Результат интеллектуальной деятельности: СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии изготовления резинотехнических изделий (РТИ) путем вулканизации в пресс-форме, и может быть применено для изготовления армированных амортизаторов и эластичных опорных шарниров (ЭОШ).
Известны пресс-формы для изготовления армированных резинотехнических изделий (см., например, патенты РФ №№2113998 и 2302944).
Эти пресс-формы содержат заполняемую эластомером цилиндрическую загрузочную камеру с перемещающимся в ней пуансоном, формующий блок и литниковую систему.
Для прессования применяют гидравлические прессы, обеспечивающие постоянное давление на прессуемую деталь в течение всего времени прессования, при этом к устанавливаемой на нижнюю неподвижную плиту пресса и закрепляемой на ней пресс-форме с загруженным в нее эластомером при перемещении плунжера пресса прижимается верхняя подвижная плита с закрепленным на ней пуансоном пресс-формы и эластомер пуансоном выдавливается из загрузочной камеры через литниковую систему в формующий блок, где эластомер подвергается прессованию.
В процессе обслуживания пресс-формы по регламенту производится ее предварительная сборка, дополнительная сборка при подготовке к работе и полная разборка пресс-формы после окончания работы, при этом осуществляются многократная установка и снятие отдельных узлов, например при прогреве частично собранной пресс-формы, проверке правильности взаимного расположения деталей, в частности производится установка пуансона в загрузочную камеру при сборке пресс-формы, извлечение пуансона из загрузочной камеры для размещения в ней эластомера, для размещения разрезного кольца на дне загрузочной камеры с последующей установкой пуансона в загрузочную камеру.
Известен способ обслуживания пресс-формы для изготовления армированных резинотехнических изделий, по которому при сборке пресс-формы устанавливают пуансон в загрузочную камеру (см., например, И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - стр.156-159).
В этом способе не обеспечивается требуемое центрирование пуансона в загрузочной камере, что приводит к неравномерному по окружности распределению величины зазора между пуансоном и внутренней стенкой цилиндрической загрузочной камеры.
Известен также способ обслуживания пресс-формы для изготовления армированных резинотехнических изделий, по которому при сборке пресс-формы пуансон устанавливают в загрузочную камеру через специально изготовленное кольцо, меньший внутренний диаметр которого соответствует диаметру пуансона, а больший внутренний диаметр равен наружному диаметру загрузочной камеры (патент РФ №2438869), наиболее близкий аналог.
Этот способ позволяет обеспечить центрирование пуансона в загрузочной камере пресс-формы, необходимое для равномерного по окружности распределения величины зазора между пуансоном и внутренней стенкой цилиндрической загрузочной камеры.
Однако использование этого способа при обслуживании нашедшей широкое применение в последнее время конструкции пресс-формы, включающей закрепленную на пуансоне обойму с формующим блоком, взаимодействующую с матрицей, не позволяет обеспечить нужную точность центрирования обоймы в матрице, так как установка обоймы в посадочное место в матрице требует более точного предварительного центрирования, чем при установке пуансона в загрузочную камеру.
Кроме того, соединение обоймы формующего блока с пуансоном или отсоединение обоймы формующего блока от пуансона на весу будет приводить к нарушению центровки, которое в процессе обслуживания пресс-формы будет происходить многократно из-за необходимости повторения операций по соединению обоймы формующего блока с пуансоном или по разъединению обоймы формующего блока от пуансона для установки формующего блока в обойму и для извлечения его.
При этом повышается трудоемкость операции, так как масса обоймы с формующим блоком может быть значительной, особенно при больших габаритах изделия.
Применение при установке или снятии обоймы типовой подставки будет приводить при каждом использовании подставки к нарушению ранее установленной центровки обоймы с формующим блоком.
Таким образом, применение известного способа при обслуживании пресс-формы для изготовления армированных резинотехнических изделий, включающей закрепленную на пуансоне обойму с формующим блоком, взаимодействующую с матрицей, не позволяет обеспечить требуемую точность центрирования обоймы в матрице, процесс соединения обоймы формующего блока с пуансоном или разъединения обоймы формующего блока от пуансона без применения специальной подставки является сложной и трудоемкой операцией, что снижает качество обслуживания пресс-формы.
Технической задачей данного изобретения является повышение качества обслуживания пресс-формы для изготовления армированных резинотехнических изделий за счет повышения точности центрирования, упрощения и снижения трудоемкости проводимых работ.
Технический результат достигается тем, что в способе обслуживания пресс-формы для изготовления армированных резинотехнических изделий, включающей закрепленную на пуансоне обойму с формующим блоком, взаимодействующую с матрицей, заключающемся в установке в пресс-форму и извлечении из нее обоймы с формующим блоком, изготавливают кольцо ступенчатого сечения, меньший наружный диаметр которого соответствует внутреннему диаметру матрицы, а входная кромка по внутреннему диаметру идентична входной кромке поверхности посадочного места обоймы в матрице, перед каждой установкой обоймы с формующим блоком в пресс-форму и перед каждым извлечением из нее устанавливают кольцо по большему наружному диаметру на матрицу, совмещая поверхность кольца с меньшим наружным диаметром с внутренней поверхностью матрицы, и скрепляют кольцо с матрицей, затем располагают на кольце обойму формующего блока, выполняют операцию по соединению обоймы формующего блока с пуансоном или по отсоединению обоймы формующего блока от пуансона, после чего снимают кольцо с матрицы.
Применение при обслуживании пресс-формы предварительно изготовленного съемного кольца предложенной формы и соответствующих элементам матрицы пресс-формы размеров позволяет проводить одновременно центрирование обоймы с формующим блоком относительно матрицы и использовать кольцо в качестве подставки для обоймы при присоединении ее к пуансону и при отсоединении от пуансона.
Расположение обоймы с формующим блоком в посадочном месте кольца, устанавливаемого на матрицу при соединении обоймы с пуансоном или при отсоединении обоймы от пуансона, позволяет наиболее просто и с требуемой точностью осуществлять центрирование обоймы относительно матрицы и сохранять его в процессе обслуживания пресс-формы.
Изготовление кольца со ступенчатым сечением, меньший наружный диаметр которого соответствует внутреннему диаметру матрицы, позволяет обеспечить точную установку кольца в матрицу, а также просто и надежно закрепить кольцо на матрице по большему наружному диаметру, совмещая поверхность кольца с меньшим наружным диаметром с внутренней поверхностью матрицы.
Выполнение входной кромки по внутреннему диаметру кольца, идентичной входной кромке поверхности посадочного места обоймы в матрице, позволяет при обслуживании пресс-формы имитировать установку обоймы в посадочное место матрицы без непосредственного взаимодействия обоймы с матрицей, что исключает возможность нарушения поверхности матрицы при центрировании обоймы и других операциях и повышает качество обслуживания пресс-формы.
Сущность способа поясняется чертежами.
На фиг.1 приведена конструктивная схема пресс-формы.
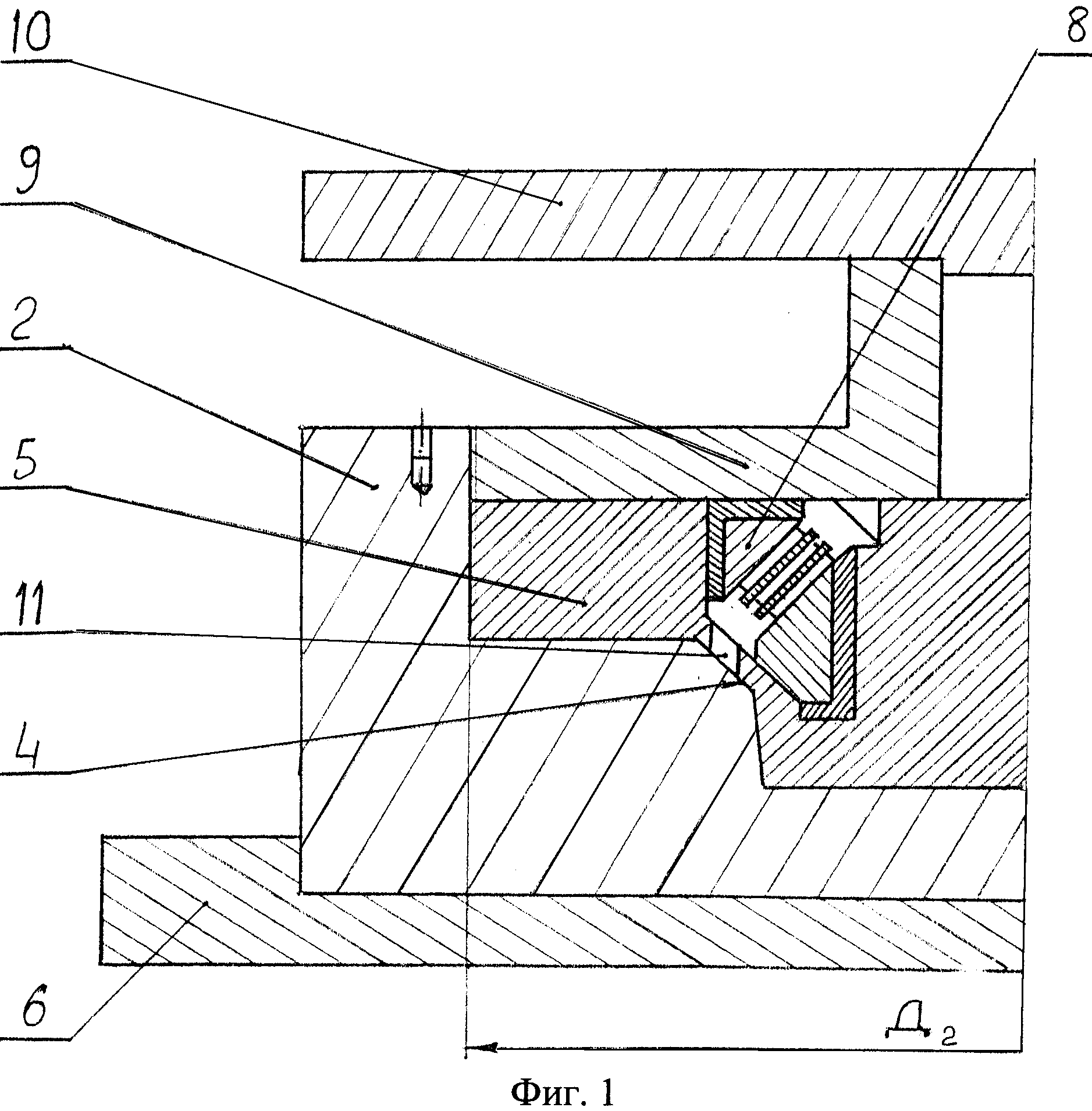
На фиг.2 приведена схема пресс-формы с установленным на матрицу кольцом.
Обслуживание пресс-формы предлагаемым способом осуществляется следующим образом.
Изготавливают кольцо 1 ступенчатого сечения, меньший наружный диаметр Д1 которого соответствует внутреннему диаметру Д2 матрицы 2.
При изготовлении кольца 1 входную кромку 3 по внутреннему диаметру кольца 1 выполняют идентичной входной кромке 4 поверхности посадочного места обоймы 5 в матрице 2.
При установке пресс-формы на пресс выдвигают стол пресса и устанавливают на него матрицу 2 с нижней плитой 6 пресс-формы.
Затем устанавливают кольцо 1 по большему наружному диаметру Д3 на матрицу 2, совмещая поверхность кольца с меньшим наружным диаметром Д1 с внутренней поверхностью матрицы 2, и закрепляют кольцо 1 на матрице 2 болтами 7.
Располагают обойму 5 с предварительно собранным формующим блоком 8 на кольце 1 и устанавливают на обойму 5 пуансон 9, соединенный с верхней плитой 10 пресс-формы, и соединяют обойму 5 с пуансоном 9.
Задвигают стол пресса, закрепляют нижнюю плиту 6 и верхнюю плиту 10 пресс-формы с соответствующими плитами пресса.
При этом обеспечивается центрирование обоймы 5 с формующим блоком 8 относительно матрицы 2.
Отсоединяют обойму 5 с формующим блоком 8 от пуансона 9, поднимают траверсу пресса, выдвигают стол пресса, снимают обойму 5 с формующим блоком 8 и кольцо 1 с матрицы 2 и задвигают стол пресса.
При подготовке пресс-формы к формованию выдвигают стол пресса с установленной на нем матрицей 2 пресс-формы, устанавливают на матрицу 2 кольцо 1 и закрепляют на ней болтами 7.
Окончательно собирают формующий блок 8, устанавливая в него с зазорами элементы арматуры армированного резинотехнического изделия.
Располагают на кольце 1 обойму 5 с окончательно собранным формующим блоком 8.
Задвигают стол пресса с матрицей 2 под пресс, опускают траверсу пресса и соединяют обойму 5 с пуансоном 9.
Поднимают траверсу пресса, отводя обойму 5 с пуансоном 9 от матрицы 2, выдвигают стол пресса и снимают кольцо 1 с матрицы 2.
Помещают в матрицу 2 эластомер, задвигают стол пресса, опускают траверсу пресса, замыкают пресс-форму и производят запрессовку эластомера в формующий блок 8 с изделием через литниковые каналы 11.
После окончания формования производят разборку пресс-формы, при этом размыкают пресс-форму с помощью подъема траверсы пресса и выдвигают стол пресса с матрицей 2.
Устанавливают на матрицу 2, закрепляют на ней кольцо 1 и задвигают стол пресса с матрицей 2 под пресс.
Опускают траверсу пресса, располагая обойму 5, соединенную с пуансоном 9, на кольце 1, отсоединяют обойму 5 с формующим блоком 8 от пуансона 9.
Поднимают траверсу пресса, выдвигают стол пресса, снимают обойму 5 с формующим блоком с матрицы 2 и отсоединяют кольцо 1 от матрицы 2.
Извлекают формующий блок из обоймы 5, разбирают формующий блок 8 и производят концевые операции на готовом изделии.
Предложенное техническое решение обеспечивает повышение технологичности процесса сборки и разборки пресс-формы для изготовления армированных резинотехнических изделий.
Предлагаемый способ позволяет повысить качество обслуживания пресс-формы и используется в процессе изготовления ряда высококачественных ЭОШ при обеспечении требуемой технологичности.
Способ обслуживания пресс-формы для изготовления армированных резинотехнических изделий, включающей закрепленную на пуансоне обойму с формующим блоком, взаимодействующую с матрицей, заключающийся в установке в пресс-форму и извлечении из нее обоймы с формующим блоком, отличающийся тем, что изготавливают кольцо ступенчатого сечения, меньший наружный диаметр которого соответствует внутреннему диаметру матрицы, а входная кромка по внутреннему диаметру идентична входной кромке поверхности посадочного места обоймы в матрице, перед каждой установкой обоймы с формующим блоком в пресс-форму и перед каждым извлечением из нее устанавливают кольцо по большему наружному диаметру на матрицу, совмещая поверхность кольца с меньшим наружным диаметром с внутренней поверхностью матрицы, и скрепляют кольцо с матрицей, затем располагают на кольце обойму формующего блока, выполняют операцию по соединению обоймы формующего блока с пуансоном или по отсоединению обоймы формующего блока от пуансона, после чего снимают кольцо с матрицы.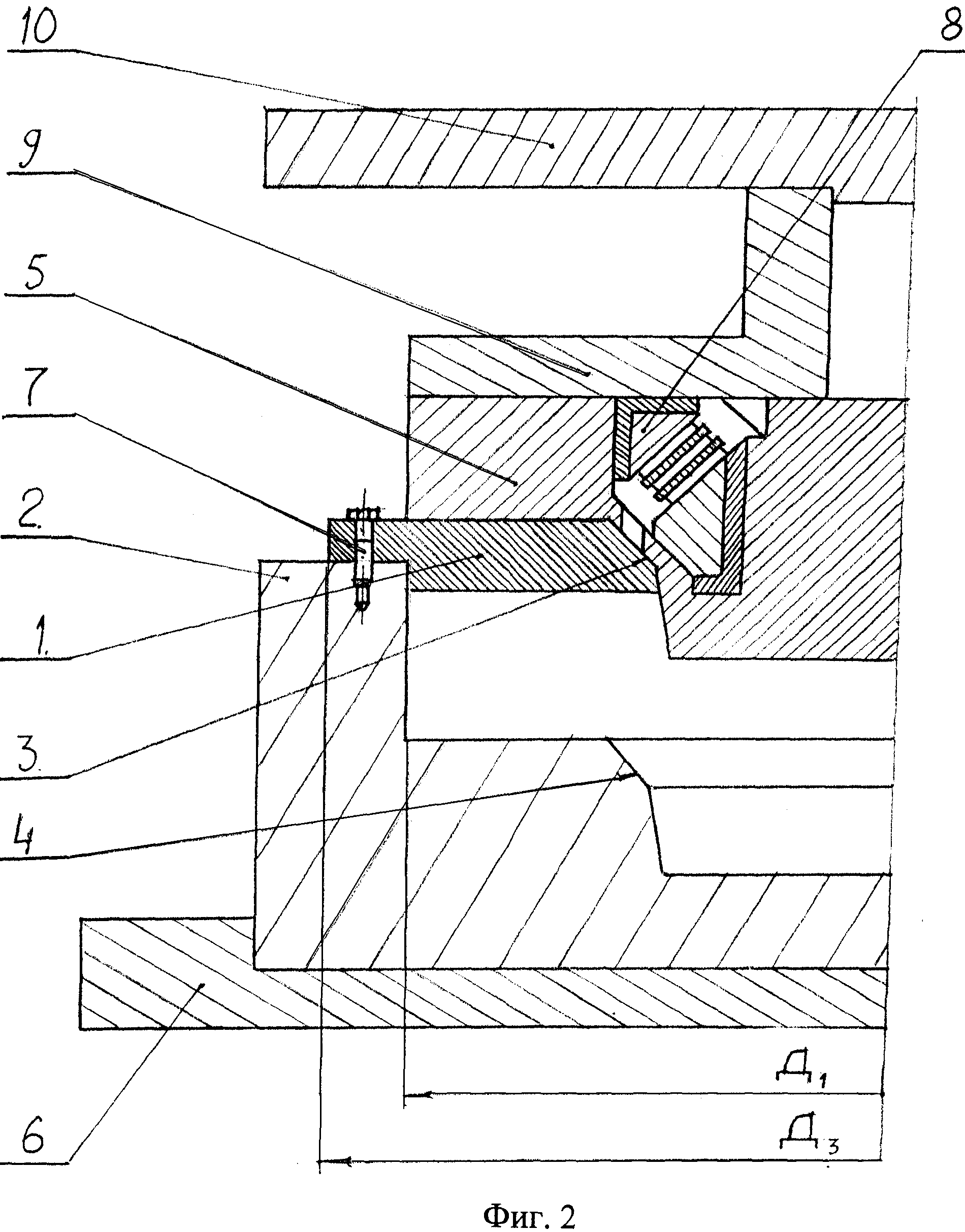
Способ сборки блоков газоперекачивающего агрегата
Раздвижное сопло ракетного двигателя
Батарейный циклон
Способ склеивания теплонапряженных деталей из композиционных материалов
Энергоблок газотурбинной электростанции
Устройство герметизации сопла ракетного двигателя
Система охлаждения газотурбинного двигателя газоперекачивающего агрегата
Корпус ракетного двигателя твердого топлива
Выхлопной тракт газоперекачивающего агрегата
Устройство для соединения частей и узлов в агрегатах
Эпоксидное связующее
Способ изготовления панели звукопоглощающего устройства
Устройство для отверждения композиционных материалов
Способ подготовки к работе гидроклава с эластичной диафрагмой
Способ подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий
Способ изготовления панели звукопоглощающего устройства
Способ изготовления деталей из композиционных материалов
Способ изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом
Способ изготовления изделий из композиционных материалов
Способ изготовления изделий из композиционных материалов

