Результат интеллектуальной деятельности: СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ В СТАЛЬНОЙ ПРЕСС-ФОРМЕ
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии, в частности к способам прессования порошковых материалов в стальной пресс-форме.
При прессовании порошковых материалов в стальной пресс-форме давление прессования, приложенное к материалу, засыпанному в матрицу, частично расходуется на преодоление внешнего и внутреннего трения [Г.А.Либенсон, В.Ю.Лопатин, Г.В.Комарницкий. Процессы порошковой металлургии. Формование и спекание. ТИМ.: «МИСиС» - 2002 - 320 с.].
Известен способ определения коэффициента трения материалов [Авторское свидетельство СССР №1817007 А1 «Способ определения коэффициента трения дисперсных материалов», от 12.05.91 г. МКИ G01N 19/02. Опубликовано 23.05.93 г. Бюллетень №19].
Недостатками известного способа являются сложность способа и отсутствие зависимости коэффициента трения от давления прессования.
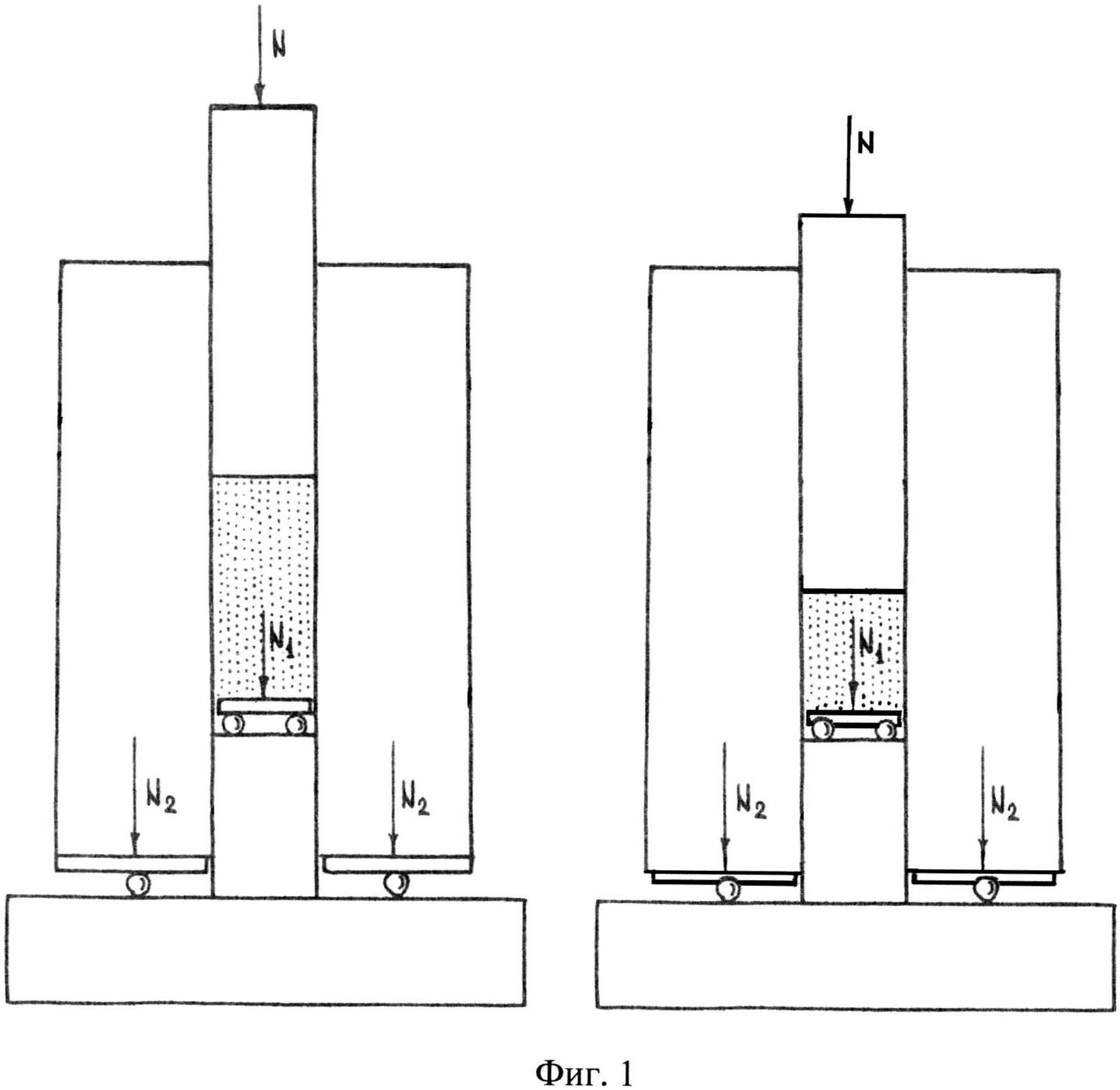
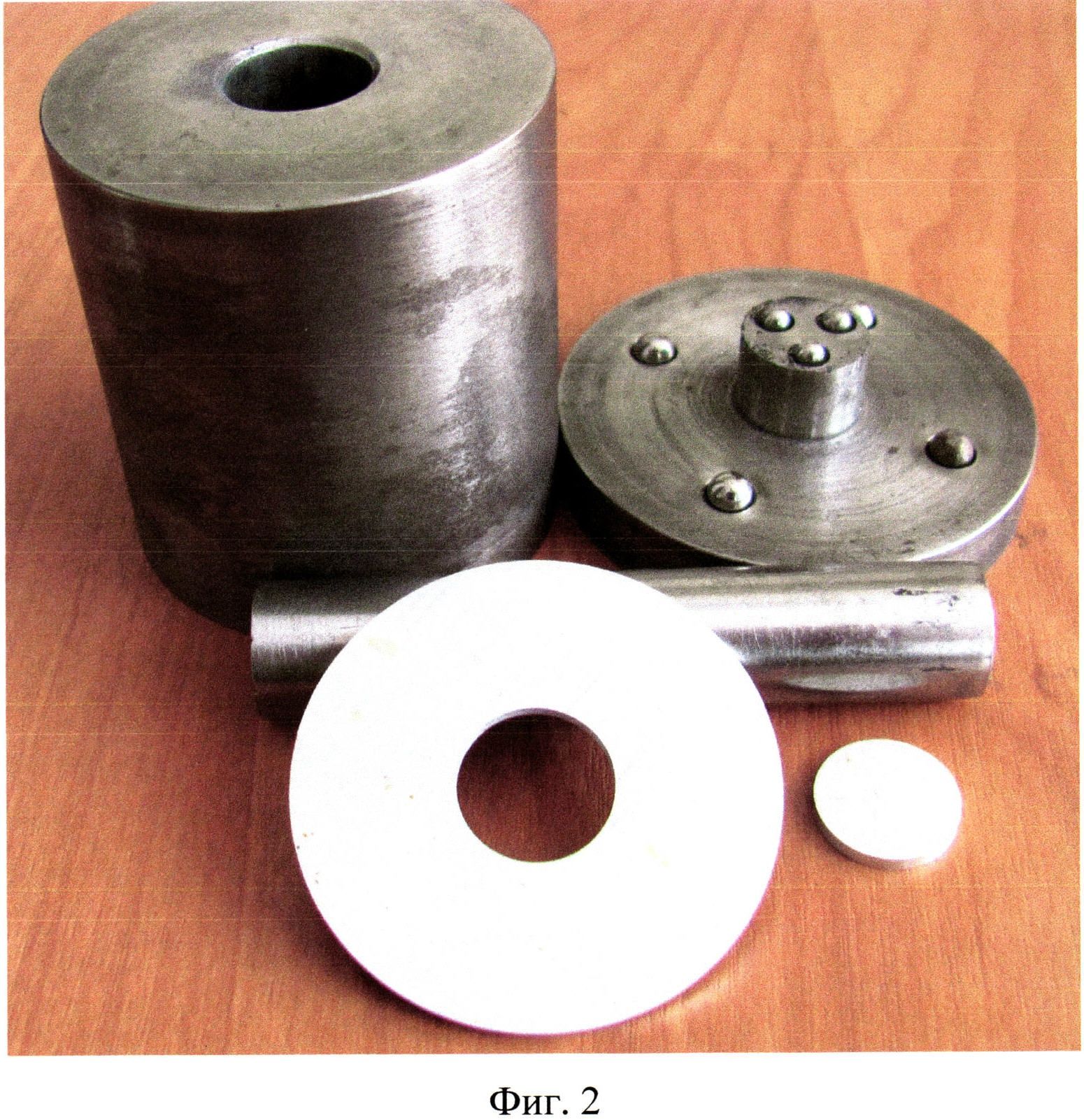
Наиболее близким техническим решением является способ прессования в стальной пресс-форме, включающий размещение большого диска на четырех шариках, установку матрицы, размещение малого диска на трех шариках, засыпку порошка в матрицу, введение в полость матрицы верхнего пуансона и последующее приложение давления на верхний пуансон (фиг. 1 и 2).
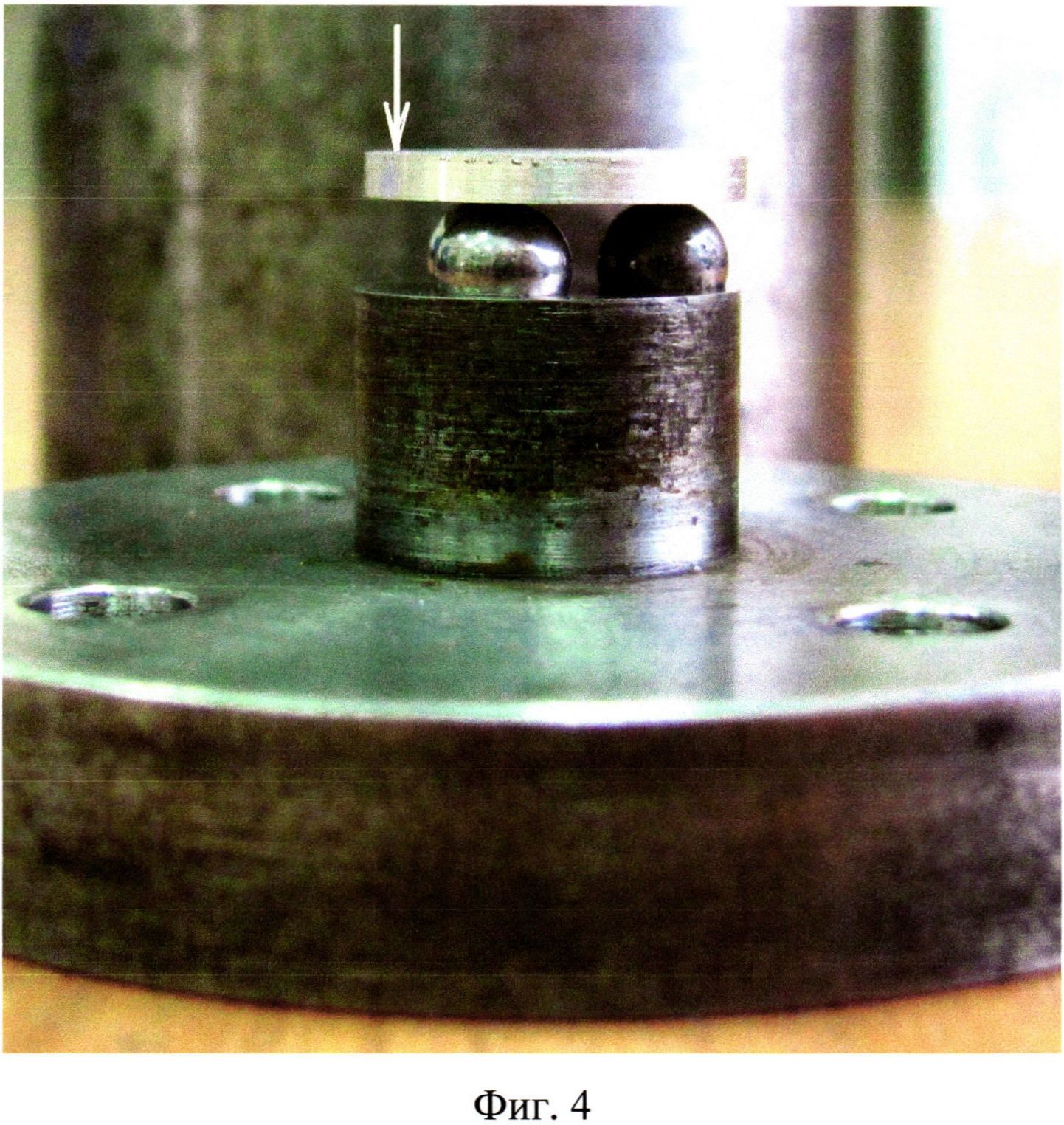
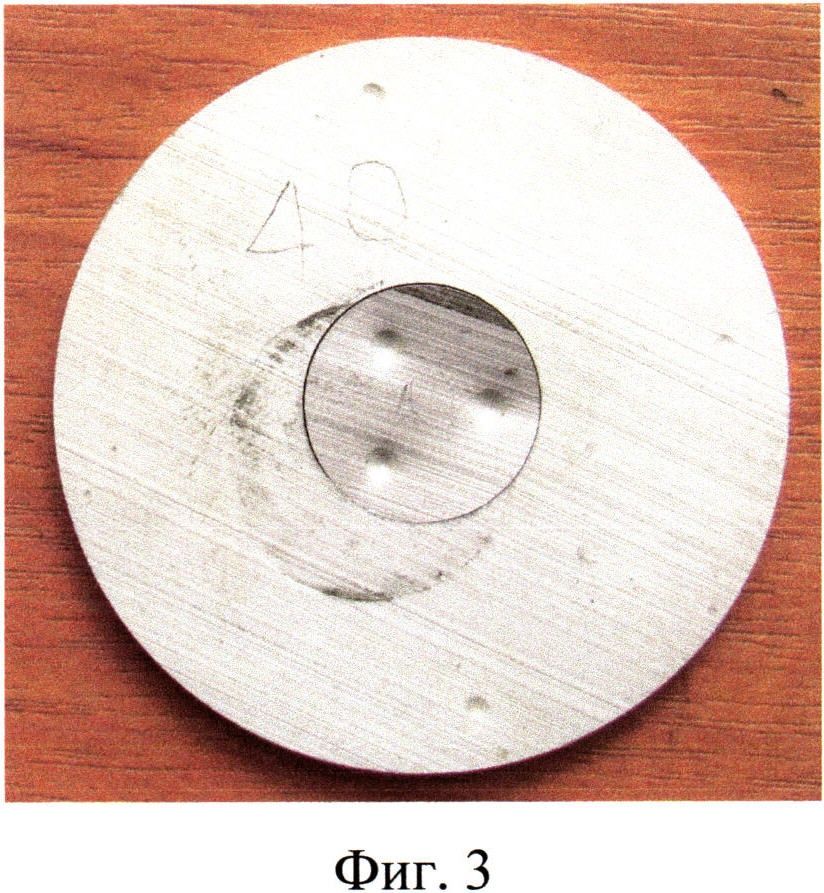
Распределение давления на уплотнение порошка и потери на внешнее трение оценивают по размерам (сумме площадей сегментов) отпечатков на малом и на большом дисках (фиг. 3).
Недостатками наиболее близкого технического решения являются малая точность измерения, т.к. не учитывается потеря давления на изгиб. На фиг. 4 видно, что диск имеет три симметричных (угол 120 м) изгиба между двумя опорами (шариками). Потери давления прессования порошкового материала на изгиб малого диска трудно измерить и учесть.
Наиболее близкое устройство включает нижний пуансон с лунками, шарики, диски из пластичного материала одинакового состава и толщины, матрицу и верхний пуансон (фиг. 2).
Недостатком пресс-формы для реализации способа прототипа является невозможность передать давление, возникающее при прессовании порошка полностью, на формирование отпечатков на малом диске, без потерь на упругую деформацию и изгиб.
Задачей предлагаемого изобретения является разработка способа для прессования порошковых материалов в стальной пресс-форме и устройства, для его осуществления, исключающие потери давления на упругую деформацию и изгиб малого диска.
Техническим результатом является повышение точности измерения давления, возникающего в порошковом теле и потере давления на преодоление внешнего трения.
Предлагаемое изобретение стало возможно после того, как авторы экспериментально установили, что давление порошка передается на малый диск через четыре участка: центральный, ограниченный центрами трех шариков и трех сегментов диска. При передаче давления порошком на диск-центральный участок упруго деформируется и не приводит к формированию отпечатков на малом диске. Три сегмента передают давление порошка на изгиб малого диска и не приводят к формированию отпечатков на малом диске. Упругую деформацию и изгиб можно исключить, если между диском и порошком расположить недеформируемую вставку.
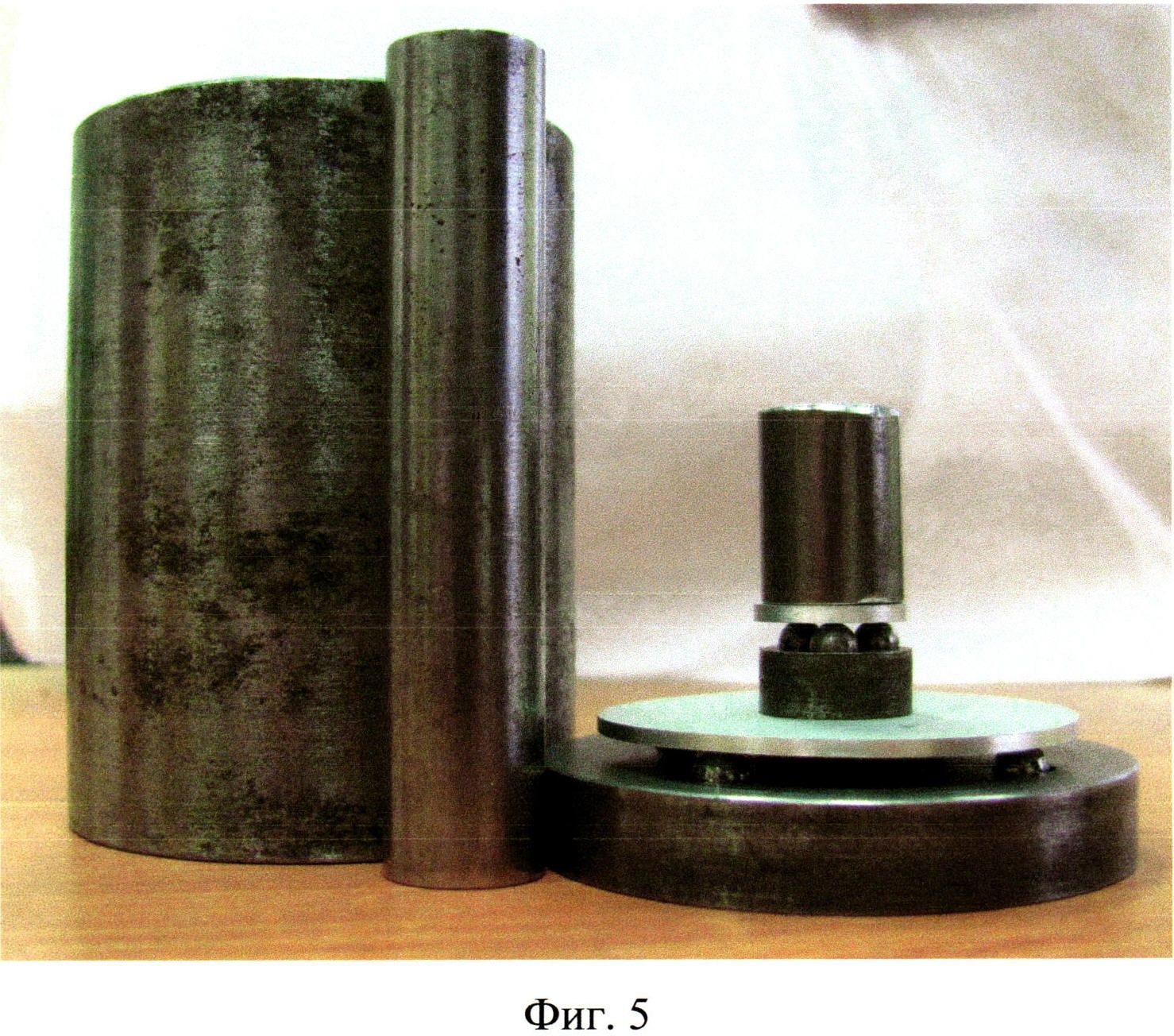
Для достижения технического результата, в способе прессования в стальной пресс-форме, включающем размещение большого диска на четырех шариках, установку матрицы, размещение малого диска на трех шариках, засыпку порошка в матрицу, введение в полость матрицы верхнего пуансона и последующее приложение давления на верхний пуансон, перед засыпкой порошка в матрицу, для повышения точности измерения, устанавливают второй нижний пуансон, боковую цилиндрическую поверхность которого предварительно смазывают пластичной смазкой (фиг. 5).
Пресс-форма для прессования порошковых материалов, содержащая нижний пуансон с лунками, шарики, диски из пластичного материала одинакового состава и толщины, матрицу и верхний пуансон, дополнительно снабжена вторым нижним пуансоном, цилиндрическая поверхность которого смазана пластичной смазкой. В качестве смазки - вазелин или автомобильные смазки.
Пример 1. Способ - прототип.
Способ прессования включает размещение большого диска на четырех шариках, установку матрицы, размещение малого диска на трех шариках, засыпку порошка в матрицу, введение в полость матрицы верхнего пуансона и последующее приложение давления на верхний пуансон (фиг. 1 и 2).
Площадь отпечатков (площадь сегмента сферы) определяли по формуле:

где Н - высота сегмента, а α - зенитный угол
В таблице 1 приведены результаты трех измерений и расчет потери давления на трение порошка о стенки пресс-формы по формуле (1).
|
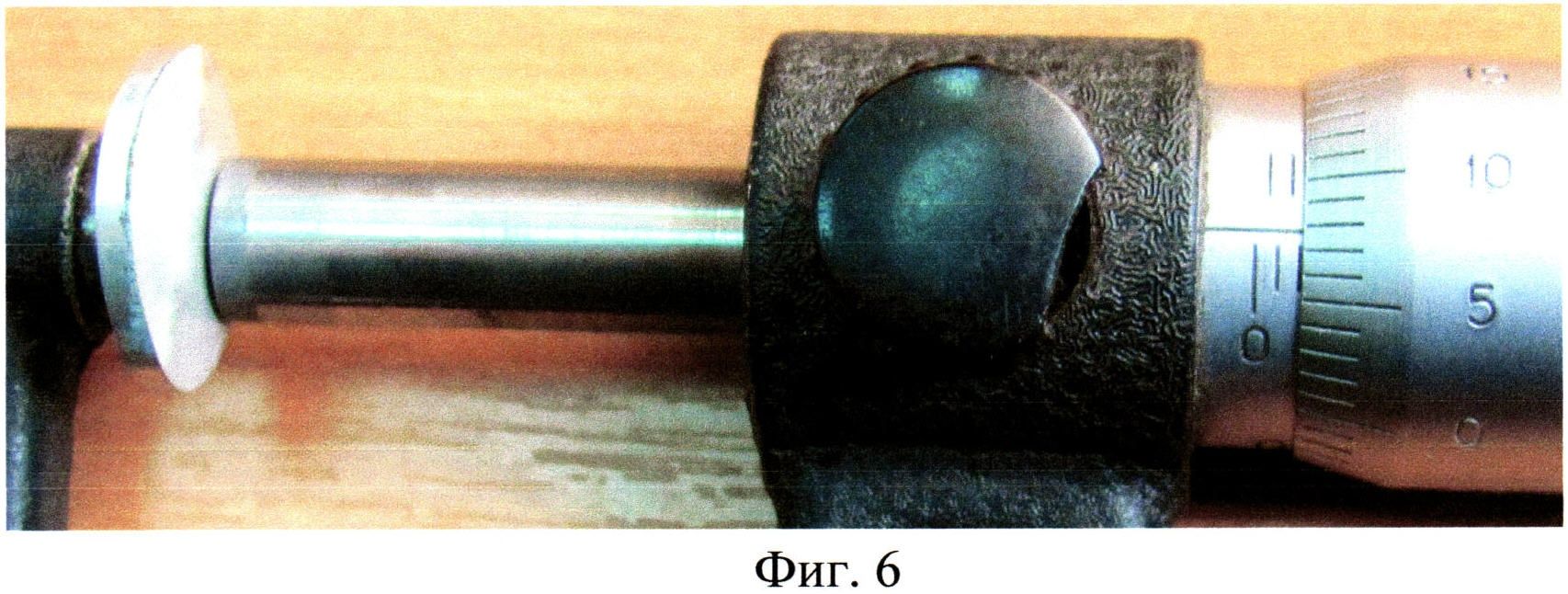
В таблице 2 приведены результаты измерения толщины малого диска и искривление (изгиб) с трех сторон малого диска, фиг. 6.
В таблице приведены результаты эксперимента для сухого и мокрого прессования, для разной массы навески порошка.
|
столбец "6" - это деление столбца "5" на толщину диска столбца "1"
Сравнивая толщину диска, столбец 1, изгиб, столбцы 2, 3, 4, можно убедиться в том, что изгиб вносит существенную ошибку. Измерить упругую деформацию в центре малого диска не представляется возможным.
Пример 2. Предлагаемый способ.
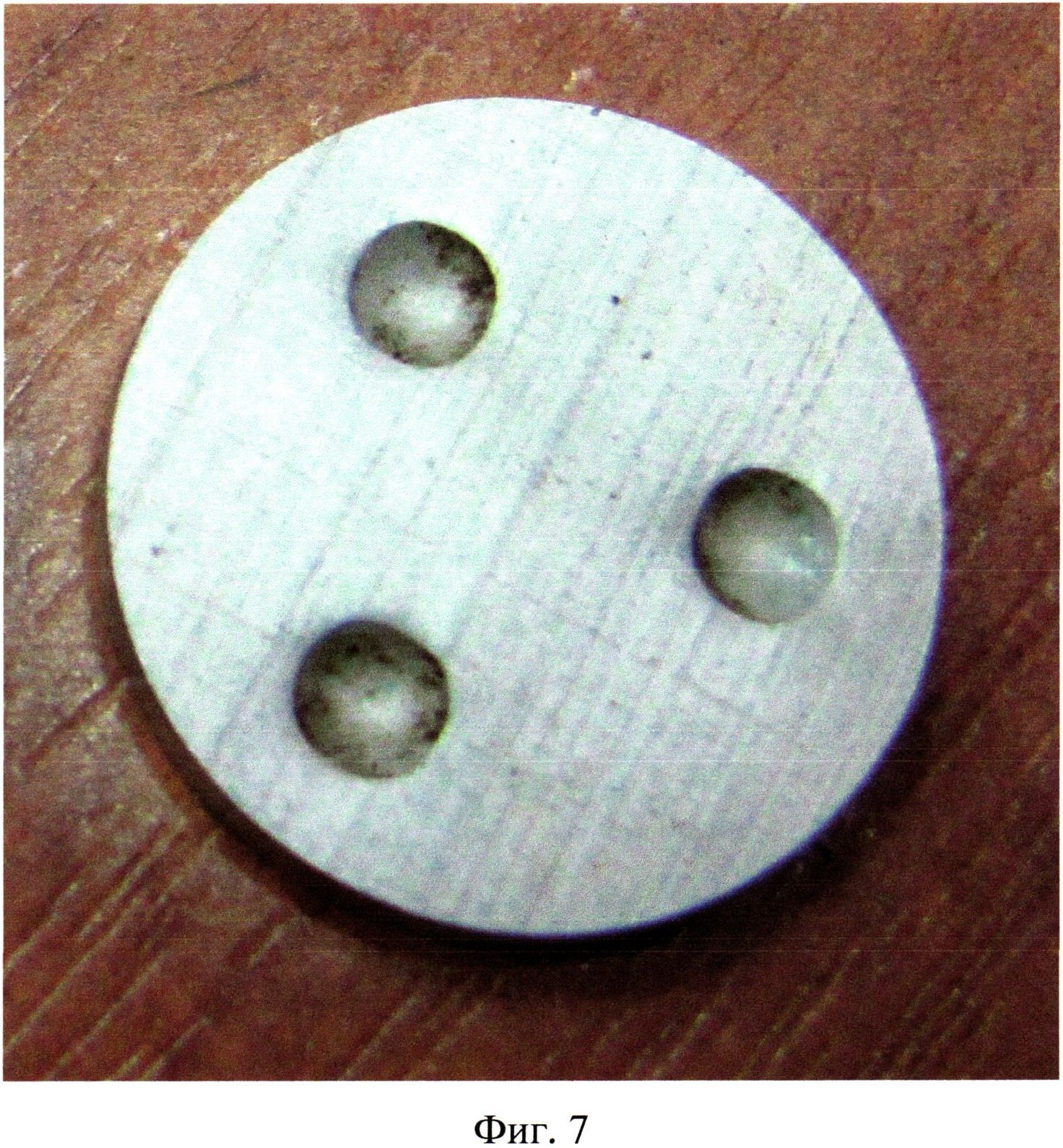
На фиг. 5 представлено предлагаемое устройство, которое дополнительно снабжено вторым, недеформируемым нижним пуансоном, смазанным пластичной смазкой. В результате прессования при давлении 4 кгс/см2, получили отпечатки, рисунок 7, без искривления диска. Давление порошка передано полностью, без потерь на упругую деформацию и изгиб.
|
Сравнение суммы трех отпечатков, таблица 1, и суммы трех отпечатков, таблица 3, показывает увеличение площади отпечатков на малом диске на 0,8953 мм2 (9,8%), за счет исключения потерь на упругую деформацию и изгиб диска.
Способ изготовления алмазного инструмента на гальванической связке
Многокомпонентное биоактивное нанокомпозиционное покрытие с антибактериальным эффектом
Способ формирования высококачественных моп структур с поликремниевым затвором
Способ выплавки и внепечной обработки высококачественной рельсовой стали
Рабочее колесо дымососа
Способ выплавки и внепечной обработки высококачественной стали для железнодорожных рельсов
Электропривод
Измельчитель-классификатор
Способ переработки шламов металлургического производства
Способ получения наноразмерных пленок bi-содержащих ферритов-гранатов
Способ внутреннего азотирования ферритной коррозионно-стойкой стали
Способ получения отливок сплавов на основе гамма алюминида титана
Способ изготовления алмазного инструмента на гальванической связке
Многокомпонентное биоактивное нанокомпозиционное покрытие с антибактериальным эффектом
Способ формирования высококачественных моп структур с поликремниевым затвором
Способ выплавки и внепечной обработки высококачественной рельсовой стали
Рабочее колесо дымососа
Способ выплавки и внепечной обработки высококачественной стали для железнодорожных рельсов
Электропривод
Измельчитель-классификатор

