Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ ПОВЕРХНОСТИ
Вид РИД
Изобретение
Предлагаемое техническое решение относится к области лазерной обработки материалов и может быть использовано при удалении различного рода загрязнений с поверхности промышленных и технологических объектов.
Известен способ удаления оксидных пленок (Pat. № RU 2112078 (С1), Device for removal of oxide film from material surface, Slipchenko N.N., Mikhajlenko S.A, Krymskij M.I., МПК В23К 26/14; C23F4/00; (IPC1-7): В23К 26/14; C23F 4/00, publ. 27.05.98), заключающийся в определении относительного содержания с помощью спектрального датчика оксида металла, содержащегося в плазменном факеле, который возникает при обработке поверхности лазерным излучением, выход датчика электрически соединен с устройством, передвигающим очищаемую подложку, и высоковольтным выходом электрооптического модулятора добротности лазера, оптическое устройство для фокусировки излучения представляет собой вогнутое сферическое зеркало, соосно расположенное с лазерным лучом, диаметр центрального отверстия сферического зеркала превышает апертуру лазерного луча, устройство, реализующее предлагаемый способ, также содержит отражающий конус, вершина которого расположена в отверстии сферического зеркала. Предложенный способ обладает невысоким быстродействием, что обусловлено медленной работой оптической системы, также отсутствует критерий определения количества оксида в плазме для контроля процесса очистки с помощью спектрального датчика.
Известен также способ сухой лазерной очистки (Pat. № KR 20050048026 20050603, МПК H01L 21/3065, Dry cleaning system using a laser, Lee Jong Myoung [KR], appl. 07.12.2006), в котором используется устройство, генерирующее лазерный пучок на приспособление для его передачи от источника излучения к системе сканирования, которая осуществляет позиционирование лазерного пучка на очищаемой поверхности. В данном способе отсутствует система контроля процесса удаления загрязнений, что делает результат лазерной очистки непредсказуемым.
Наиболее близким по физической сущности и принятым в качестве прототипа является способ (J. Cult. Heritage I (2000) S215-S220 Controlled laser cleaning of painted artworks using accurate beam manipulation and on-line LIBS-detection J.H. Scholten, J.M. Teulea, V. Zafiropulos, R.M.A. Heeren), использующий эксимерный лазер, излучение которого передается к объекту очистки с помощью зеркал, находящихся в «оптической руке», представляющей собой мехатронный модуль, осуществляющий сканирование всей поверхности объекта и содержащий оптическое волокно, по которому к спектрографу передается излучение плазмы, возникающей при воздействии лазерного излучения на очищаемый объект. Регистрация спектра осуществляется после каждого лазерного импульса с определенной временной задержкой, необходимой для высвечивания фона плазмы, что уменьшает скорость очистки в целом и затрудняет применение для очистки режима многоимпульсного лазерного воздействия, наиболее актуального для технологических целей.
Решается задача устранения визуального контроля результата лазерной очистки поверхности, что повышает эффективность и безопасность процесса лазерного удаления поверхностных загрязнений за счет повышения производительности, контролируемости и управляемости процесса очистки.
Поставленная задача решается за счет того, что в способе очистки корродированной стальной поверхности, включающем формирование пучка лазерного излучения, сканирование сформированным пучком по корродированной поверхности объекта в несколько проходов и регистрацию спектра плазмы, образующейся в процессе удаления загрязнений, при этом сканирование поверхности осуществляют в многоимпульсном режиме, а регистрацию спектра плазмы осуществляют в непрерывном режиме, при этом в полученном спектре плазмы для очищаемой поверхности и/или для загрязнителя регистрируют линии железа и линии кислорода, измеряют значения интенсивностей указанных спектральных линий и вычисляют отношение интенсивностей спектральной линии кислорода к спектральной линии железа, причем при значении величины отношения интенсивностей выбранных спектральных линий больше 0,5 мощность пучка лазерного излучения уменьшают, а при значении отношения интенсивностей выбранных спектральных линий меньше 0,5 поверхность считают очищенной.
Использование ЛИЭС в режиме непрерывной регистрации и применение критерия выбора спектральных линии для контроля процесса лазерной очистки, описанного выше, дает возможность объективно оценивать степень удаления загрязнений и минимизировать возможные разрушения очищаемой поверхности, что позволяет повысить эффективность и безопасность процесса очистки. Отношение интенсивностей спектральных линий является универсальным критерием для контроля процесса лазерной очистки, позволяющим полностью автоматизировать данную технологию, при этом устраняется операция визуальной оценки степени очистки, требующая значительного времени и вызывающая простой в технологическом процессе. Кроме того, описываемый способ позволяет сделать режим многоимпульсной лазерной очистки управляемым, что повышает производительность технологии, по крайней мере, на порядок. Указанные выше преимущества снижают затраты, связанные с неконтролируемостью процесса лазерной очистки.
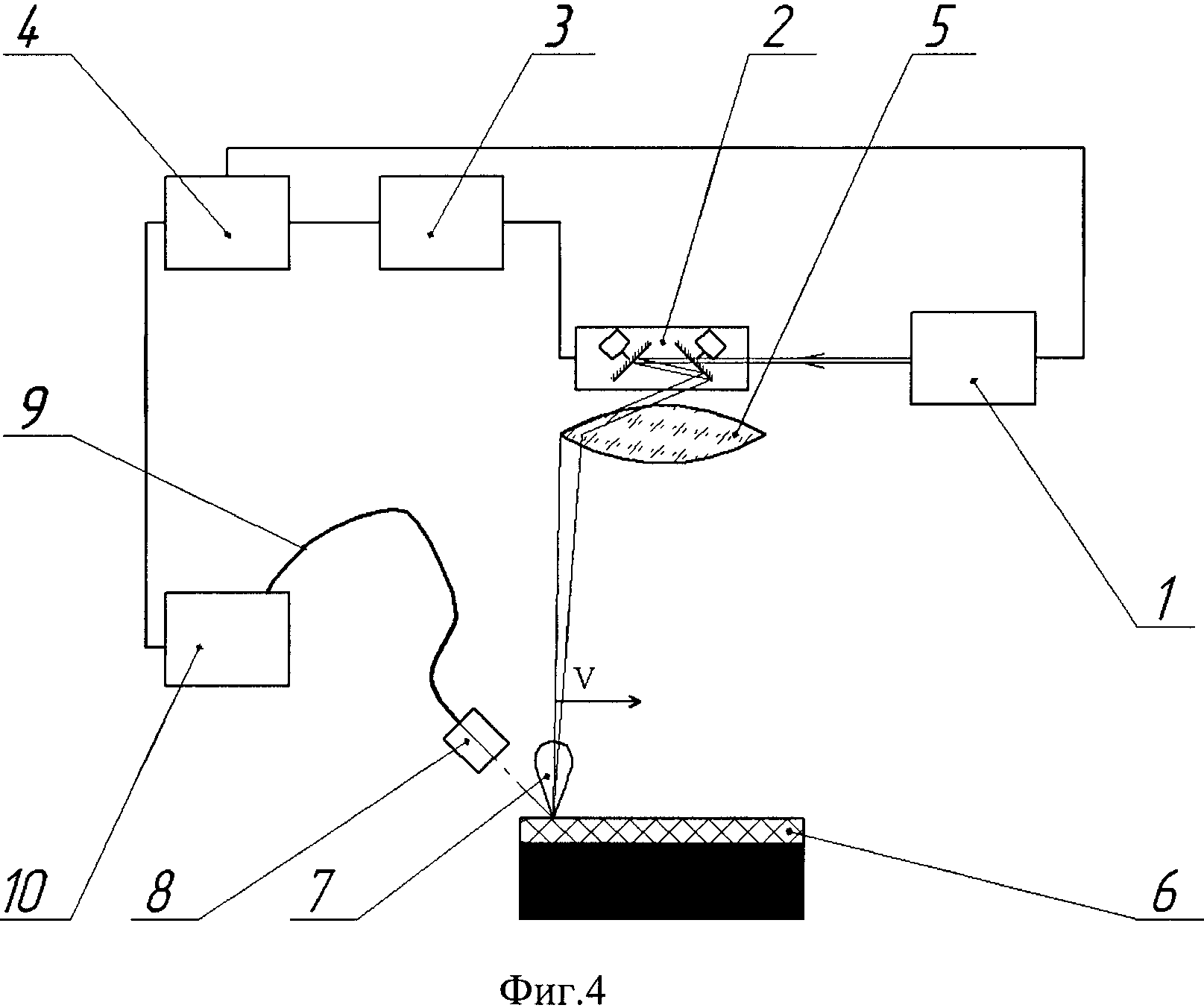
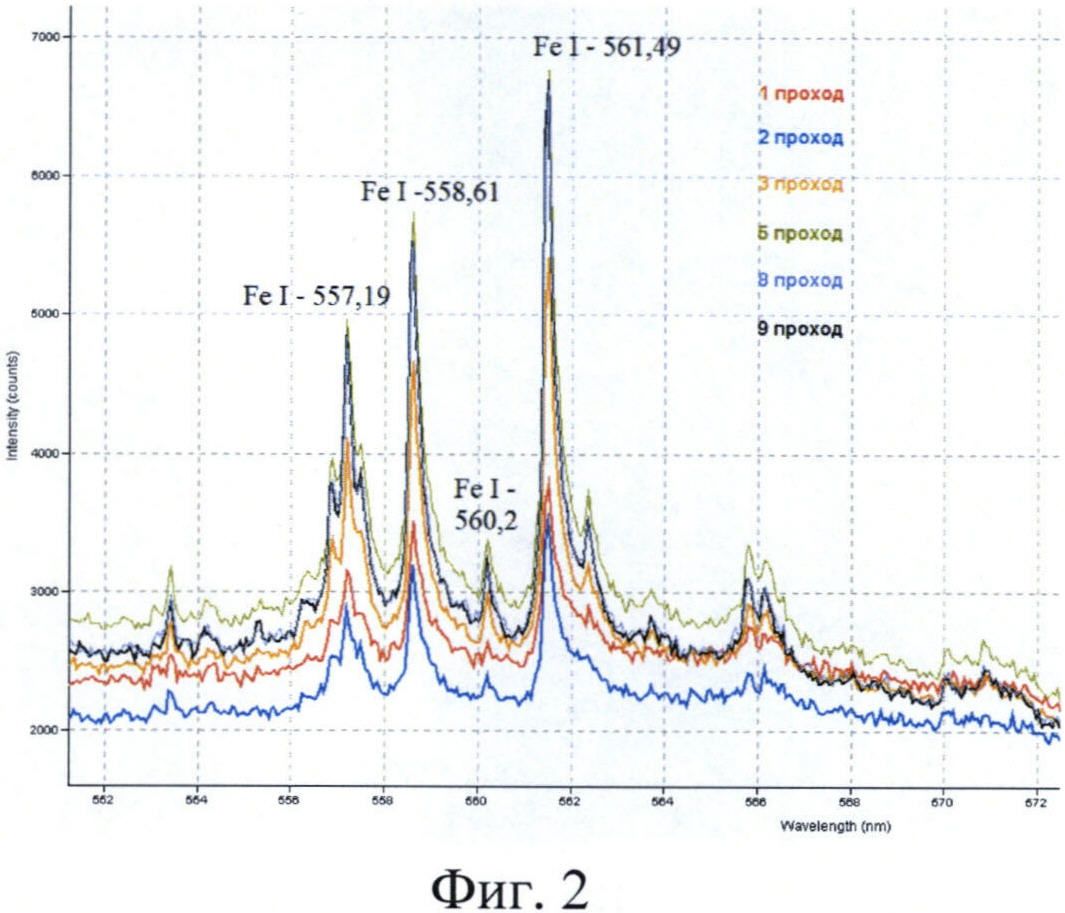
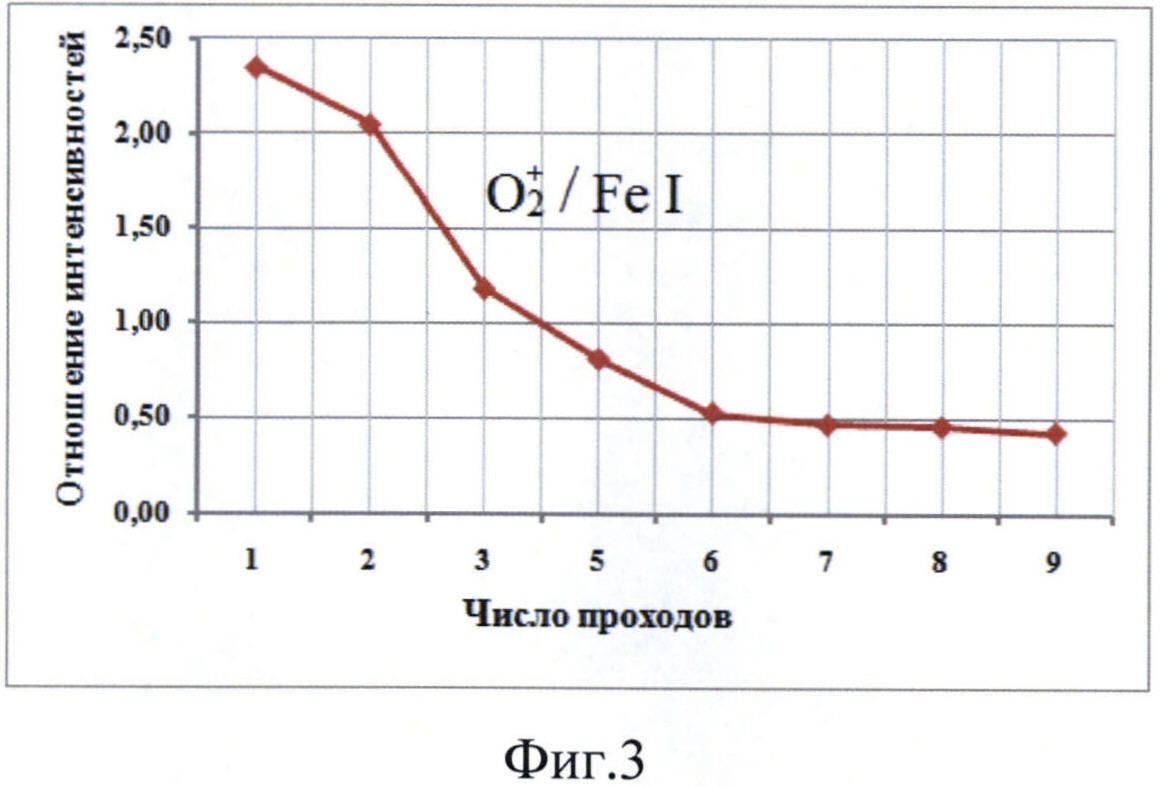
Предлагаемый способ поясняется фиг. 1, где представлены спектральные линии кислорода при девяти проходах лазерного пучка, фиг. 2, где получен эмиссионный спектр железа при девяти проходах лазерного пучка, фиг. 3, где составлено отношение интенсивностей линии кислорода (588,46 нм) к линии железа (558,61 нм), и фиг. 4, где представлена схема процесса лазерной очистки со спектральным контролем, в которой лазерный источник 1 генерирует импульсное лазерное излучение на сканирующие зеркала с гальваническим приводом 2, управляемые с помощью драйвера 3 через управляющий компьютер 4 и осуществляющие развертку лазерного луча, фокусируемого объективом 5 на удаляемом слое загрязнителя 6, при удалении слоя 6 возникает плазменный факел 7, излучение которого через коллиматор 8 по оптическому волокну 9 регистрируется спектрометром 10 и поступают на управляющий компьютер 4, осуществляющий вычисление отношения интенсивностей спектральных линий и регулирующий мощность лазера 1 в соответствии с вычисленным отношением.
Экспериментально был подтвержден предлагаемый способ лазерной очистки. В качестве образца была взята сильно корродированная стальная пластинка (марка стали - Сталь 45). В эксперименте использовался волоконный лазер ИЛМИ-50 (IPG-Photonics) со следующими параметрами: средняя мощность 50 Вт, частота следования импульсов 50-100 кГц, энергия в импульсе 1 мДж, длина волны излучения 1,06 мкм. Сканирование поверхности образца лазерным пучком осуществлялась с помощью гальванического сканатора; спектр возникающей при обработке плазмы записывался в режиме высокоскоростного считывания данных волоконным спектрометром LIBS-2500 (OceanOptics), выходная оптическая система которого была установлена в области свечения плазменного факела. Для фокусировки лазерного излучения использовался объектив с фокусным расстоянием 300 мм, диаметр лазерного пятна на очищаемой поверхности составлял 200 мкм.
В результате эксперимента были получены эмиссионные спектры, представленные на фиг.1, 2, в которых были зарегистрированы линии железа (558,16 нм, 561,49 нм) и линии кислорода (588,86 нм и 589,46 нм), с уменьшением интенсивности которых слой коррозии становился меньше.
После девятого прохода лазерного излучения поверхность стальной пластинки была очищена до блеска. В итоге было составлено отношение интенсивностей спектральной линии кислорода (588,46 нм) к спектральной линии железа (558,61 нм) (фиг.3), из которого следует, что поверхность можно считать очищенной, когда отношение обозначенных выше спектральных линии становится <0,5.
На основании вышеизложенного заявленная совокупность признаков позволяет решить задачу повышения эффективности и безопасности процесса лазерного удаления поверхностных загрязнений.
Способ очистки корродированной стальной поверхности, включающий формирование пучка лазерного излучения, сканирование сформированным пучком по корродированной поверхности объекта в несколько проходов и регистрацию спектра плазмы, образующейся в процессе удаления загрязнений, отличающийся тем, что сканирование поверхности осуществляют в многоимпульсном режиме, а регистрацию спектра плазмы осуществляют в непрерывном режиме, при этом в полученном спектре плазмы для очищаемой поверхности и/или для загрязнителя регистрируют линии железа и линии кислорода, измеряют значения интенсивностей указанных спектральных линий и вычисляют отношение интенсивностей спектральной линии кислорода к спектральной линии железа, причем при значении величины отношения интенсивностей выбранных спектральных линий больше 0,5 мощность пучка лазерного излучения уменьшают, а при значении отношения интенсивностей выбранных спектральных линий меньше 0,5 поверхность считают очищенной.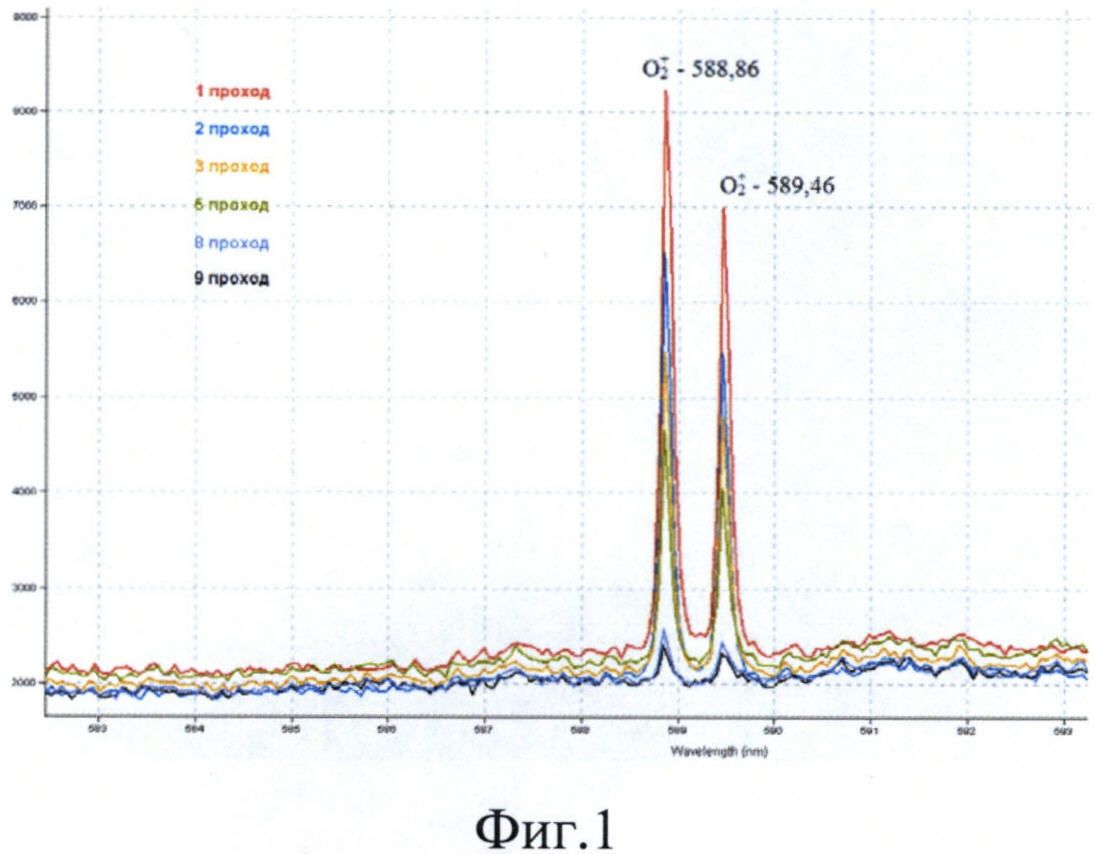
Способ нанесения изображения на изделия из драгоценных металлов
Способ повышения точности волоконно-оптического гироскопа с закрытым контуром
Способ изготовления одномерной дифракционной фазовой решетки с синусоидальным профилем
Способ изготовления волновода в объеме пластины из пористого оптического материала
Способ оценки качества шунгитового сырья
Способ изготовления устройства микротехники в объеме пластины фоточувствительного стекла
Способ нанесения изображения на изделия из драгоценных металлов
Способ повышения точности волоконно-оптического гироскопа с закрытым контуром
Способ изготовления одномерной дифракционной фазовой решетки с синусоидальным профилем
Способ изготовления волновода в объеме пластины из пористого оптического материала
Способ оценки качества шунгитового сырья
Способ изготовления устройства микротехники в объеме пластины фоточувствительного стекла
Способ маркировки поверхности контролируемыми периодическими структурами
Электроразрядный источник излучения
Генератор высоковольтных импульсов

