Результат интеллектуальной деятельности: Способ изготовления устройства микротехники в объеме пластины фоточувствительного стекла
Вид РИД
Изобретение
Изобретение относится к технологии изготовления различных устройств микротехники в объеме пластины фоточувствительного стекла (ФС) и может быть использовано при создании микроэлектрических устройств (MEMS), применяемых в системах оптической памяти и при конструировании устройств с элементами фотоники, микрооптических устройств (MOEMS), применяемых в лазерной и медицинской техники, а также - микрожидкостных устройств (μ-TAS), применяемых в микрофлюидике и в технике биомедицинских направлений.
Известен способ изготовления устройства микротехники, состоящего из локальных областей, создаваемых в объеме пластины ФС, расположение которых определяет функции устройства микротехники, путем перемещения сфокусированного пучка лазерного излучения с длиной волны 775 нм, для которой ФС прозрачно, с фемтосекундной длительностью импульса, равной 140 фс, с плотностью энергии в импульсе 78 мДж/см2, в плоскости создания прообразов локальных областей, совпадающей с плоскостью фокусировки, до момента завершения создания всех прообразов локальных областей, составляющих устройство микротехники, термическую обработку пластины ФС с устройством микротехники, которую проводят в два этапа до появления локальных областей кристаллической фазы в объеме пластины ФС в местах расположения прообразов локальных областей, составляющих устройство микротехники и операцию травления пластины ФС с устройством микротехники в водном растворе HF (Cheng Y., Sugioka К., Masuda М., Toyoda К., Каwachi М., Shihoyama К., Midorikawa К. 3D microstructuring inside Foturan glass by femtosecond laser // Riken Review. - 2003. - C. 101-106). К недостаткам способа изготовления устройства микротехники в объеме пластины ФС следует отнести не возможность визуального контроля созданных прообразов локальных областей, составляющих устройство микротехники, поскольку эти прообразы созданных локальных областей неотличимы от ФС, не подвергнутого лазерной обработки. Отсутствие возможности визуального контроля приводит к тому, что дефекты отдельных прообразов локальных областей становятся видимыми только по завершению термической обработки, после которой исправление дефектов уже не возможно.
Известен способ изготовления устройства микротехники в объеме пластины ФС, который выбран авторами в качестве прототипа (Cheng С., Chen J., Lee P., Chien С. Fabrication of microstractures in Foturan glass using infrared femtosecond laser pulses and chemical etching // Optics and Lasers in Engineering. - 2010. - T. 48, №7. - C. 811-815). Способ изготовления устройства микротехники, состоящего из локальных областей, создаваемых в объеме пластины ФС, расположение которых определяет функции устройства микротехники, путем перемещения сфокусированного пучка лазерного излучения с длиной волны 800 нм, для которой ФС прозрачно, с фемтосекундной длительностью импульса, равной 120 фс, с максимальной энергией в импульсе 3.5 мДж, в плоскости создания прообразов локальных областей, совпадающей с плоскостью фокусировки, до момента завершения создания всех прообразов локальных областей, составляющих устройство микротехники, выявление прообразов локальных областей с дефектами и проведение термической обработки для пластин ФС с устройствами микротехники, на которых дефектов на прообразах локальных областей не обнаружено, при этом термическую обработку проводят в два этапа до появления локальных областей кристаллической фазы в объеме пластины ФС, в местах расположения прообразов локальных областей, составляющих устройство микротехники. Завершает процесс изготовления устройства микротехники операция травления, которую проводят в водном растворе HF. Так как в способе и прототипе прообразами локальных областей являются локальные области с измененным показателем преломления, отличным от показателя преломления пластины ФС, то дефекты отдельных прообразов локальных областей, составляющих устройство микротехники, поддаются визуальному выявлению. К недостаткам способа-прототипа следует отнести невозможность изготовления устройства микротехники на пластинах ФС с выявленными дефектами прообразов локальных областей, отвечающего требованиям, предъявляемым к его работе, и длительную термическую обработку.
Решается задача повышения выхода годных изделий в процессе изготовления устройства микротехники с одновременным сокращением длительности процесса изготовления.
Сущность изобретения заключается в том, что после последовательного формирования прообразов локальных областей, составляющих устройство микротехники, путем перемещения сфокусированного пучка лазерного излучения, для которого ФС прозрачно, с ультракороткой длительностью импульса в плоскости создания прообразов локальных областей, совпадающих с плоскостью фокусировки, до момента завершения создания всех прообразов локальных областей, составляющих устройство микротехники, выявленные прообразы локальные области с дефектами последовательно аморфизируют сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке пучка не менее 7 Вт/см2 и не более 18 Вт/см2, в зависимости от длительности воздействия, но не менее 5 с и не более 10 с, при этом перетяжку лазерного пучка с размером не менее 25 мкм и не более 50 мкм совмещают с плоскостью размещения выявленных прообразов локальных областей с дефектами и перемещают от одного выявленного прообраза локальной области с дефектами к другому до момента завершения аморфизации всех выявленных прообразов локальных областей с дефектами в устройстве микротехники, после чего в каждой из аморфизированных областей вновь последовательно формируют прообразы локальных областей, а термическую обработку всех прообразов локальных областей, составляющих устройство микротехники, до проявления в каждой из них кристаллической фазы осуществляют сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке пучка не менее 1.5 Вт/см2 и не более 3.0 Вт/см2, в зависимости от длительности воздействия, но не менее 15 с и не более 400 с, при этом перетяжку лазерного пучка с размером не менее 25 мкм и не более 500 мкм совмещают с плоскостью размещения прообразов локальных областей и перемещают от одного прообраза локальной области к другому до момента возникновения кристаллической фазы во всех прообразах локальных областей устройства микротехники.
Последовательное устранение выявленных прообразов локальных областей с дефектами, входящих в устройство микротехники, путем аморфизации, то есть приведение этих прообразов локальных областей с дефектами в исходное аморфное состояние, позволит в тех местах, где были выявлены прообразы локальных областей с дефектами, входящие в устройство микротехники, вновь создать прообразы локальных областей уже без дефектов.
Как было установлено в ходе экспериментальных исследований, аморфизация прообразов локальных областей достигается при плотности средней мощности не менее 7 Вт/см2 и не более 18 Вт/см2 в зависимости от длительности воздействия, которая составляет не менее 5 с и не более 10 с при совмещении перетяжки пучка CO2 лазера с размером не менее 25 мкм и не более 50 мкм с плоскостью расположения выявленных прообразов локальных областей с дефектами, превышение плотности средней мощности излучения во всех экспериментах по аморфизации прообразов локальных областей сопровождалось либо возникновением макротрещин, окружающих прообраз локальной области, либо полным разрушением пластины. При плотностях средней мощности ниже 7 Вт/см2 прообразы локальных областей аморфизировались не полностью. При размере перетяжки пучка меньше 25 мкм, совмещенной с плоскостью расположения выявленных прообразов областей с дефектами, как было установлено в ходе экспериментальных исследований, аморфизация прообраза локальной области с дефектом происходило не полностью. При размере перетяжки пучка в плоскости расположения выявленных прообразов областей с дефектами больше 50 мкм, что также было установлено в ходе экспериментальных исследований, аморфизация прообраза локальной области с дефектами сопровождалось изменением физических свойств ФС, окружающего прообраз локальной области с дефектами. При длительностях воздействия менее 5 с полной аморфизации прообраза локальной области с дефектом не происходило во всех экспериментах, а при длительностях воздействия, превышающих 10 с, аморфизированную область окружали микротрещины.
Достоинством термической обработки, направленной на возникновение кристаллической фазы в прообразах локальных областей, осуществляемой последовательным перемещением от одного прообраза локальной области к другому до момента завершения возникновения кристаллической фазы, во всех прообразах локальных областей устройства микротехники, сходящемся пучком излучения CO2 лазера с плотностью средней мощности не менее 1.5 Вт/см2 и не более 3 Вт/см2, в зависимости от длительности воздействия не меньшего 15 с и не большего 400 с при размере перетяжки пучка в плоскость расположения прообразов локальных областей не менее 25 мкм и не более 500 мкм, является сокращение ее длительности даже для сложных устройств микротехники по сравнению с общепринятой двухэтапной термической обработкой, применяемой в способах аналога и прототипа.
Экспериментальные исследования, выполненные на стадии термической обработки, позволили установить, что зарождение кристаллической фазы на прообразах локальных областей при плотности средней мощности ниже, чем 1.5 Вт/см2, не происходило. При значениях плотности средней мощности, превышающих 3.0 Вт/см2, в прообразах локальных областей помимо основной желательной кристаллической фазы метасиликата лития (Li2SiO3), характеризуемой высокой растворимостью в водном растворе HF по сравнению с необлученной матрицей ФС, происходило возникновение дисиликата лития (Li2Si2O5) и ряда других, еще более трудно растворимых в водном растворе HF по сравнению с дисиликатом лития, кристаллических фаз, например, таких, как β-кварц, β-сподумен (β-LiAlSi2O6) или β-эвкриптит ((β-LiAlSiO4). О возникновении дисиликата лития или других, еще более трудно растворимых в водном растворе HF, фаз, свидетельствовало значительное увеличение длительности травления, сопровождаемое искажениями формы вытравливаемой области. В отдельных случаях, при значительном превышении плотности средней мощности значения 3.0 Вт/см2, добиться полного удаления кристаллической фазы в ходе травления не удавалось.
Что касается длительности воздействия, то при длительностях более 400 с, процесс зарождения и образования кристаллической фазы существенно замедлялся, и это приводило к снижению эффективности процесса, а при длительностях менее 15 с зарождение кристаллической фазы не успевало произойти, что неоднократно фиксировалось в ходе экспериментальных исследований.
При размерах перетяжки пучка в плоскости расположения прообразов локальных областей меньших 25 мкм, зарождение и образование кристаллической фазы захватывало не всю область, и это в дальнейшем, на этапе травления, приводило к искажению формы области. При размерах перетяжки пучка в плоскости расположения прообразов локальных областей больших 500 мкм, происходило изменение рельефа поверхности ФС и образование области с измененным показателем преломления.
Сущность изобретения поясняется фигурами, где:
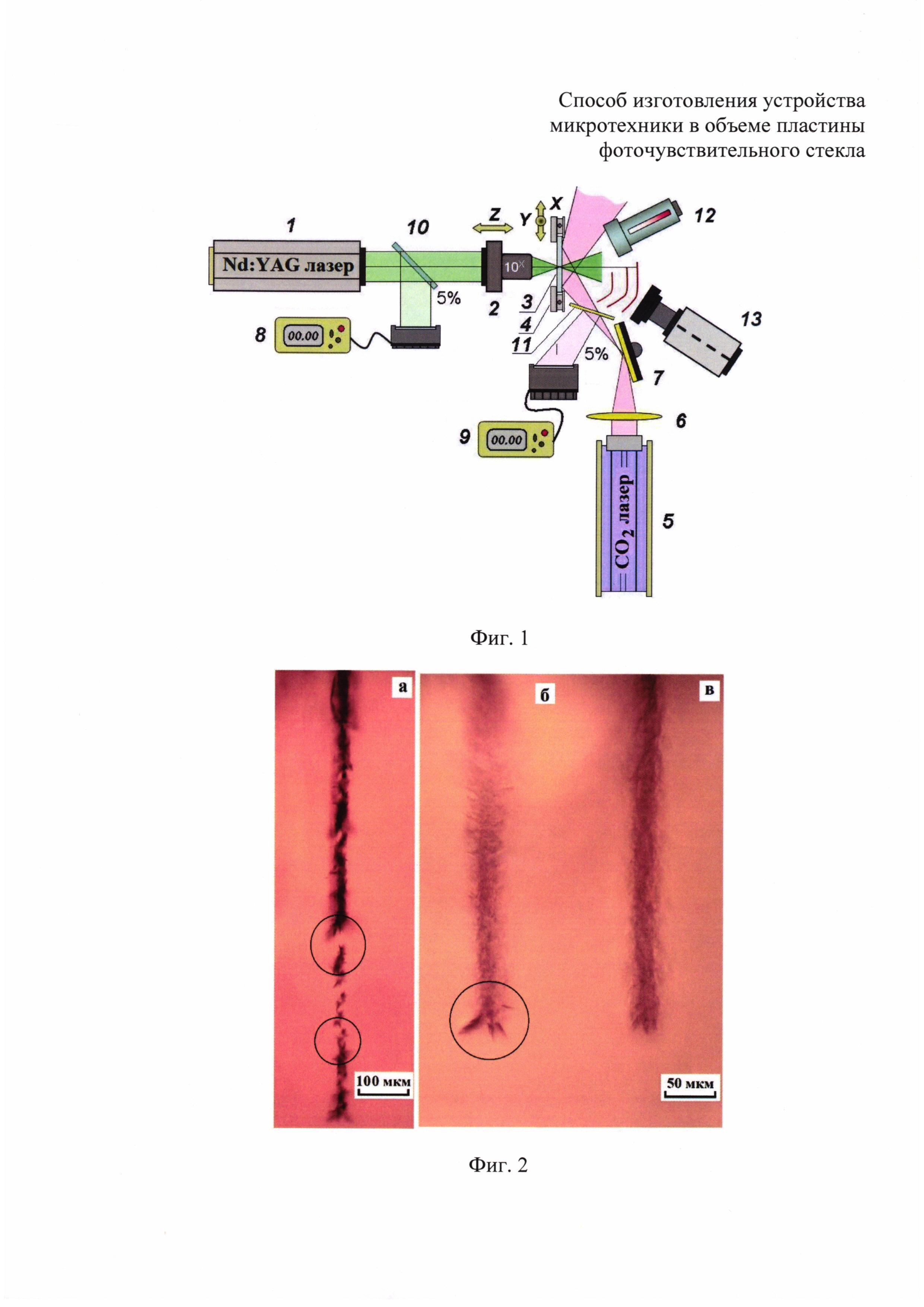
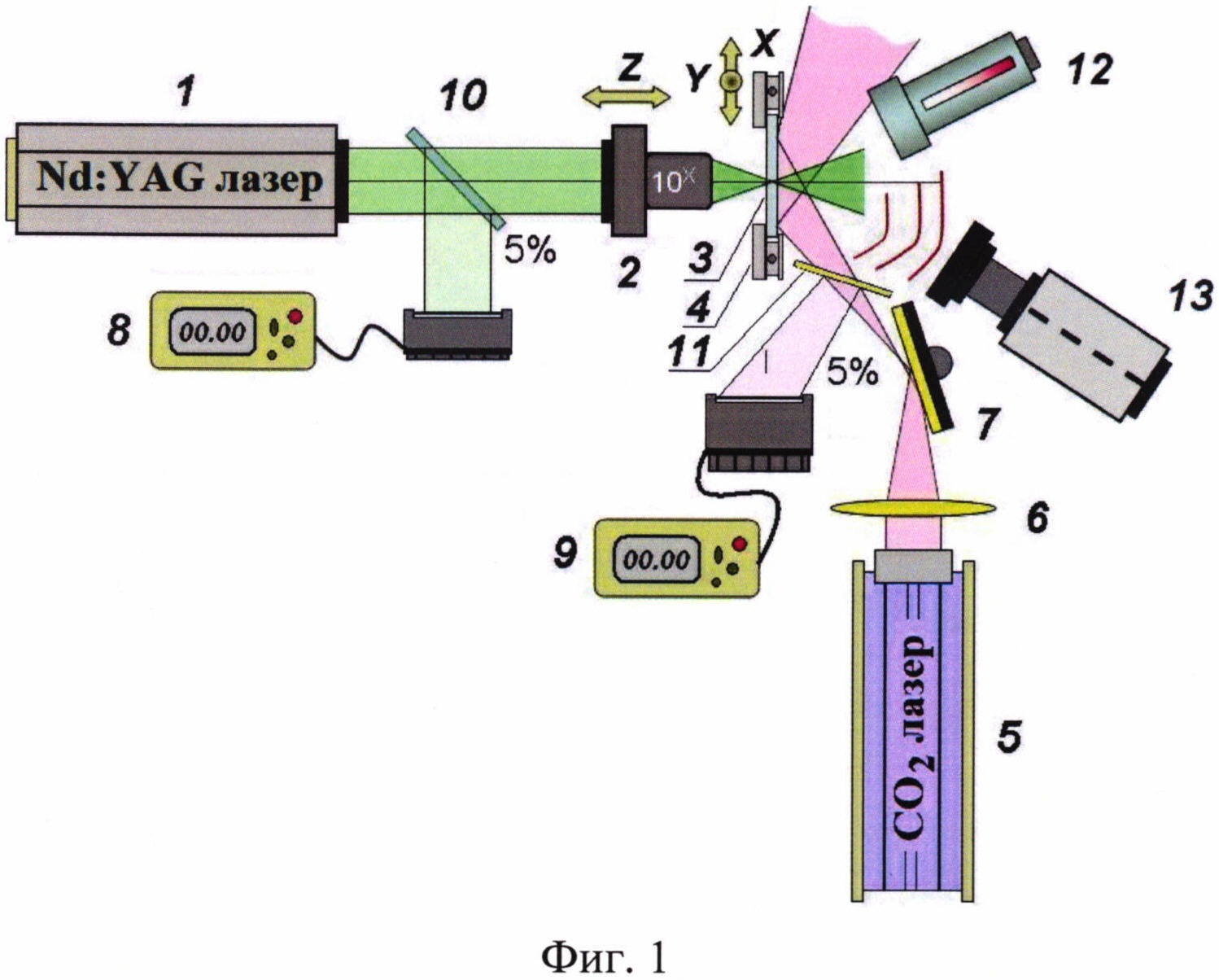
на фиг. 1 приведена схема устройства для реализации способа изготовления устройства микротехники в объеме пластины ФС;
на фиг. 2а и 2б приведены компьютерные распечатки фотографий с выявленными дефектами прообразов локальных областей фрагмента устройства. Фотографии фрагмента устройства были выполнены в проходящем свете с увеличением ×100 на оптическом микроскопе Axio Imager Carl Zeiss. На фиг.2а и 2б отчетливо видны области дефектов, для наглядности обведенные в кружок - области, в которых прообразы локальных областей, составляющих фрагменты устройства в виде линий, не образовались;
на фиг. 2в для сравнения приведена компьютерная распечатка фотографии фрагмента устройства в виде линии, в которой на всех прообразах локальных областей дефекты отсутствуют;
на фиг. 3а иллюстрируется фрагмент устройства в виде линии из прообразов локальных областей, содержащих дефекты, для наглядности, обведенные кружками. Дефекты прообразов локальных областей состоят в искажении формы прообразов локальных областей и в наличии участков, в которых прообразы локальных областей не образовались;
на фиг. 3б приведена компьютерная распечатка фотографии фрагмента устройства, на которой линия, состоящая из прообразов локальных областей с дефектами (фиг. 3а), была подвергнута аморфизации сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 11 Вт/см2, размер которой был равен 35 мкм при длительности воздействия 7 с. На фиг. 3б отчетливо видно, что произошла полная аморфизация прообразов локальных областей с дефектами, так как параметры воздействия для аморфизации были выбраны в полном соответствии с формулой изобретения; на фиг. 4а приведена компьютерная распечатка фотографии линии прообразов локальных областей фрагмента устройства, содержащей дефекты, проявляющиеся в искажении формы прообразов локальных областей, а также в возникновении микротрещин, окружающих прообразы локальных областей, и в наличии участков, в которых прообразы локальных областей не образовались;
на фиг. 4б приведена компьютерная распечатка фотографии фрагмента устройства, на которой линия из прообразов локальных областей с дефектами была подвергнута аморфизации сходящимся пучком излучения СO2 лазера с плотностью средней мощности в перетяжке 6 Вт/см2, размер которой был равен 35 мкм при длительности воздействия 7 с. На фиг. 4б отчетливо видно, что не все дефекты удалось аморфизировать;
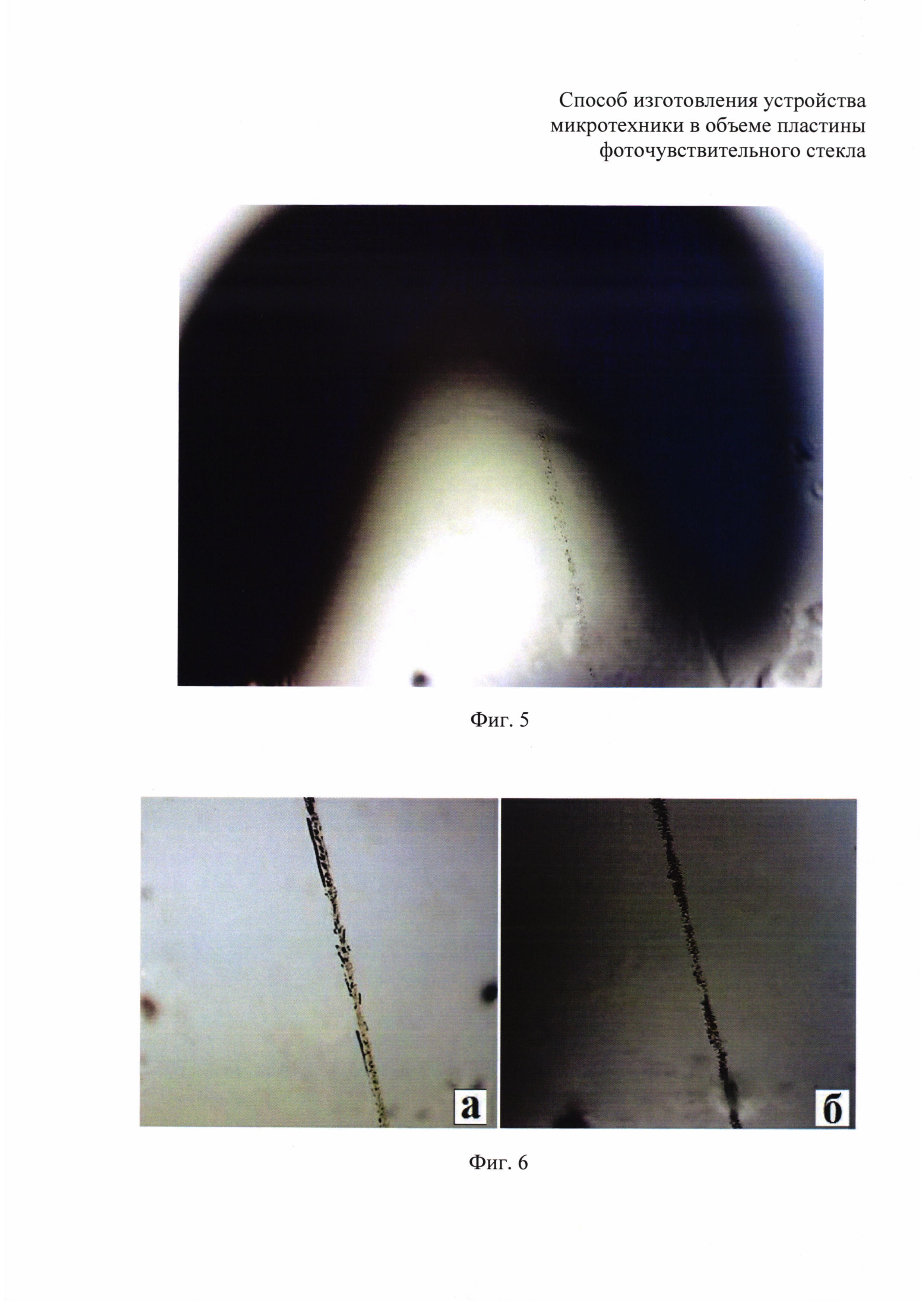
на фиг. 5 приведена компьютерная распечатка фотографии одного из дефектов, который был подвергнут аморфизации сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 20 Вт/см2, размер которой был равен 35 мкм при длительности воздействия 7 с. На фиг. 5 видно образование области с измененным показателем преломления, окружающей область аморфизированного дефекта;
на фиг. 6а приведена компьютерная распечатка фотографии линии прообразов локальных областей фрагмента устройства, содержащей дефекты, проявляющиеся в виде микротрещин, окружающих прообразы локальных областей, и в наличии участков, в которых прообразы локальных областей не образовались;
на фиг. 6б приведена компьютерная распечатка фотографии фрагмента устройства, на которой линия, состоящая из прообраза локальных областей с дефектами, была подвергнута аморфизации сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 11 Вт/см2, размер которой был равен 35 мкм при длительности воздействия 4 с. На фиг. 6б отчетливо видно, что почти все дефекты линии прообразов локальных областей остались не аморфизированы;
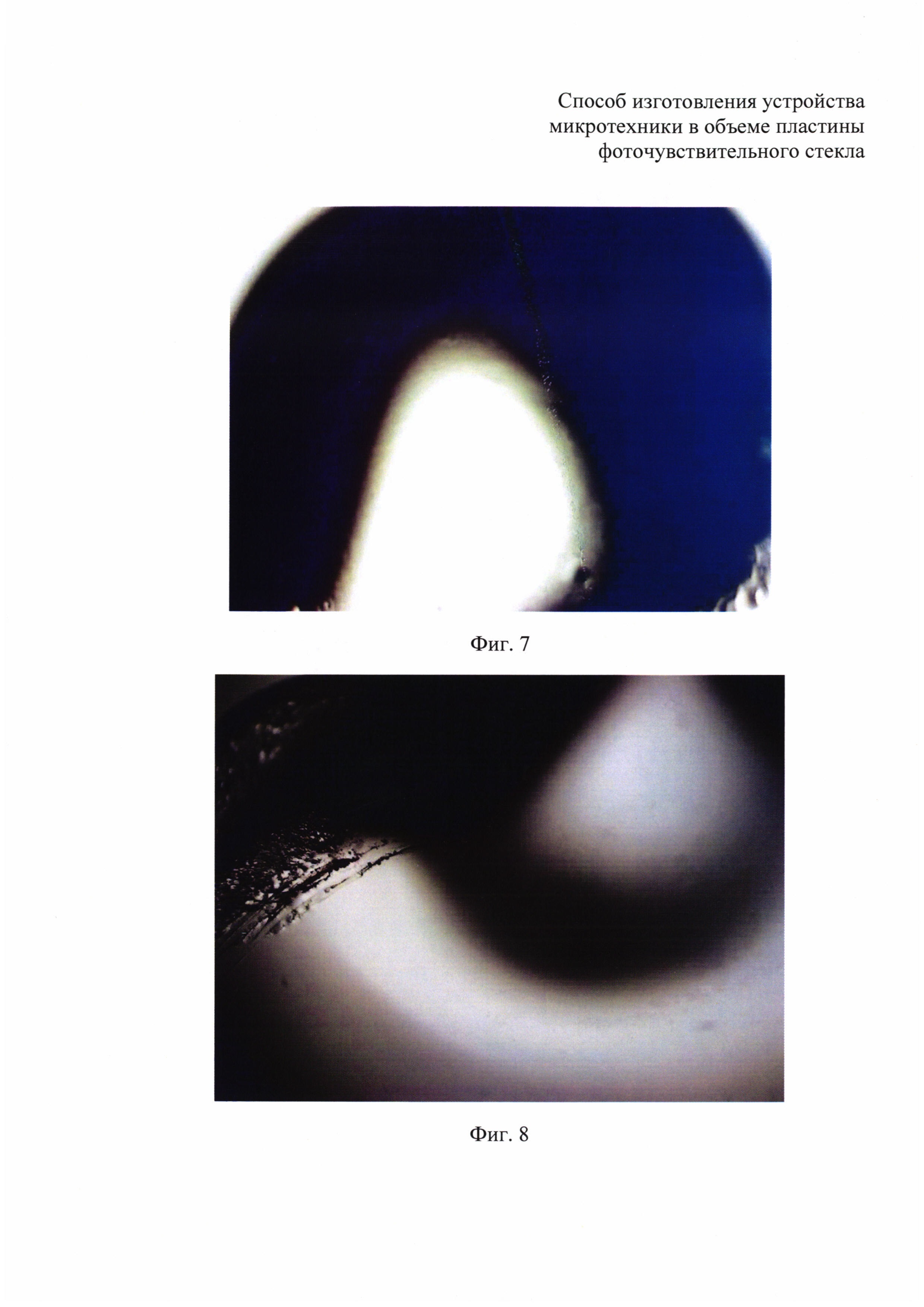
на фиг. 7 приведена компьютерная распечатка фотографии одного из дефектов, который был подвергнут аморфизации сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 11 Вт/см2, размер которой был равен 20 мкм при длительности воздействия 7 с. На фотографии видно образование области с измененным показателем преломления в окрестности дефекта, подлежащего аморфизации;
на фиг. 8 приведена компьютерная распечатка фотографии одного из дефектов, который был подвергнут аморфизации сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 11 Вт/см, размер которой был равен 35 мкм при длительности воздействия 12 с. На фиг. 8 видно образование области с измененным показателем преломления в окрестности дефекта, подлежащего аморфизации;
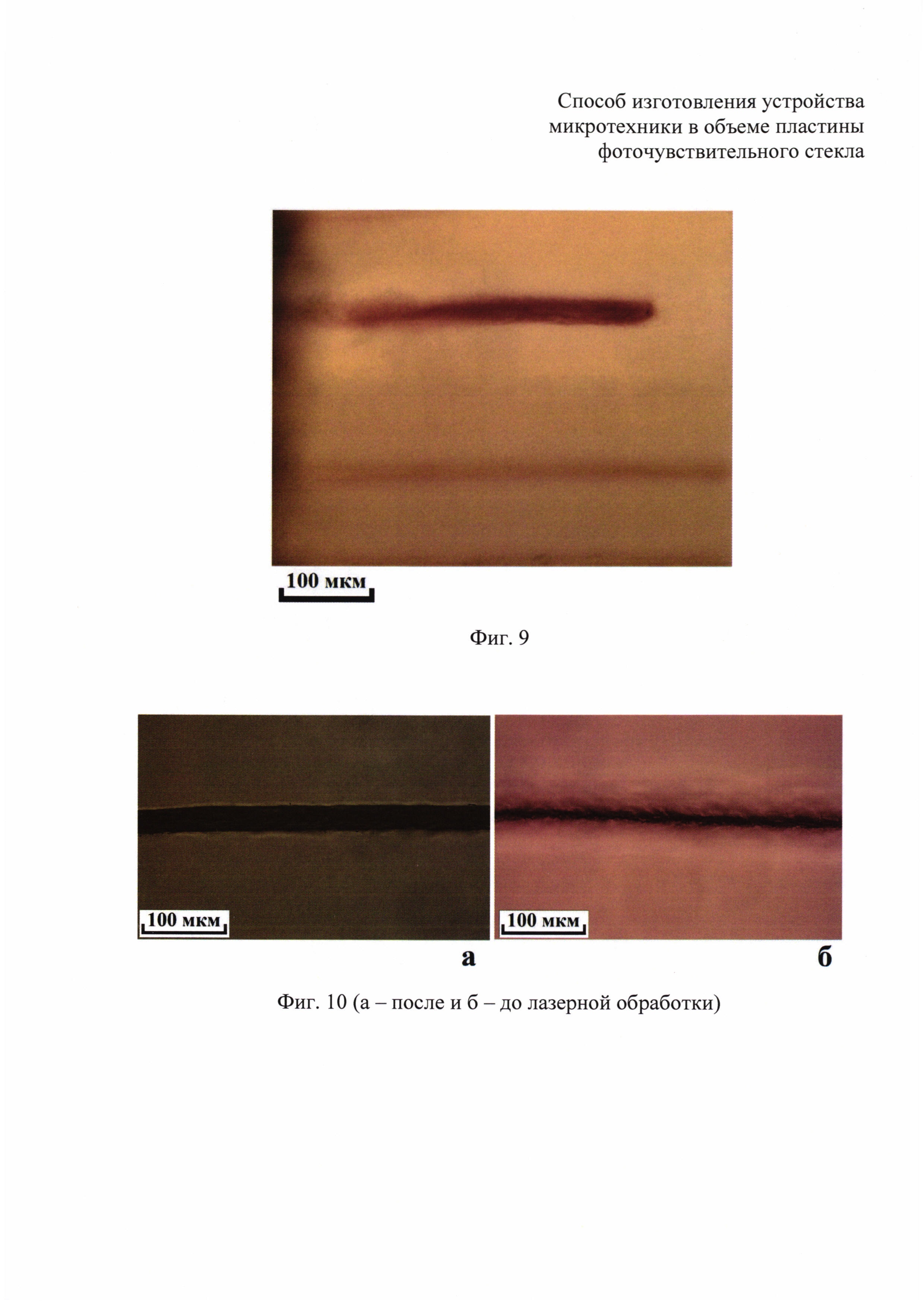
на фиг. 9 приведена компьютерная распечатка фотографии фрагмента устройства из двух линий прообразов локальных областей, из которых только одна - нижняя линия содержащая дефекты, должна была быть подвергнута аморфизации. Аморфизация нижней линии проводилась сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 11 Вт/см2, размер которой был равен 55 мкм при длительности воздействия 7 с. На фотографии видно, что аморфизация затронула и участок второй линии, не содержащей дефектов;
на фиг. 10а приведена компьютерная распечатка фотографии линии из локальных областей кристаллической фазы, созданной сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 40 мкм при длительности воздействия 50 с, в местах прообразов локальных областей в виде линии (фиг. 10б). На фиг. 10а отчетливо видно, что в результате воздействия сходящимся пучком излучения CO2 лазера с параметрами, соответствующими параметрам, заявляемыми в формуле изобретения, все прообразы локальных областей закристаллизованы кристаллами метасиликата лития;
на фиг. 11 приведена компьютерная распечатка фотографии фрагмента устройства из двух параллельных линий, состоящих из локальных областей кристаллической фазы. Верхняя линия (фиг. 11а) была создана сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 40 мкм при длительности воздействия 25 с, в местах прообразов локальных областей. Нижняя линия (фиг. 11б) была создана сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 1 Вт/см2, размер которой был равен 40 мкм при длительности воздействия 50 с, в местах прообразов локальных областей. Из компьютерной распечатки фиг. 11 видно, что верхняя линия закристаллизована полностью, а для нижней характерна частичная кристаллизация прообразов локальных областей, созданных при одинаковых параметрах формирования;
на фиг. 12а приведена компьютерная распечатка фотографии фрагмента устройства в виде линии, состоящей из областей кристаллической фазы и созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 3.5 Вт/см2, размер которой был равен 25 мкм при длительности воздействия 40 с, в местах прообразов локальных областей. На фрагменте фотографии заметны участки, обведенные в кружки, соответствующие различным кристаллическим фазам (фиг. 12б и 12в). Фиг. 12б соответствует кристаллам метасиликата лития, а фиг. 12в - кристаллам дисиликата лития;
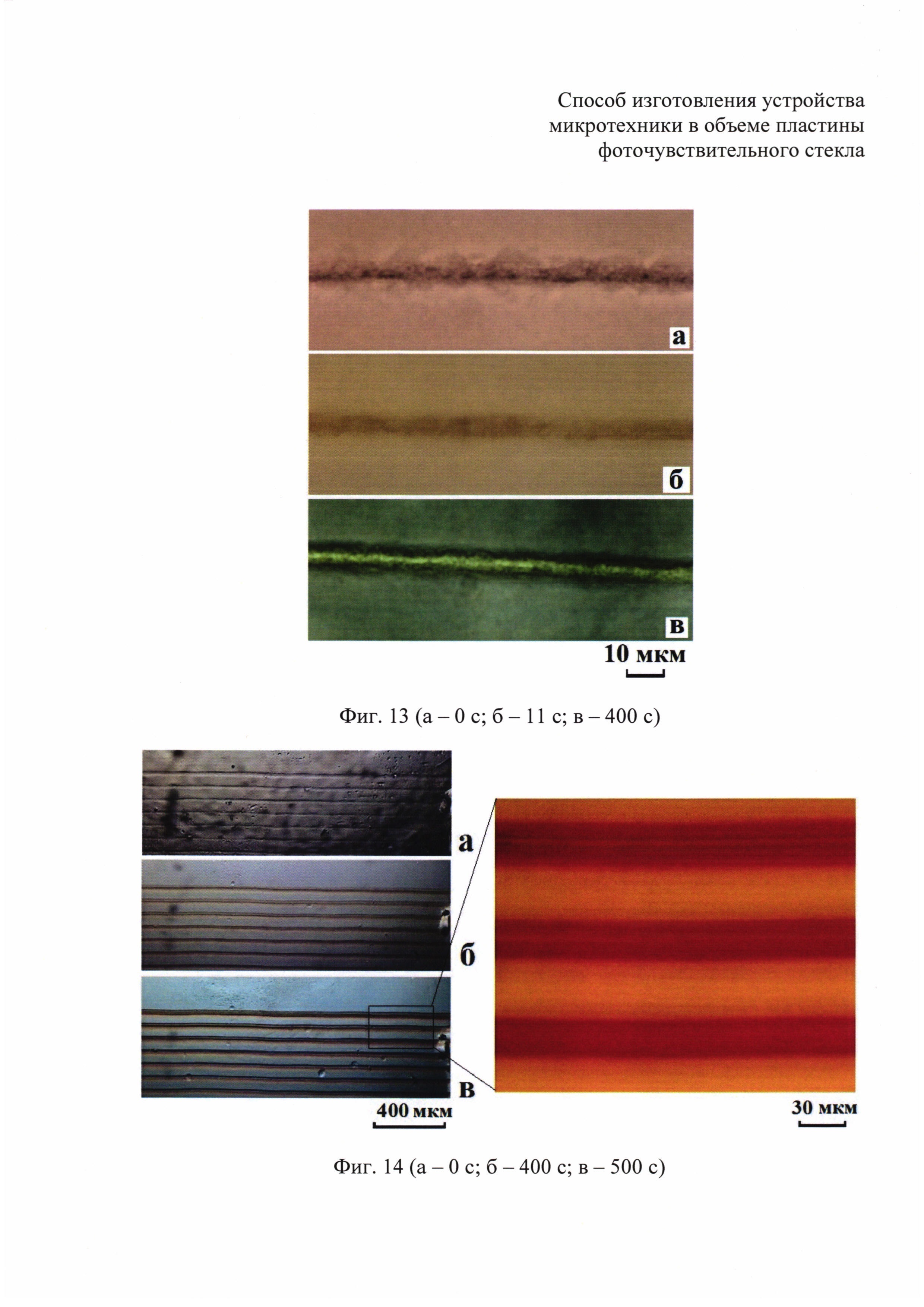
на фиг. 13а, 13б, и 13в приведены компьютерные распечатки фотографий фрагмента устройства в виде линии. На фиг. 13а представлена линия из прообразов локальных областей. На фиг. 13б представлена линия из локальных областей кристаллической фазы, созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 40 мкм при длительности воздействия 11 с, в местах прообразов локальных областей (фиг. 13а). Видно, что полной кристаллизации прообразов локальных областей вдоль всей линии не произошло. На фиг. 13в приведена линия из локальных областей кристаллической фазы, созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 40 мкм при длительности воздействия 400 с, в местах прообразов локальных областей (фиг. 13а). Видно, что все прообразы локальных областей закристаллизованы полностью кристаллами одного типа, форма которых указывает на то, что это кристаллы метасиликата лития;
на фиг. 14 приведена компьютерная распечатка фотографии фрагмента устройства в виде группы линий. На фиг. 14а приведена группа линий из прообразов локальных областей. На фиг. 14б представлена группа линий из локальных областей кристаллической фазы, созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 40 мкм при длительности воздействия 300 с, в местах прообразов локальных областей (фиг. 14а). Видно, что все прообразы локальных областей закристаллизованы полностью кристаллами одного типа, форма которых указывает на то, что это кристаллы метасиликата лития. На фиг. 14в приведена группа линий из локальных областей кристаллической фазы, созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 40 мкм при длительности воздействия 500 с, в местах прообразов локальных областей (фиг. 14а). Видно, что в ряде участков каждой из линий, области кристаллической фазы вышли за пределы размеров прообразов локальных областей;
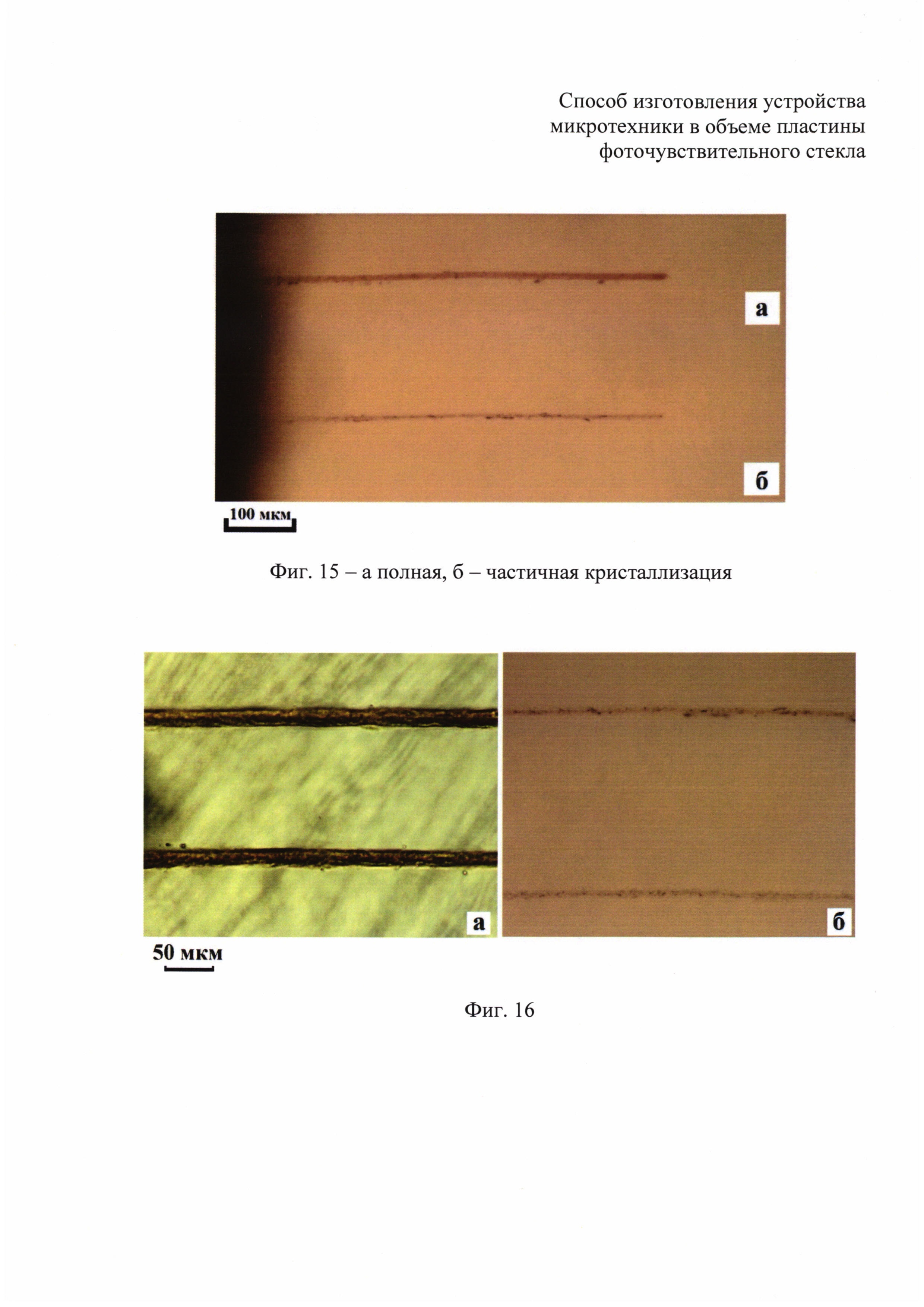
на фиг. 15а и 15б приведена компьютерная распечатка фотографии фрагмента устройства в виде двух линий локальных областей кристаллической фазы. На фиг. 15а приведена компьютерная распечатка фотографии линии локальных областей кристаллической фазы, созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 30 мкм при длительности воздействия 100 с, в местах прообразов локальных областей. Видно, что все прообразы локальных областей закристаллизованы полностью кристаллами одного типа, форма которых указывает на то, что это кристаллы метасиликата лития. На фиг.15б приведена компьютерная распечатка фотографии линии локальных областей кристаллической фазы, созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 20 мкм при длительности воздействия 100 с, в местах прообразов локальных областей. Видно, что ряд прообразов локальных областей закристаллизован не полностью;
на фиг. 16а и 16б приведена компьютерная распечатка фотографии фрагмента устройства в виде двух линий локальных областей кристаллической фазы. На фиг. 16а приведена компьютерная распечатка фотографии линии локальных областей кристаллической фазы, созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см, размер которой был равен 50 мкм при длительности воздействия 80 с, в местах прообразов локальных областей. Видно, что все прообразы локальных областей закристаллизованы полностью кристаллами одного типа, форма которых указывает на то, что это кристаллы метасиликата лития. На фиг. 16б приведена компьютерная распечатка фотографии двух линий локальных областей кристаллической фазы, созданных сходящимся пучком излучения CO2 лазера с плотностью средней мощности в перетяжке 2 Вт/см2, размер которой был равен 550 мкм при длительности воздействия 100 с, в местах прообразов локальных областей. Видно, что практически вся линия прообразов локальных областей не закристаллизована.
Устройство для реализации предлагаемого способа представлено на фиг. 1. Устройство содержит блок для создания прообразов локальных областей в объеме пластины ФС, включающий импульсный Nd:YAG лазер 1 с длиной волны излучения второй гармоники λ=0.532 мкм, длительностью импульса τ=30 пс, частотой следования импульсов ν=10 Гц и нестабильностью выходной энергии импульса не более 25%. Микрообъектив 2 с увеличением ×10, числовой апертурой NA=0.25 и фокусным расстоянием f=4.75±0.25 мм, за которым располагается пластина ФС 3 толщиной 1.2 мм, закрепленная перпендикулярно оптической оси источника излучения Nd:YAG лазера 1 на координатном столе 4, выполненном с возможностью перемещения относительно сфокусированного пучка лазерного излучения со скоростью 1-5 мкм/с. Блок для аморфизации прообразов локальных областей и выполнения этапа термической обработки включает импульсный CO2 лазера 5 с длиной волны излучения λ=10.6 мкм, длительностью импульса τ=190 мкс, и частотой следования импульсов ν=5 кГц, характеризуемый качеством пучка М2<1.2 и распределением интенсивности по сечению пучка, соответствующем моде ТЕМ00, который размещается перпендикулярно оптической оси импульсного Nd:YAG лазера 1, ZnSe линзу 6 с фокусным расстоянием 70 мм, поворотное зеркало 7 с золотым напылением, установленное под углом 15° к оси излучения CO2 лазера и выполненное с возможностью поворота в пределах ±15°. В устройстве предусмотрено использование двух измерителей оптической мощности Gentec Solo РЕ-2М с пироэлектрическим детектором энергии QE25LP-H-MB 8 и пироэлектрическим детектором мощности UP19K-110F-Н9 9. Пироэлектрический детектор энергии 8 размещается за плоскопараллельной пластиной из стекла К8 10 с толщиной 200 мкм, расположенной под углом 45° к оптической оси Nd:YAG лазера 1. Детектор мощности 9 размещается за плоскопараллельной пластиной 11 из Ge, установленной под углом 60° к оптической оси CO2 лазера. Плоскопараллельная пластина 11 располагается за поворотным зеркалом 7.
Для контроля и наблюдения за ходом процессов создания прообразов локальных областей и зарождения кристаллической фазы, на этапе термической обработки, а также для выявления прообразов локальных областей с дефектами, в устройстве используется видеокамера MDA 2000 USB Digital Microscope 12, оснащенная микроскопом с увеличением ×100-×200, расположенная под углом, не превышающем 30° относительно оптической оси Nd:YAG лазера 1, инфракрасная камера "Flip Titanium" 520 М 13, работающая в спектральном диапазоне 3.6÷5.1 мкм с точностью измерений ±2.5°C в интервале температур 20÷1200°C и расположенная под углом, не превышающим 75° относительно оптической оси Nd:YAG лазера 1.
Устройство для реализации предлагаемого способа работает следующим образом. Для создания прообразов локальных областей излучение Nd:YAG лазера 1 попадает в микрообъектив 2, фокусирующий излучение в объем пластины ФС 3 в плоскость формирования непрерывной линии прообразов локальных областей. Одновременно с включением лазера 1, начинается перемещение координатного стола 4, на котором закреплена пластина ФС 3, относительно сфокусированного пучка лазерного излучения по заданной траектории в плоскости перпендикулярной оси излучения лазера 1. Во время формирования непрерывной линии прообразов локальных областей энергия лазерных импульсов фиксируется пироэлектрическим детектором энергии 8, размещенным за плоскопараллельной пластиной 10, перенаправляющей часть энергии излучения на детектор 8.
Скорость перемещения координатного стола 4 с закрепленной на нем пластиной ФС 3 задается, исходя из предполагаемого размера прообразов локальных областей d, а также из коэффициента перекрытия сечения лазерного пучка в плоскости создания непрерывной линии прообразов локальных областей, значение которого выбирается не менее 0.85 и не более 0.98 от размера прообраза локальной области. Диапазон коэффициентов перекрытия найден нами в ходе экспериментальных исследований создания прообразов локальных областей, в соответствии с зависимостью, определяемой выражением υ=(1-η)⋅d⋅ν, где ν - частота следования импульсов. Перемещение координатного стола 4 с закрепленной на нем пластиной ФС 3, прекращается в момент окончания формирования прообразов локальных областей, о чем свидетельствует отсутствие сигнала на пироэлектрическом детекторе 8.
Далее, визуально, через микроскоп видеокамеры 12 выявляются прообразы локальных областей с дефектами, каждый из которых далее аморфизируют сходящимся пучком излучения CO2 лазера, требуемый размер сечения перетяжки которого в плоскости размещения прообразов локальных областей достигается смещением ZnSe линзы вдоль оптической оси CO2 лазера 5. Диапазон температур необходимой для аморфизации прообразов локальных областей с дефектами определяется значениями плотности средней мощности падающего на поверхность пластины ФС 3 пучка излучения. Значение плотности средней мощности в ходе процесса аморфизации, напрямую связанное с температурой, отслеживается детектором мощности 9, на который плоскопараллельная пластина из Ge 11 отводит часть излучения CO2 лазера 5.
По завершению аморфизации одной из выявленных локальных областей с дефектом, координатный стол 4 с закрепленной на нем пластиной ФС 3 перемещают со скоростью 1-5 мкм/с к следующему выявленному прообразу локальной области с дефектом, операцию аморфизации повторяют, и так продолжается до тех пор, пока все выявленные прообразы локальных областей с дефектами не будут аморфизированы.
Далее следует этап создания прообразов локальных областей в местах расположения аморфизированных прообразов локальных областей с дефектами. Работа устройства по созданию прообразов локальных областей в местах расположения аморфизированных прообразов локальных областей с дефектами заключается в последовательном облучении каждой из аморфизированных областей, сфокусированным пучком Nd:YAG лазера 1 до момента завершения создания прообраза, фиксируемого отсутствием сигнала на пироэлектрическом детекторе 8. Последовательное облучение каждой из аморфизированных областей реализуется перемещением координатного стола 4 с закрепленной на нем пластины ФС 3 относительно сфокусированного пучка излучения Nd:YAG лазера 1, после завершения создания прообраза локальной области.
После создания прообразов локальных областей во всех местах расположения аморфизированных прообразов локальных областей с дефектами выполняется этап термической обработки, направленный на появление кристаллической фазы в прообразах локальных областей последовательным перемещением координатного стола 4 с пластиной ФС 3 с прообразами локальных областей относительно сходящегося пучка излучения CO2 лазера 5, требуемый размер перетяжки которого в плоскости размещения прообразов локальных областей достигается смещением ZnSe линзы вдоль оптической оси CO2 лазера 5.
Диапазон температур термической обработки, направленной на появление кристаллической фазы в прообразах локальных областей в пластине ФС 3 с прообразами локальных областей, играющей исключительно важную роль в процессе кристаллизации, определяется значениями плотности средней мощности падающего на поверхность пластины ФС 3 пучка излучения. Значение плотности средней мощности в ходе процесса кристаллизации, напрямую связанное с температурой, отслеживается детектором мощности 9, на который плоскопараллельная пластина из Ge 11 отводит часть излучения CO2 лазера 5.
Кроме того, для контроля в реальном времени температуры нагрева поверхности пластины ФС 3 с прообразами локальных областей в объеме пластины ФС 3, т.е. фактически за контролем хода процесса появления в местах прообразов локальных областей кристаллической фазы, объектив ИК камеры 13 совмещается с центром зоны облучения, при этом коэффициент серости пластины ФС принимается равным 0.85÷0.87. Коэффициент серости пластины ФС, характеризующегося сложным составом, был определен экспериментально. Наблюдения за ходом процесса кристаллизации, также осуществляемые в реальном времени, выполняются видеокамерой 12, оснащенной микроскопом с увеличением ×100-×200, объектив которого совмещается с центром зоны облучения CO2 лазером 5.
Показания ИК камеры 13 и снимки, создаваемые видеокамерой 12 с точностью до единиц секунд, позволяют фиксировать момент завершения процесса кристаллизации, то есть образование кристаллов, характерного вида - кристаллов метасиликата лития.
Столь сложная система фиксации момента завершения процесса кристаллизации с образованием кристаллической фазы определенного вида - метасиликата лития, была обусловлена тем, что различие в диапазонах температур формирования кристаллических фаз различного вида, способных к возникновению и образованию в ходе термической обработки, не велико и составляет 20-50°C (Бережной А.И., Торопов Н. Ситаллы и фотоситаллы. - М.: Машиностроение, 1966. - 348). В частности, температура кристаллизации ближайшей к фазе метасиликата лития дисиликата лития превышает температуру последней всего на 20-30°C.
Управление размером прообраза локальных областей на стадии формирования непрерывной линии прообразов локальных областей осуществляют изменением размера области воздействия излучения Nd:YAG лазера 1, энергией в импульсе и скоростью перемещения пластины ФС относительно сфокусированного пучка лазерного излучения. Для формирования непрерывной линии прообразов локальных областей был использован твердотельный Nd:YAG лазер модели EXPLA PL2143 с параметрами излучения: λ=532 нм, τ=30 пс, f=10 Гц, с расходимостью излучения θ<0.5 мрад.
Для проведения аморфизации выявленных прообразов локальных областей с дефектами и термической обработки, направленной на возникновение и развитие кристаллической фазы был использован импульсный CO2 лазер модели Synrad's 48-1(S)W с параметрами излучения: λ=10.6 мкм, τ=190 мкс, f=5 кГц, с распределением интенсивности по сечению пучка ТЕМ00, расходимостью излучения θ=6 мрад и качеством пучка М2<1.2.
Из приведенных выше примеров очевидно, что любые дефекты прообразов локальных областей, входящих в устройство микротехники, проявляющееся в виде искажения формы прообразов локальных областей, присутствии на непрерывной линии прообразов локальных областей участков, на которых прообразы локальных областей не образовались, а также возникновение микротрещин, окружающих прообраз локальных областей, могут быть устранены последовательной аморфизацией прообразов локальных областей с дефектами сходящимся пучком излучения CO2 лазера в соответствии с параметрами, заявляемыми в формуле изобретения. Нарушение хотя бы одного из параметров для обеспечения аморфизации прообраза локальной области приводит либо к неполной аморфизации (фиг. 4б и 6б), либо к образованию области с измененным показателем преломления, окружающей область аморфизации прообраза локальной области с дефектом (фиг. 5, 7 и 8).
Из приведенных выше примеров проведения этапа термической обработки, направленного на возникновение и развитие кристаллической фазы одного вида во всех прообразах локальных областей, очевидно, что это возможно только при соблюдении всех параметров воздействия сходящимся пучком излучения CO2 лазера, заявляемого в формуле изобретения. Нарушение хотя бы одного из параметров для возникновения и развития кристаллической фазы в прообразах локальных областей приводит, например, к возникновению дисиликата лития (фиг. 12в), к частичной кристаллизации прообраза локальной области (фиг. 11б, 13б и 16б), а также к выходу области кристаллической фазы за пределы прообраза локальной области (фиг. 14в).
На основании вышеизложенного очевидно, что заявляемая совокупность позволяет реализовать оперативное устранение дефектов непосредственно в ходе процесса изготовления устройства микротехники, т.е. повысить выход годных изделий в процессе изготовления устройства микротехники с одновременным сокращением длительности процесса.
Способ изготовления устройства микротехники в объеме пластины фоточувствительного стекла (ФС), включающий последовательное формирование прообразов локальных областей путем перемещения сфокусированного пучка лазерного излучения, для которого ФС прозрачно, с ультракороткой длительностью импульса в плоскости создания прообразов локальных областей, совпадающей с плоскостью фокусировки, до момента завершения создания всех прообразов локальных областей, составляющих устройство микротехники, выявление прообразов локальных областей с дефектами, проведение термической обработки до появления локальных областей кристаллической фазы в объеме пластины ФС, в которой не обнаружено прообразов локальных областей с дефектами в местах расположения прообразов локальных областей в устройстве микротехники, операцию травления пластины ФС в водном растворе HF, отличающийся тем, что выявленные прообразы локальных областей с дефектами последовательно аморфизируют сходящимся пучком излучения СО лазера с плотностью средней мощности в перетяжке пучка не менее 7 Вт/см и не более 18 Вт/см в зависимости от длительности воздействия, но не менее 5 с и не более 10 с, при этом перетяжку лазерного пучка с размером не менее 25 мкм и не более 50 мкм совмещают с плоскостью расположения выявленных прообразов локальных областей с дефектами и перемещают от одного выявленного прообраза локальной области с дефектами к другому до момента завершения аморфизации всех выявленных прообразов локальных областей с дефектами в устройстве микротехники, после чего в каждой из аморфизированных областей вновь последовательно формируют прообразы локальных областей, а термическую обработку всех прообразов локальных областей, составляющих устройство микротехники, осуществляют до появления в каждом из них кристаллической фазы сходящимся пучком излучения СО лазера с плотностью средней мощности в перетяжке пучка не менее 1.5 Вт/см и не более 3.0 Вт/см в зависимости от длительности воздействия, но не менее 15 с и не более 400 с, при этом перетяжку лазерного пучка с размером не менее 25 мкм и не более 500 мкм совмещают с плоскостью размещения прообразов локальных областей и перемещают ее от одного прообраза локальной области к другому до момента возникновения кристаллической фазы во всех прообразах локальных областей устройства микротехники.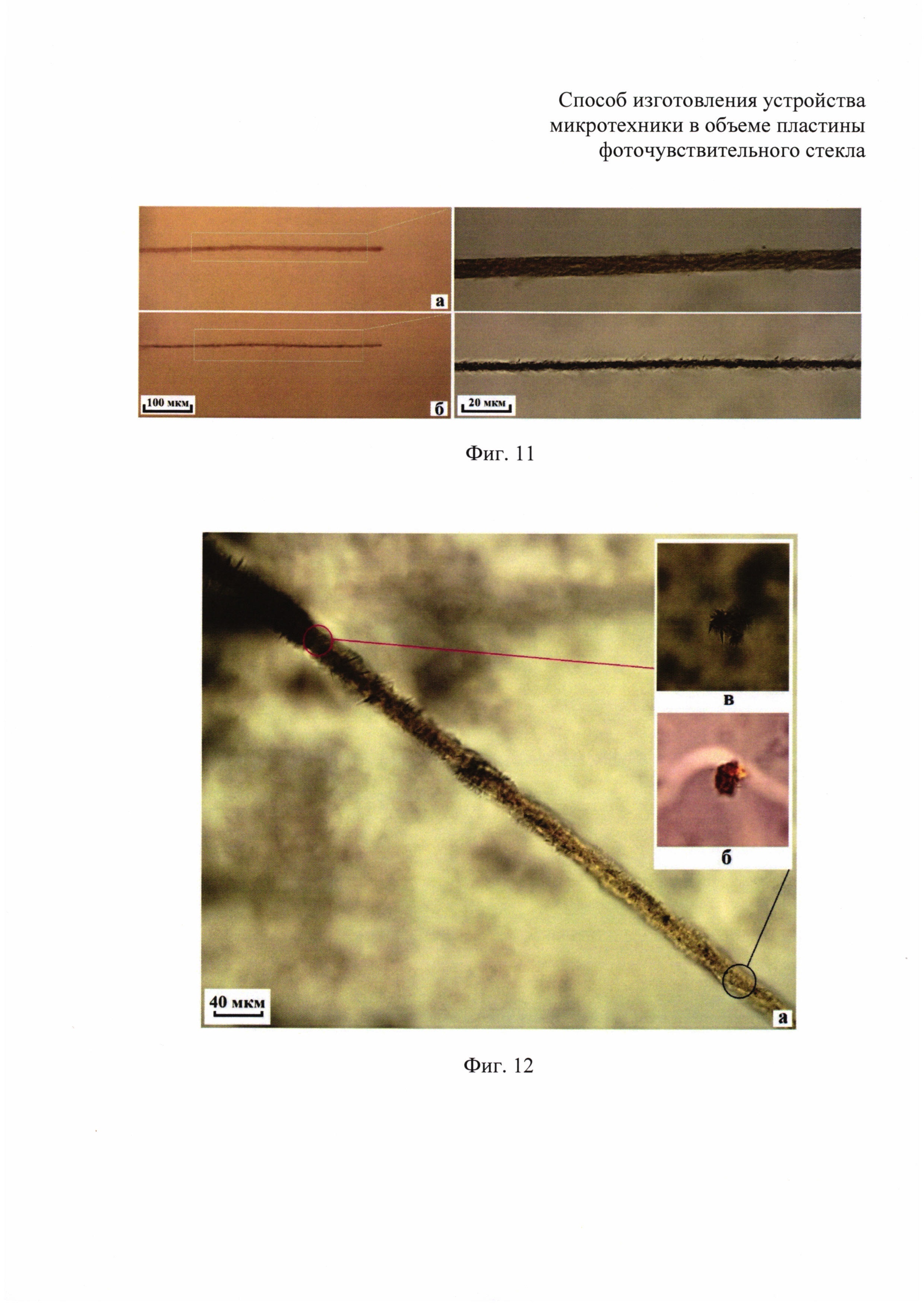
Способ изготовления планарного волновода
Способ изготовления ротора электростатического гироскопа
Способ изготовления микрооптического растра
Способ изготовления объемного волновода
Способ определения коэффициента квадратичной фазовой модуляции сверхкороткого оптического импульса
Способ лазерной очистки поверхности
Способ деперсонализации персональных данных
Волоконно-оптическое устройство для измерения напряженности электрического поля
Способ получения резистивного элемента памяти
Способ оценки степени обогатимости минерального сырья оптическим методом и устройство для его реализации
Способ изготовления планарного волновода
Способ изготовления ротора электростатического гироскопа
Способ изготовления микрооптического растра
Способ изготовления объемного волновода
Способ определения коэффициента квадратичной фазовой модуляции сверхкороткого оптического импульса
Способ лазерной очистки поверхности
Способ деперсонализации персональных данных
Волоконно-оптическое устройство для измерения напряженности электрического поля
Способ получения резистивного элемента памяти
Способ оценки степени обогатимости минерального сырья оптическим методом и устройство для его реализации

