Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ФОРМУЮЩЕГО БЛОКА ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии изготовления подвижных соединений в пресс-форме, и может быть использовано при изготовлении армированных амортизаторов и резинометаллических элементов.
Известны конструкции пресс-форм для изготовления подвижного соединения (см., например, патенты РФ №№2113998 и 2351472).
Эти пресс-формы содержат формующий блок, заполняемую эластомером загрузочную камеру с перемещающимся в ней пуансоном и литниковую систему.
В формующий блок помещают опорные кольца подвижного соединения, между которыми устанавливают тарели с разделительными элементами, соединяют наружные торцы опорных колец с формообразующими кольцами и скрепляют последние между собой.
Сборка формующего блока при подготовке пресс-формы к работе является ответственной операцией, во многом определяющей качество изготовления подвижного соединения.
Известен способ сборки формующего блока пресс-формы для изготовления подвижного соединения, включающий установку тарелей с разделительными элементами между внутренними торцами опорных колец подвижного соединения, соединение наружных торцов опорных колец с формообразующими кольцами и скрепление последних между собой (патент РФ №2302944), наиболее близкий аналог.
Применение известного способа для изготовления крупногабаритных подвижных соединений показало, что установка и центрирование тарелей с разделительными элементами между внутренними торцами опорных колец при сборке формующего блока является сложной и трудоемкой операцией.
При значительном по величине диаметре тарелей, особенно при их большом количестве в составе подвижного соединения, точная установка пакета тарелей в требуемом положении без введения дополнительных операций, практически невозможна.
Кроме того, не исключается возможность нарушения поверхности внутренних торцов опорных колец при соединении наружных торцов опорных колец с формообразующими кольцами, например, в результате взаимодействия с поверхностью подставки.
Указанные недостатки способа сборки формующего блока не позволяют обеспечить надежную работу пресс-формы и приводят к снижению качества изготавливаемых в пресс-форме подвижных соединений.
Таким образом, известный способ сборки формующего блока пресс-формы сложен, трудоемок, не исключает возможность повреждения опорных колец и не позволяет обеспечить требуемую точность установки тарелей подвижного соединения.
Технической задачей данного изобретения является снижение трудоемкости, упрощение и повышение точности технологического процесса сборки формующего блока, обеспечивающего надежную работу пресс-формы и качественное изготовление подвижного соединения.
Технический результат достигается тем, что в способе сборки формующего блока пресс-формы для изготовления подвижного соединения, включающем установку тарелей с разделительными элементами между внутренними торцами опорных колец подвижного соединения, соединение наружных торцов опорных колец с формообразующими кольцами и скрепление последних между собой, на внутреннем торце каждого из опорных колец выполняют кольцевой паз и открывают два диаметрально противоположно расположенные глухие отверстия, а в тарелях выполняют сквозные отверстия, расположенные напротив глухих отверстий в опорных кольцах, соединяют опорные кольца с формообразующими кольцами поочередно на подставке, снабженной установочным фланцем, вводимым в кольцевой паз опорного кольца, затем устанавливают в глухие отверстия одного из опорных колец направляющие штыри и нанизывают на них тарели, используя выполненные в тарелях сквозные отверстия для центрирования, извлекают направляющие штыри и устанавливают на полученный пакет тарелей второе опорное кольцо, после чего скрепляют между собой формообразующие кольца.
Выполнение кольцевого паза на внутреннем торце каждого из опорных колец позволяет соединять опорные кольца с формообразующими кольцами поочередно на подставке, снабженной установочным фланцем, вводимым в кольцевой паз, без взаимодействия внутренних торцов опорных колец с поверхностью подставки и тем самым исключить возможность нарушения поверхности опорных колец, снизить трудоемкость и упростить процесс сборки.
Открытие на внутреннем торце каждого из опорных колец двух диаметрально противоположно расположенных глухих отверстий и выполнение в тарелях сквозных отверстий, расположенных напротив глухих отверстий в опорных кольцах, позволяет существенно облегчить и повысить точность установки тарелей между опорными кольцами при сборке, нанизывая тарели на направляющие штыри, устанавливаемые в глухие отверстия опорных колец.
Разработанная совокупность технологических операций, проводимых в строго определенной последовательности, позволяет наилучшим образом осуществить сборку формующего блока пресс-формы при ее подготовке к работе и тем самым обеспечить надежную работу пресс-формы и качественное изготовление в ней подвижного соединения.
Сущность способа поясняется чертежами.
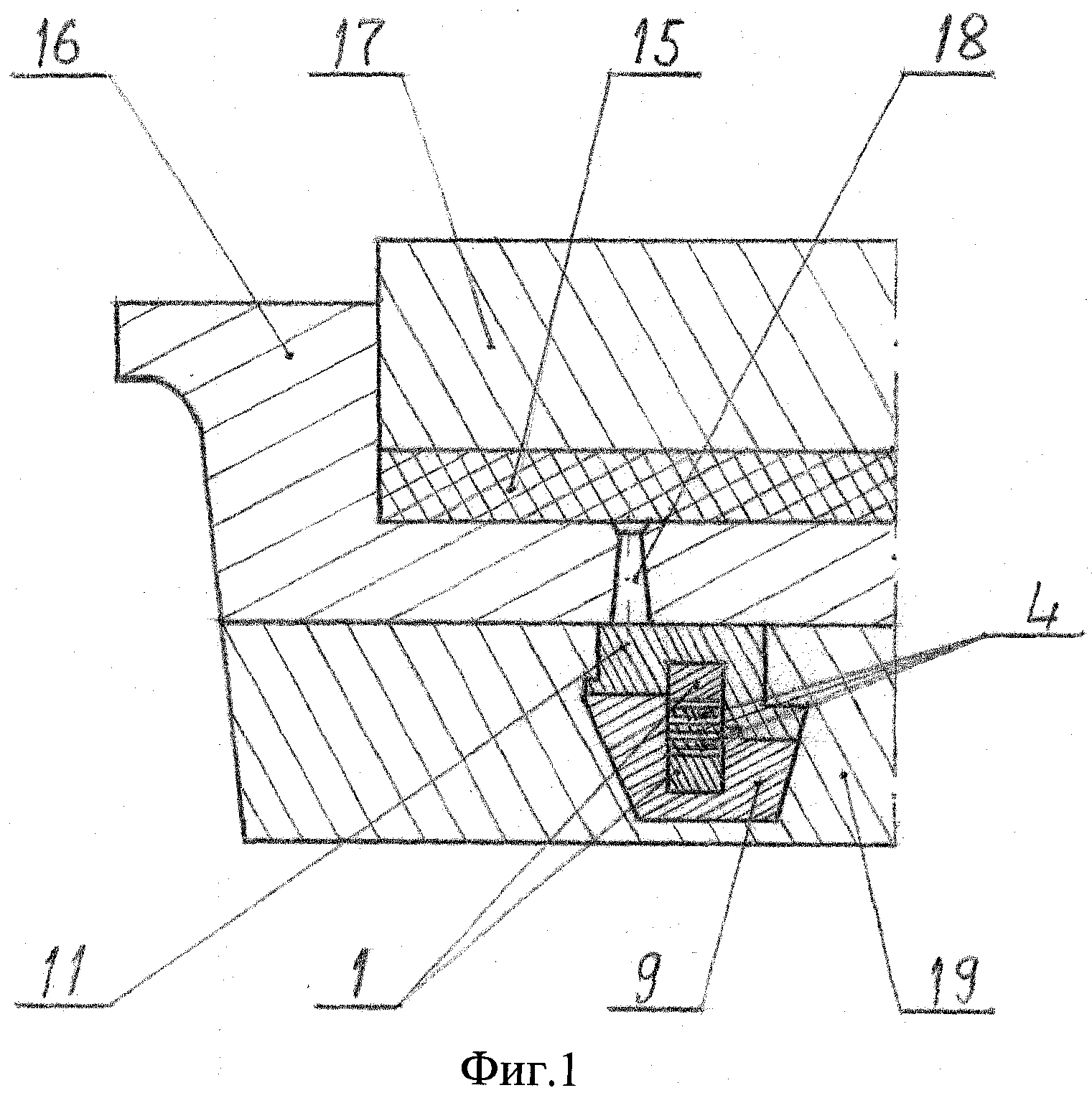
На фиг.1 приведена схема пресс-формы для изготовления подвижного соединения.
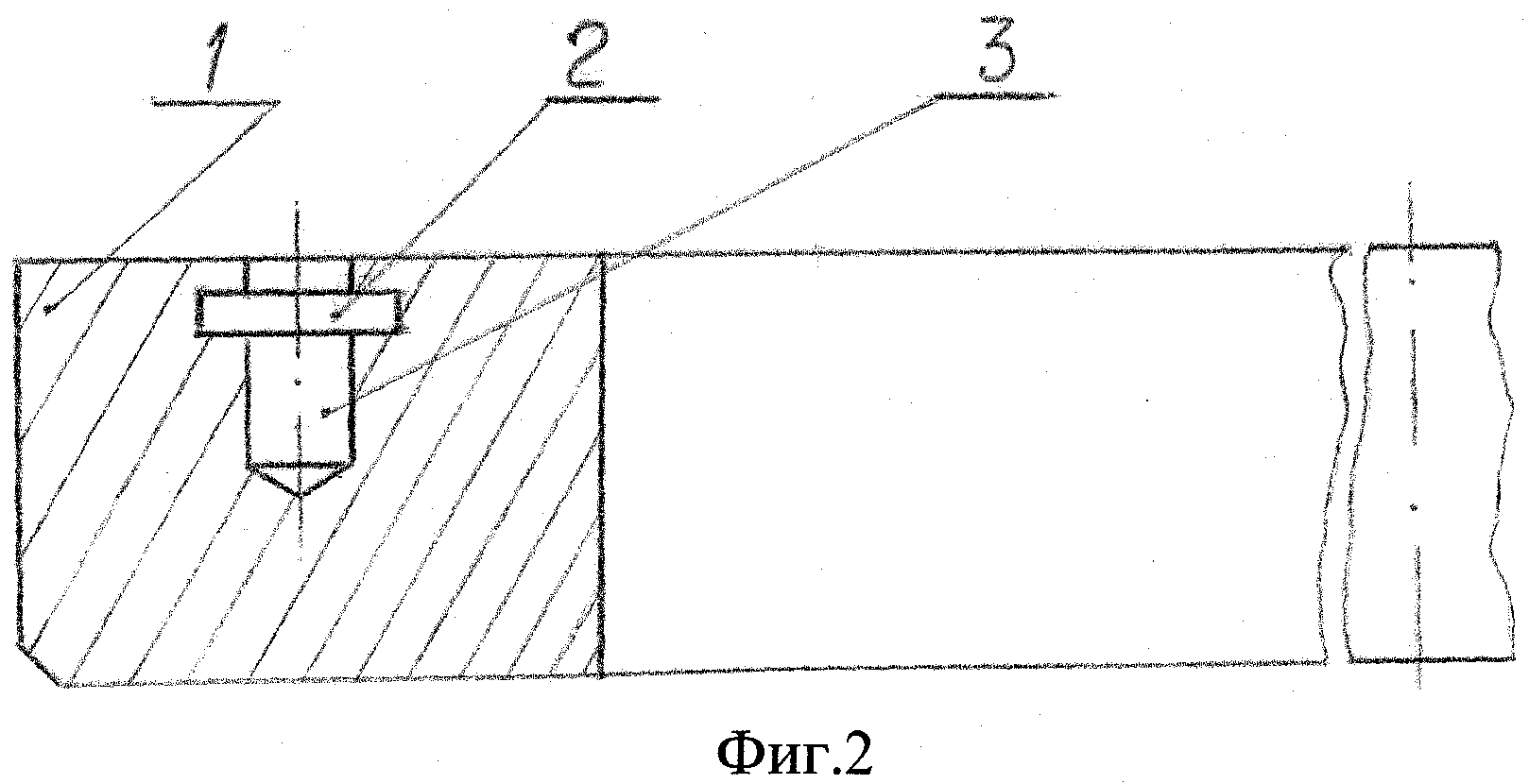
На фиг.2 приведено сечение опорного кольца, проходящее через паз и отверстие в нем.
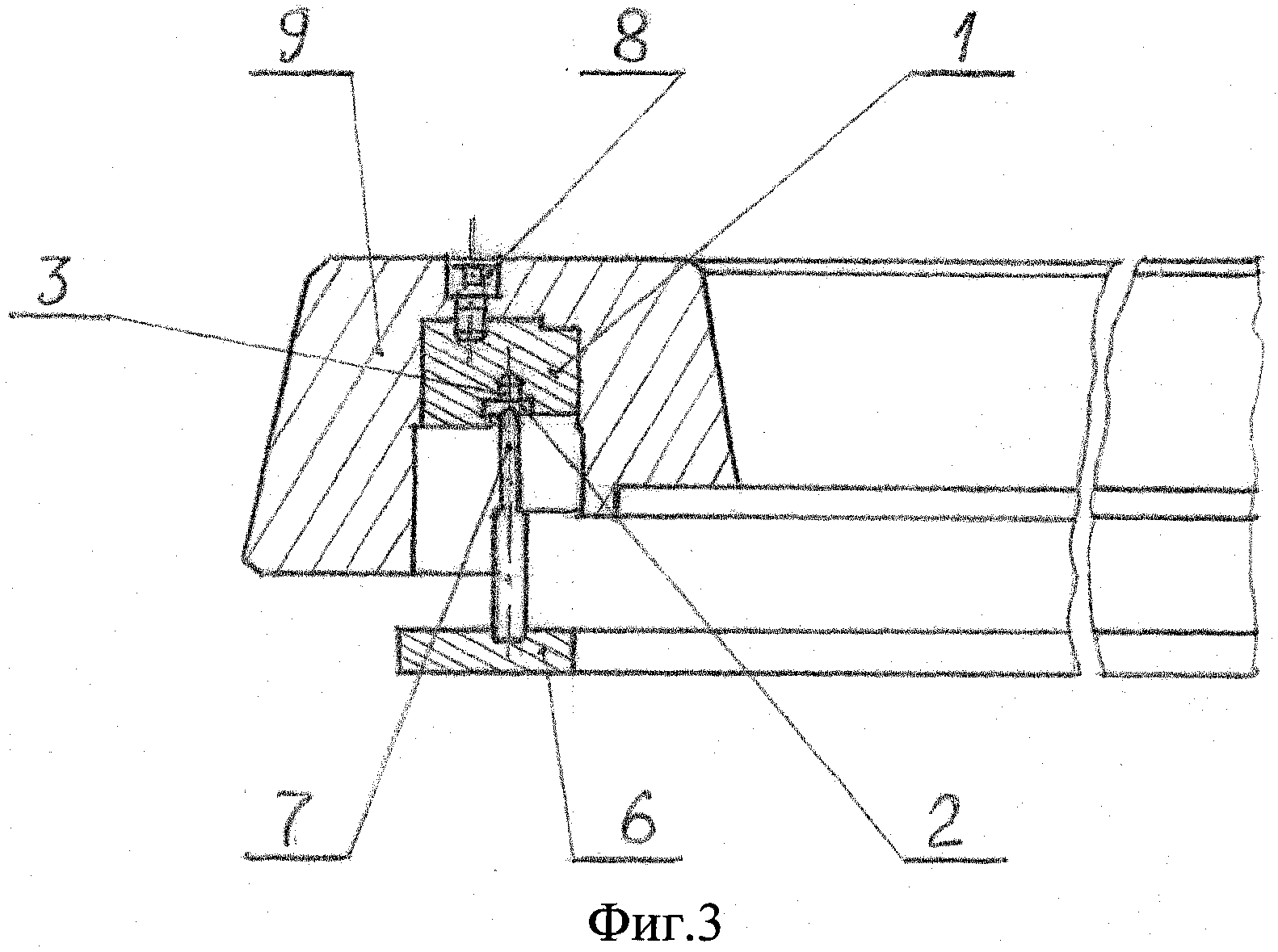
На фиг.3 приведена схема скрепления опорных колец подвижного соединения с формообразующими кольцами.
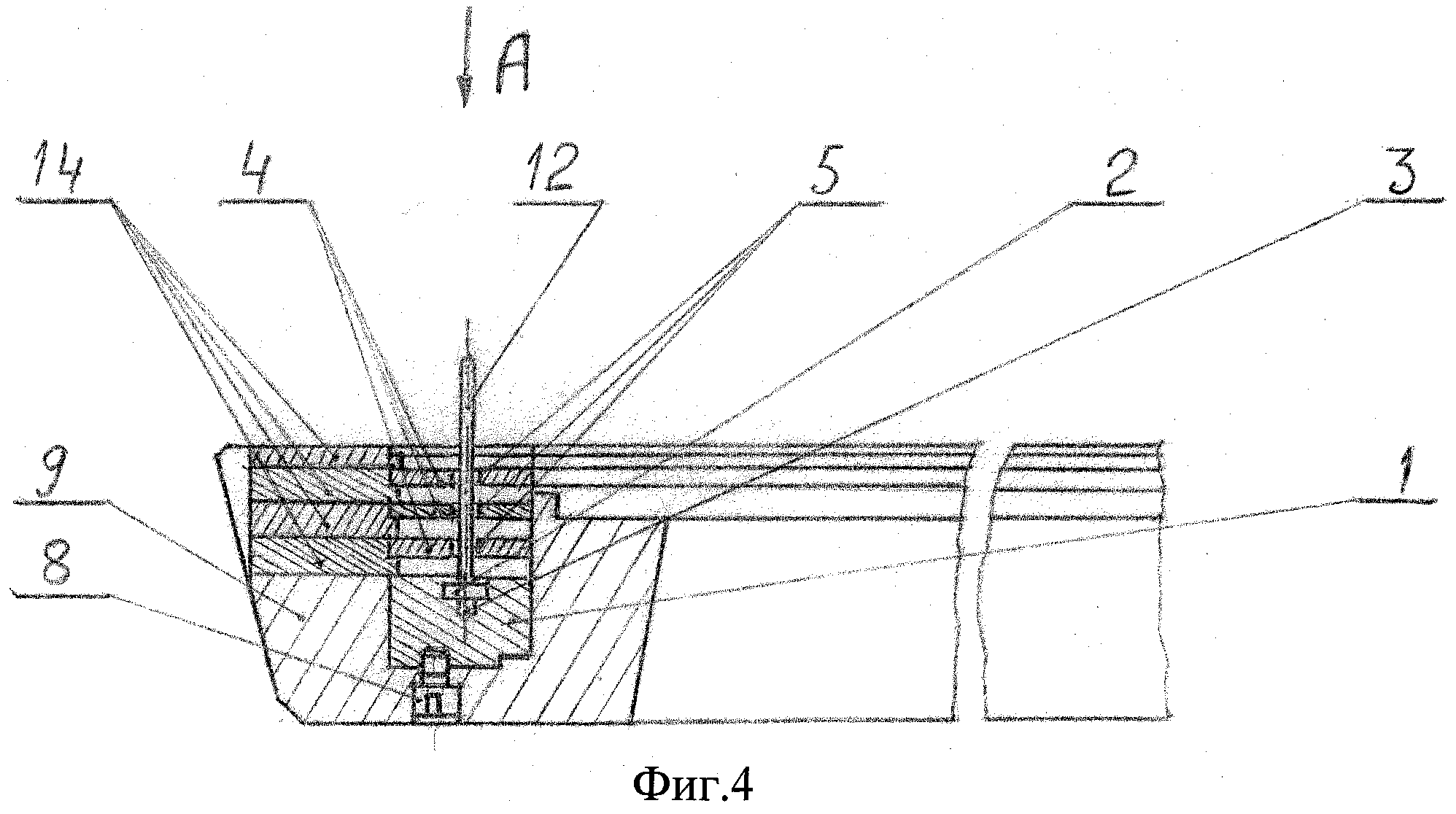
На фиг.4 приведена схема установки тарелей и разделительных элементов.
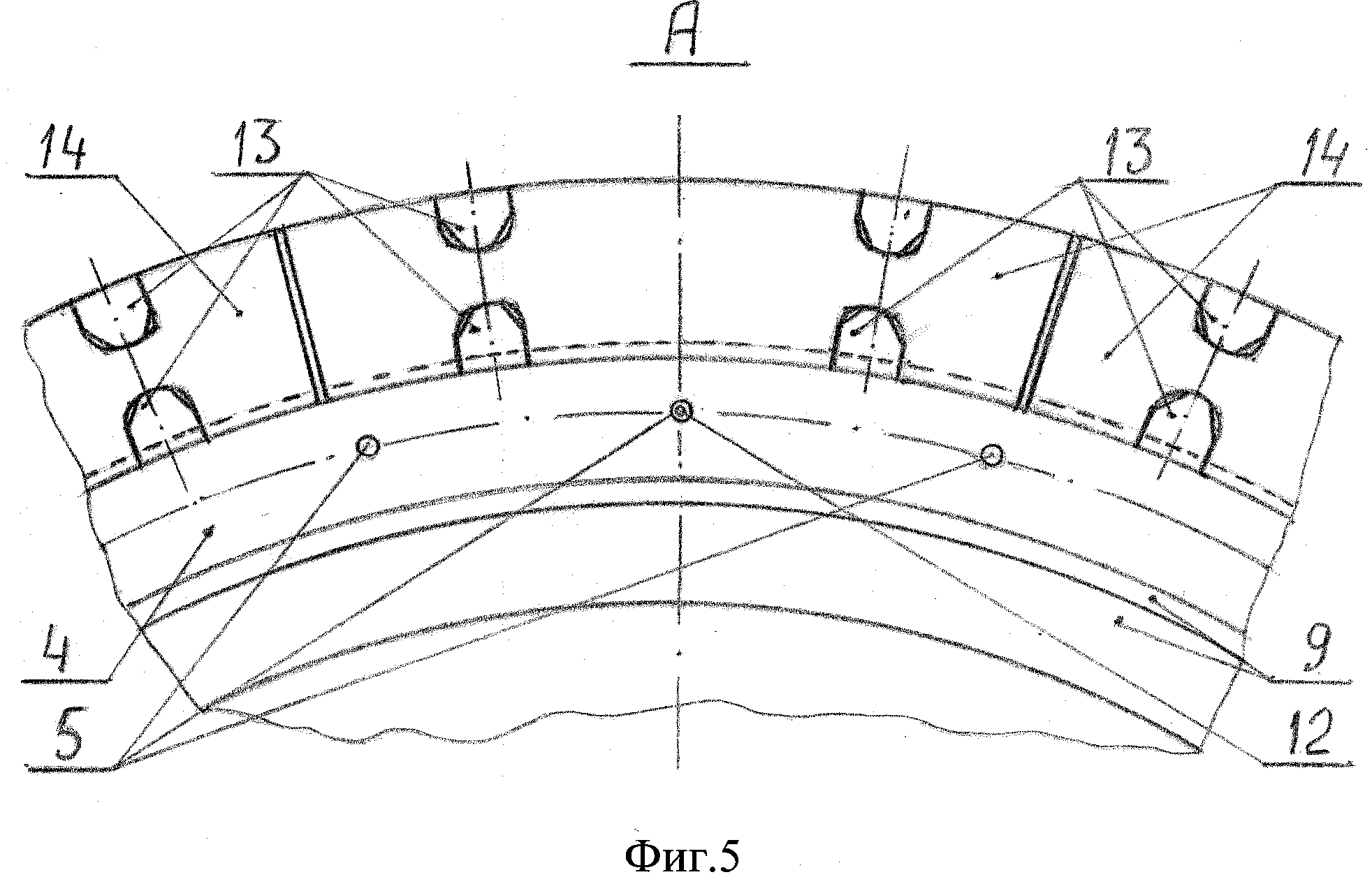
На фиг.5 приведен вид сверху на формообразующее кольцо с установленными тарелями.
На фиг.6 приведен собранный формующий блок.
Сборка формующего блока пресс-формы по предлагаемому способу осуществляется следующим образом.
На внутреннем торце каждого из двух идентичных опорных колец 1 подвижного соединения выполняют кольцевой паз 2 и открывают в нем два диаметрально противоположно расположенные глухие отверстия 3.
Такое выполнение опорных колец 1 позволяет обеспечить их взаимозаменяемость при сборке подвижного соединения.
При изготовлении кольцевых тарелей 4 выполняют в них сквозные отверстия 5, таким образом, чтобы при установке в процессе сборки подвижного соединения они располагались бы напротив глухих отверстий 3 в опорных кольцах 1.
Устанавливают одно из опорных колец 1 на специально изготовленную кольцевую подставку 6, вводя установочный фланец 7 кольцевой подставки 6 в кольцевой паз 2 опорного кольца 1, и соединяют винтами 8 первое опорное кольцо 1 по наружному торцу с нижним формообразующим кольцом 9.
Снимают первое опорное кольцо 1 с подставки 6, устанавливают на нее второе опорное кольцо 1, вводя установочный фланец 7 подставки 6 в кольцевой паз 2 второго опорного кольца 1, и соединяют винтами 10 второе опорное кольцо 1 по наружному торцу с верхним формообразующим кольцом 11.
Устанавливают в глухие отверстия 3 первого опорного кольца 1, соединенного с нижним формообразующим кольцом 9, направляющие штыри 12.
Поочередно нанизывают на направляющие штыри 12 кольцевых тарели 4, используя для центрирования сквозные отверстия 5, выполненные во всех кольцевых тарелях 4.
При этом в пазы между выступами 13 нижнего формообразующего кольца 9, перед размещением первой кольцевой тарели 4, между остальными кольцевыми тарелями 4 и на последнюю кольцевую тарель 4 устанавливают разделительные элементы 14, при помощи которых выставляют зазоры между опорными кольцами 1 и крайними тарелями 4, а также между промежуточными тарелями 4.
Разделительные элементы 14 выполнены в виде секторов, равномерно расположенных по периметру формообразующего кольца 9.
После установки всех кольцевых тарелей 4 извлекают направляющие штыри 12, устанавливают на полученный пакет второе опорное кольцо 1, соединенное с верхним формообразующим кольцом 11, и болтами 15 скрепляют между собой формообразующие кольца 9 и 11, что является завершением процесса сборки формующего блока пресс-формы.
После чего производят окончательную сборку пресс-формы, помещают эластомер 15 в загрузочную камеру 16, устанавливают пуансон 17 и при помощи него запрессовывают эластомер 15 через литниковые каналы 18 в предварительно собранный формующий блок, установленный в основание 19 пресс-формы.
Практическое применение подтвердило высокую технологичность процесса сборки формующего блока пресс-формы.
С использованием предлагаемого способа на предприятии проводится сборка формующего блока пресс-формы, в которой качественно изготавливается ряд крупногабаритных подвижных соединений.
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения, включающий соединение наружных торцов опорных колец подвижного соединения с формообразующими кольцами пресс-формы, установку тарелей подвижного соединения между внутренними торцами опорных колец с выставкой зазоров при помощи разделительных элементов и скрепление формообразующих колец между собой, отличающийся тем, что на внутреннем торце опорных колец выполняют кольцевой паз и открывают в нем два диаметрально противоположно расположенные глухие отверстия, а в тарелях выполняют сквозные отверстия, расположенные напротив глухих отверстий в пазах опорного кольца, поочередно соединяют опорные кольца с формообразующими кольцами на подставке, снабженной установочным фланцем, вводимым в кольцевой паз опорного кольца, затем устанавливают в глухие отверстия одного из опорных колец направляющие штыри и нанизывают на них тарели, после чего извлекают направляющие штыри и скрепляют между собой формообразующие кольца.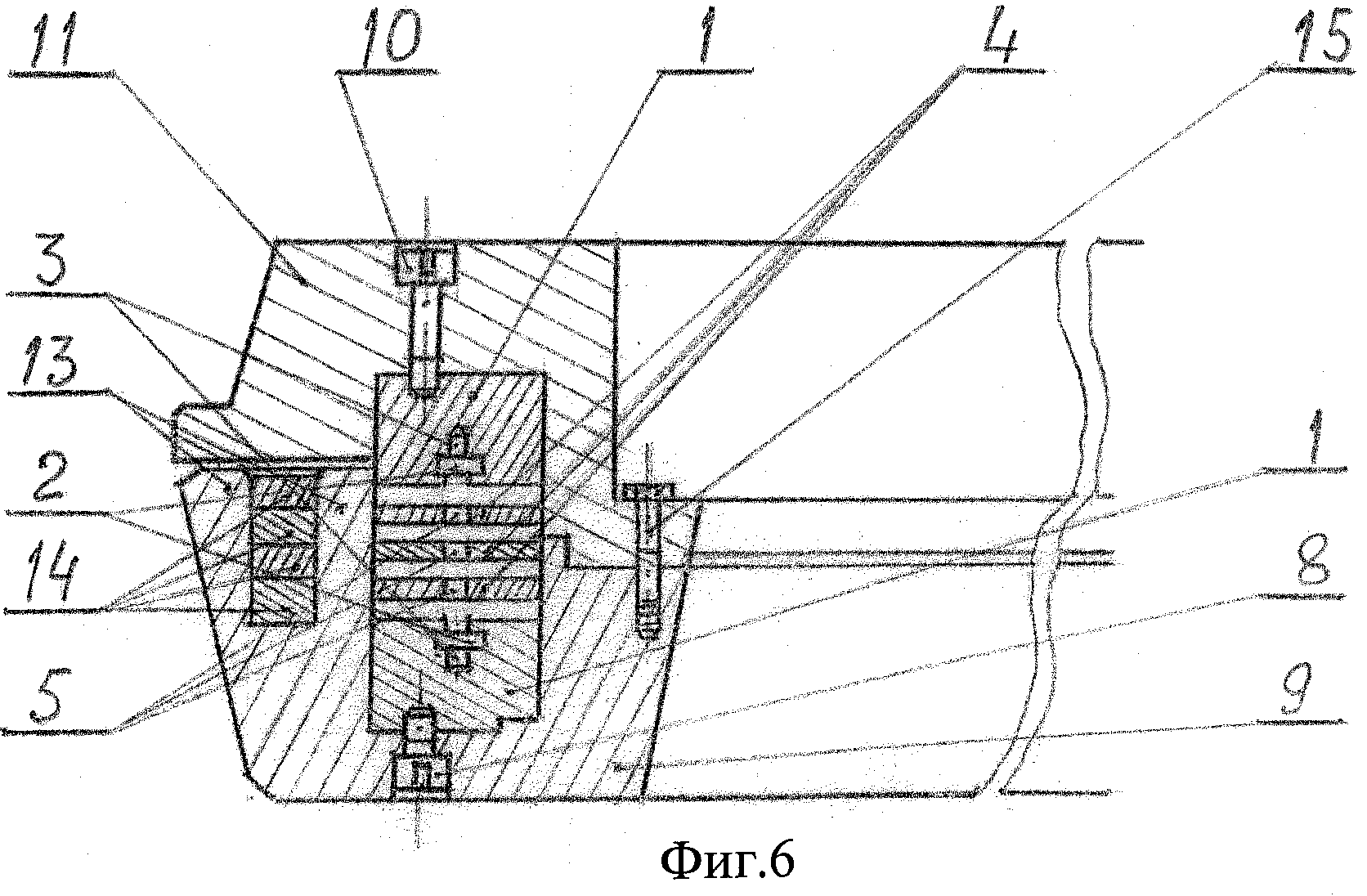
Способ сборки газоперекачивающего агрегата
Устройство для крепления контейнера на железнодорожной платформе
Устройство для отделения частиц масла из газового потока
Воздухоочистительное устройство для газотурбинного двигателя
Глушитель шума
Монтажное устройство
Шпоночное соединение
Раздвижное сопло ракетного двигателя
Твердотопливный газогенератор
Способ определения конусности деталей
Способ изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом
Способ изготовления изделий из композиционных материалов
Способ изготовления изделий из композиционных материалов
Способ изготовления армирующих тарелей гибкого опорного шарнира
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами

