Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ
Вид РИД
Изобретение
Устройство предназначено для объемного пластического деформирования металлических труб и заготовок из них при справочном или безоправочном редуцировании с целью получения требуемого диаметра и толщины стенки, для правки и калибровки трубных заготовок, для получения неразъемных муфтовых соединений труб и в других подобных процессах.
Известно устройство для объемного пластического деформирования металлических труб, включающее корпус, узел деформирования с деформирующими неприводными роликами, установленными вокруг трубы с возможностью вращения вокруг осей, перпендикулярных оси трубы, и силовой привод перемещения корпуса с узлом деформирования вдоль оси трубы, выполненный в виде гидроцилиндра (патент RU 2321789, МПК F16L 1/024, 2007).
Данное устройство предназначено для редуцирования муфт, используемых для неразъемного муфтового соединения металлических труб.
К недостаткам данного устройства следует отнести значительную неравномерность распределения давлений на поверхности контакта деформирующих роликов с заготовкой, которая неизбежно приводит к появлению отклонений формы цилиндрической заготовки, способных вызвать ухудшение эксплуатационных характеристик готового соединения. Кроме того, в процессе обкатывания между контактирующими поверхностями деформирующих роликов и цилиндрической заготовки возникает градиент скоростей и, как следствие, трение скольжения. Присутствие трения скольжения приводит к возрастанию энергосиловых параметров процесса редуцирования, дополнительному износу инструмента, снижению качества обработанной поверхности и готового соединения труб. Деформирующие ролики установки являются не приводными, поэтому при значительных деформациях может возникнуть их заклинивание, приводящее к появлению задиров и шелушения на обработанной поверхности цилиндрической заготовки и ухудшению эксплуатационных характеристик готового соединения.
Наиболее близким по совокупности существенных признаков и достигаемому результату является устройство для объемного пластического деформирования металлических труб, включающее корпус, узел деформирования, выполненный в виде вращающегося вокруг оси трубы водила с установленными в нем деформирующими неприводными роликами, оси вращения которых имеют возможность бесступенчатой регулировки положения по отношению к оси трубы, силовой привод вращения водила (Заявка на патент US 2006/0174669 A1).
Данное устройство предназначено для объемного пластического деформирования сварных труб при небольших относительных деформациях, обеспечивающих высокую геометрическую точность труб. Но при больших значениях деформаций неприводные деформирующие ролики, имеющие небольшой диаметр, теряют жесткость и могут заклинить, что приводит к образованию задиров и шелушения на обработанной поверхности трубы. Данное обстоятельство ограничивает область применения устройства.
В заявленном изобретении решается задача расширения технологических возможностей устройства, снижения энергосиловых параметров процесса объемного пластического деформирования металлических труб и износа деформирующих роликов при получении высокой геометрической точности труб.
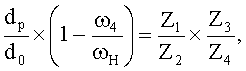
Поставленная задача решается тем, что узел деформирования выполнен в виде дифференциального зубчатого механизма, содержащего водило Н, установленного в корпусе, с возможностью вращения вокруг оси трубы и кинематически связанного с основным силовым приводом вращения, несколько зубчатых колес Z1, закрепленных на концах валов, установленных на водиле с возможностью вращения вокруг осей, параллельных оси деформируемой трубы и несущих на другом конце деформирующие ролики диаметром dp, несколько зубчатых двухвенцовых сателлитов Z2-Z3 установленных на водиле H с возможностью вращения и кинематически связанных с колесами Z1 и корончатым зубчатым колесом Z4, установленным в корпусе с возможностью вращения вокруг оси деформируемой трубы, причем диаметр деформирующих роликов dp связан с диаметром трубы после деформирования d0 соотношением
 ,
,
где ω4 и ωH - угловые скорости вращения колеса Z4 и водила H;
Z1, Z2, Z3 и Z4 - числа зубьев соответствующих колес.
dp - диаметр деформирующих роликов;
do - диаметр трубы после деформирования.
Соотношение получено с использованием метода обращения движения и обеспечивает качение деформирующих роликов по поверхности обрабатываемой трубы с минимальным скольжением, а на диаметре do скольжение будет практически отсутствовать. Результатом является снижение энергосиловых параметров процесса, повышение долговечности деформирующих роликов и точности обработки.
Предлагаемый дифференциальный механизм образован следующими звеньями: водило H, колесо Z1 с внешними зубъями, двухвенцовый сателлит Z2-Z3, образованный колесами с внешними зубъями, корончатое колесо Z4 с внутренними зубъями.
Степень подвижности предложенного дифференциального механизма можно определить по формуле Чебышева П. Л., используемой для плоских механизмов (И.И. Артоболевский, Теория механизмов. -М.: Наука, 1967. с.67)
W=3n-2p5-p4=3·4-2·4-2=2,
где n=4 - число подвижных звеньев механизма (водило H, колесо Z1, сателлит Z2-Z3 и колесо Z4);
р5=4 - число кинематических пар пятого класса (опоры водила H, опоры колеса Z1, опоры сателлита Z2-Z3 и опоры колеса Z4);
р4=2 - число кинематических пар четвертого класса (внешнее зубчатое зацепление колес Z1 и Z2, внутреннее зубчатое зацепление колес Z3 и Z4).
Степень подвижности W=2 означает, что для обеспечения требуемого движения звеньев дифференциального механизма достаточно иметь два ведущих звена.
Ведущими звеньями в дифференциальном механизме являются водило H, кинематически связанное с основным силовым приводом, и корончатое зубчатое колесо Z4, кинематически связанное с дополнительным силовым приводом. Ведомым звеном в дифференциальном механизме является вал, на котором жестко установлены деформирующие ролики и зубчатое колесо Z1. Требуемое значение угловой скорости деформирующих роликов, обеспечивающее их качение по поверхности обрабатываемой трубы с минимальным скольжением, можно настраивать за счет изменения угловых скоростей водила H и зубчатого корончатого колеса Z4.
Выполнение узла деформирования в виде дифференциального зубчатого механизма обеспечивает возможность принудительного вращения от силового привода не только водила с установленными в нем деформирующими роликами, как это реализовано в прототипе, но и самих деформирующих роликов. Такое техническое решение, по сравнению с редуцированием труб неприводными роликами, позволяет исключить проскальзывание и заклинивание деформирующих роликов, приводящее к задирам на деформированной поверхности, износу и поломками роликов и технологического оснащения. Качение деформирующих роликов с минимальным скольжением по поверхности обрабатываемой трубы возможно при определенной угловой скорости принудительного вращения деформирующих роликов. Это условие обеспечивается при выполнении указанного соотношения между параметрами данного дифференциального зубчатого механизма
 .
.
Для обработки объемным пластическим деформированием заготовок с разными исходными и конечными геометрическими и механическими параметрами предложенное конструктивное решение позволяет регулировать угловую скорость вращения деформирующих роликов в широком диапазоне. Данная регулировка обеспечена как возможностью замены зубчатых колес в дифференциальном механизме, так и возможностью вращения корончатого зубчатого колеса Z4 от дополнительного силового привода, который может регулировать угловую скорость колеса Z4 как по величине, так и по направлению, а также останавливать его.
Таким образом, заявленное устройство имеет более широкие технологические возможности по сравнению с известными устройствами аналогичного назначения, а обеспечение качения деформирующих роликов по обработанной поверхности трубы с минимальным скольжением при их любых исходных и конечных геометрических и механических параметрах обеспечивает снижения энергосиловых параметров процесса объемного пластического деформирования металлических труб, снижение износа роликов и повышение геометрической точности труб.
В заявленном устройстве имеется новая совокупность существенных признаков, которая необходима и достаточна для достижения нового технического результата.
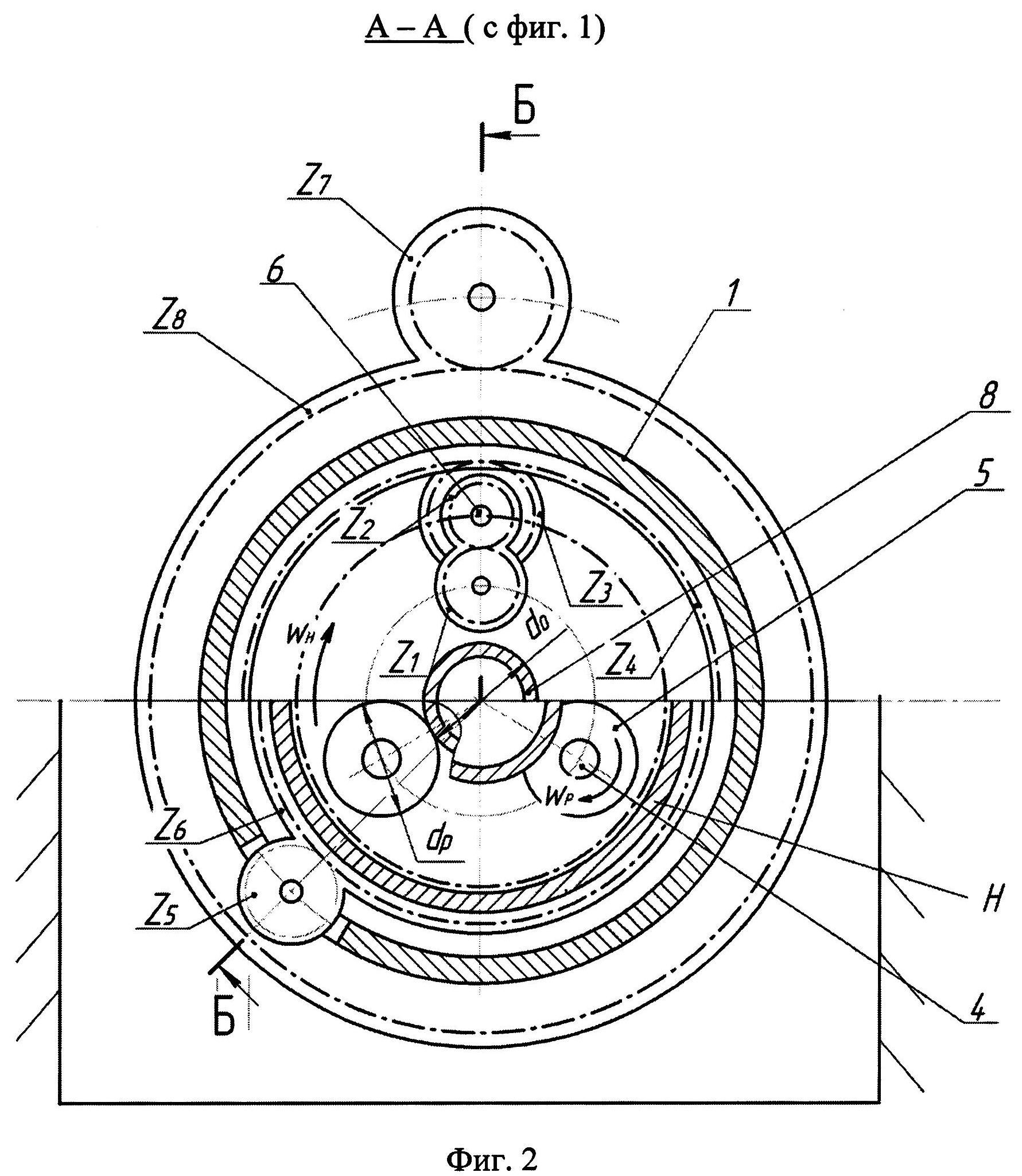
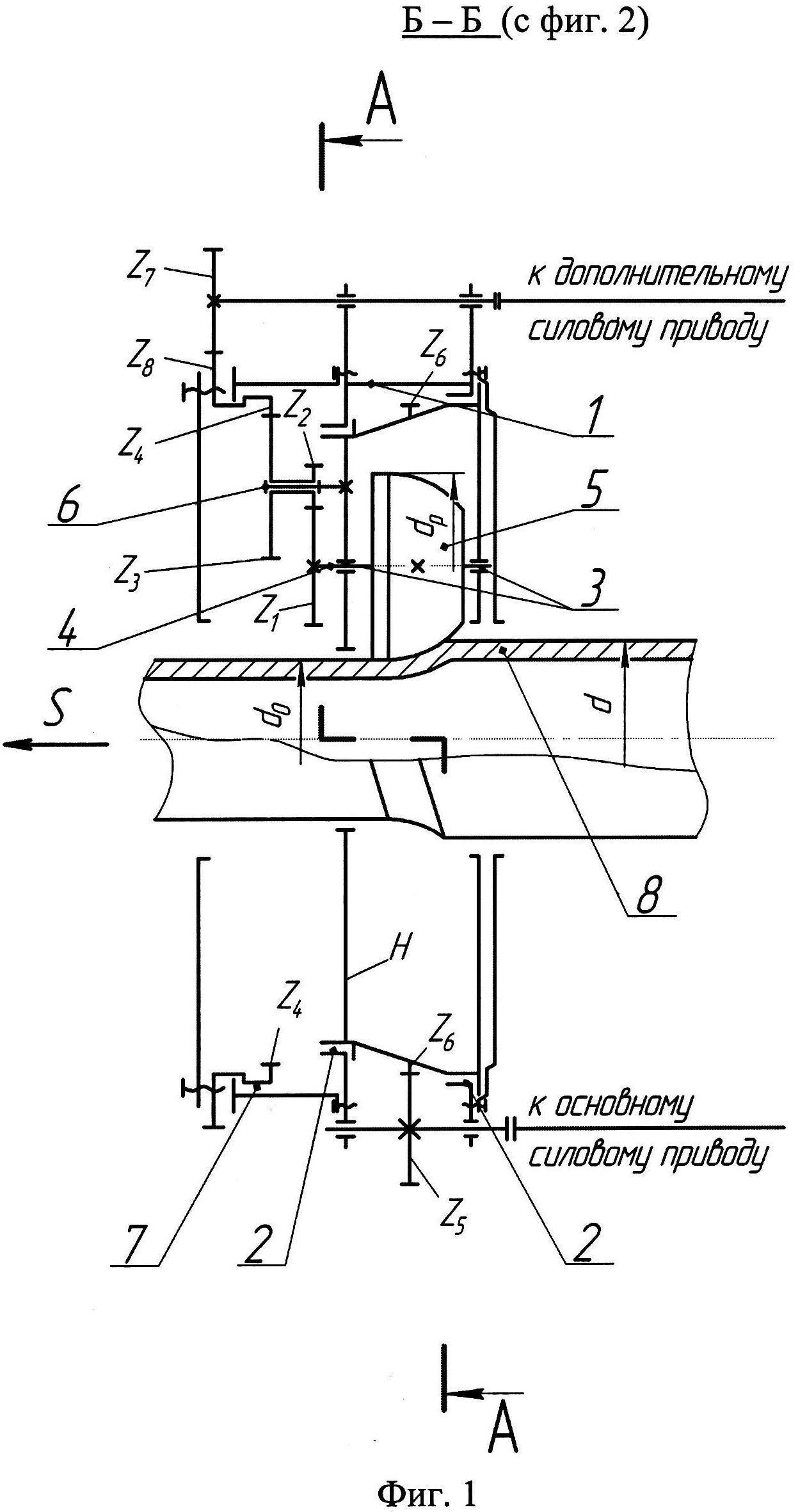
Сущность предлагаемого технического решения поясняется чертежами. На фиг.1 показана схема устройства (сечение Б-Б с фиг.2), на фиг.2 - разрез А-А с фиг.1.
Устройство содержит корпус 1 с установленным в нем с возможностью вращения на подшипниках 2 водилом H. На водиле вокруг его оси с равномерным угловым шагом установлены в подшипниках 3 несколько валов 4, на одном конце которых закреплены деформирующие ролики 5, на другом - зубчатые колеса Z1. Зубчатые колеса Z1 находятся в зацеплении с зубчатым венцом Z2 двухвенцовых сателлитов Z2-Z3, установленных с возможностью вращения на осях 6, жестко закрепленных на водиле H. Зубчатый венец Z3 двухвенцового сателлита Z2-Z3 находится в зацеплении с корончатым зубчатым колесом Z4, установленным в корпусе 1 соосно с водилом H с возможностью вращения на подшипниках 7 от дополнительного регулируемого силового привода через внешнее зубчатое зацепление колес Z7 и Z8. Водило H кинематически связано с основным силовым приводом через внешнее зубчатое зацепление колес Z5 и Z6.
Устройство работает следующим образом. В соответствии с технологическими условиями обработки на валы 4 устанавливают деформирующие ролики нужного размера dp и настраивают кинематическую цепь в соответствии с соотношением
 .
.
Трубную заготовку 8 центрируют и устанавливают перед деформирующими роликами 5 до касания с ними. Включают основной силовой привод вращения водила H и дополнительный силовой привод вращения корончатого колеса Z4. В качестве такого силового привода может использоваться электропривод с редуктором, гидропривод, двигатель внутреннего сгорания. Затем включают привод подачи, обеспечивающий относительное движение заготовки и корпуса устройства в осевом направлении с требуемой скоростью S. В результате деформирующие ролики 5 совершают качение по винтовой линии по наружной поверхности заготовки 8, локально пластически деформируют ее до требуемого диаметра d0. Числовые значения осевой подачи S, угловых скоростей водила H и корончатого зубчатого колеса Z4, а также размеры и форму рабочего профиля деформирующих роликов 5 назначают из условия получения наилучшего качества обработки.
Устройство может использоваться как стационарно в производственном помещении, так и в полевых условиях. При этом оно может комплектоваться различными вариантами основного и дополнительного силовых приводов и привода относительного осевого движения заготовки и корпуса.
Способ неразъемного муфтового соединения труб
Устройство для пластического объемного деформирования труб
Жертвенный материал для ловушки расплава ядерного реактора
Способ неразъемного муфтового соединения труб
Способ определения сопротивления деформации металлических материалов
Способ определения сопротивления деформации металлических материалов при индентировании конусом

