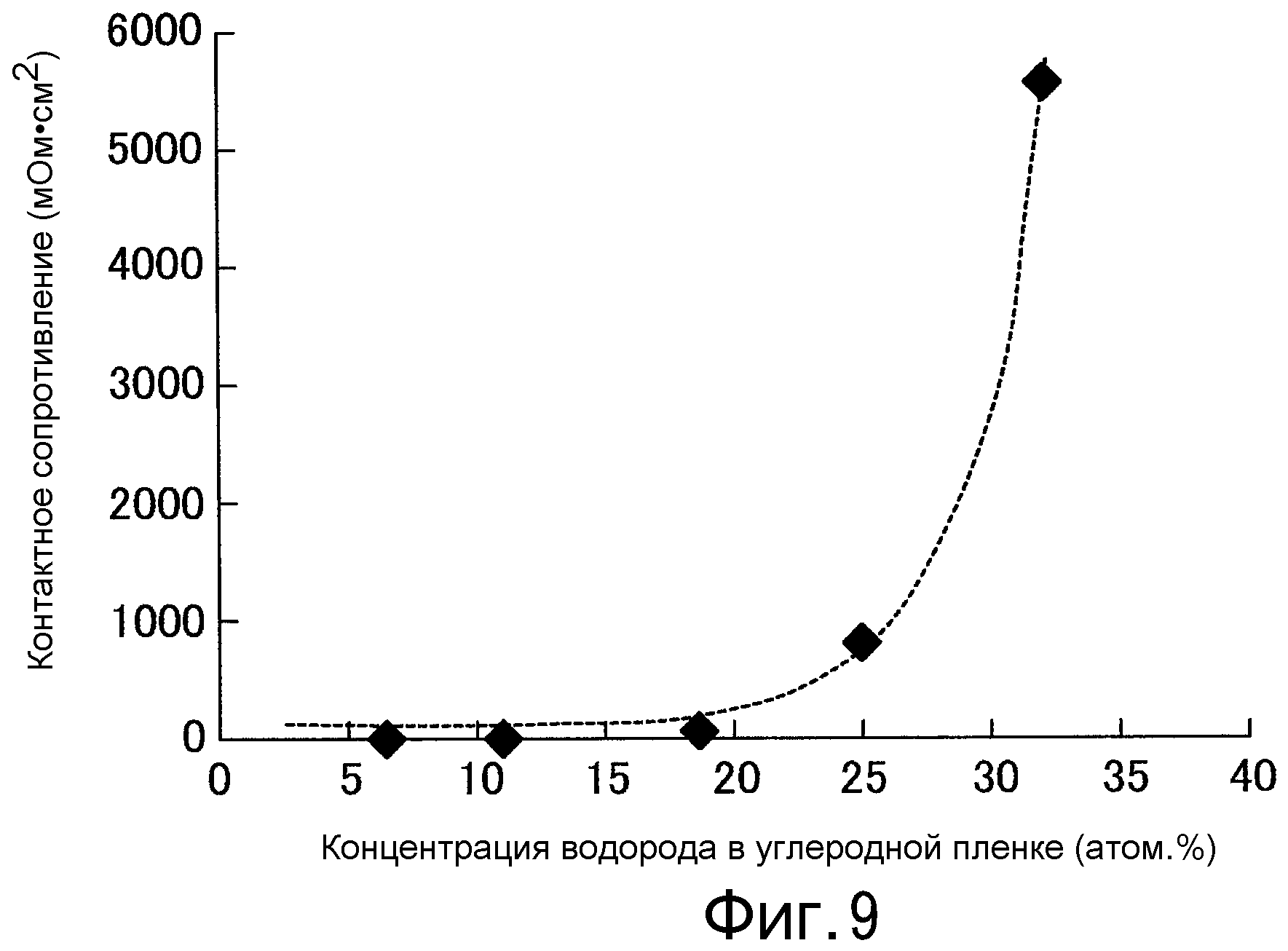
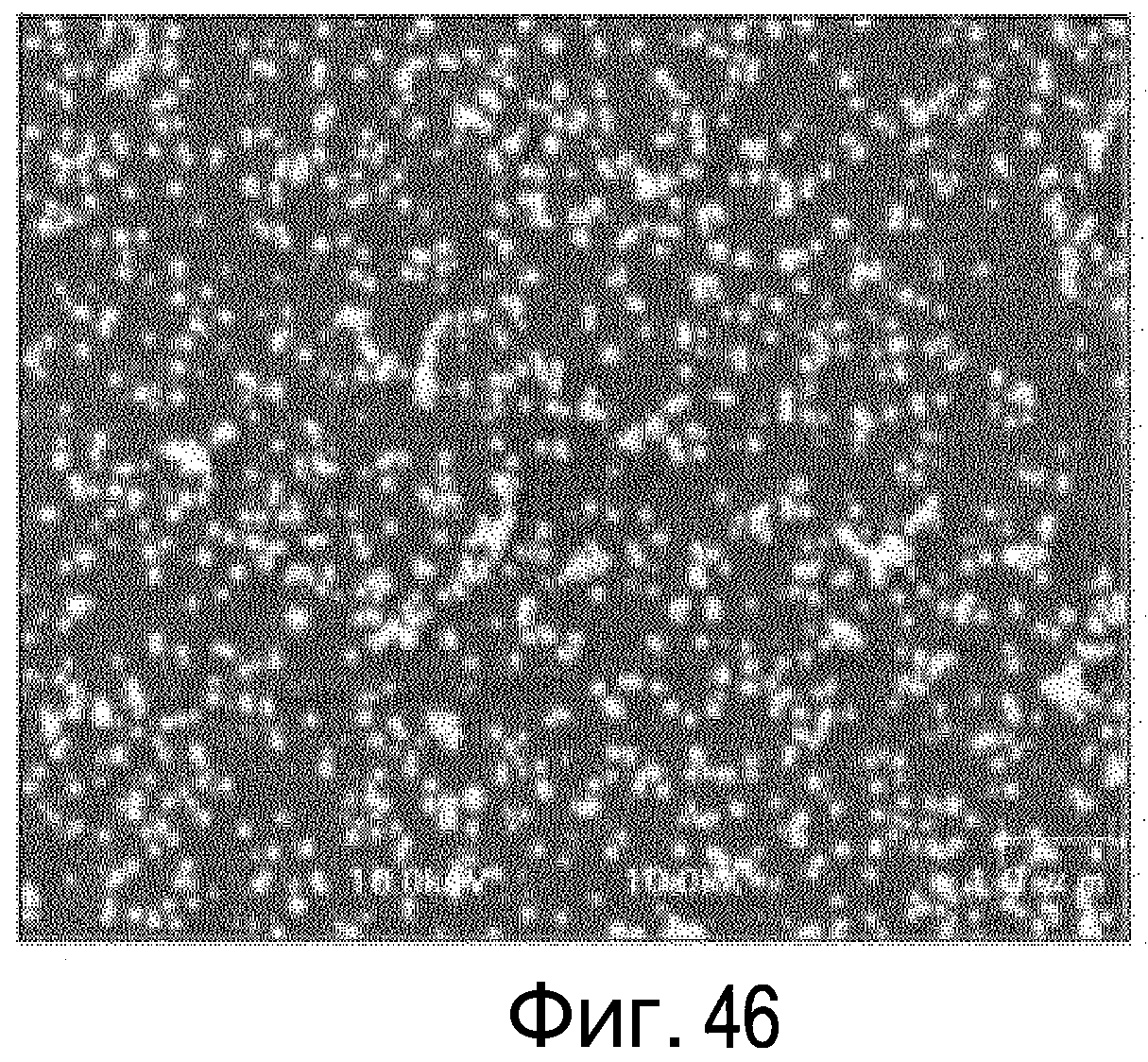
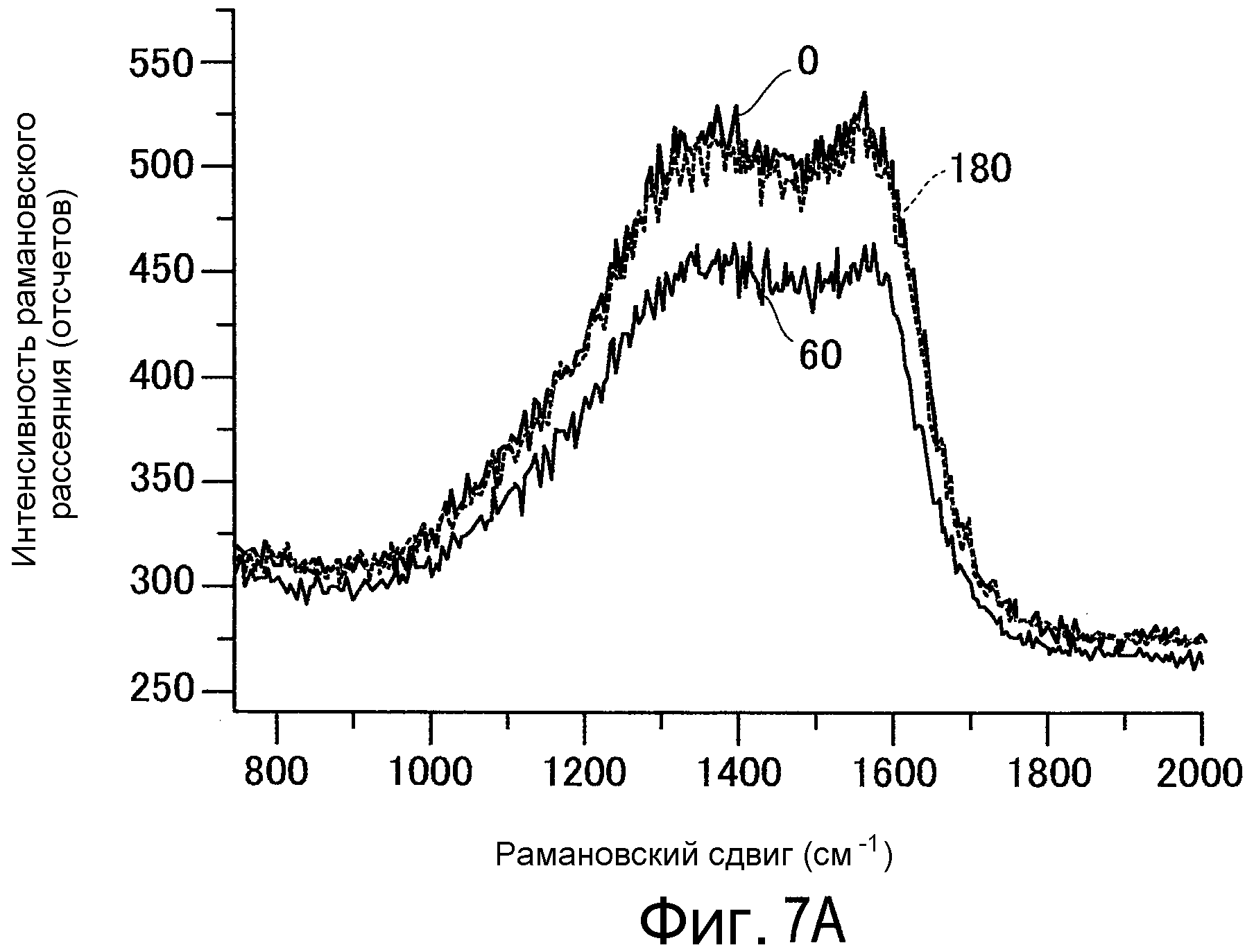
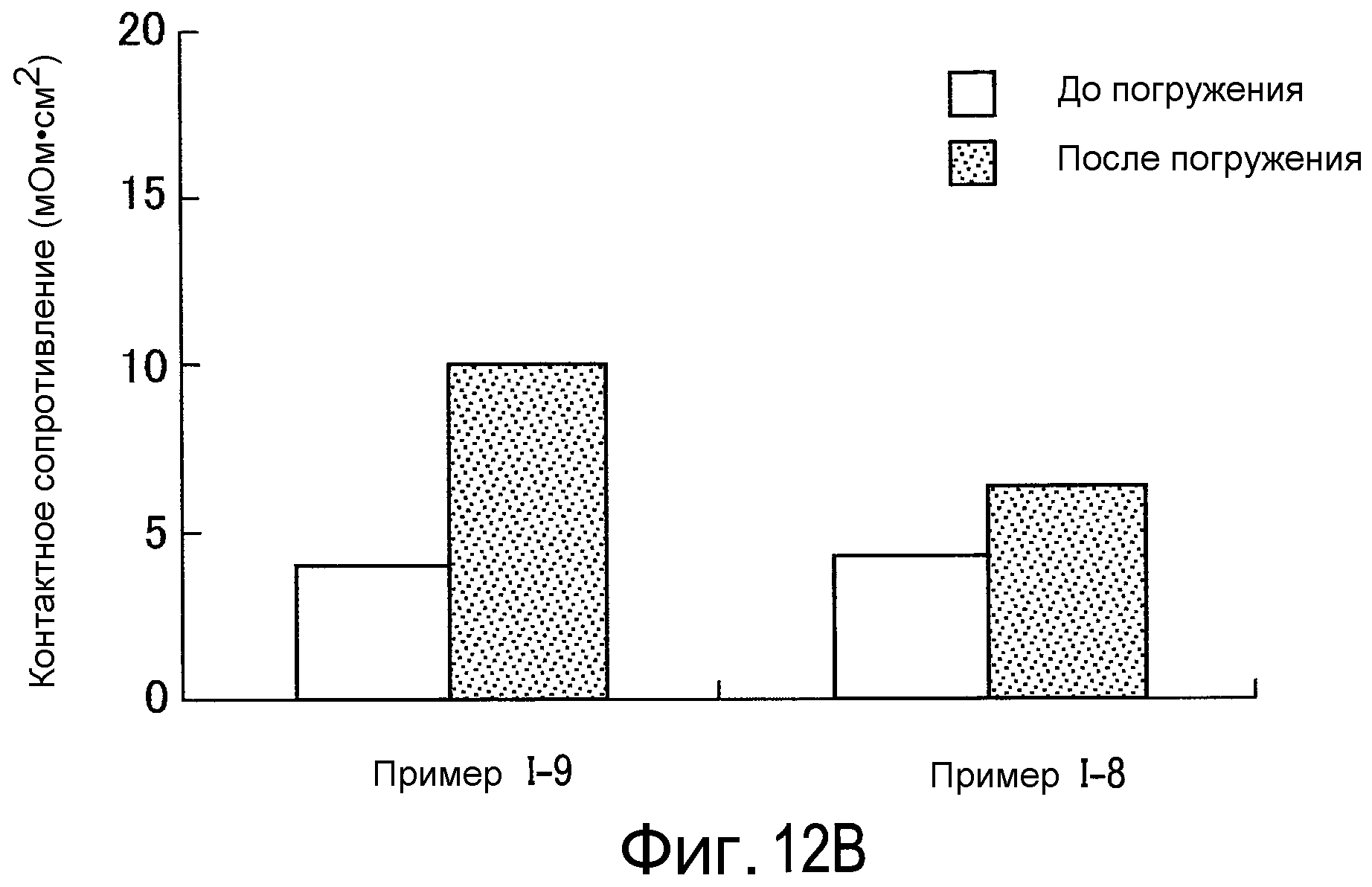
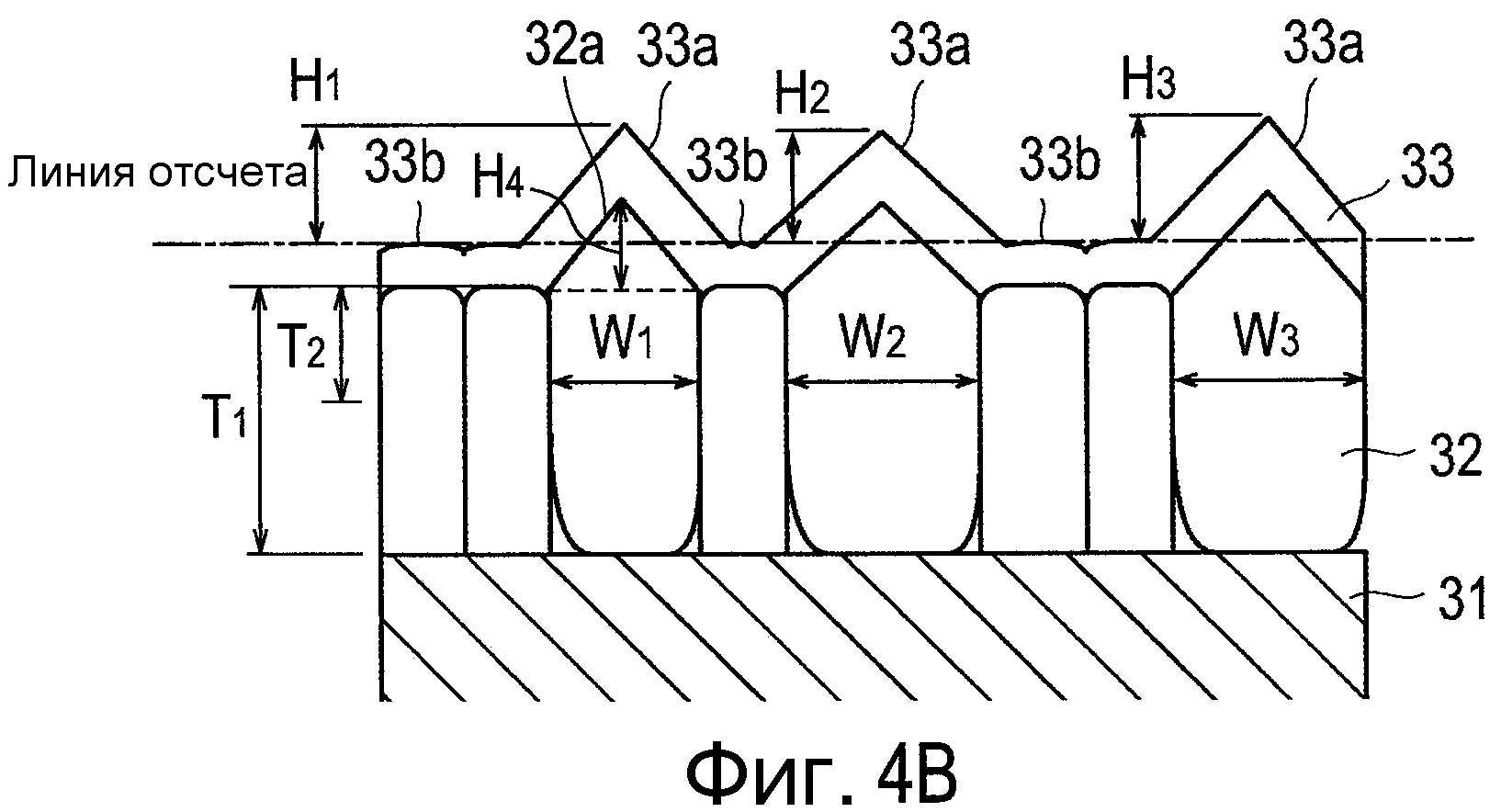
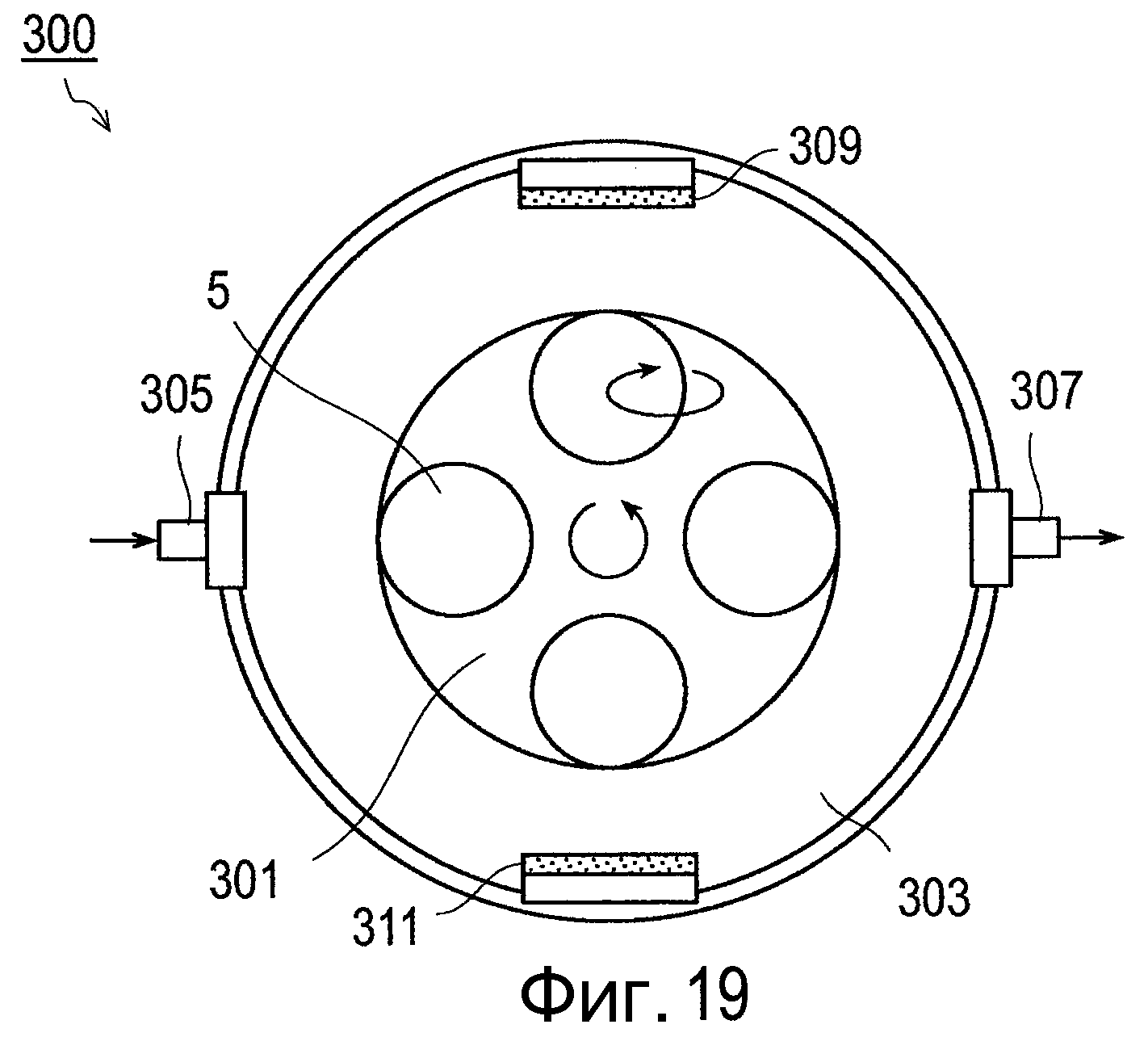
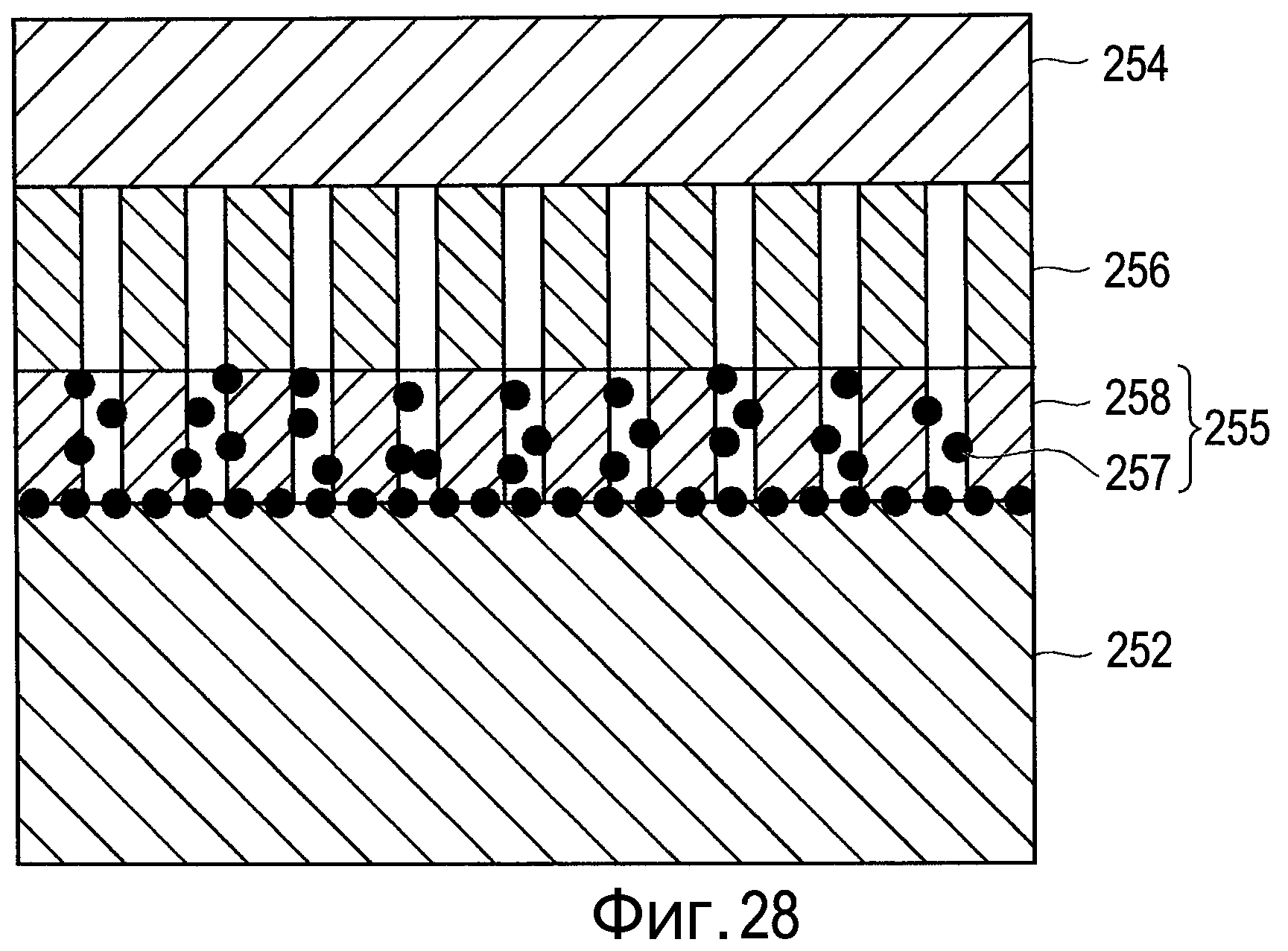
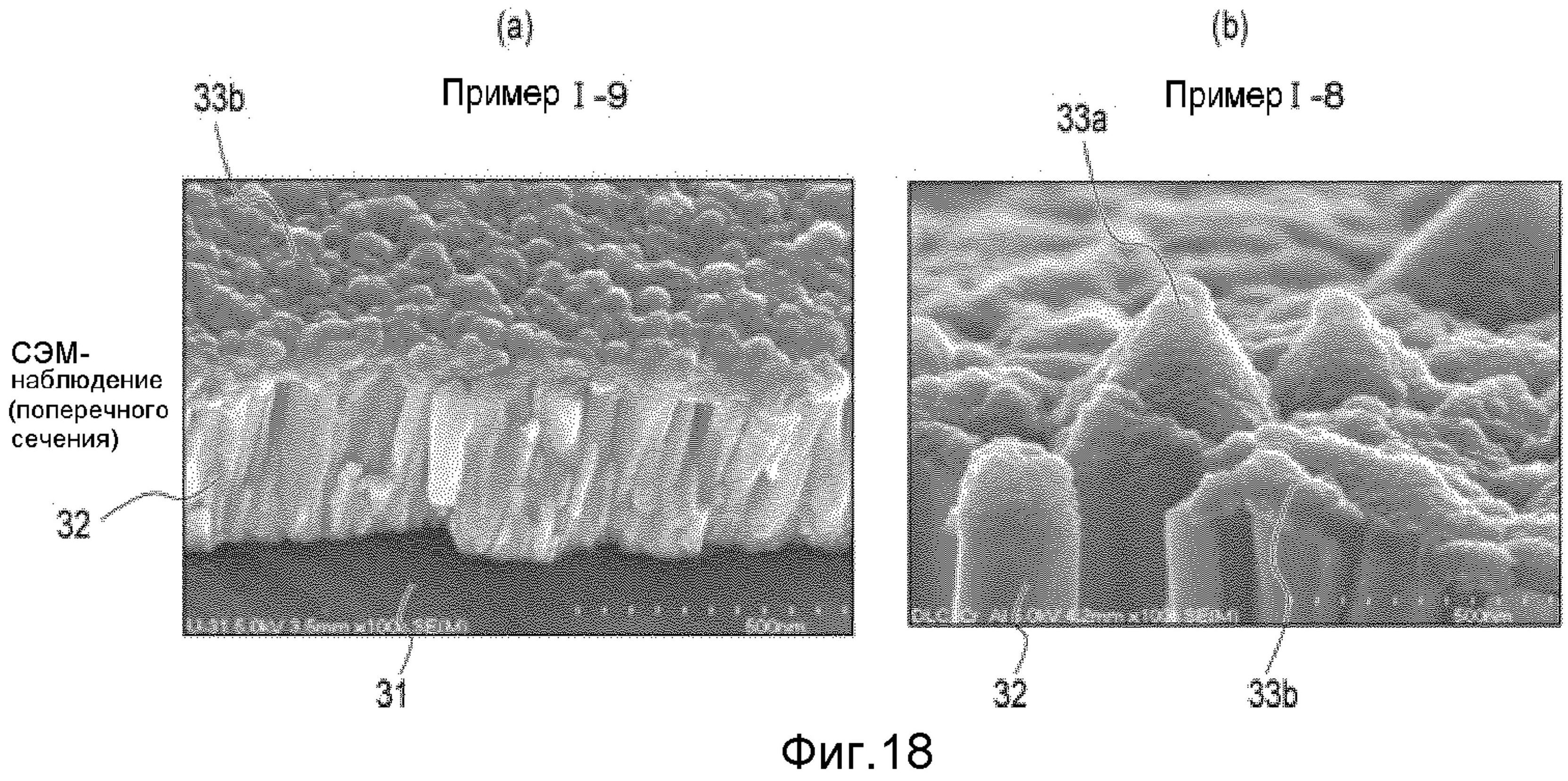
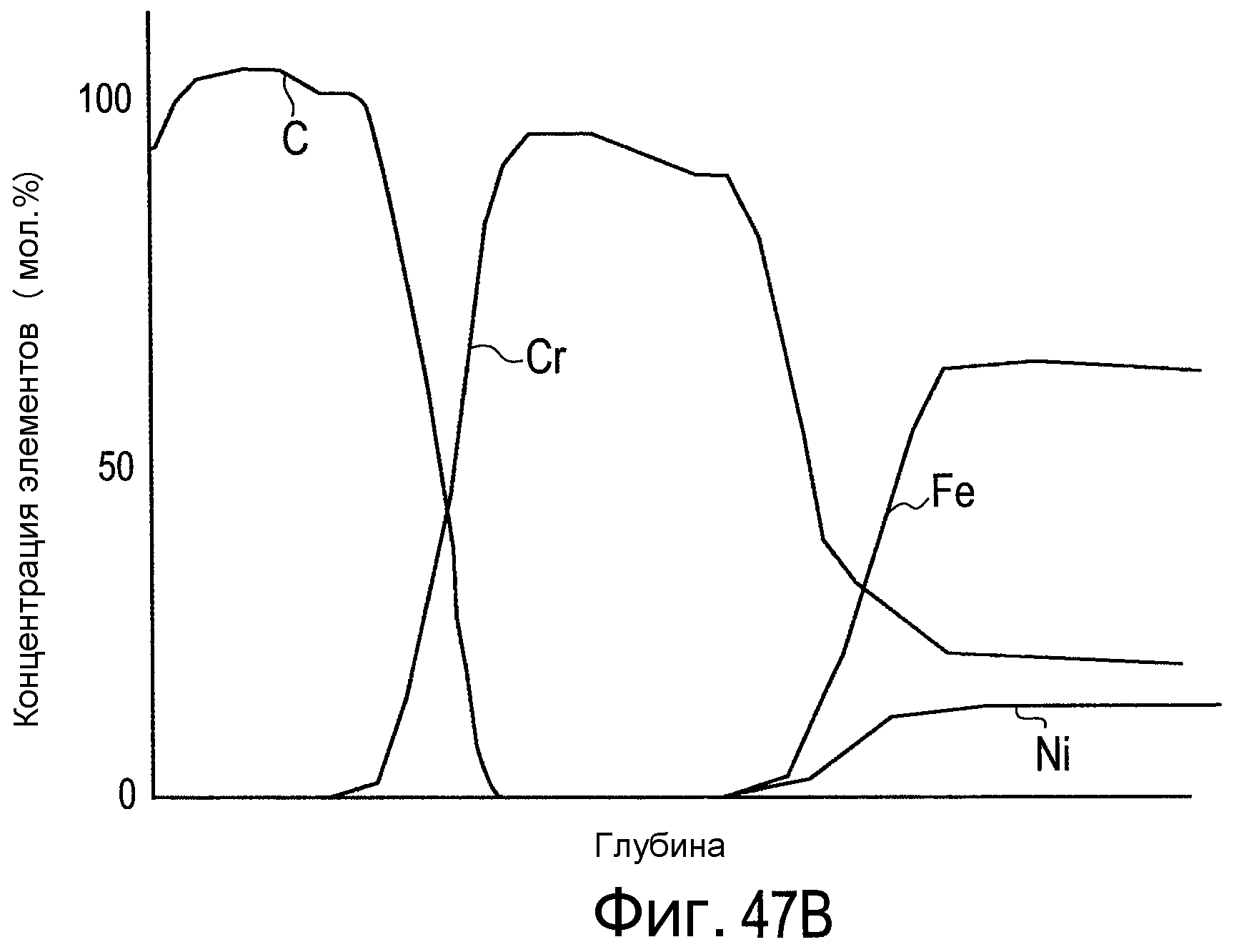
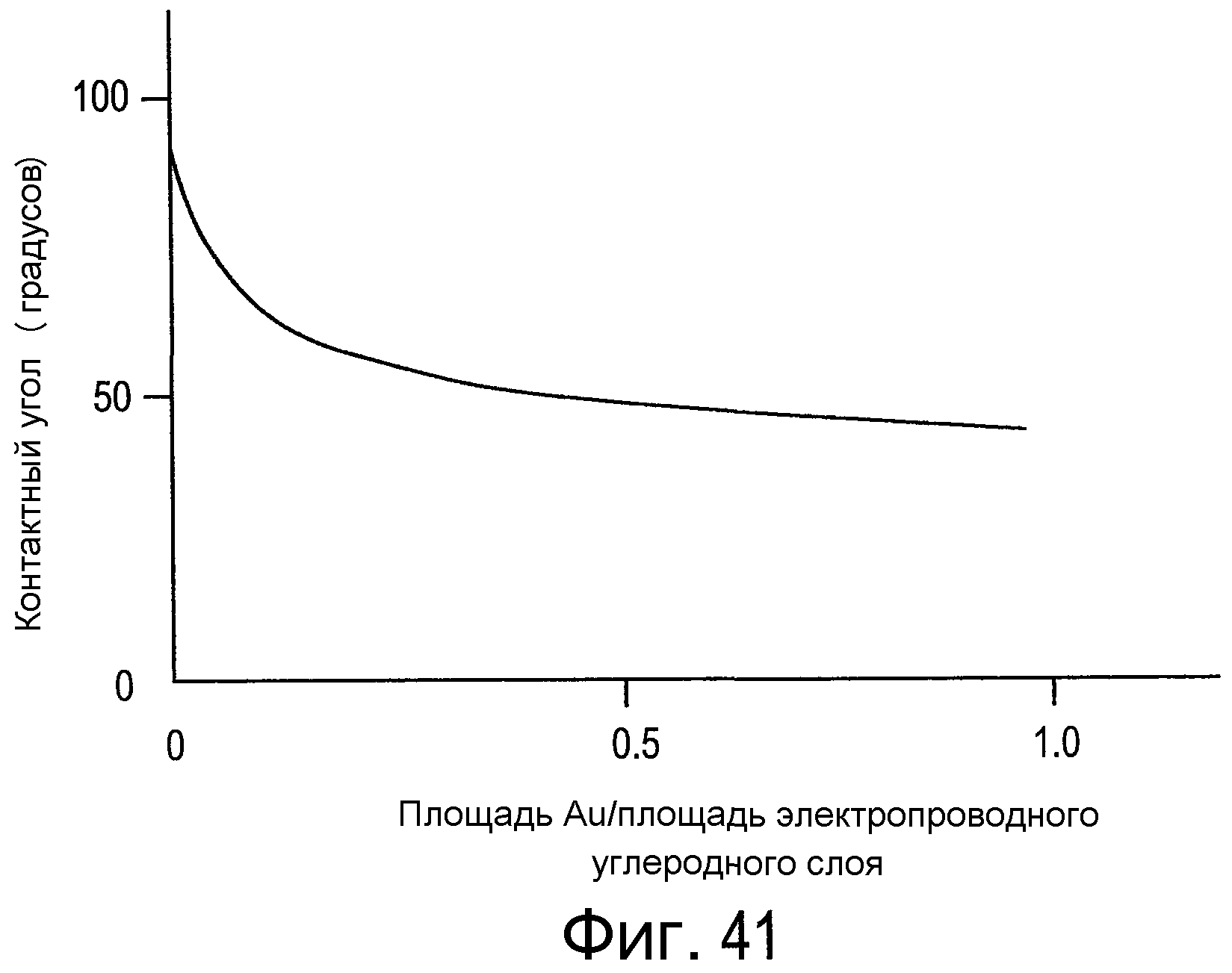
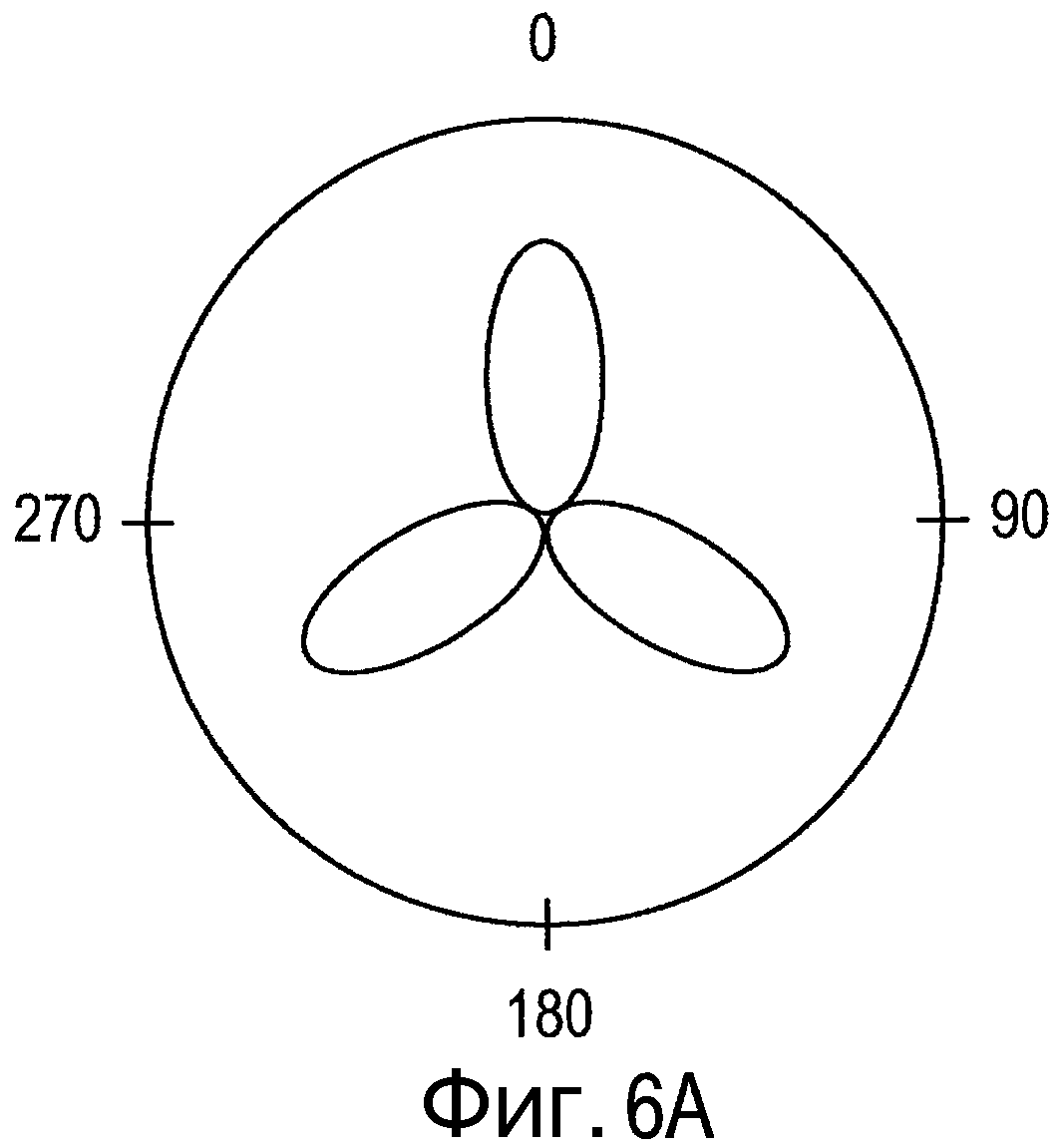
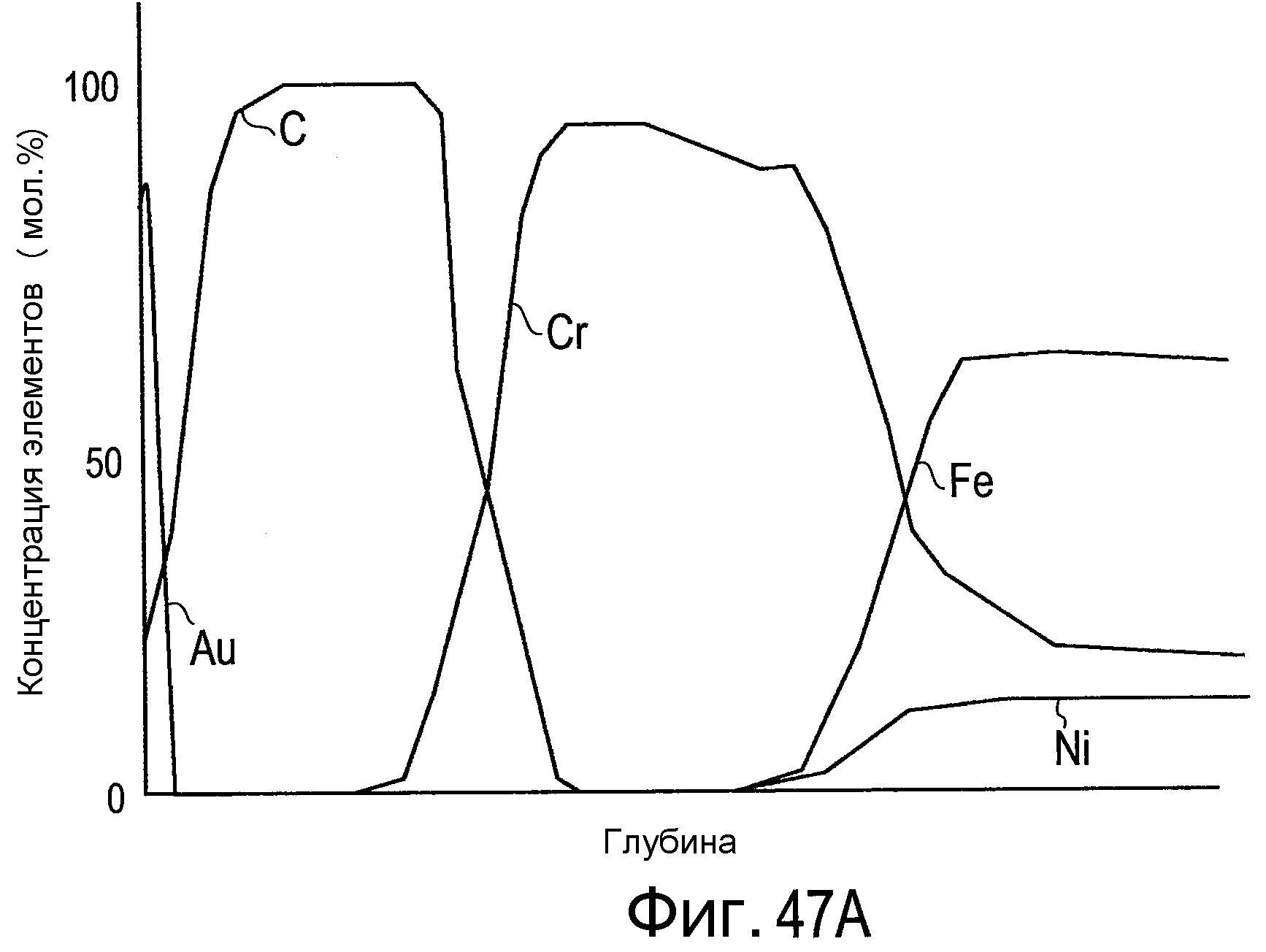
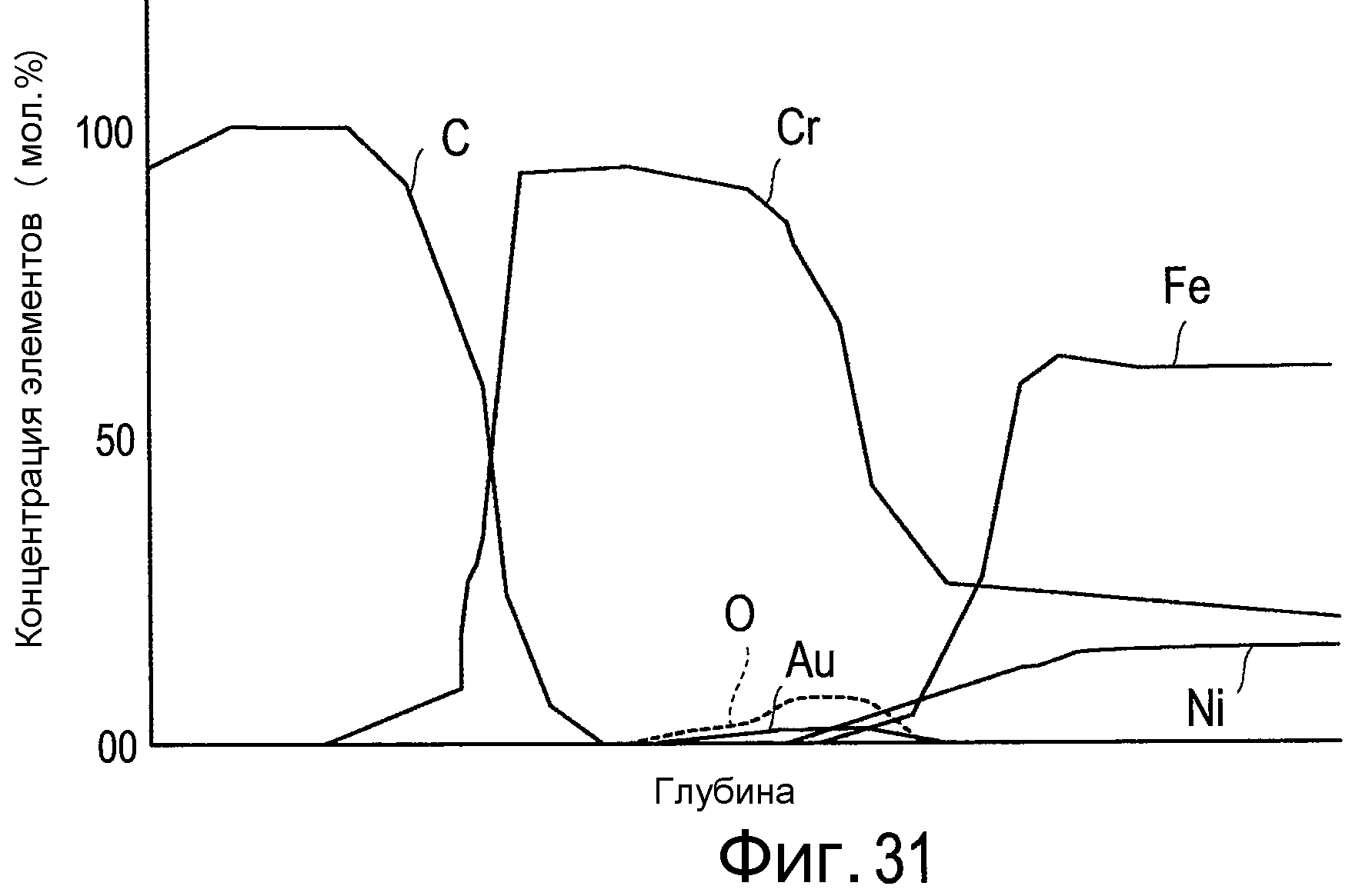
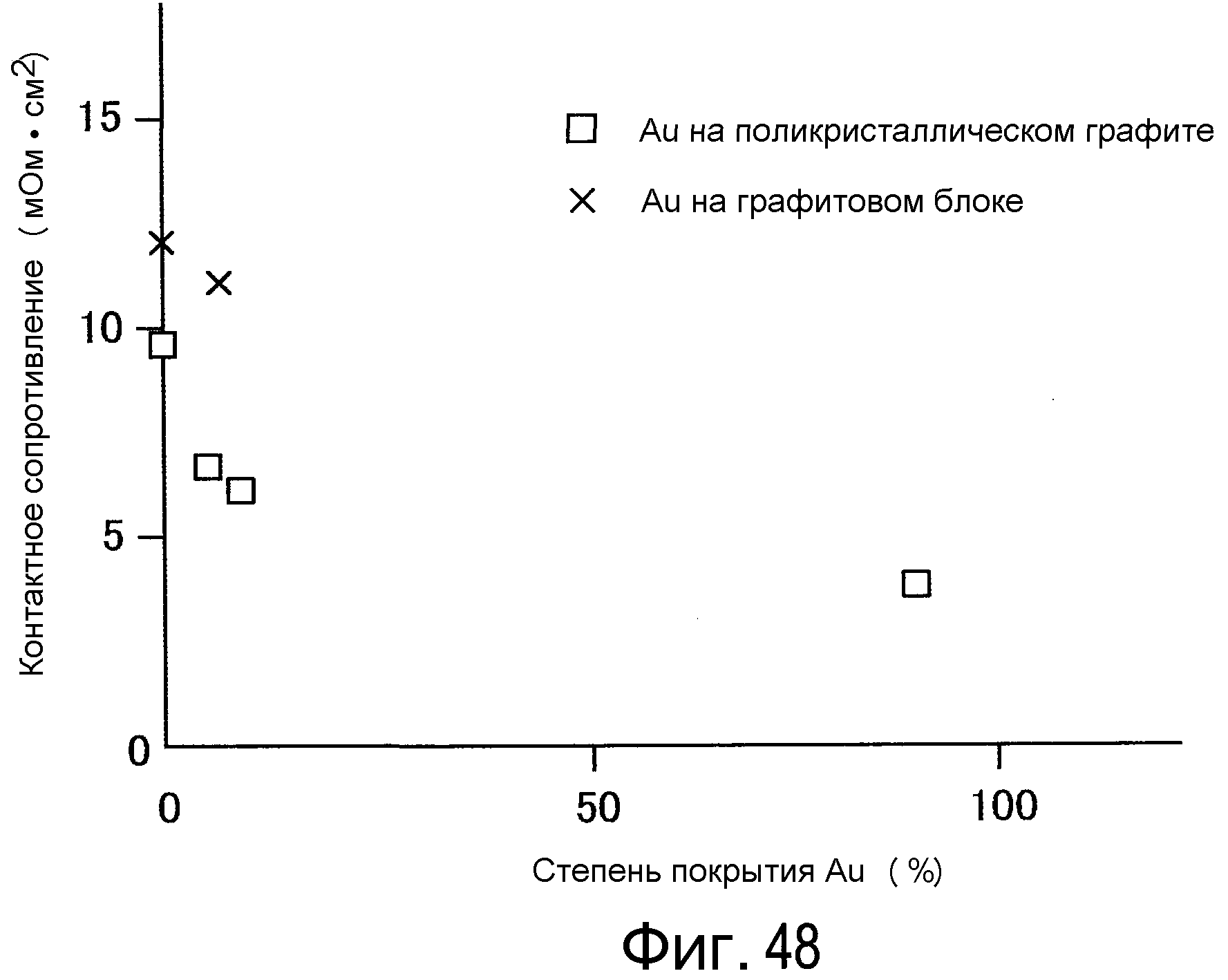
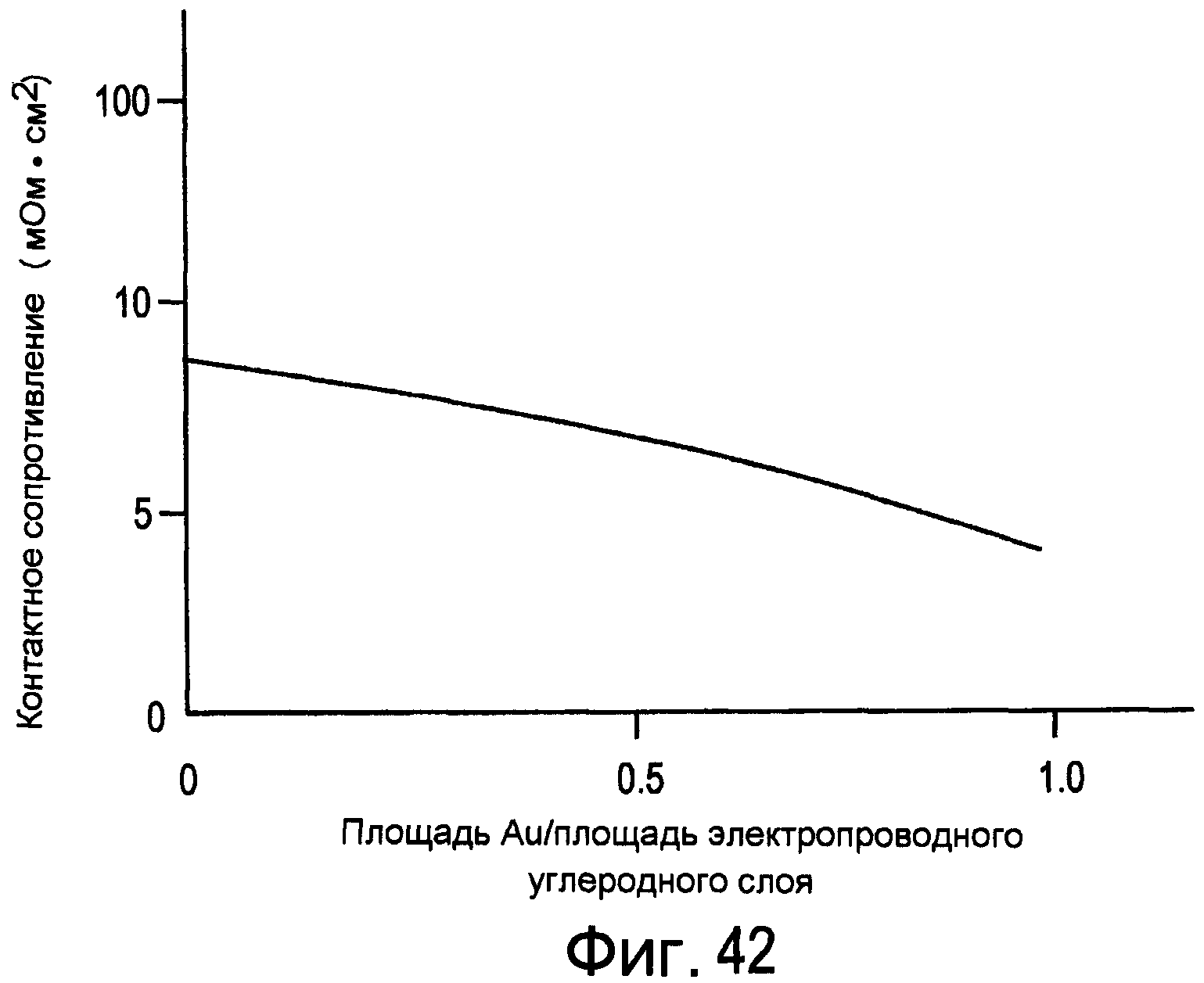
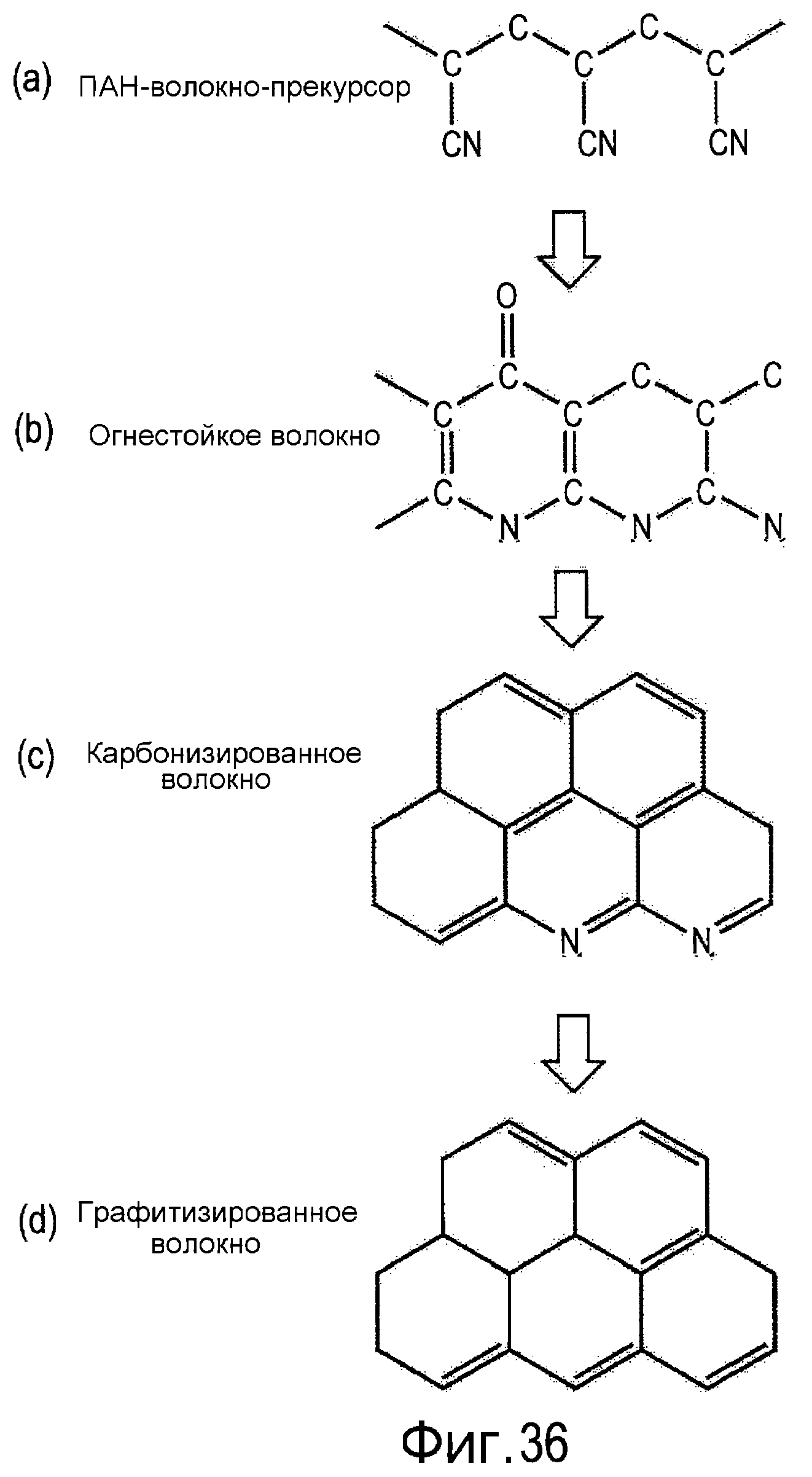
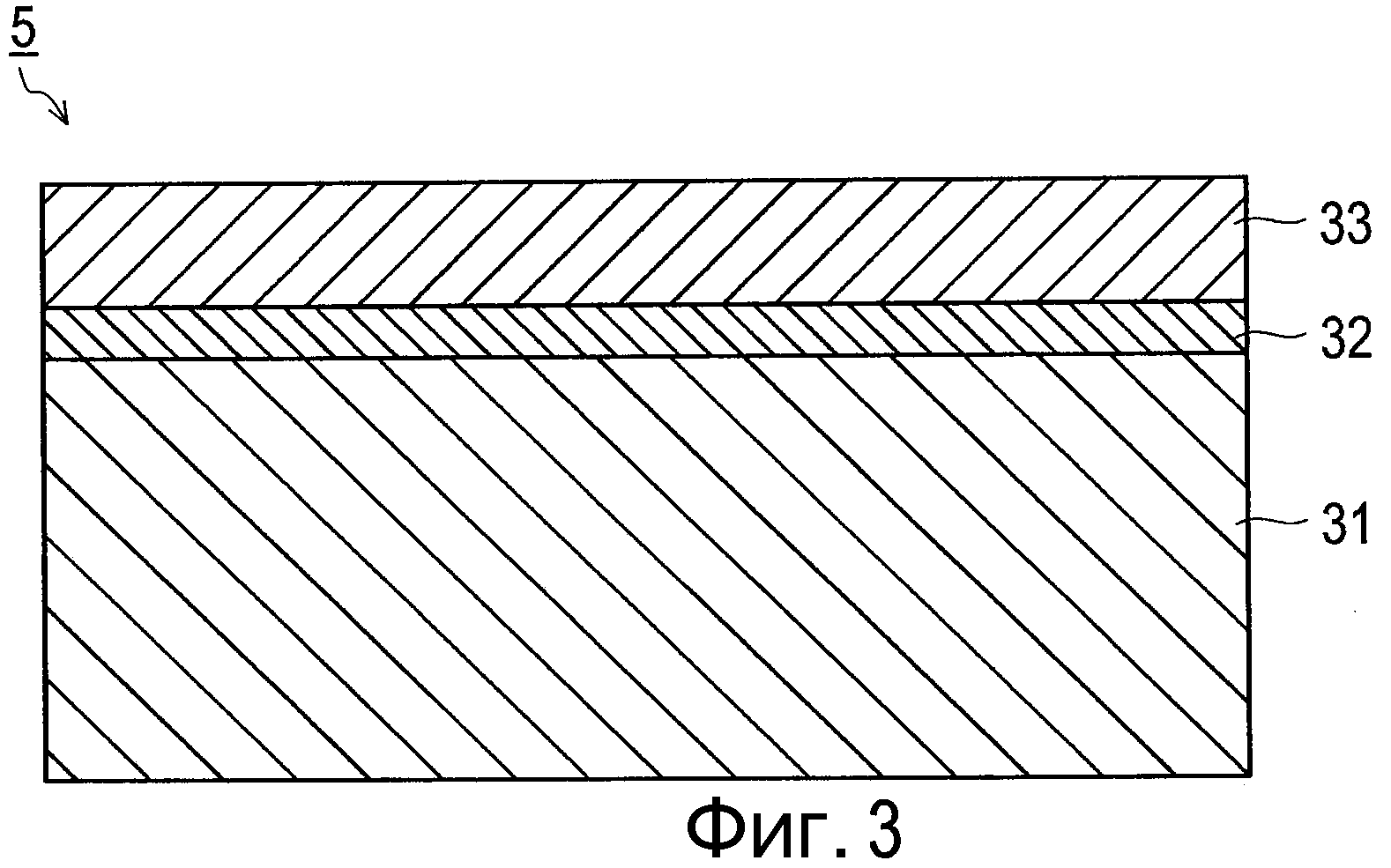
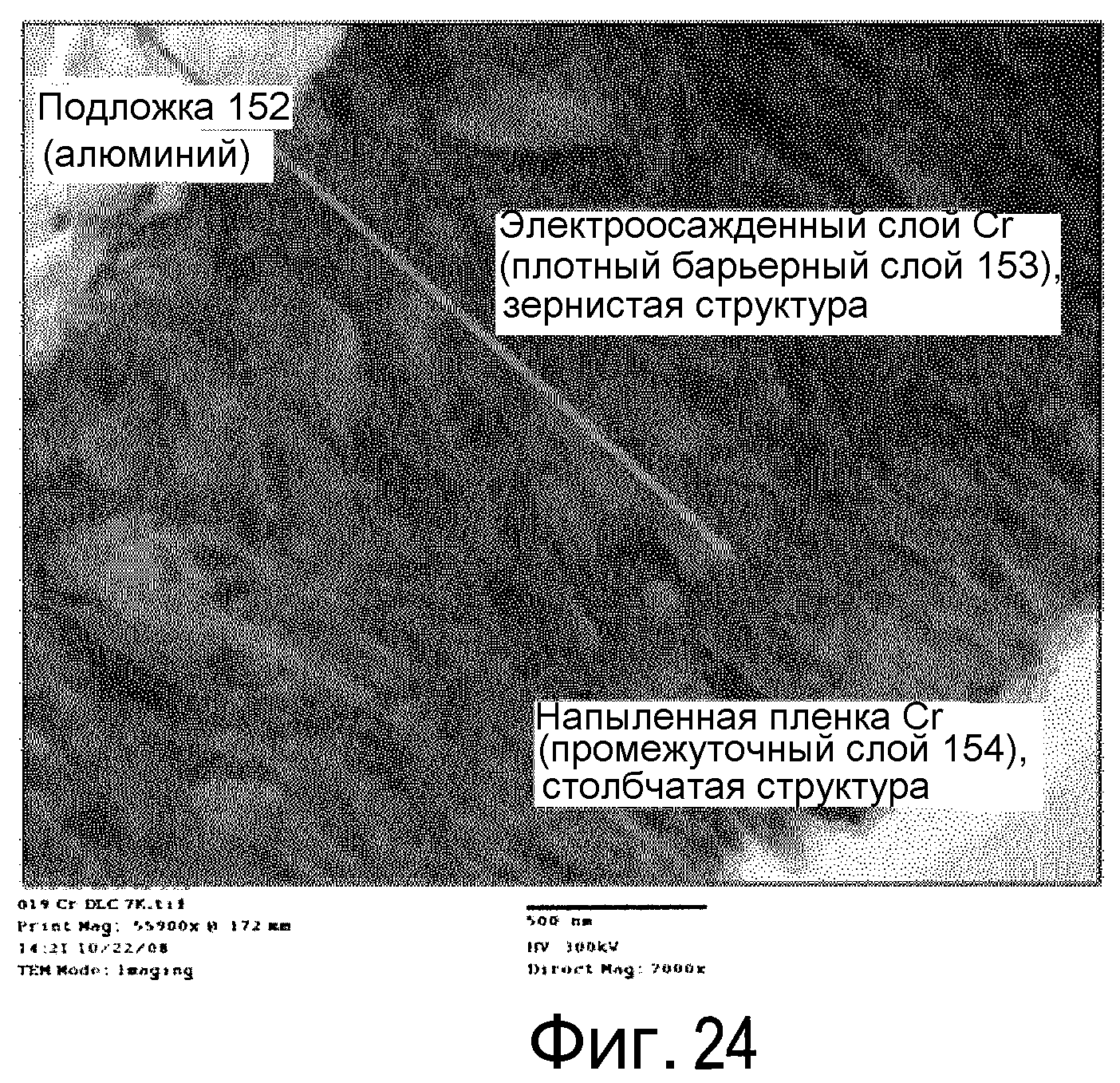
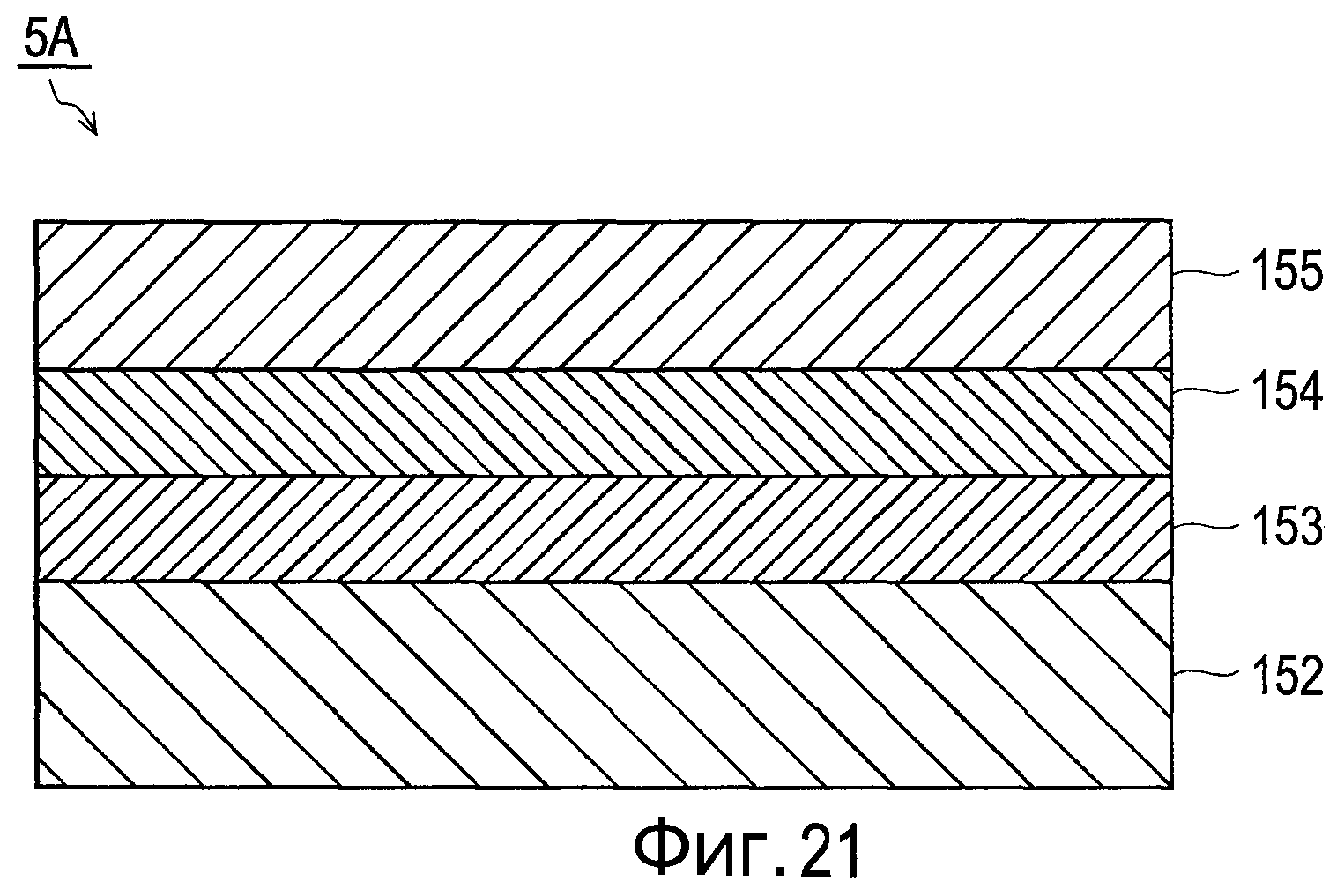
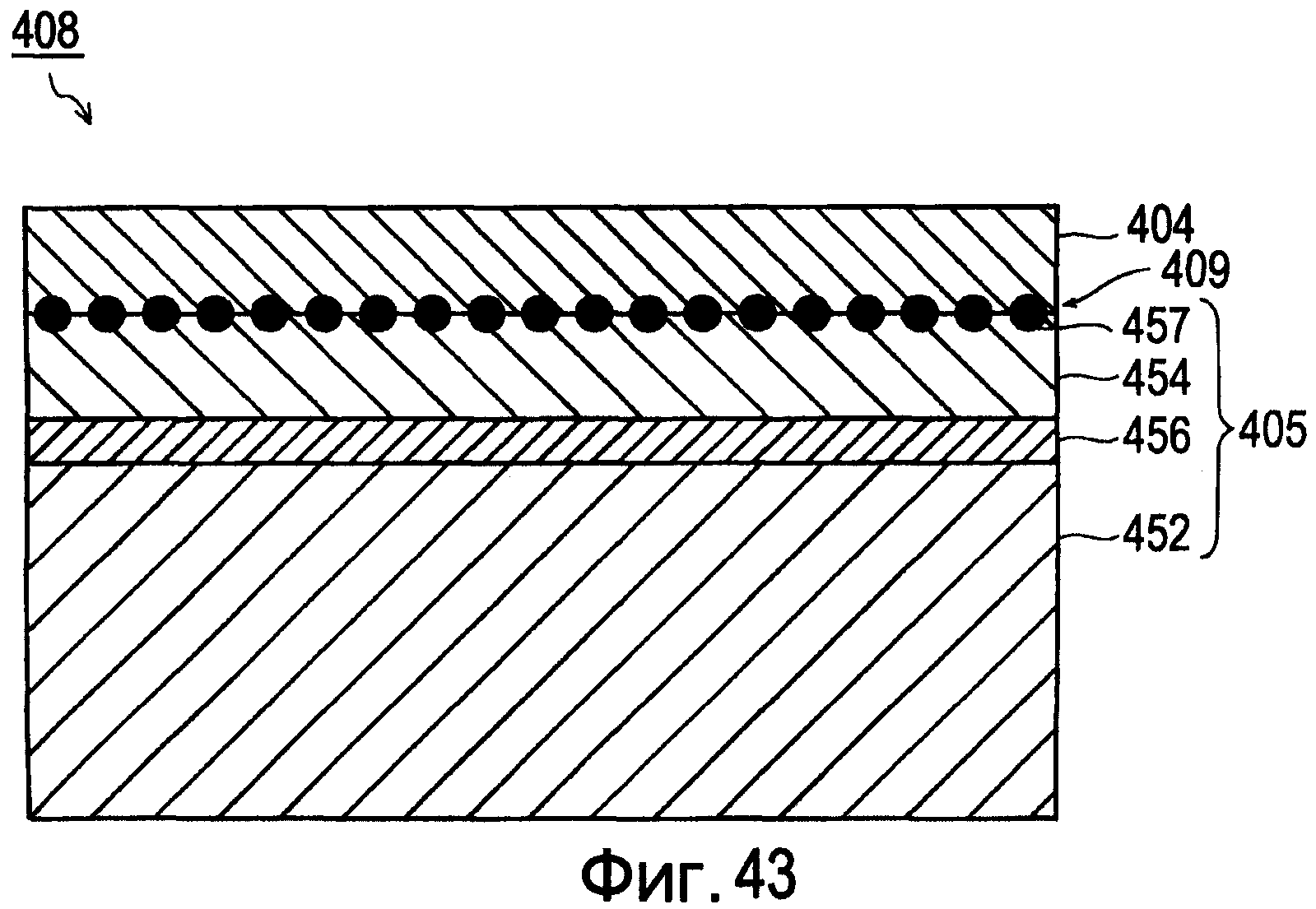
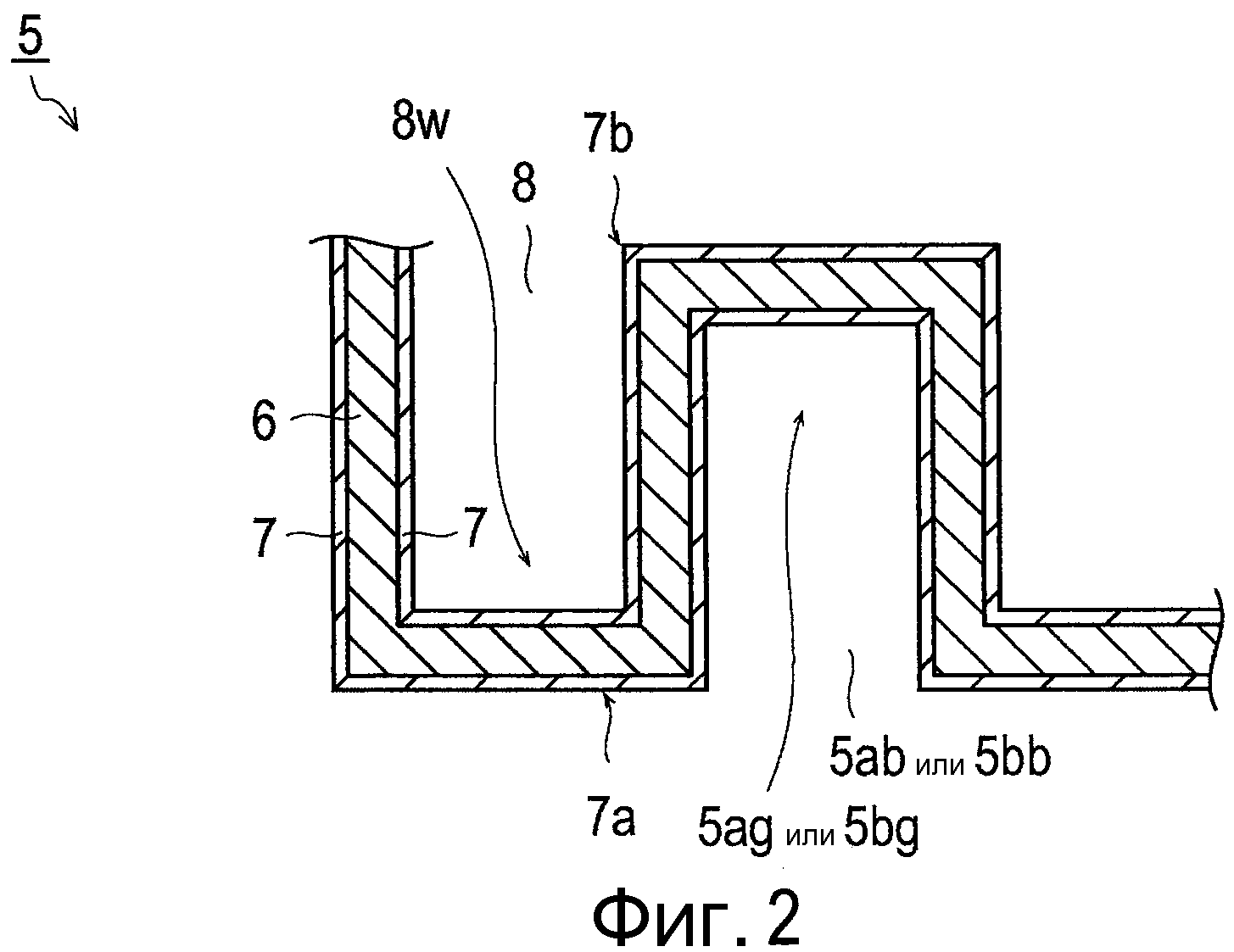
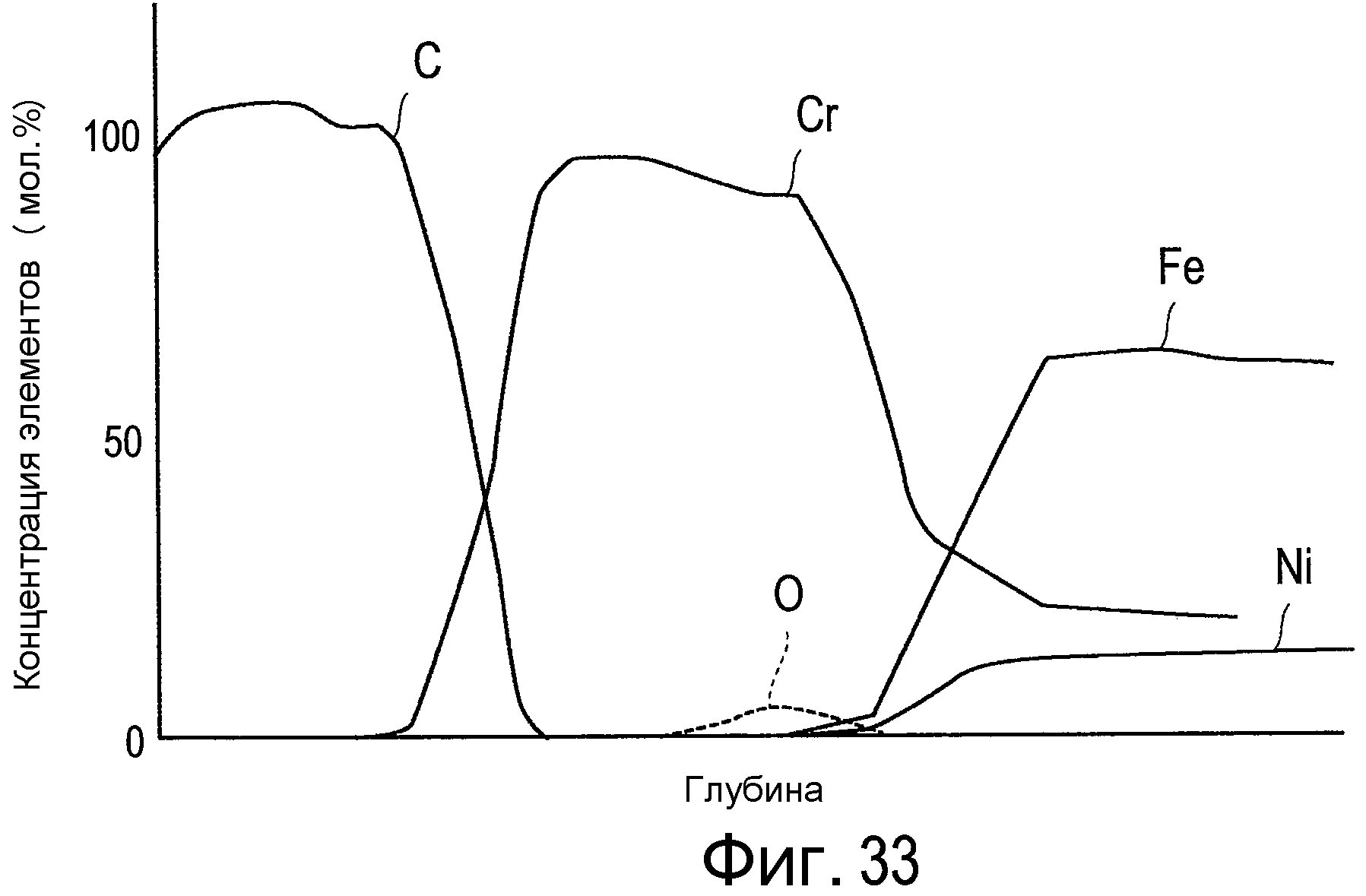
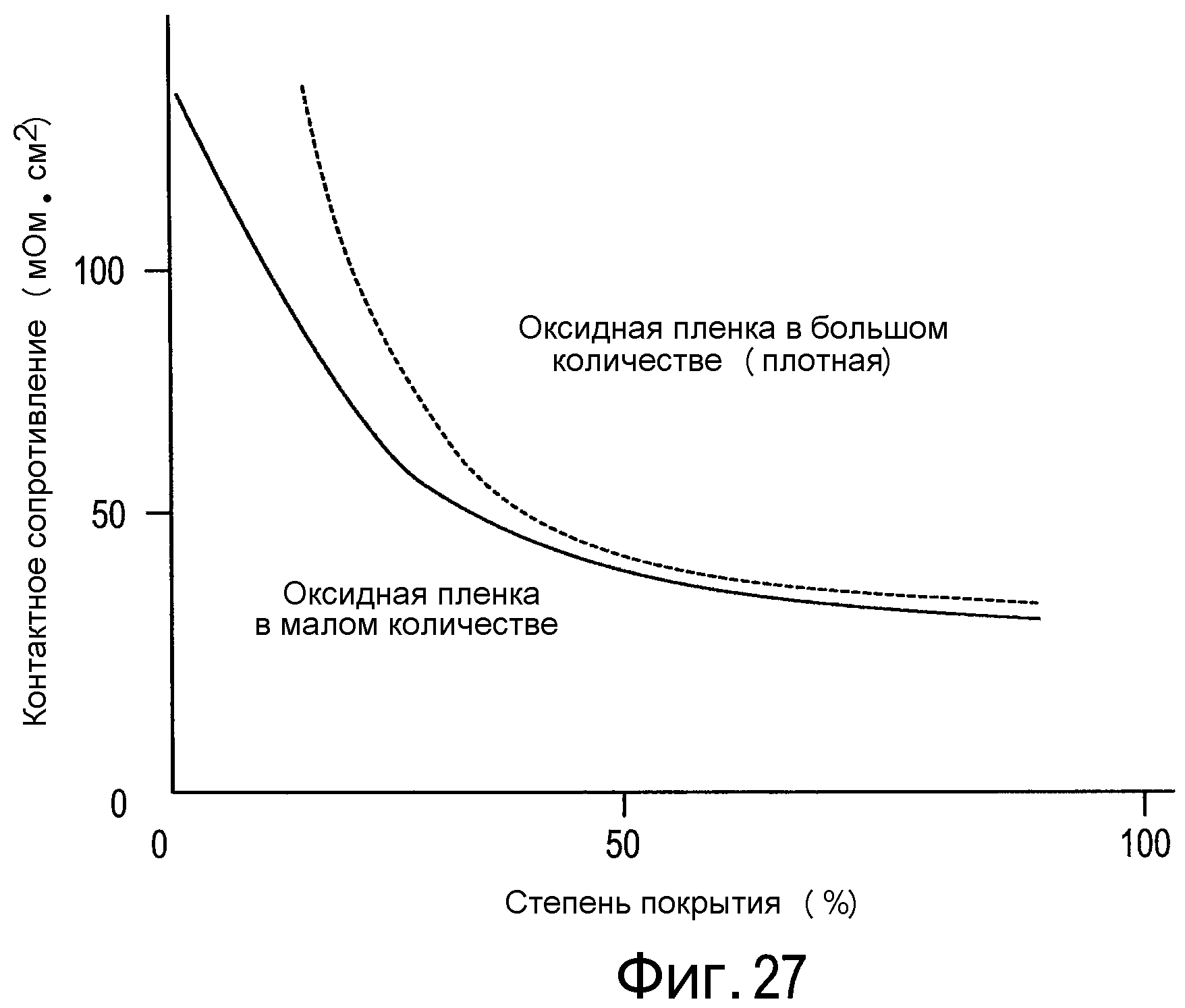
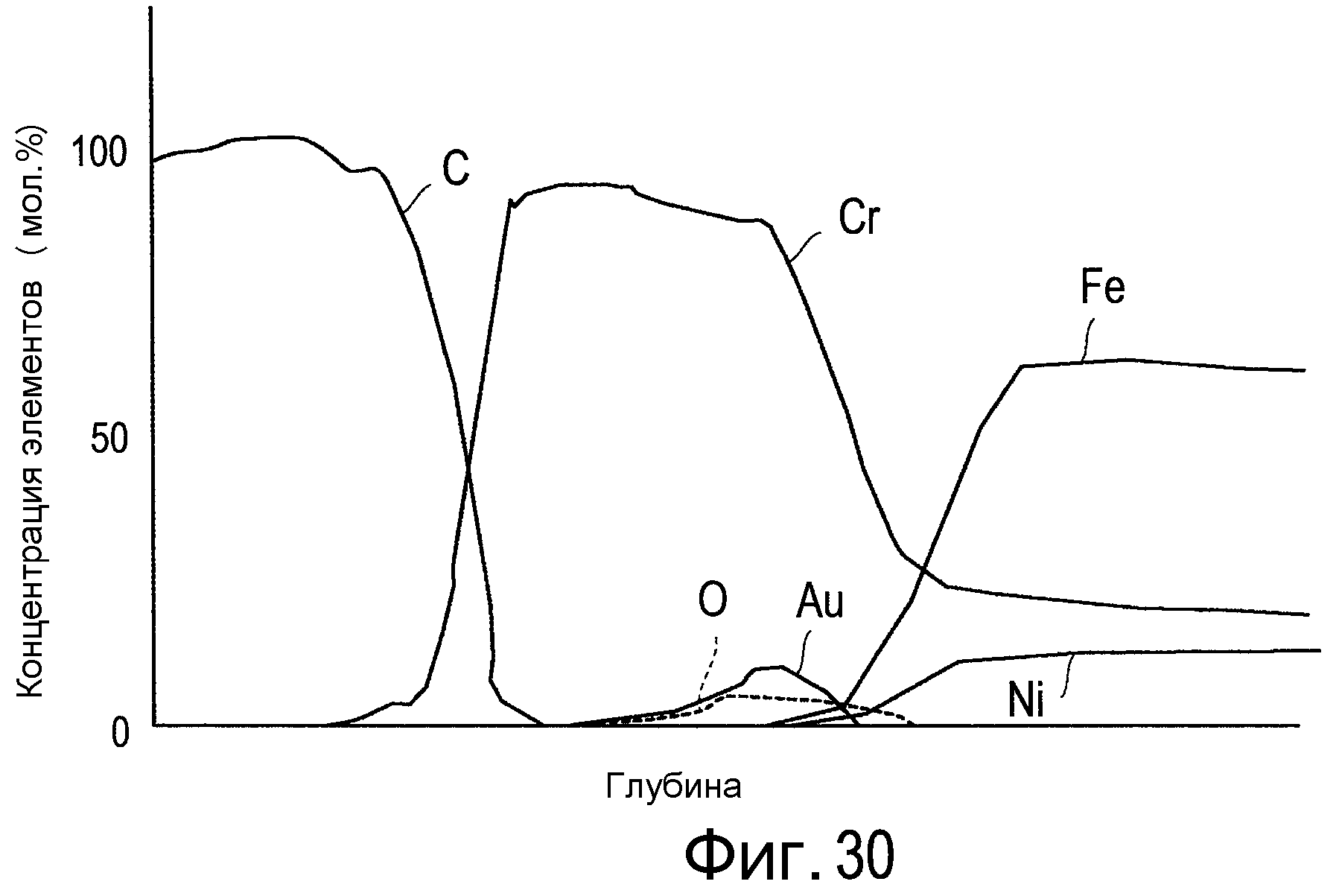
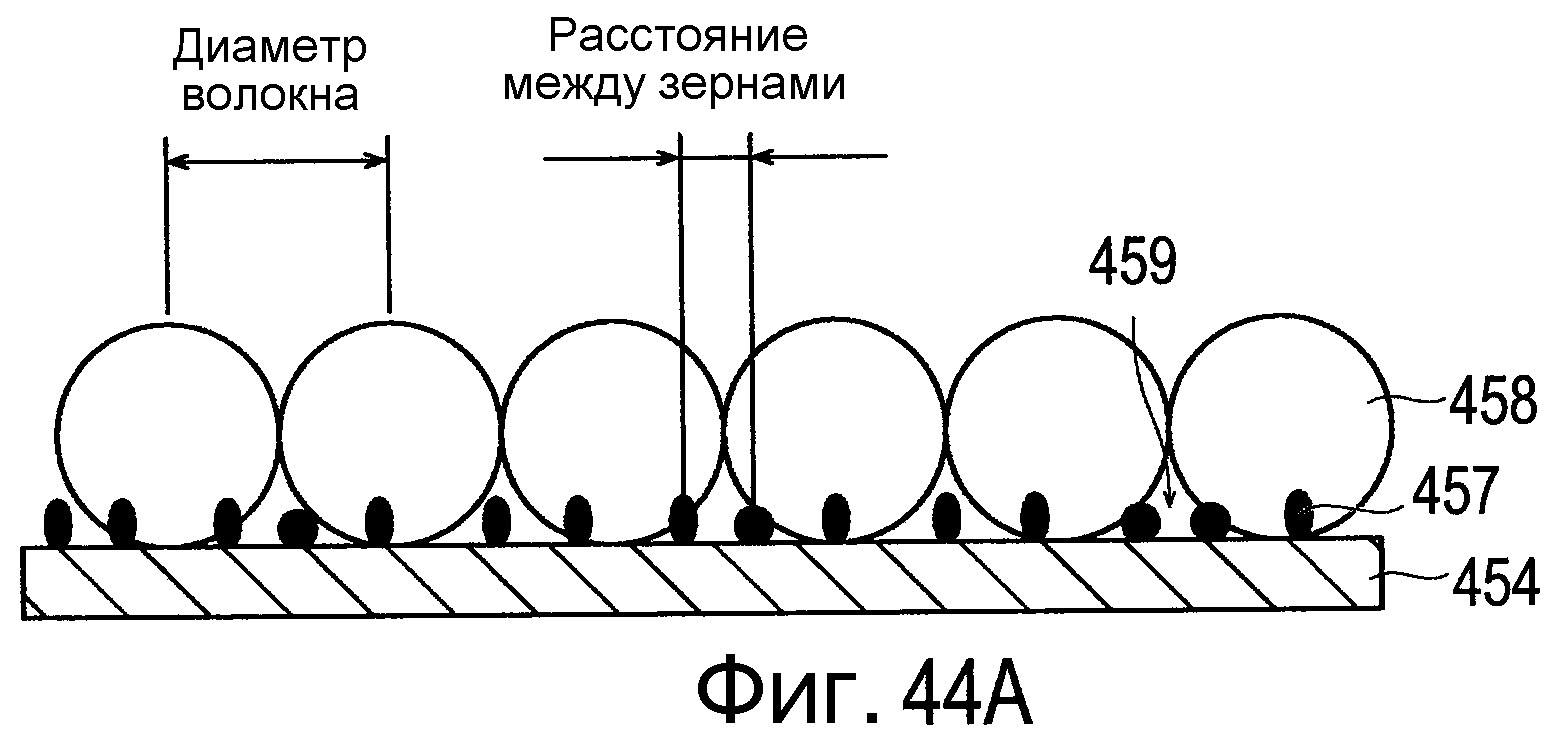
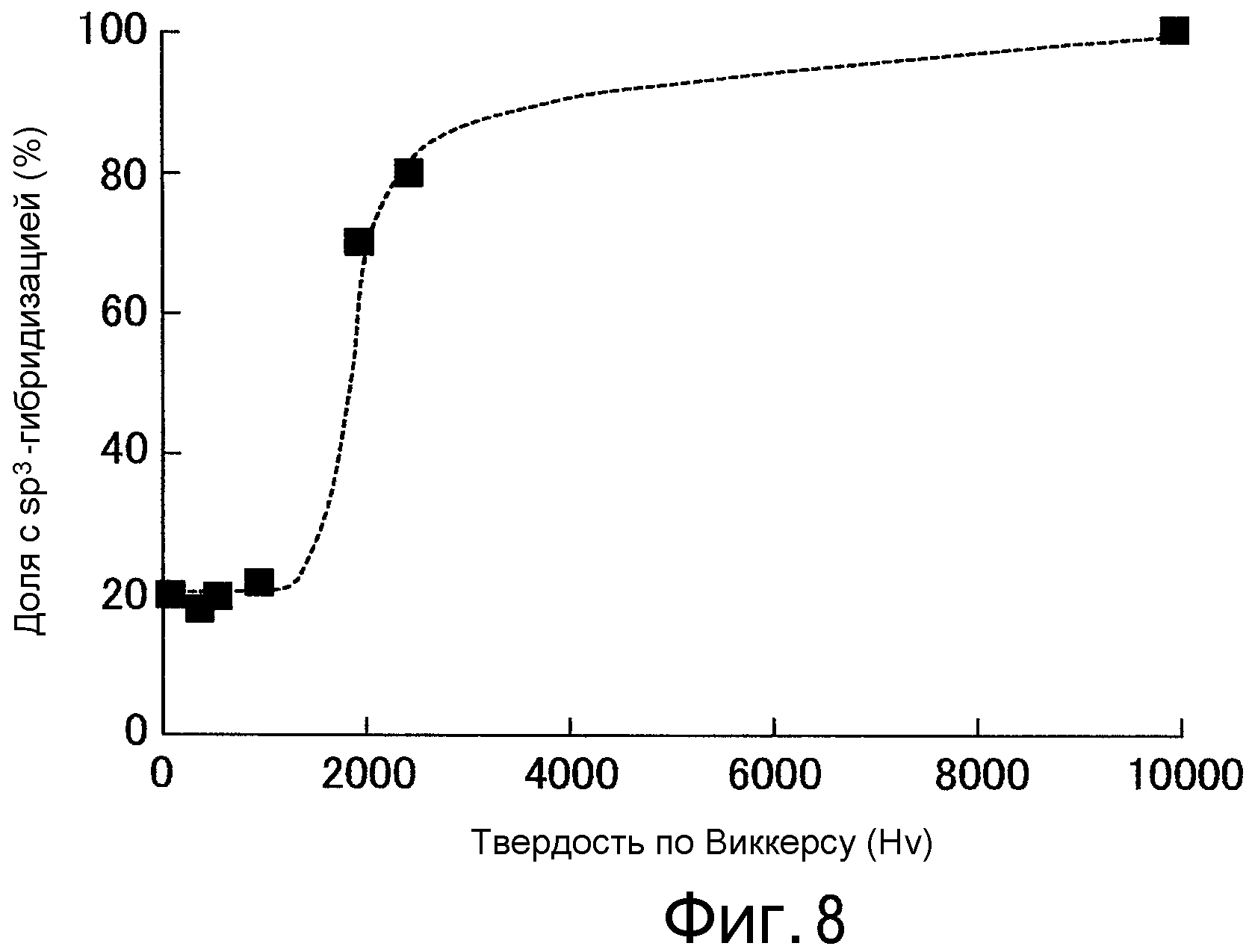
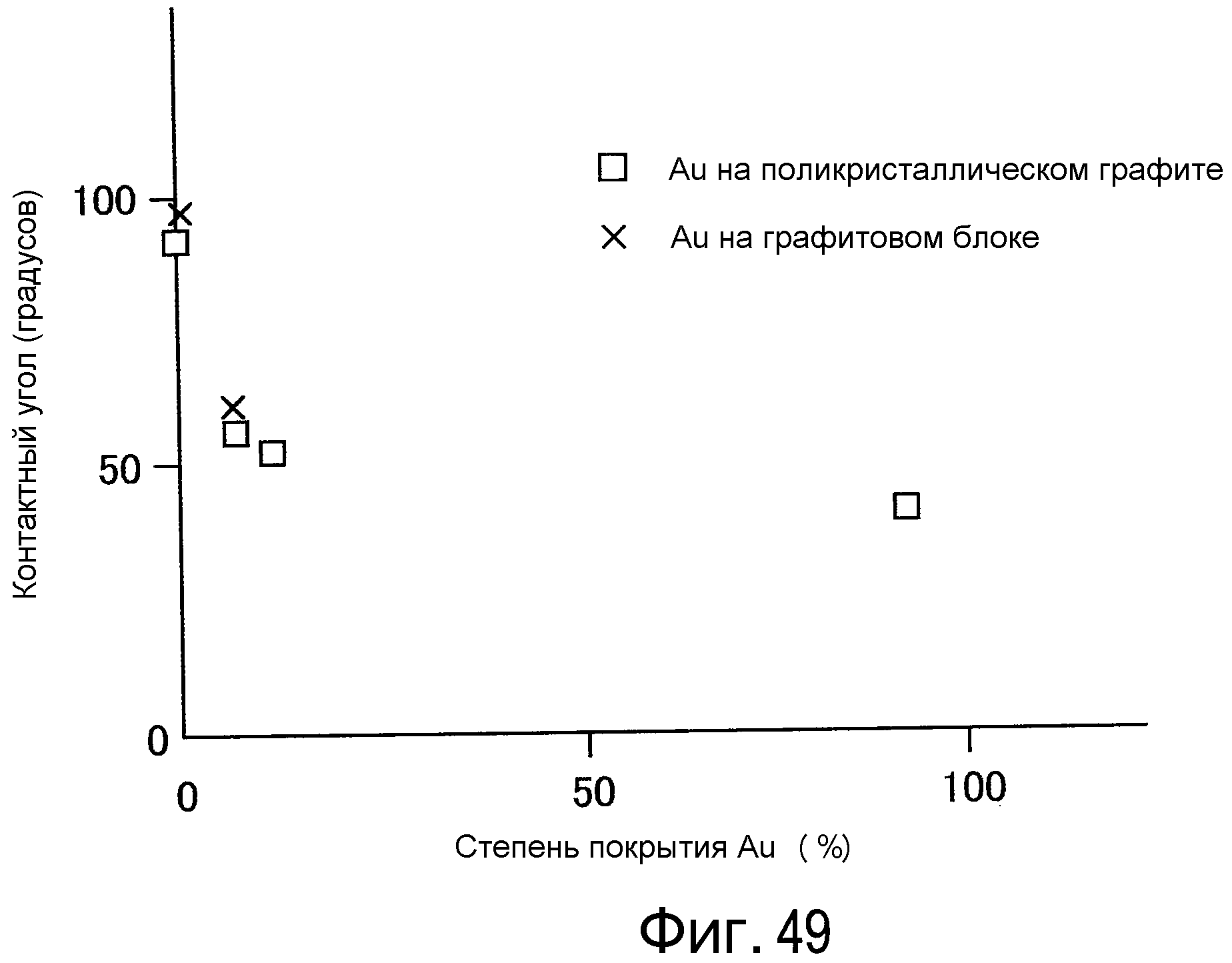
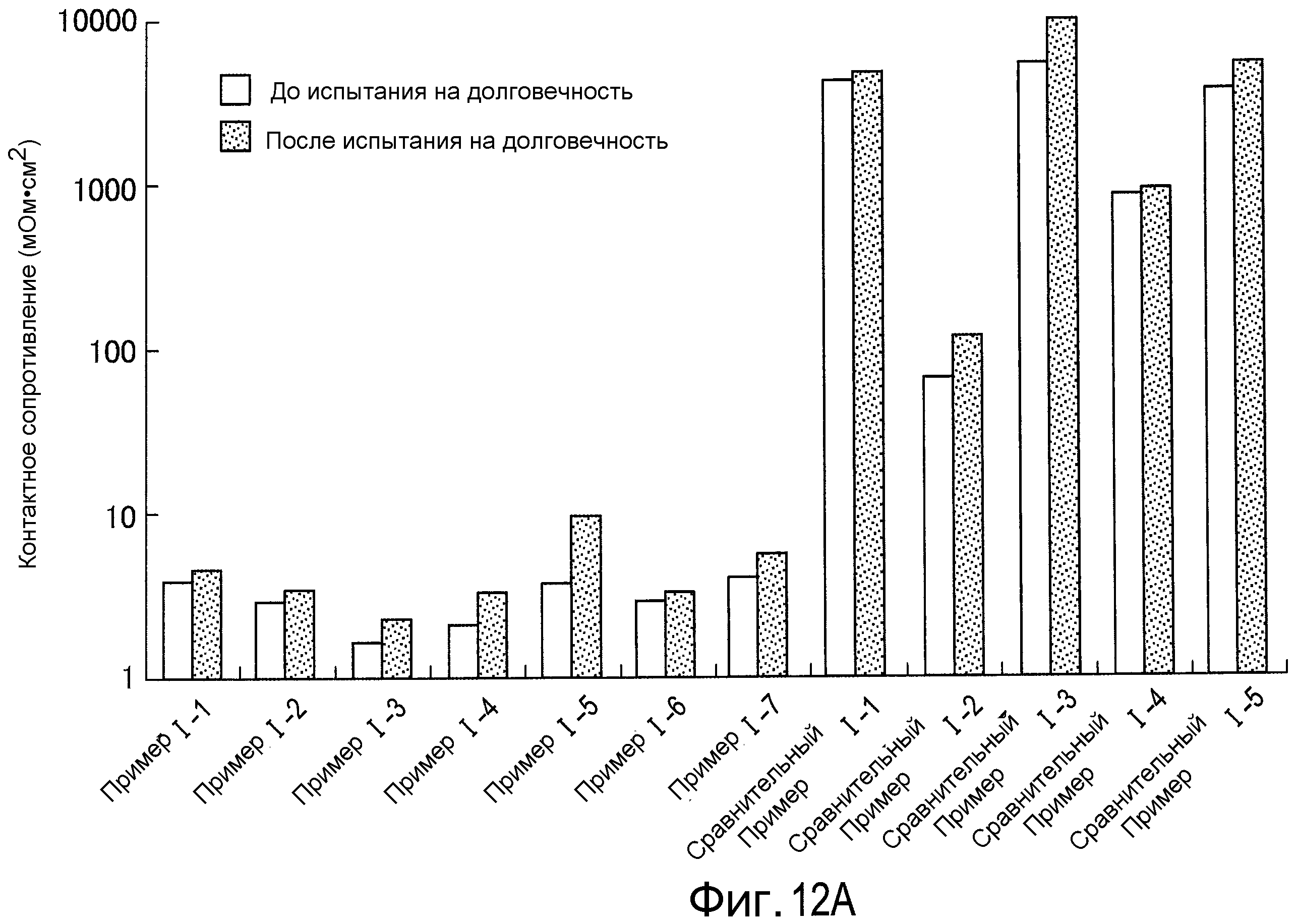
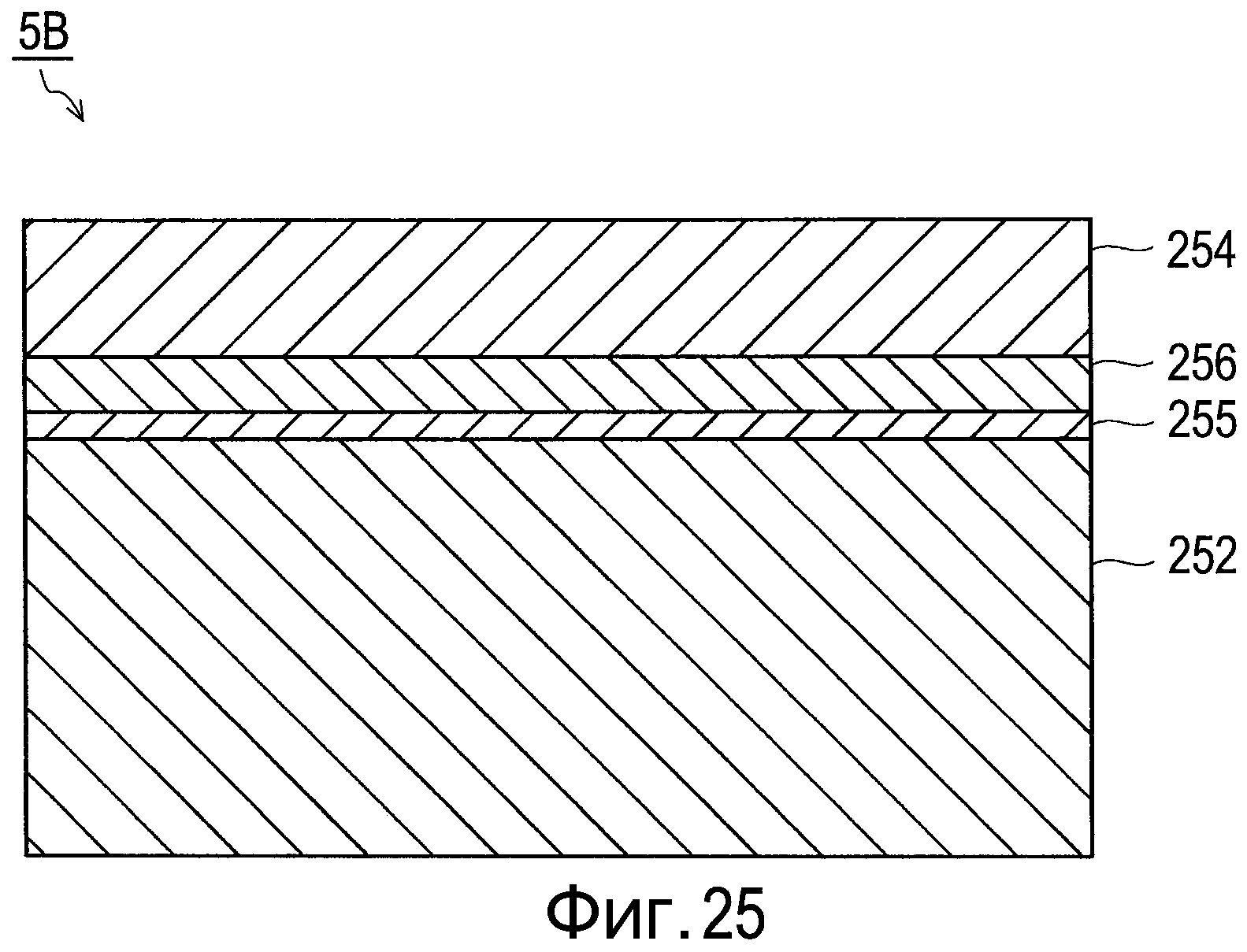
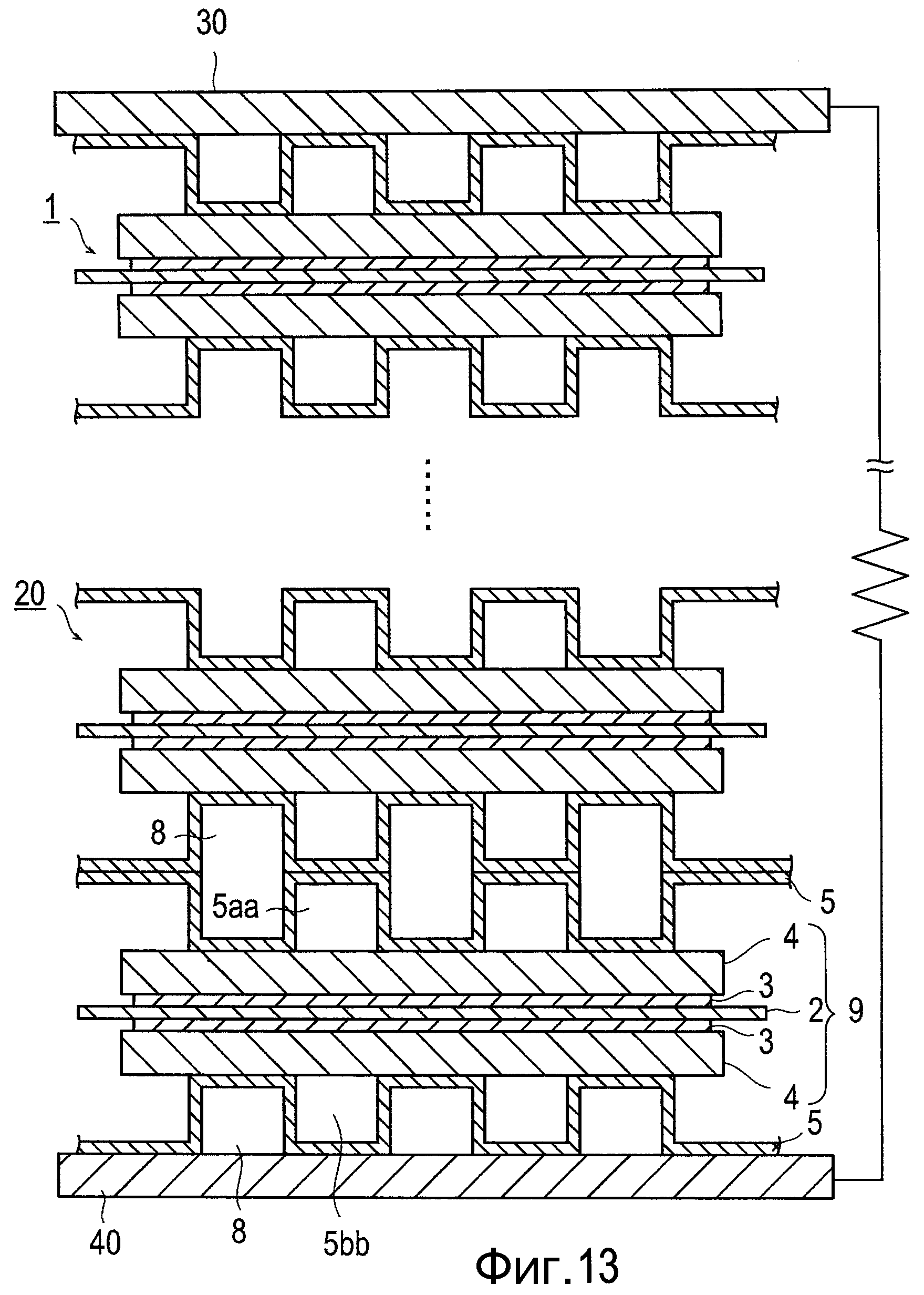
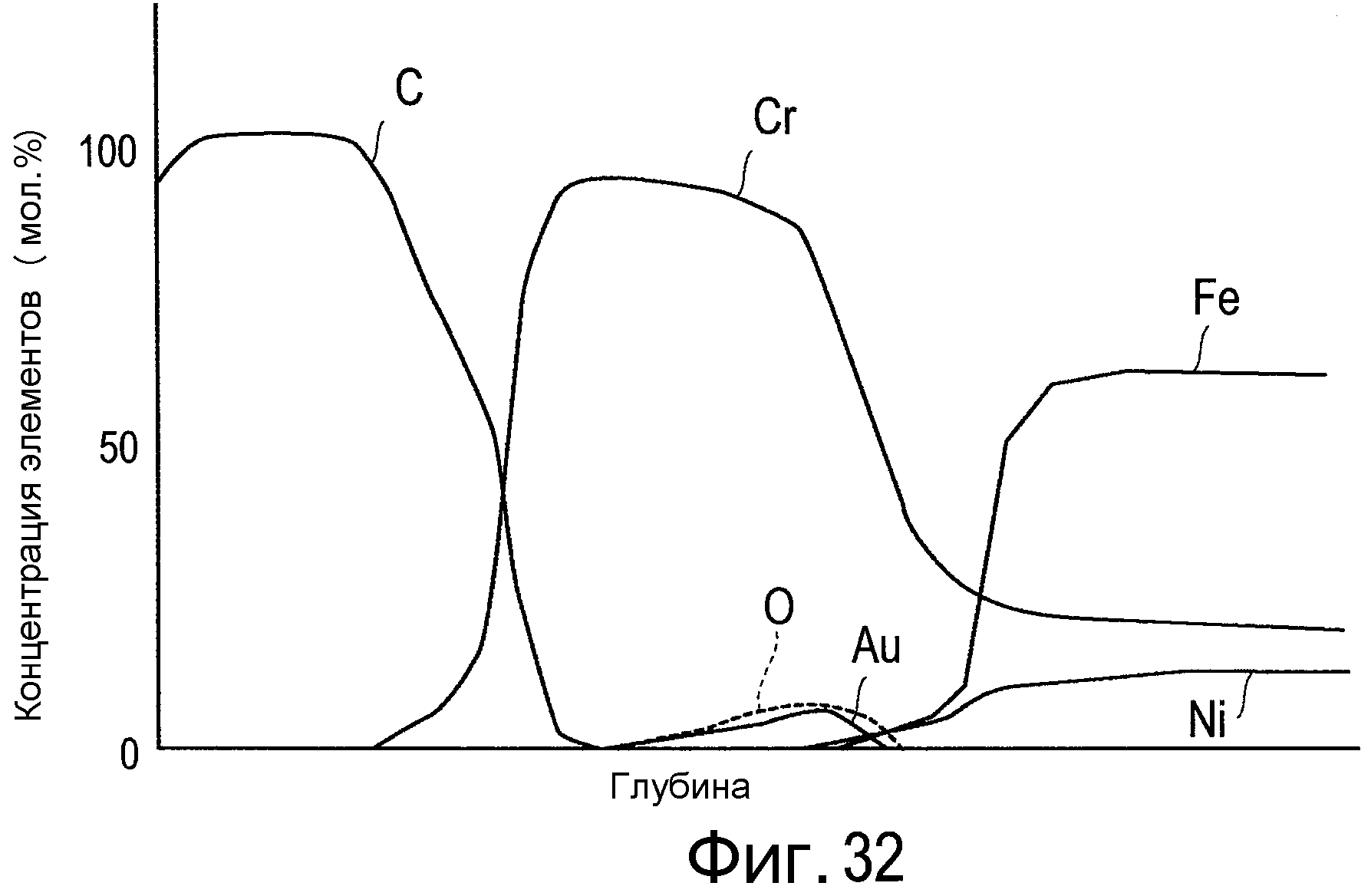
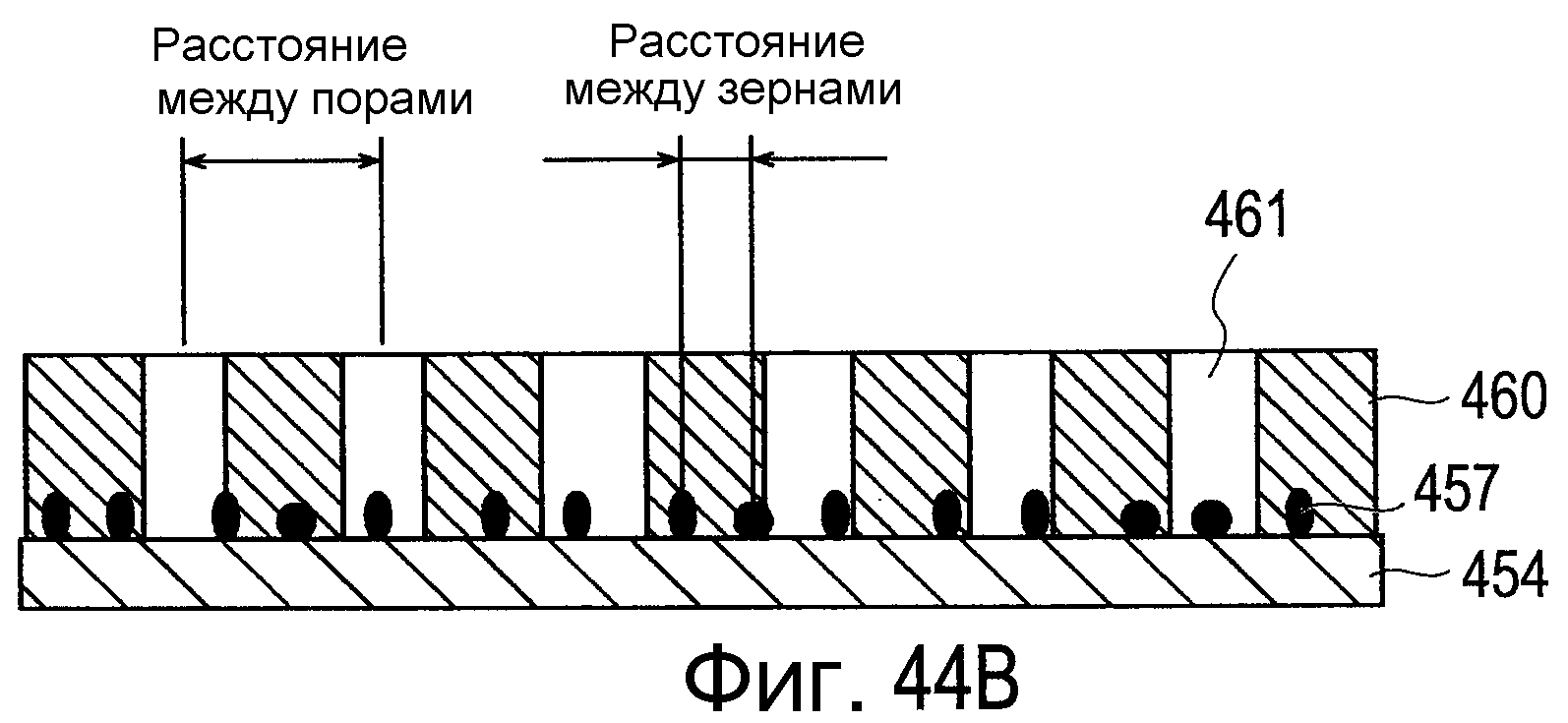
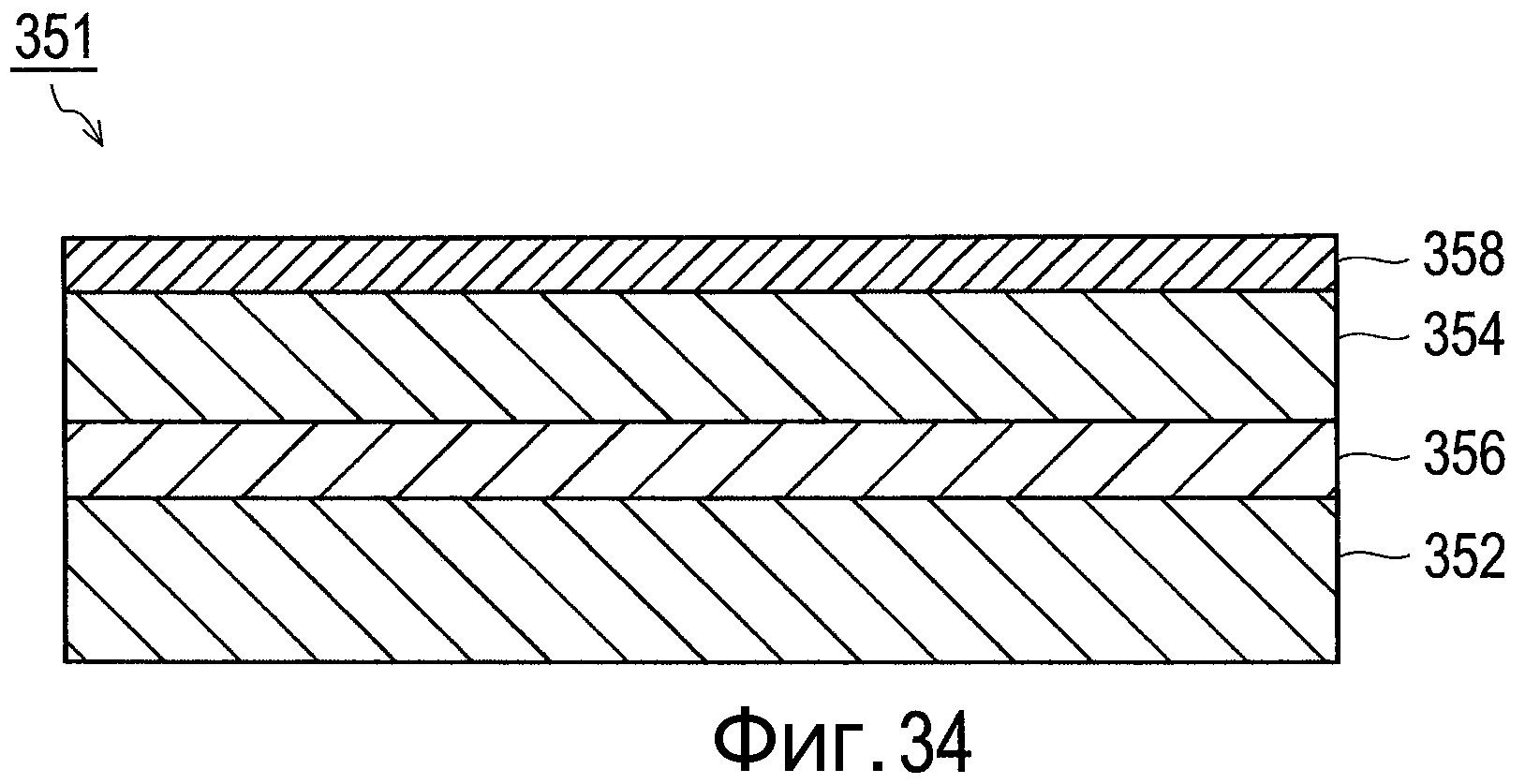
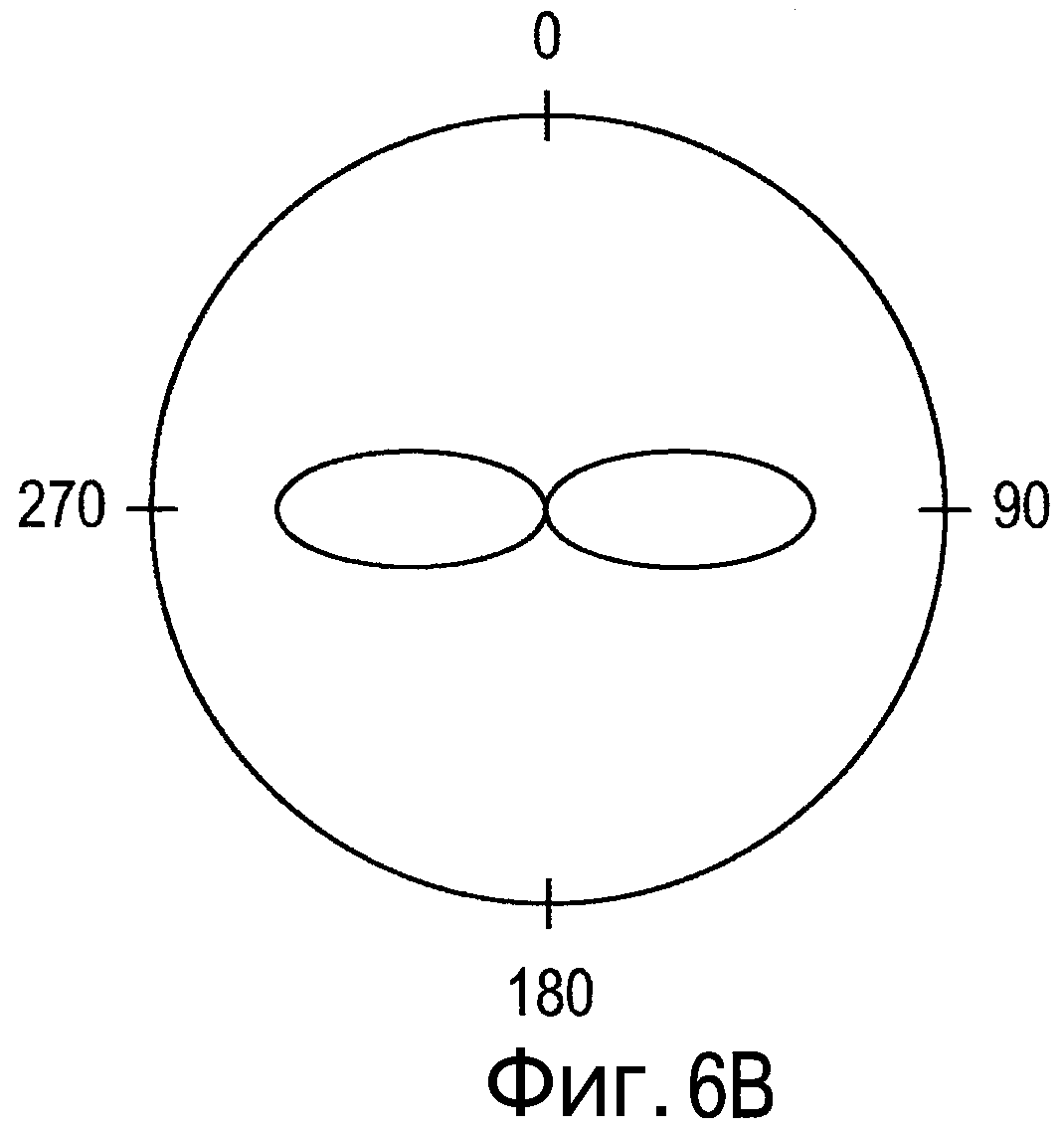
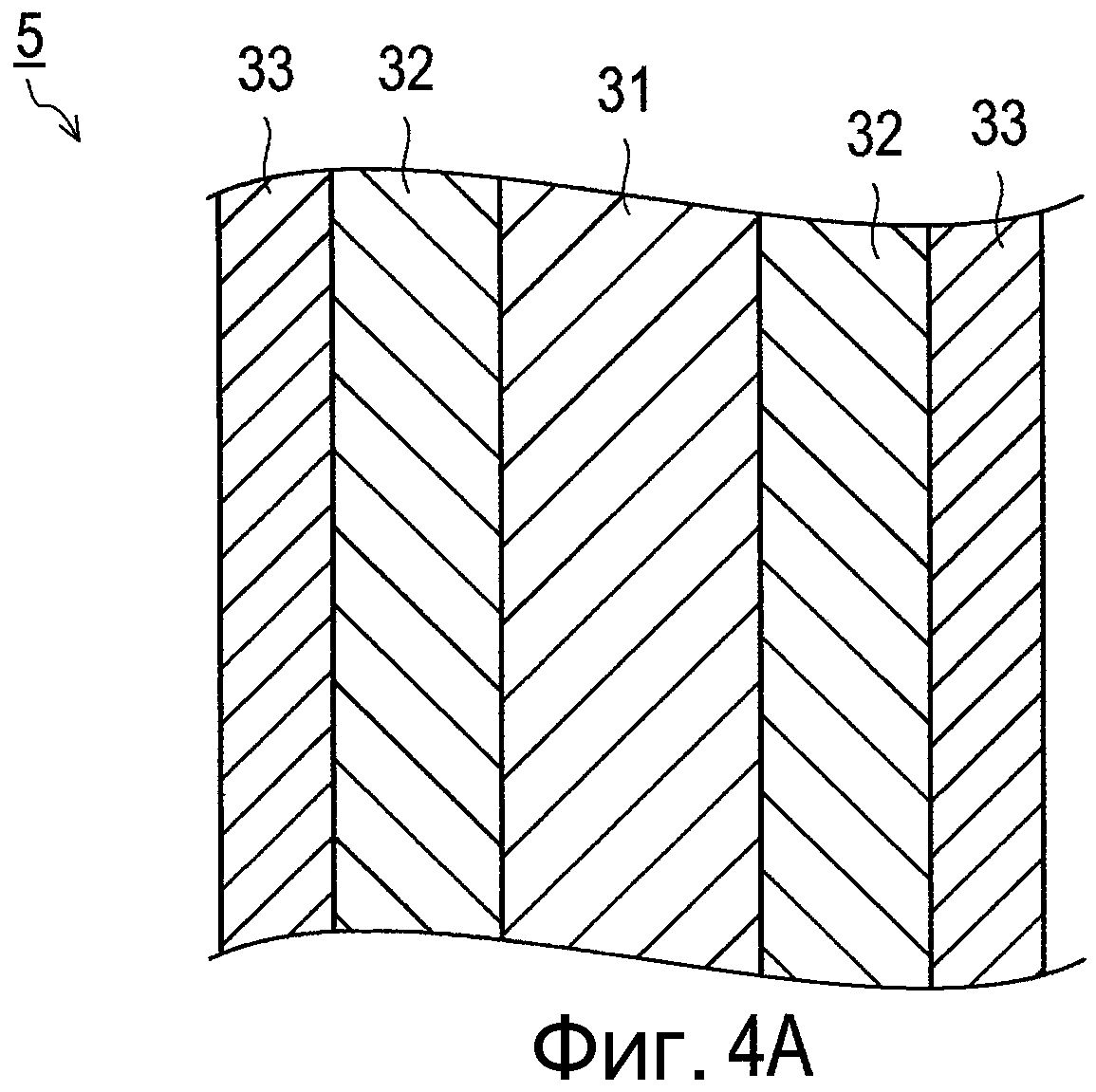
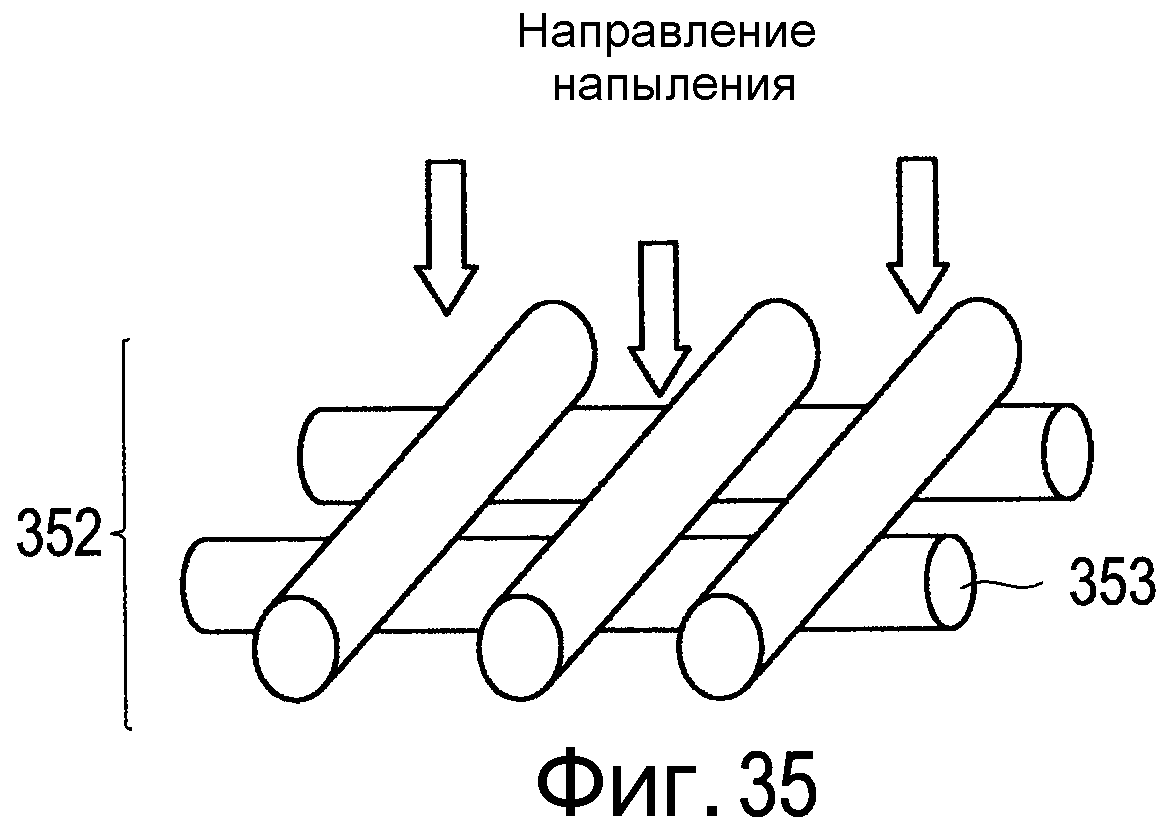
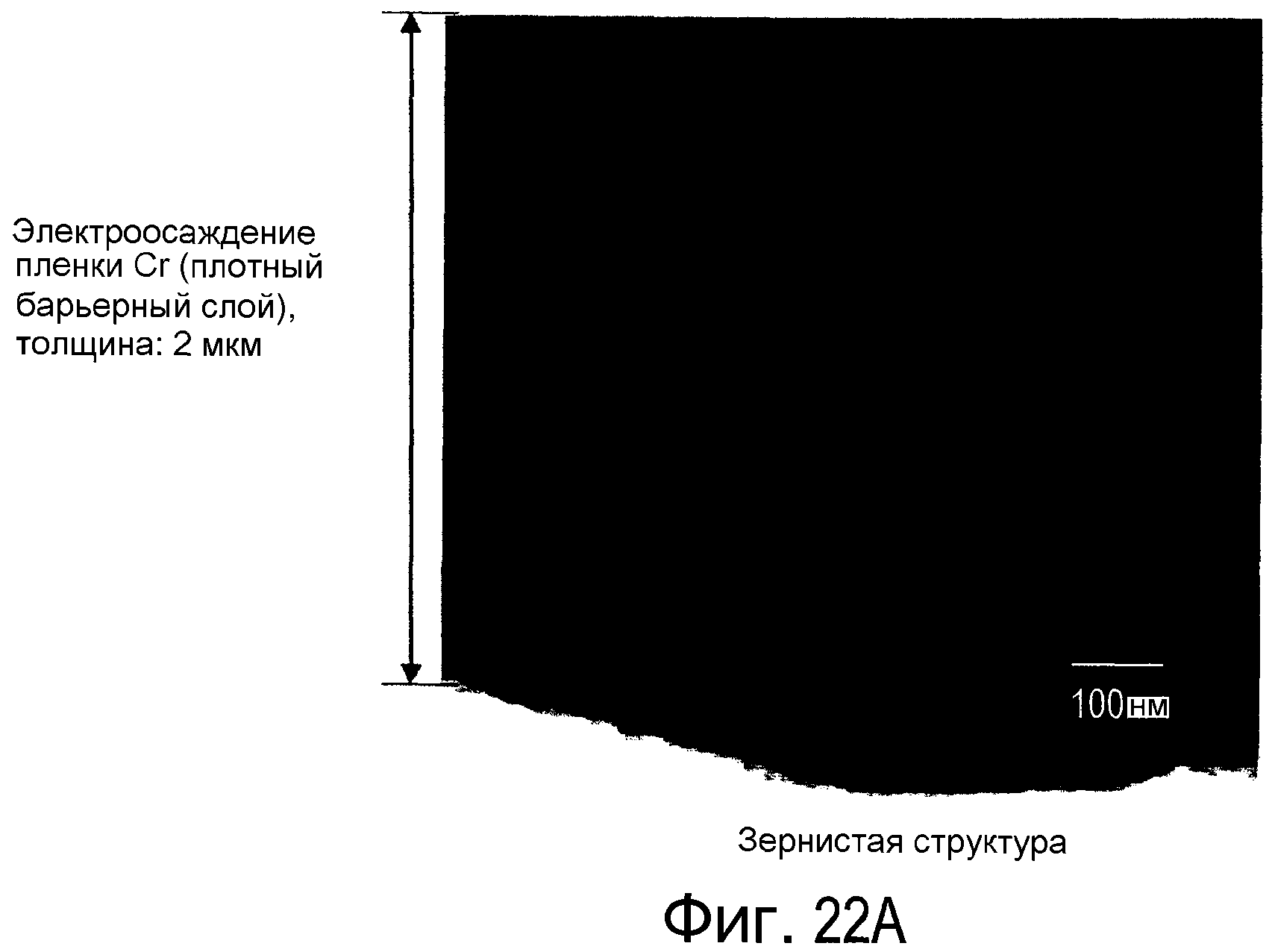
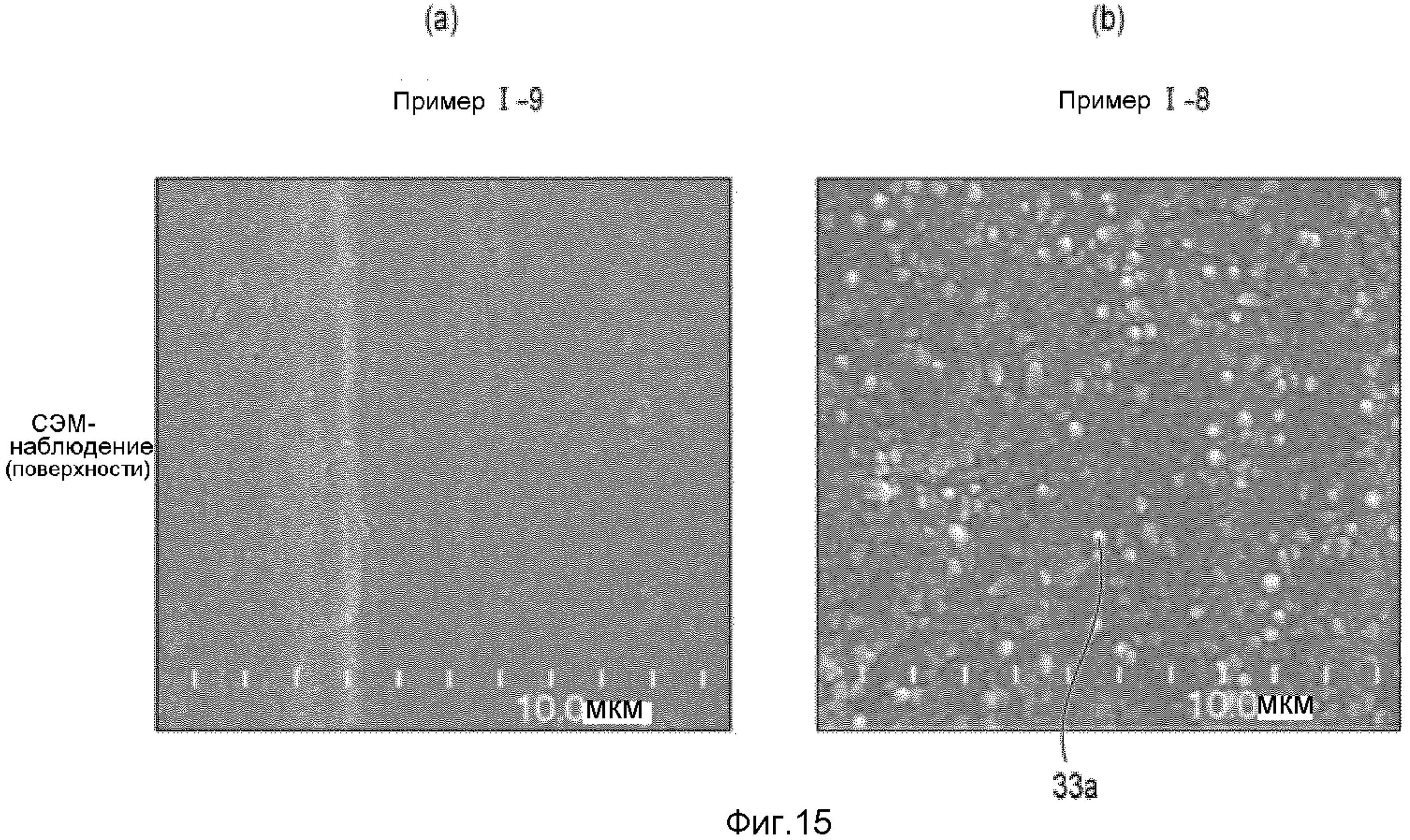
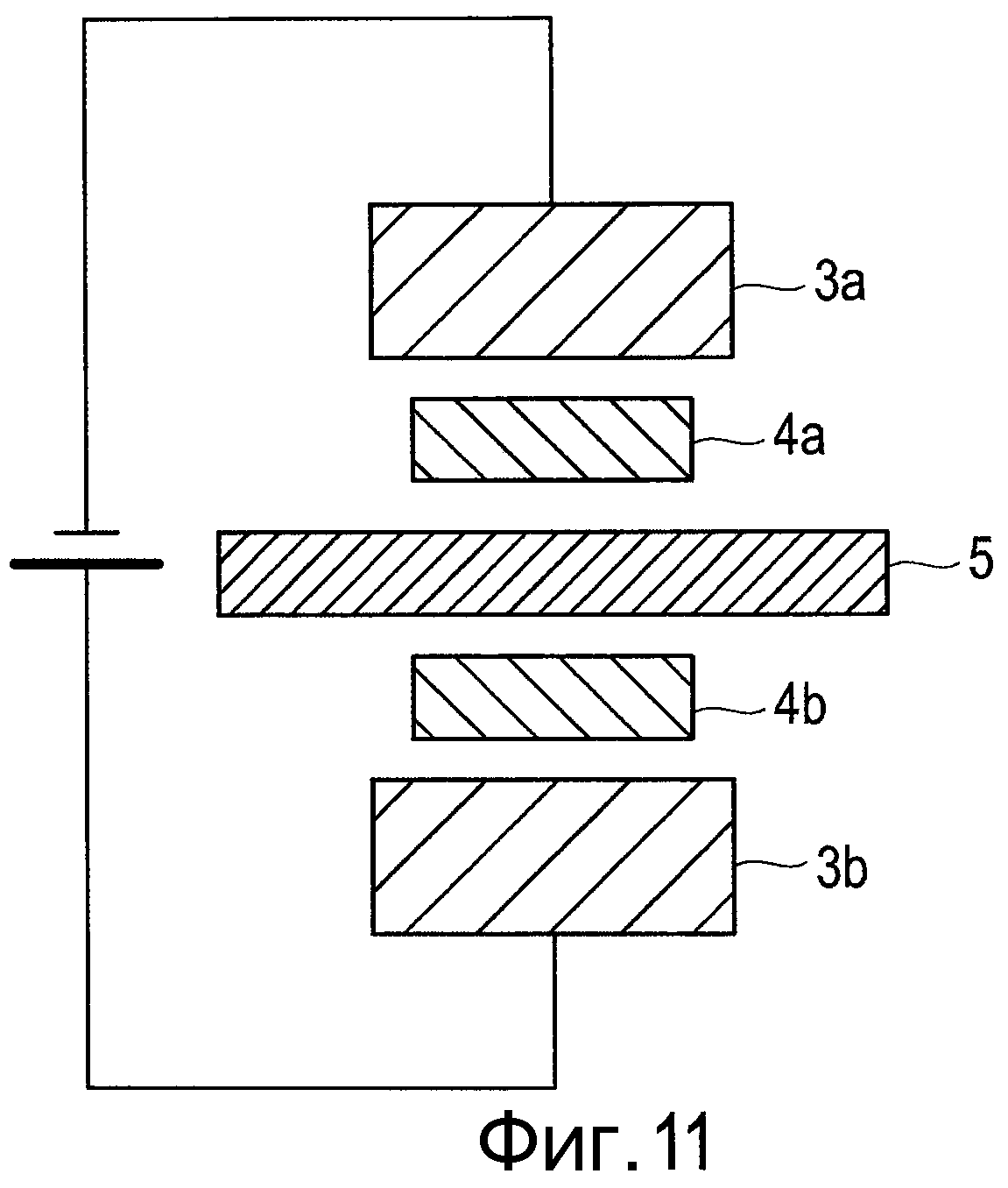
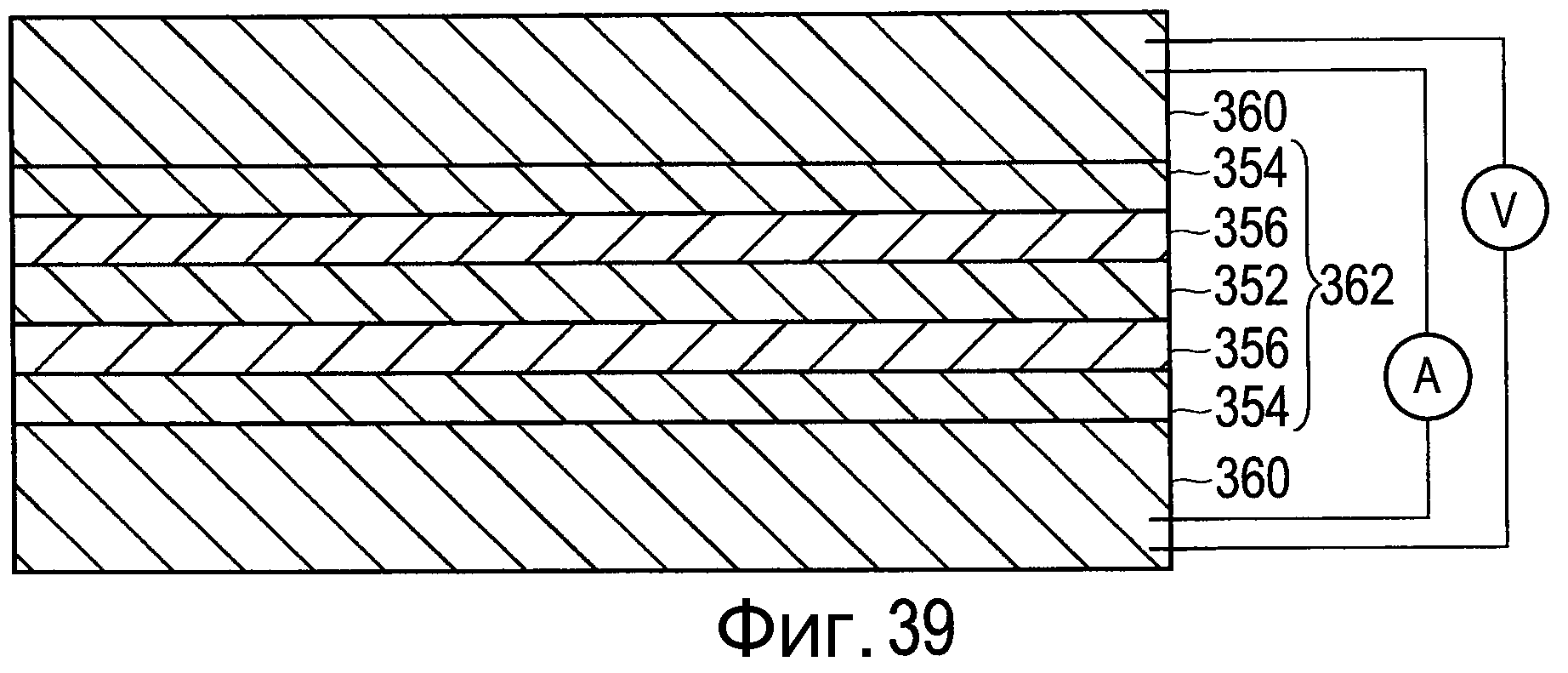
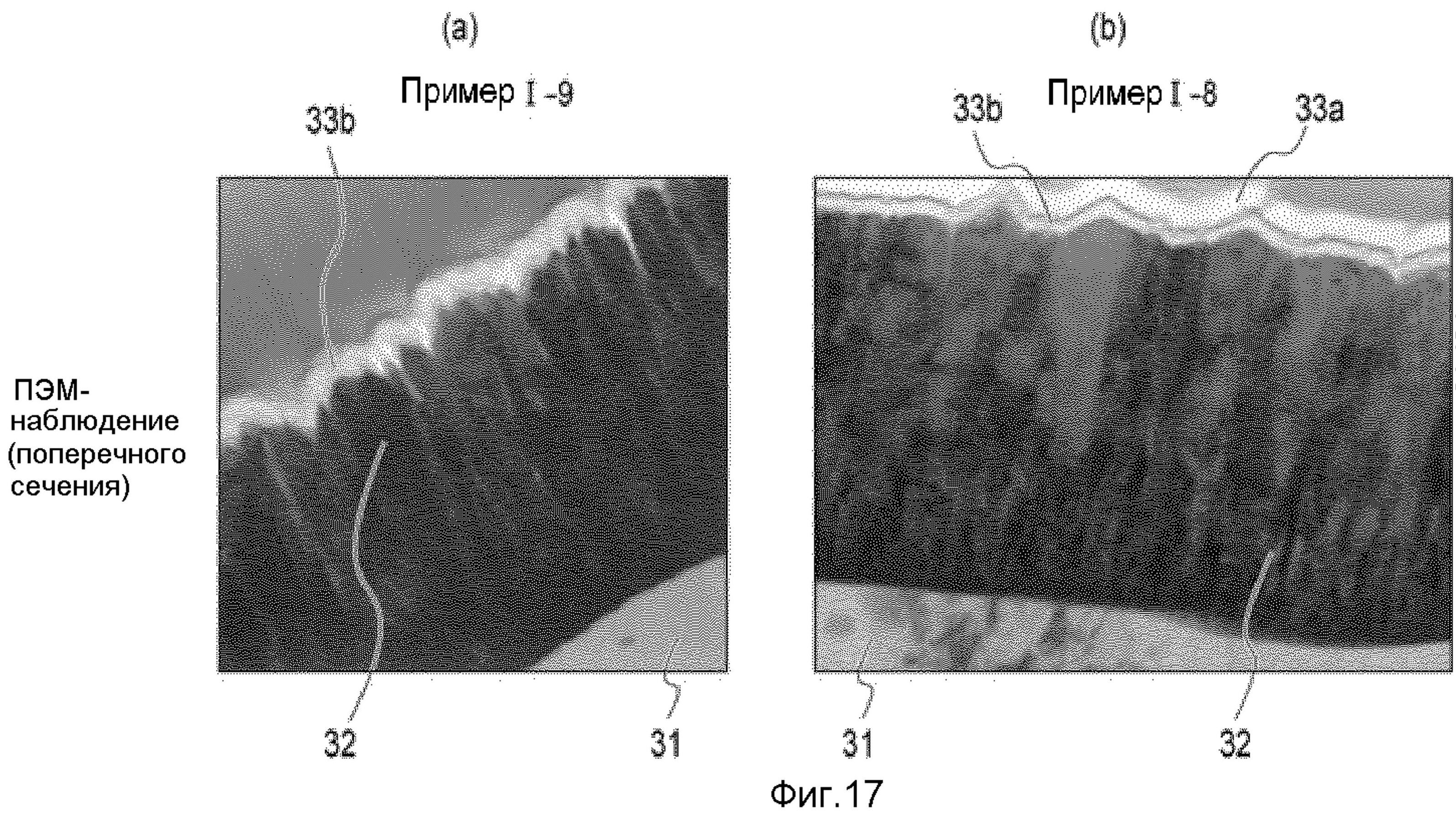
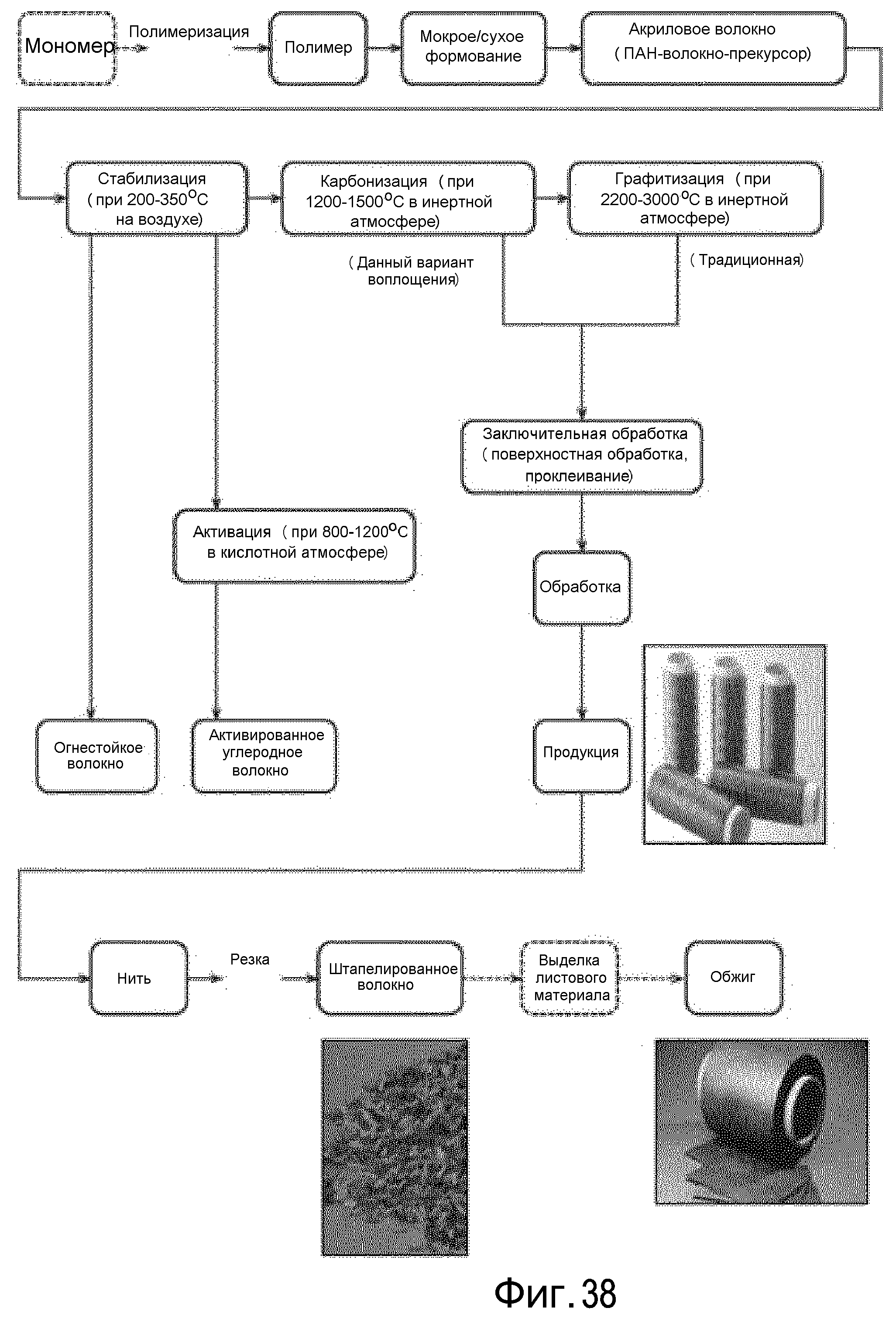
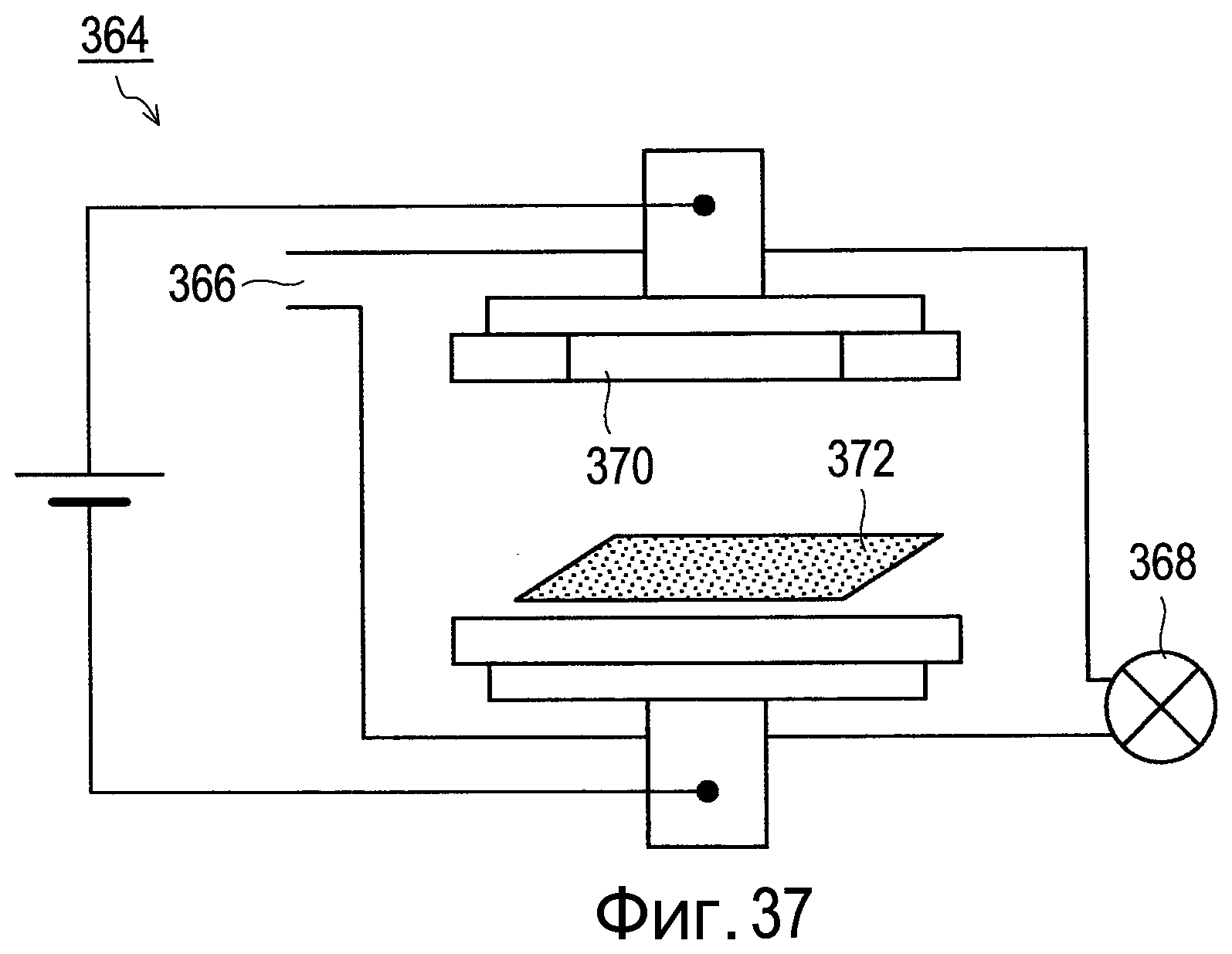
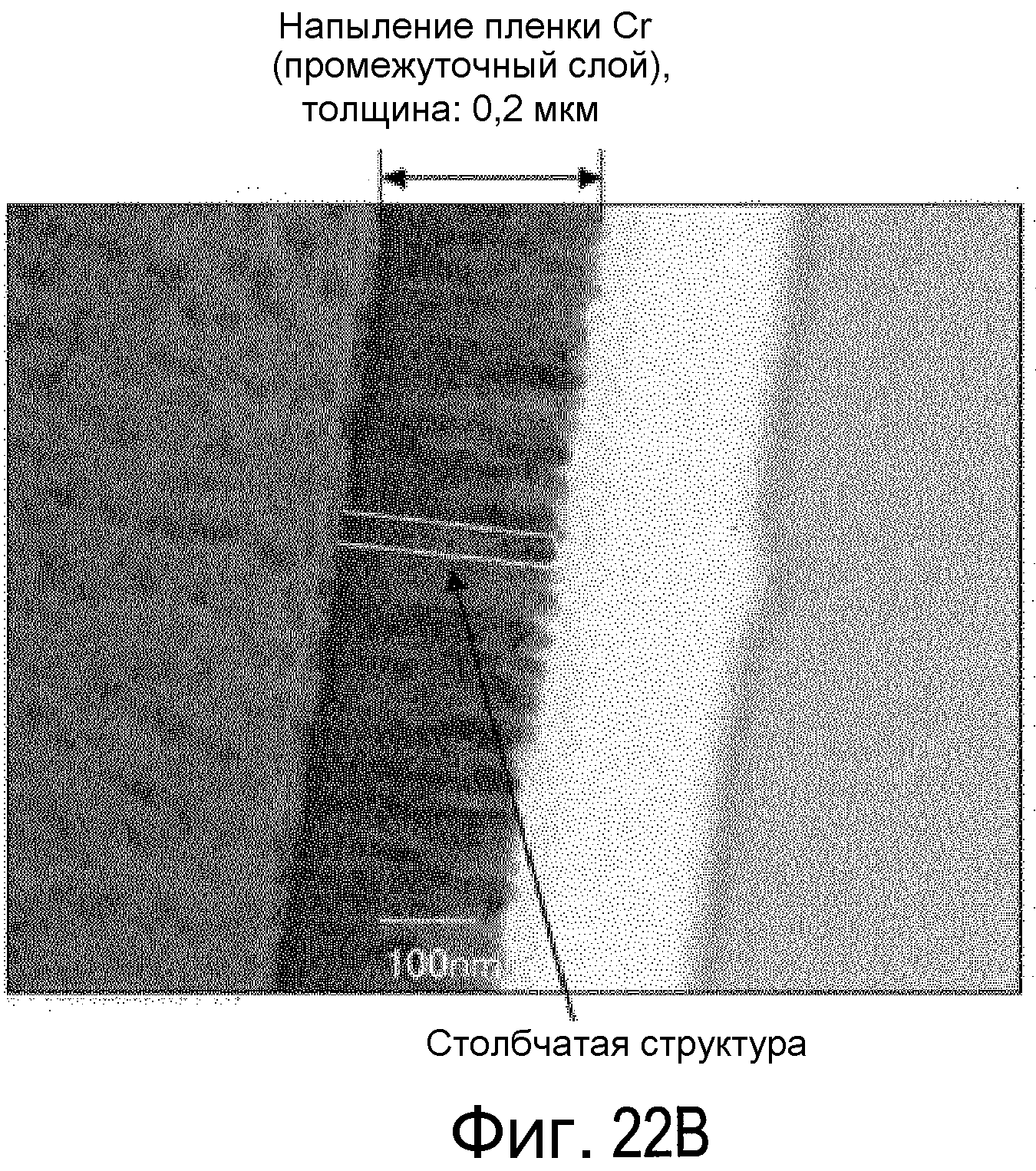
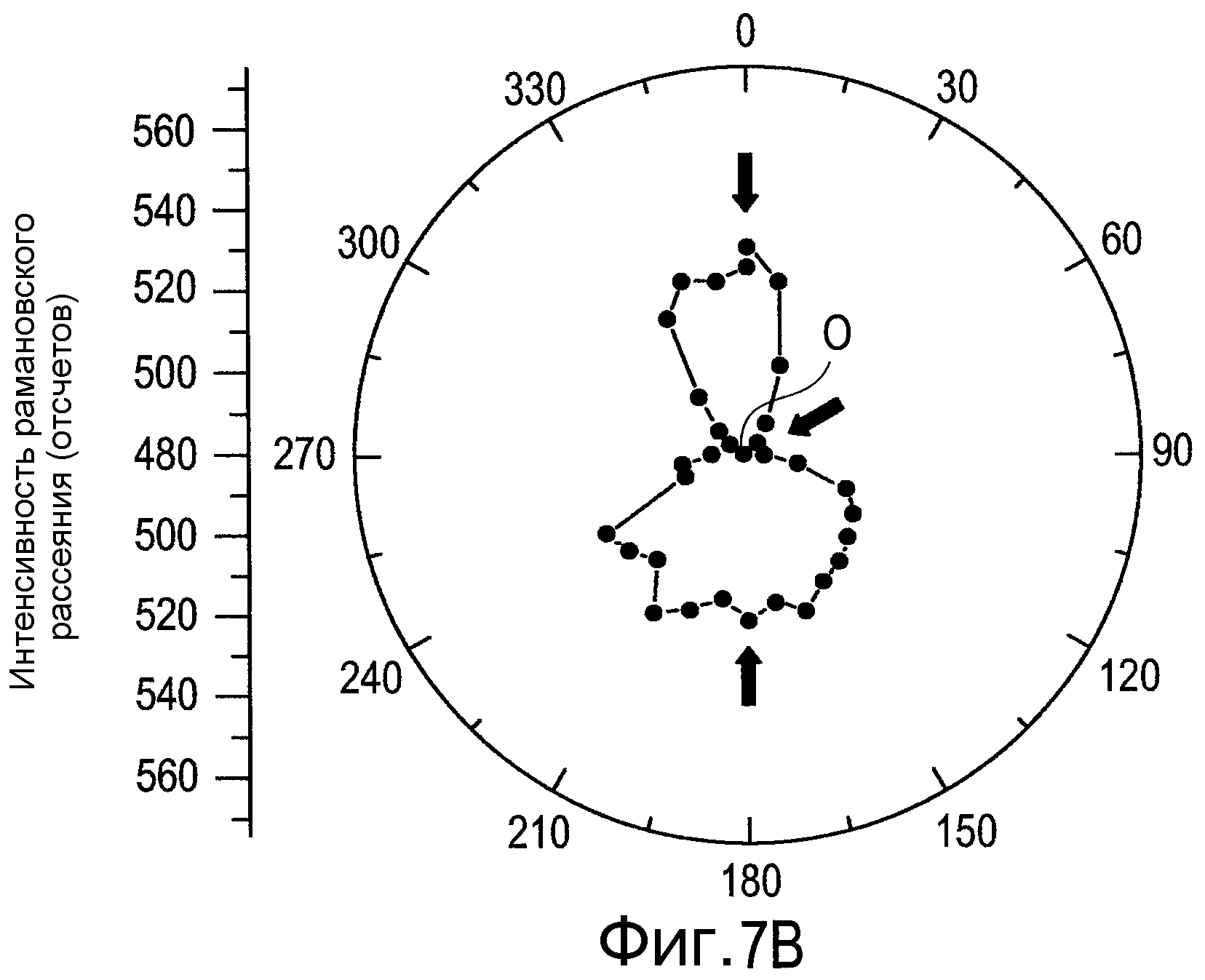
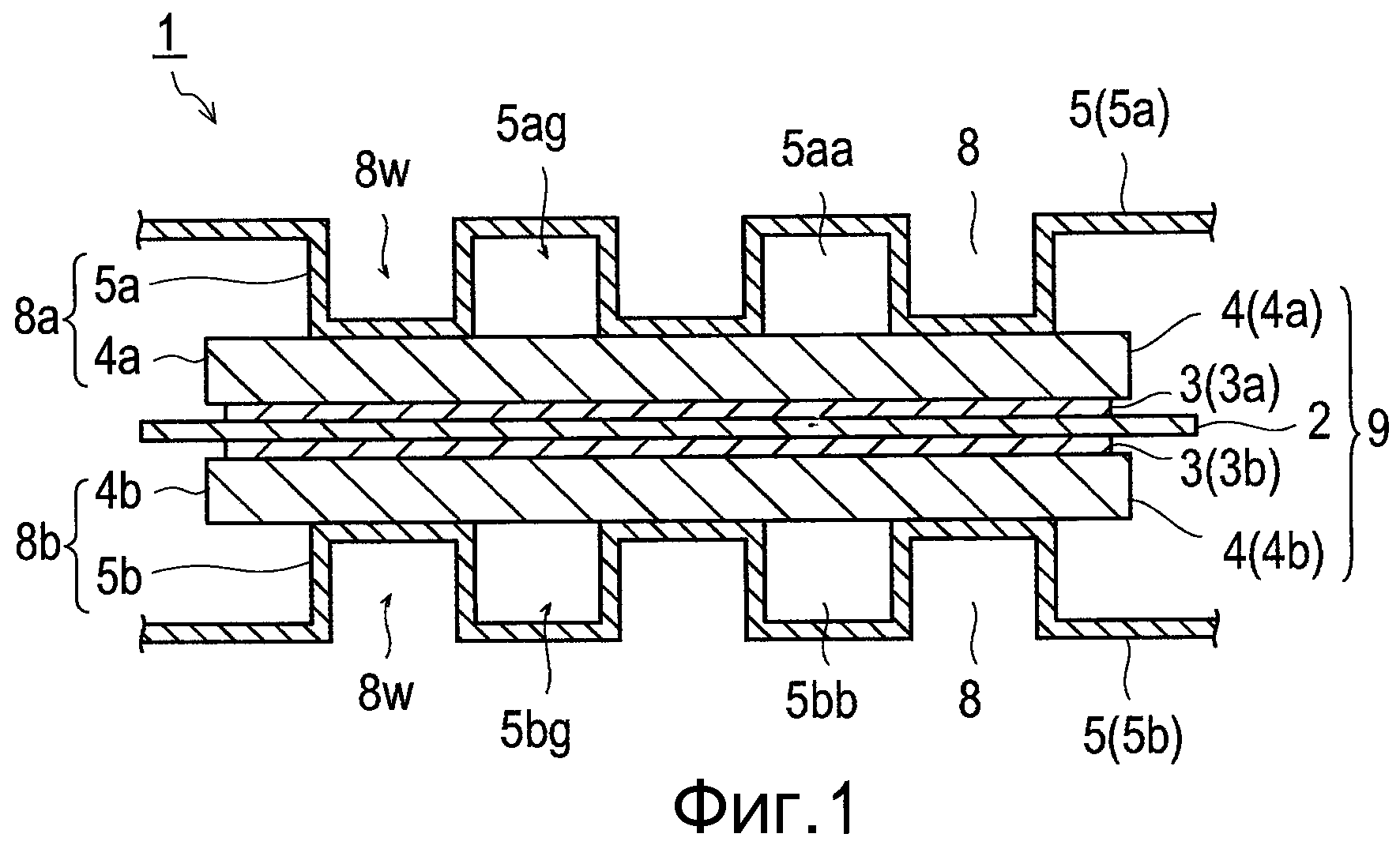
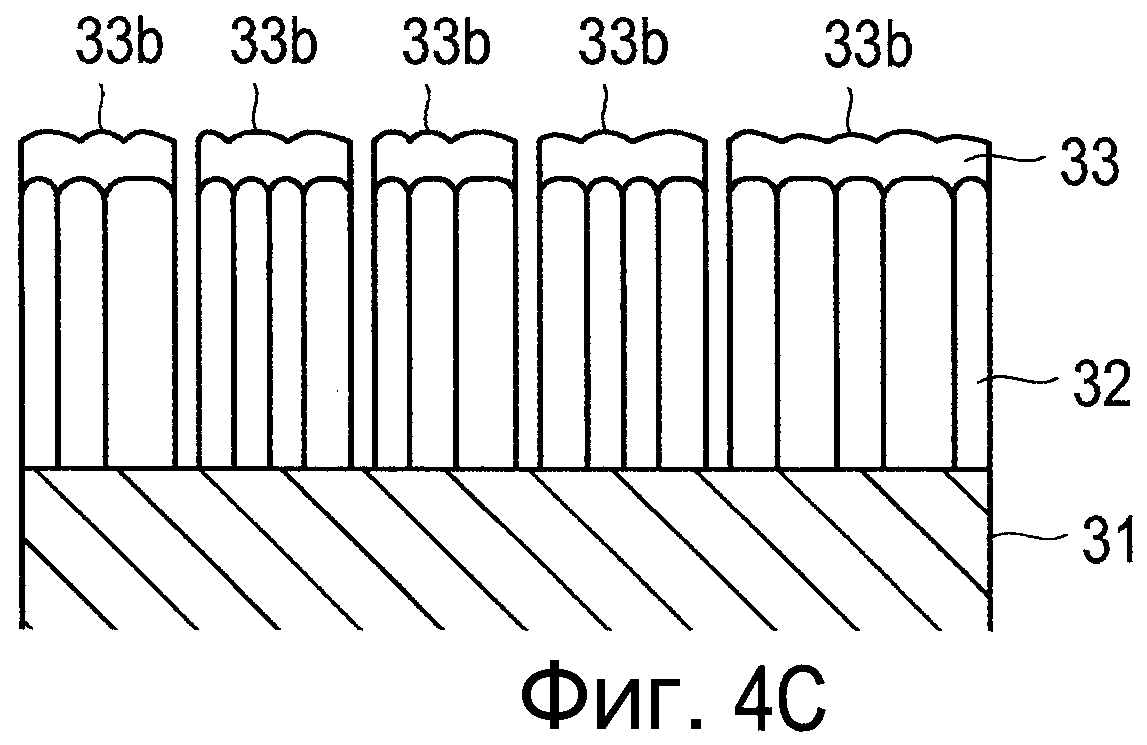
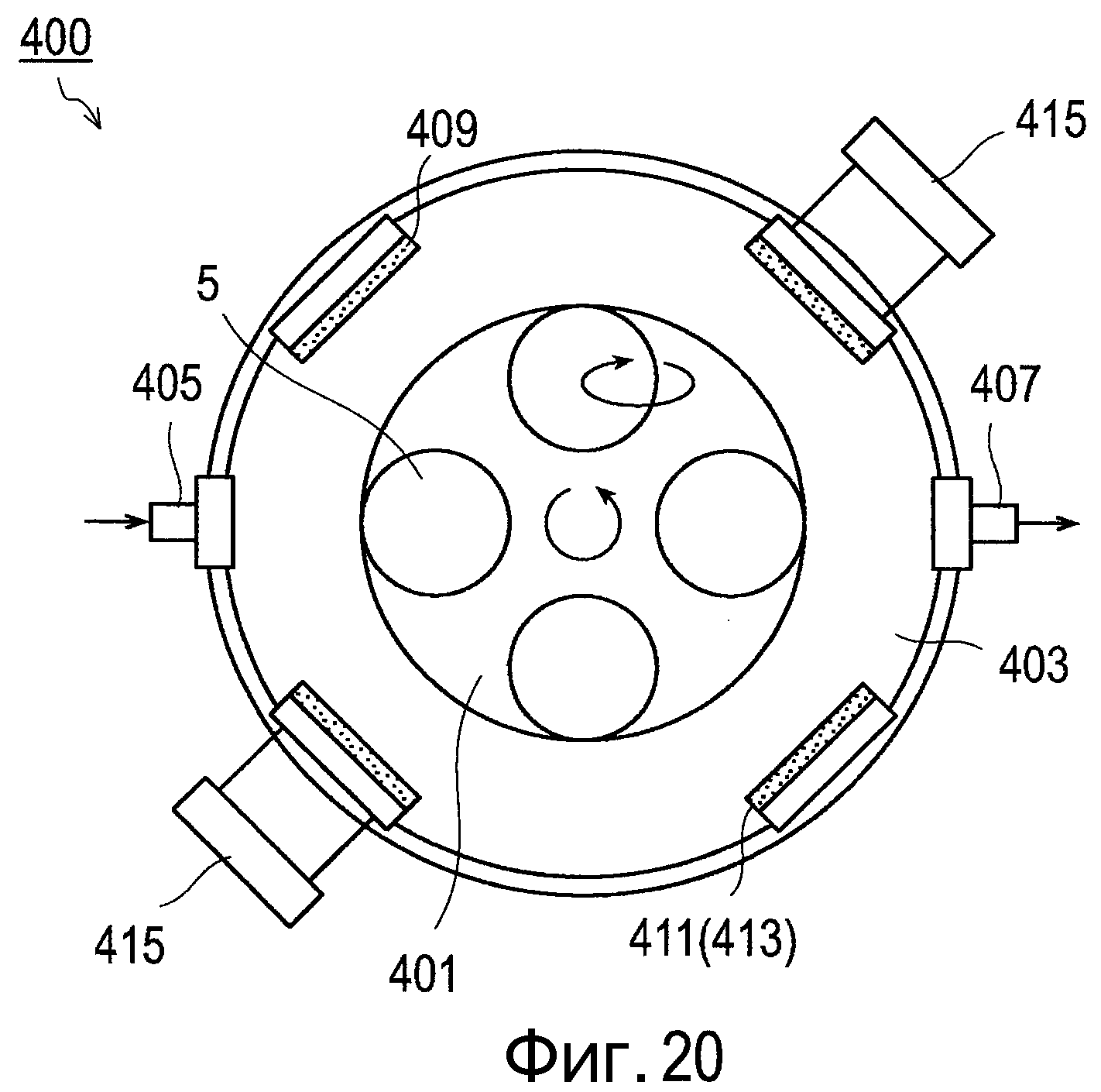
Система топливного элемента и способ ее контроля
Преобразователь электрической мощности
Элемент аккумуляторной батареи и устройство мониторинга для батареи в сборе
Катализатор нейтрализации отработанных газов и способ его получения
Катализатор для очистки отработавших газов и способ его производства
Водоотталкивающая пленка и деталь для транспортного средства, включающая пленку
Конструкция для установки запасной шины
Токосъемник для вторичной батареи и вторичная батарея с его использованием
Устройство управления генерированием энергии и способ управления генерированием энергии для топливного элемента
Гнездовая конструкция для зарядки транспортного средства
Система топливного элемента и способ ее контроля
Преобразователь электрической мощности
Элемент аккумуляторной батареи и устройство мониторинга для батареи в сборе
Катализатор нейтрализации отработанных газов и способ его получения
Катализатор для очистки отработавших газов и способ его производства
Водоотталкивающая пленка и деталь для транспортного средства, включающая пленку
Конструкция для установки запасной шины
Токосъемник для вторичной батареи и вторичная батарея с его использованием
Устройство управления генерированием энергии и способ управления генерированием энергии для топливного элемента
Гнездовая конструкция для зарядки транспортного средства

