Результат интеллектуальной деятельности: РЕЗЬБОВОЕ СОЕДИНЕНИЕ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности, к конструкции резьбовых соединений.
Известны типы резьбовых соединений: трапецеидальные, упорные, прямоугольные и др., предназначенные для передачи движения (ходовые винты, винты суппортов, винты электровинтовых прессов и т.д.). Для таких резьб большое значение имеет работа трения, которая при прочих равных условиях - качество поверхности, материал, угол подъема резьбы, значительно уменьшается применением смазки. Последняя должна находиться на трущихся поверхностях в необходимом количестве.
Поля допусков трапецеидальной, упорной и прямоугольной резьб расположены так, чтобы обеспечить осевой зазор по одной стороне профиля резьбы, позволяющий получать контакт по другой боковой стороне. Осевые зазоры уменьшают трение, способствуя распределению смазки (А.Э. Вайсман, П.С.Денисов и др. Резьбы, применяемые в авиационном производстве. Справочник. -М.: Машиностроение, 1970 г., ГОСТ 9484-81/ Резьба трапецеидальная).
В трапецеидальной резьбе (ГОСТ 9484-81) для обеспечения трущихся поверхностей смазкой имеются зазоры по наружному и внутреннему диаметрам, как правило, равные между собой.
Упорная резьба (ГОСТ 10177-82) является грузовой и она применяется для рабочих прессов, нажимных устройств прокатных станов и др., где удельная нагрузка на трущиеся поверхности высокая. По внутреннему диаметру резьбы винта выполняется закругление у впадин, которое повышает динамическую прочность резьбы и которое заполняется смазкой.
Прямоугольная резьба имеет более высокий коэффициент полезного действия при наличии необходимого количества смазки. Для этих резьб центрирование обычно предпочитают по внутреннему диаметру, так как этот диаметр может быть выполнен с достаточной точностью и у винта, и у гайки. Так как резьбовые соединения с прямоугольной резьбой предназначены для передачи движения, то по сторонам профиля резьбы предусматривается зазор для обеспечения трущихся поверхностей витков смазкой. А запас смазки закладывается в зазор между наружными диаметрами винта и гайки (Справочник машиностроения в трех томах. Председатель Редакционного совета акад. Е.А. Чудаков. Том III под редакцией действ. члена А.Н. УССР С.В. Серенсена и д-ра техн. наук проф. Н.С. Ачеркана. Государственное научно-техническое издательство машиностроительной литературы. Москва 1951 г.).
Таким образом в конструкции резьбовых соединений, которые преобразуют вращательное движение в поступательное, предусматривается обеспечение трущихся поверхностей смазкой, однако особенно скудно обеспечиваются смазкой цилиндрические поверхности резьбы (упорной и прямоугольной), по которым происходит центрирование и которые выполняются с минимальным зазором. Смазка до указанных трущихся поверхностей доходит после ее работы на боковых сторонах резьбы, т.е. с потерей некоторых качественных характеристик. При больших оборотах винта или гайки, а также когда удельная нагрузка на трущихся поверхностях резьбы высокая, может нарушаться сплошность смазки, тогда резко возрастают силы трения, повышается износ контактных поверхностей, что приводит к потере точности исполнительного механизма машины и к увеличению энергозатрат.
Задачей, решаемой данным изобретением, является повышение работоспособности и ресурса резьбовых соединений, снижение энергетических затрат на преобразование вращательного движения в поступательное.
Указанная задача решается путем выполнения канавок на боковой стороне профиля резьбы. Канавки могут выполняться на одной боковой стороне или на обеих сторонах профиля резьбы винта и гайки, если резьбовое соединение работает в тяжелых условиях (высокое удельное давление на боковые стороны резьбы, большая частота вращения и т.д.).
Сущность изобретения поясняется фиг.1-11:
фиг.1 - профиль трапецеидальной резьбы;
фиг.2 - профиль упорной резьбы;
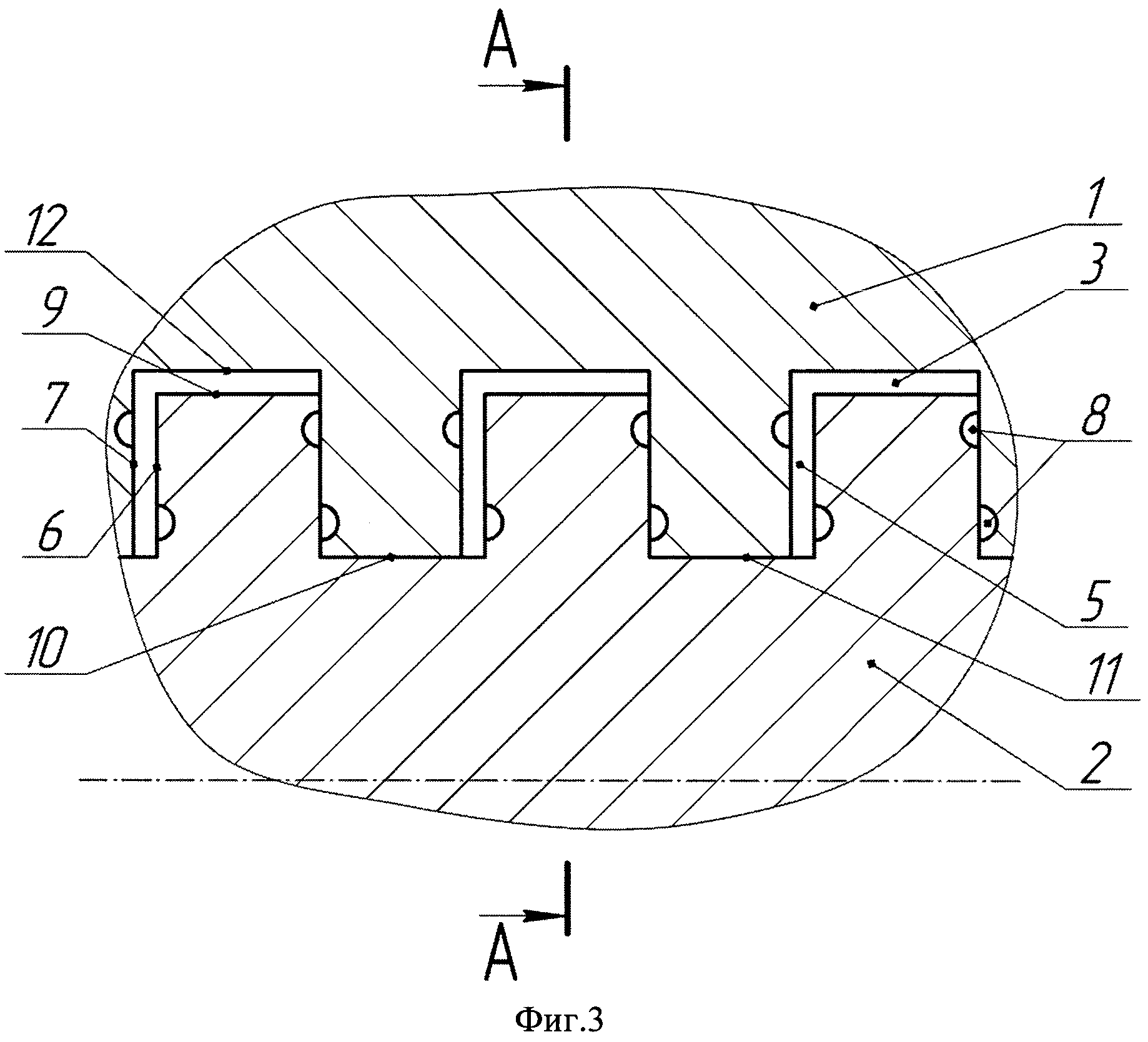
фиг.3 - профиль прямоугольной резьбы;
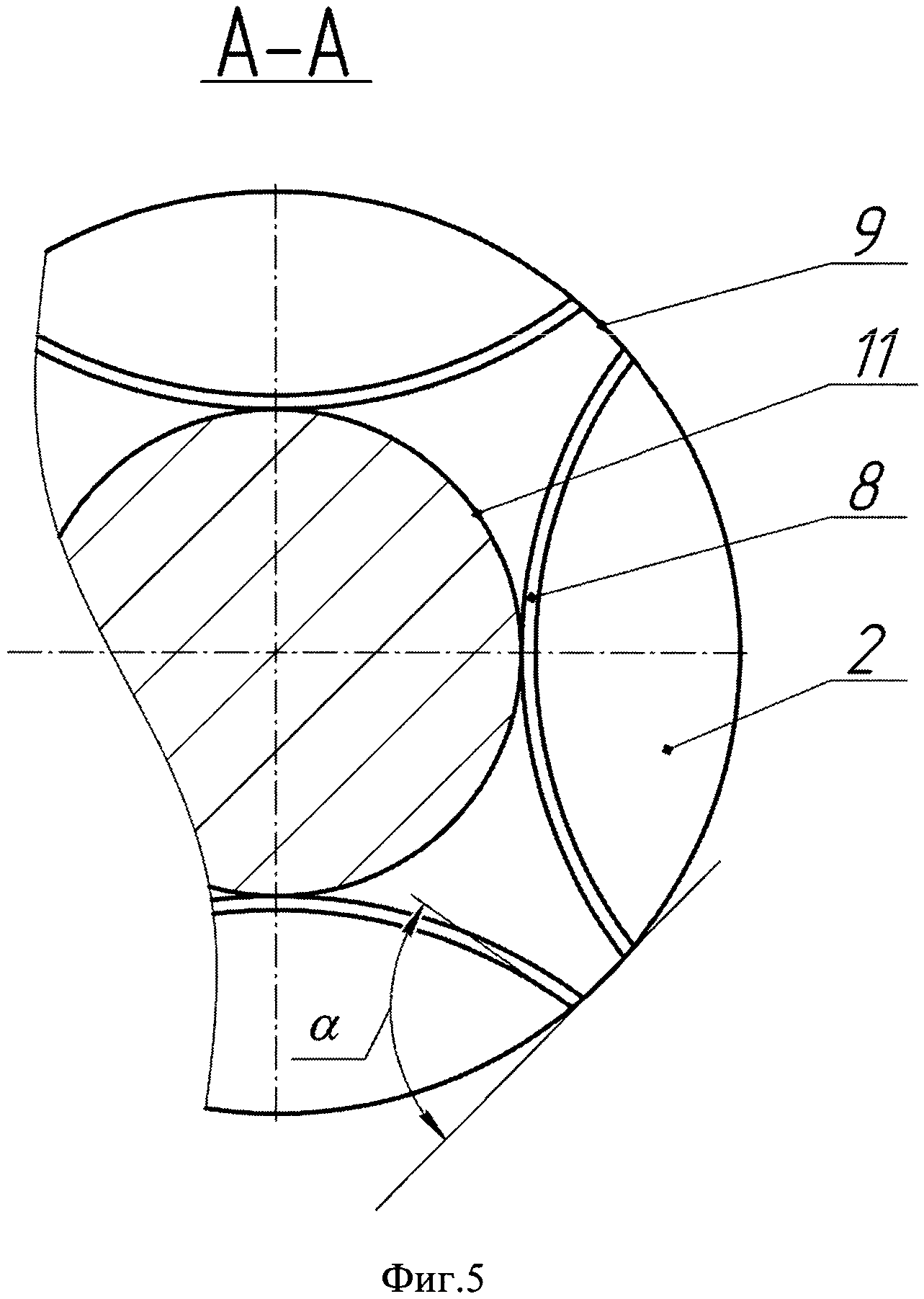
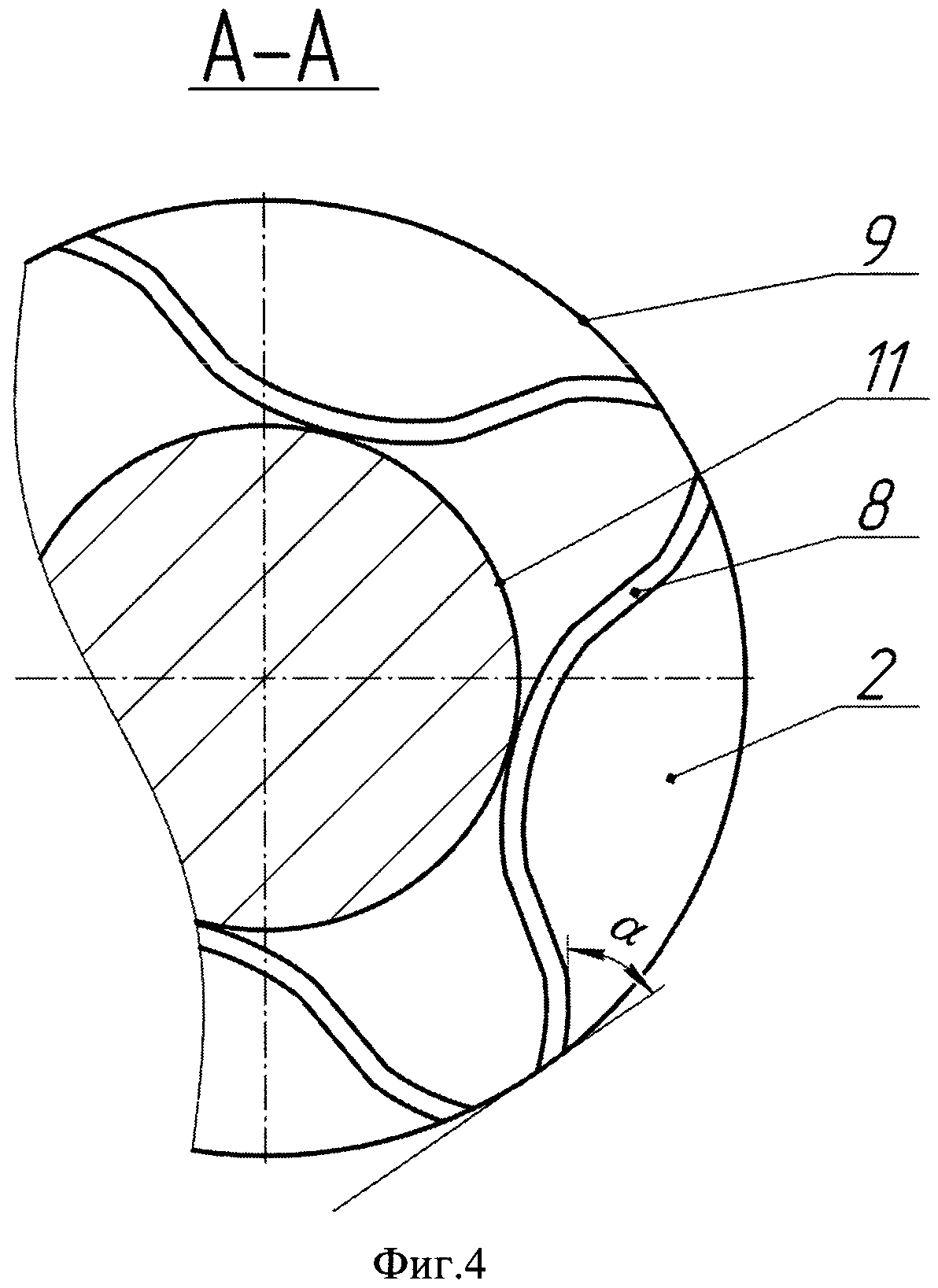
фиг.4, фиг.5, фиг.6 - форма канавки на боковой стороне резьбы винта;
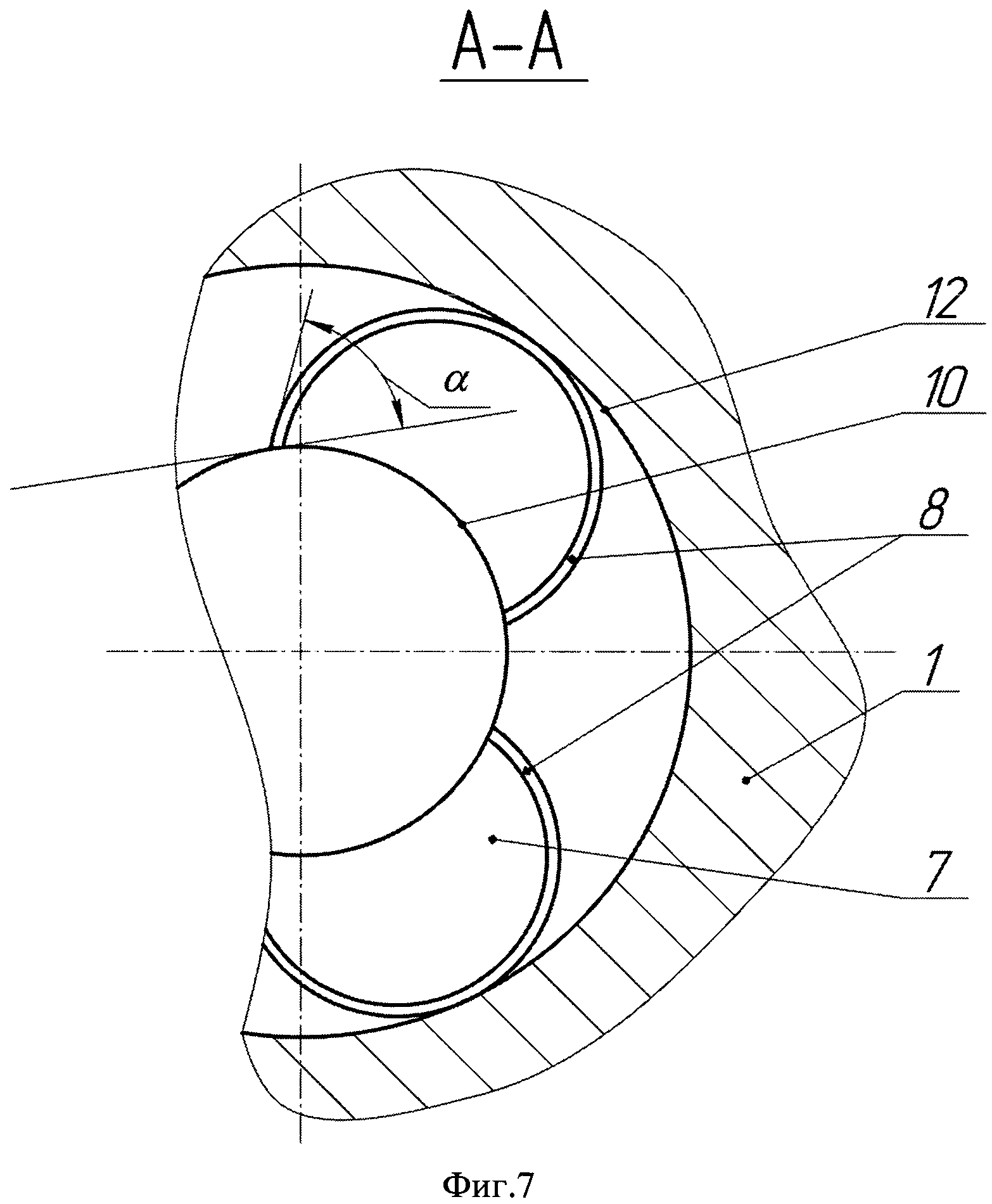
фиг.7 - канавка на боковой стороне резьбы гайки;
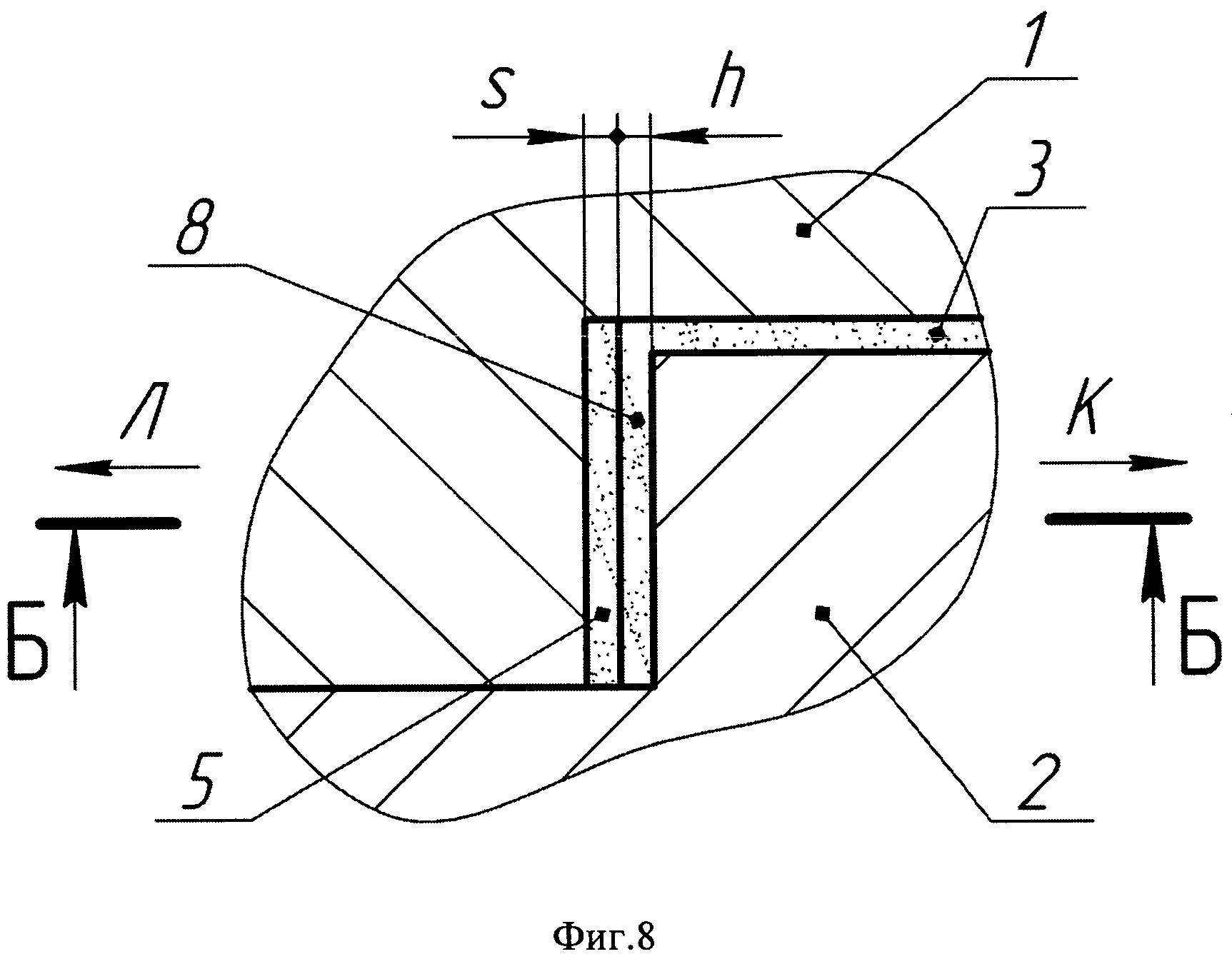
фиг.8 - сечение витка резьбы вдоль канавки для смазки;
фиг.9 - сечение Б-Б;
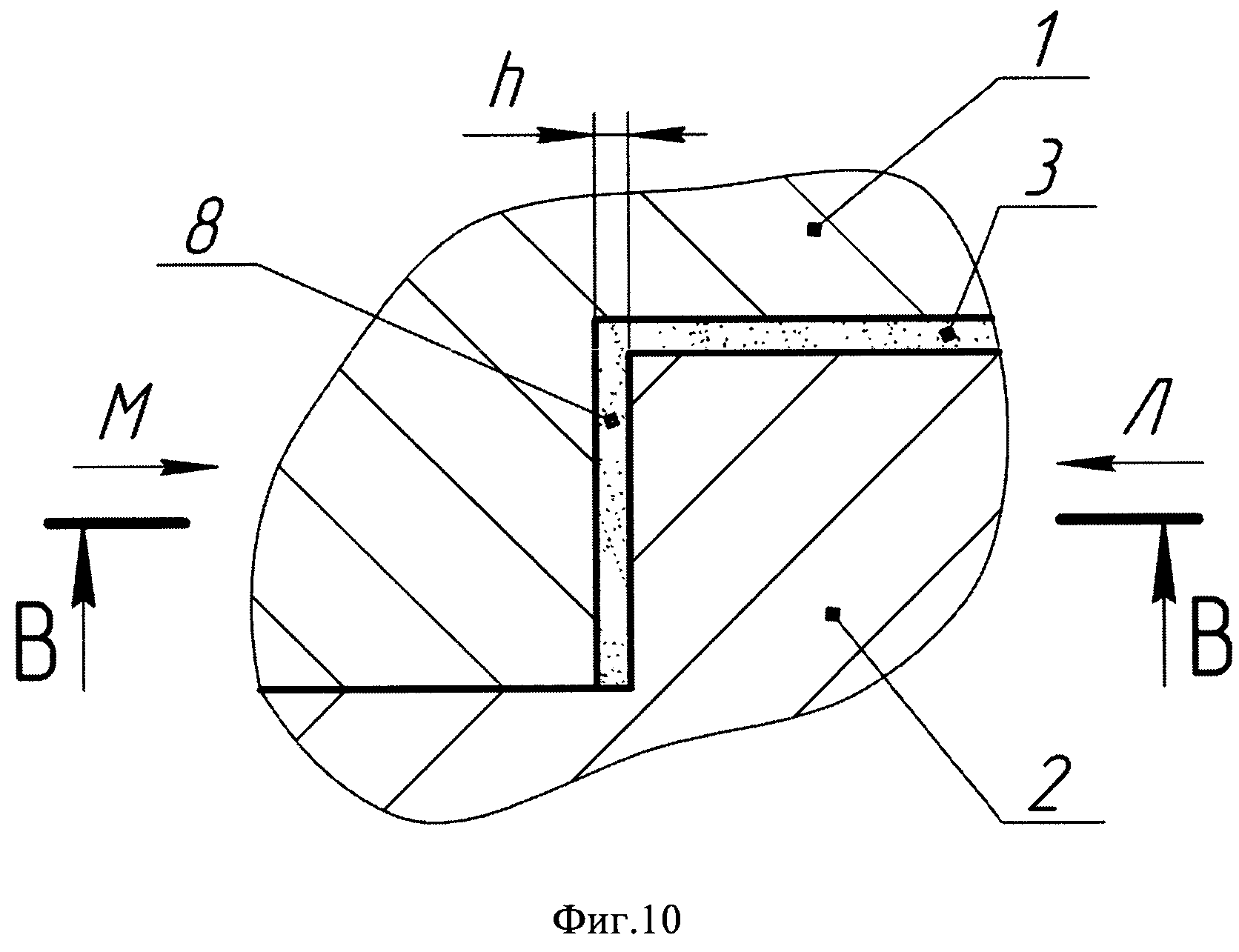
фиг.10 - сечение витка резьбы вдоль канавки для смазки;
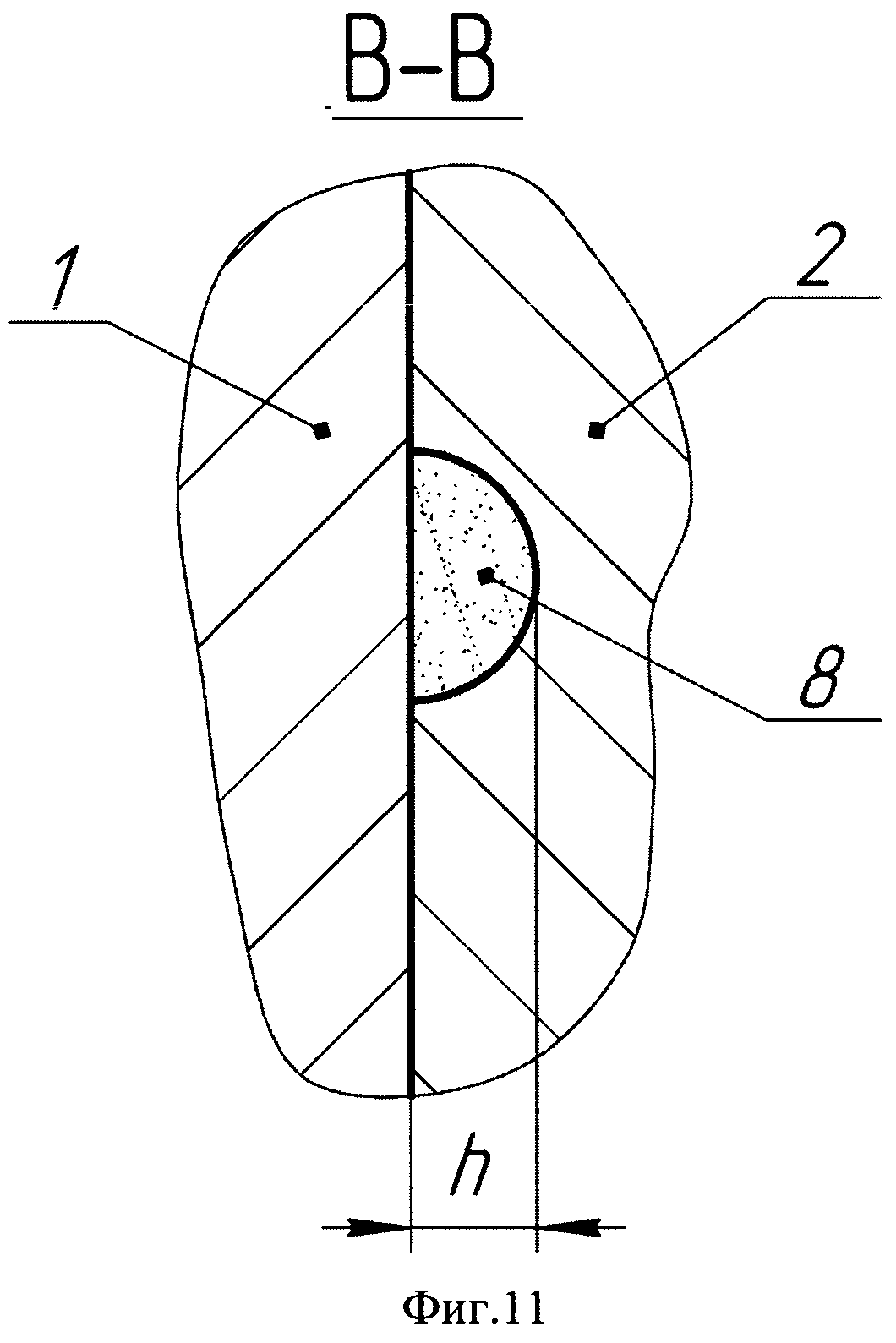
фиг.11 - сечение В-В.
На фиг.1 изображен профиль трапецеидальной резьбы, включающий гайку 1, винт 2, которые выполняются с зазором 3 по наружному и с зазором 4 по внутреннему диаметрам равными между собой и предназначены, кроме всего прочего, для резерва смазки. Гарантированный зазор 5 по боковым сторонам 6, 7 профиля обеспечивает взаимное вращение винта и гайки. На боковых сторонах 6, 7 профиля резьбы выполнены канавки 8 для смазки шириной и глубиной до 0,1 высоты витка и длина каждой канавки от 0,1 до 10 диаметров резьбы. Такие канавки выполняются по всей длине резьбового соединения.
На фиг.2 изображен профиль упорной резьбы в составе: гайка 1, винт 2, имеющие зазоры 4 по внутреннему диаметру, гарантированный зазор 5 по боковым сторонам 6, 7 профиля резьбы. В зазоре 4 имеется запас смазки, который расходуется в основном через канавки 8.
На фиг.3 показан профиль прямоугольной резьбы, включающий гайку 1, винт 2, обязательный зазор 3 по наружному диаметру, где хранится запас смазки, гарантированный зазор 5 по боковым сторонам 6, 7 профиля, который обеспечивает передачу движения трущихся поверхностей канавки 8 для смазки.
На фиг.4, фиг.5, фиг.6 показаны сечения А-А винта 2 и изображены различные формы канавки 8 для смазки.
На фиг.7 изображено сечение А-А гайки 1 и дано изображение канавки 8 для смазки на боковой стороне 7 резьбы.
На фиг.8 изображено сечение витка резьбы вдоль канавки 8 для смазки, с гарантированным зазором 5, размером s, с канавкой 8, с размером h. Выполненный на винте 2 элемент резьбы показан, когда относительное движение винта 2 направлено вправо по стрелке К, а гайки 1 - влево по стрелке Л.
На фиг.9 дано сечение Б-Б, на котором показана часть витка резьбы гайки 1, винта 2, зазор 5 и канавка 8. Точками на чертеже показана смазка.
На фиг.10 представлено сечение резьбы, которое показано на фиг.8, но при реверсе относительного движения по стрелкам Л и М, при этом зазор 5 переходит на другую сторону витка резьбы.
На фиг.11 дано сечение В-В витки резьбы гайки 1 прилегают к виткам винта 2. Канавка 8 для смазки выполняется таким образом, чтобы она выходила на цилиндрическую поверхность 9 наружного диаметра винта 2 (фиг.1, фиг.2, фиг.3, фиг.4, фиг.5, фиг.6) или на внутреннюю поверхность 10 гайки 1 (фиг.1, фиг.2, фиг.3, фиг.7) и касалась цилиндрической поверхности 11 внутреннего диаметра винта (фиг.1, фиг.2, фиг.3, фиг.4, фиг.5, фиг.6) и к цилиндрической поверхности 12 гайки 1, при этом канавка 8 должна выходить под углом α меньше 90° к касательной линии к цилиндрической поверхности в точке выхода канавки. Такая конструкция канавки обеспечит захват смазки из зазора 3, 4 (фиг.1), 4 (фиг.2), 3 (фиг.3) и доставку ее к трущимся боковым сторонам 6, 7 трапецеидальной резьбы, упорной и прямоугольной резьбы (фиг.1, фиг.2, фиг.3) наружной цилиндрической поверхности 12 упорной резьбы (фиг.2) и к внутренней цилиндрической поверхности 10 прямоугольной резьбы (фиг.3). По канавке 8 смазка постоянно поступает к трущимся поверхностям, но процесс подачи смазки интенсифицируется в момент изменения направления движения резьбовой пары.
При реверсивном режиме в зазоре 5, образующемся между боковыми сторонами 6, 7 резьбы, возникает вакуум (винт-поршень; гайка-цилиндр). Сказанное поясняется чертежами: на фиг.8 (сечение дано вдоль канавки 8) канавка 8 и зазор 5 заполнены смазкой (смазка изображена условно точками) (фиг.9), при реверсе винта зазор 5 исчезает (фиг.10), смазка в канавке 8 сжимается (фиг.11), что способствует интенсивному течению смазки по канавке 8 к трущимся поверхностям как к боковым сторонам 6, 7 профиля резьбы, так и к цилиндрической поверхности 12 наружного диаметра упорной резьбы и внутреннего 10 диаметра прямоугольной резьбы. С другой стороны винта в это время образуется вакуум, с помощью которого происходит заполнение канавки 8 и частично зазора 5.
Таким образом, наличие канавки на боковых сторонах профиля резьбы способствует обеспечению смазкой трущихся поверхностей, особенно канавки необходимы для резьб, работающих в тяжелых условиях. Такая конструкция резьбы повысит ее работоспособность, ресурс и снизит энергетические затраты на преобразование вращательного движения в поступательное.
Способ удаления ртути из раствора амальгамирования и промывных вод
Способ утилизации отработанного раствора химического никелирования
Способ регенерации раствора черного хроматирования цинковых покрытий
Способ очистки электролитов хромирования
Способ очистки промывной воды при электроосаждении покрытий свинцом и его сплавами
Способ изготовления щеточных уплотнений
Способ получения рабочего колеса компрессора
Состав для обработки стальной или алюминиевой поверхности
Абразивный инструмент
Электролит цинкования
Способ удаления ртути из раствора амальгамирования и промывных вод
Способ утилизации отработанного раствора химического никелирования
Способ регенерации раствора черного хроматирования цинковых покрытий
Способ очистки электролитов хромирования
Способ очистки промывной воды при электроосаждении покрытий свинцом и его сплавами
Способ изготовления щеточных уплотнений
Способ получения рабочего колеса компрессора
Состав для обработки стальной или алюминиевой поверхности
Абразивный инструмент
Электролит цинкования

