Результат интеллектуальной деятельности: ГИДРАВЛИЧЕСКИЙ ПРИВОД ВЫСОКОГО ДАВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к гидравлическим устройствам для приведения в действие обрабатывающих машин, подобных машинам для обработки металлов давлением.
Известен гидравлический привод высокого давления, использующий взаимодействие без соприкосновения двух гидравлических жидкостей за счет применения генератора давления, выполненного в виде гидравлического мультипликатора (Живов Л.И., Овчинников А.Г. Кузнечно-штамповочное оборудование. Прессы. Издательство Харьковского Государственного университета, 1966. 455 с). Генератор давления содержит два расположенных на одной оси гидроцилиндра, один из которых приводной, а другой ведомый. Плунжеры цилиндров объединены общей подвижной траверсой. Гидравлическая жидкость, создающая давление, например масло, поступает в приводной цилиндр генератора давления, который посредством плунжера передает давление другой жидкости, например эмульсии, находящейся в ведомом цилиндре.
Недостатком известного гидравлического привода высокого давления с одним генератором является ограничение величины рабочего хода обрабатывающей машины размерами эмульсионного цилиндра, что вызывает необходимость либо увеличивать его размеры и соответственно размеры генератора, либо процесс обработки вести с периодическими остановками для наполнения ведомого цилиндра эмульсией, ухудшая качество получаемых изделий.
Известен также гидропривод высокого давления с взаимодействием без соприкосновения двух гидравлических жидкостей: масла и эмульсии, содержащий по меньшей мере два попеременно приводимых в действие генератора давления, каждый из которых состоит из приводного масляного и ведомого эмульсионного цилиндров с общим плунжером, масляную и эмульсионную гидросистемы и напорный трубопровод, питающий гидросистему обрабатывающей машины (патент RU №247297702. Устройство приведения в действие машины для обработки металлов давлением (варианты), опубл. 20.01.2013) - прототип.
Недостатком известного устройства является периодическое снижение давления в напорном трубопроводе при переключении подачи эмульсии от одного генератора к другому. Причина заключается в объемных потерях при сжатии эмульсии от давления наполнения до рабочего давления, компенсация которых осуществляется за счет эмульсии из напорного трубопровода при открытии клапанов предварительного сжатия, предусмотренных в прототипе.
Снижение давления, зависящее от разницы между давлением наполнения в эмульсионном цилиндре и рабочим давлением в напорном трубопроводе, отрицательно влияет на точность поддержания заданной скорости рабочих органов обрабатывающей машины, температурно-скоростные условия деформации и, соответственно, на качество получаемых изделий.
Другим недостатком прототипа является применение в масляной гидросистеме для попеременного многократного включения генераторов давления гидрораспределителей с позиционным управлением. Подача эмульсии в напорный трубопровод при переключении таких гидрораспределителей вследствие их гистерезиса и неуправляемости переходных процессов осуществляется неравномерно, что вызывает колебания скорости рабочих органов обрабатывающей машины и вибрацию трубопроводов.
Задачей предлагаемого гидравлического привода высокого давления является уменьшение до минимума величины периодических отклонений давления эмульсии в напорном трубопроводе и повышение точности поддержания заданной скорости рабочих органов обрабатывающей машины при переключениях генераторов давления за счет применения в маслосистеме дополнительного автономного источника регулируемого давления масла для предварительного, перед началом хода нагнетания, сжатия эмульсии в ведомом цилиндре генератора давления, который в этот период отсоединен обратным клапаном от напорного трубопровода, а также устранение колебаний скорости рабочих органов обрабатывающей машины и вибрации трубопроводов за счет применения для управления переключениями генераторов давления гидрораспределителей с плавным регулированием переходных процессов при постоянстве общего расхода гидравлических жидкостей.
Поставленная задача решается гидравлическим приводом высокого давления с взаимодействием без соприкосновения двух гидравлических жидкостей: масла и эмульсии, содержащим по меньшей мере два попеременно приводимых в действие генератора давления, каждый из которых состоит из приводного масляного и ведомого эмульсионного цилиндров с общим плунжером, масляную гидросистему с насосами высокого давления регулируемой производительности и гидрораспределителями управления генераторами давления, эмульсионную гидросистему с наполнительным баком, обратными клапанами и напорным трубопроводом, питающим гидросистему обрабатывающей машины, в котором в отличие от прототипа масляная гидросистема снабжена аккумулятором с подпитывающим насосом и предохранительным клапаном, настроенными на давление, соответствующее 85…95% давления в напорном трубопроводе, и трехпозиционным гидрораспределителем, попеременно соединяющим аккумулятор с приводными цилиндрами генераторов давления перед началом нагнетания эмульсии в напорный трубопровод.
Предпочтительно гидрораспределители генераторов давления выполнить с пропорциональным управлением и одинаковыми линейными характеристиками, обеспечивающими в течение 1-3 с переключение потока нагнетания эмульсии в напорный трубопровод от одного генератора давления к другому при постоянном общем расходе.
Предлагаемый гидравлический привод высокого давления за счет оснащения масляной гидросистемы аккумулятором с подпитывающим насосом и предохранительным клапаном, настроенными на давление, соответствующее 85…95% давления в напорном трубопроводе, и трехпозиционным гидрораспределителем, попеременно соединяющим аккумулятор с масляными цилиндрами генераторов давления, позволяет после заполнения эмульсионного цилиндра генератора эмульсией из наполнительного бака поднять перед началом хода нагнетания давление в масляном цилиндре для предварительного сжатия эмульсии в ведомом цилиндре, который в этот период отсоединен обратным клапаном от напорного трубопровода. Предварительное давление в эмульсионном цилиндре устанавливается ниже давления в напорном трубопроводе, чтобы исключить преждевременное открытие соединяющего их обратного клапана, когда эмульсия под рабочим давлением поступает в напорный трубопровод из другого генератора. В то же время разность этих давлений принимается минимальной, чтобы при переключениях генераторов перепад давления эмульсии в напорном трубопроводе не вызывал существенных отклонений скорости рабочих органов обрабатывающей машины и не сказывался на температурно-скоростных режимах обработки.
Применение в предлагаемом гидравлическом приводе для управления работой генераторов давления гидрораспределителей с пропорциональным управлением и одинаковыми линейными характеристиками позволяет обеспечивать плавное снижение расхода масла, поступающего в приводной цилиндр одного генератора, при одновременном увеличении по такой же зависимости расхода масла, поступающего в другой генератор, сохраняя неизменным общий расход масла от насосов маслосистемы. Поскольку расходные характеристики эмульсионных цилиндров, имеющих общие плунжеры с масляными цилиндрами, соответствуют последним, то при переключении генераторов давления поступление эмульсии в напорный трубопровод будет происходить с постоянным расходом без колебаний скорости рабочих органов обрабатывающей машины и вибрации трубопроводов.
Переключение потока нагнетания эмульсии от генераторов давления за время менее 1 с увеличивает инерционные силы при разгоне и торможении их плунжеров и может вызывать механические и гидравлические удары. Увеличение продолжительности времени переключения потока нагнетания эмульсии более 3 с ограничивается временем наполнения эмульсионного цилиндра, что может привести к необходимости увеличения давления и диаметра трубопровода в наполнительной системе.
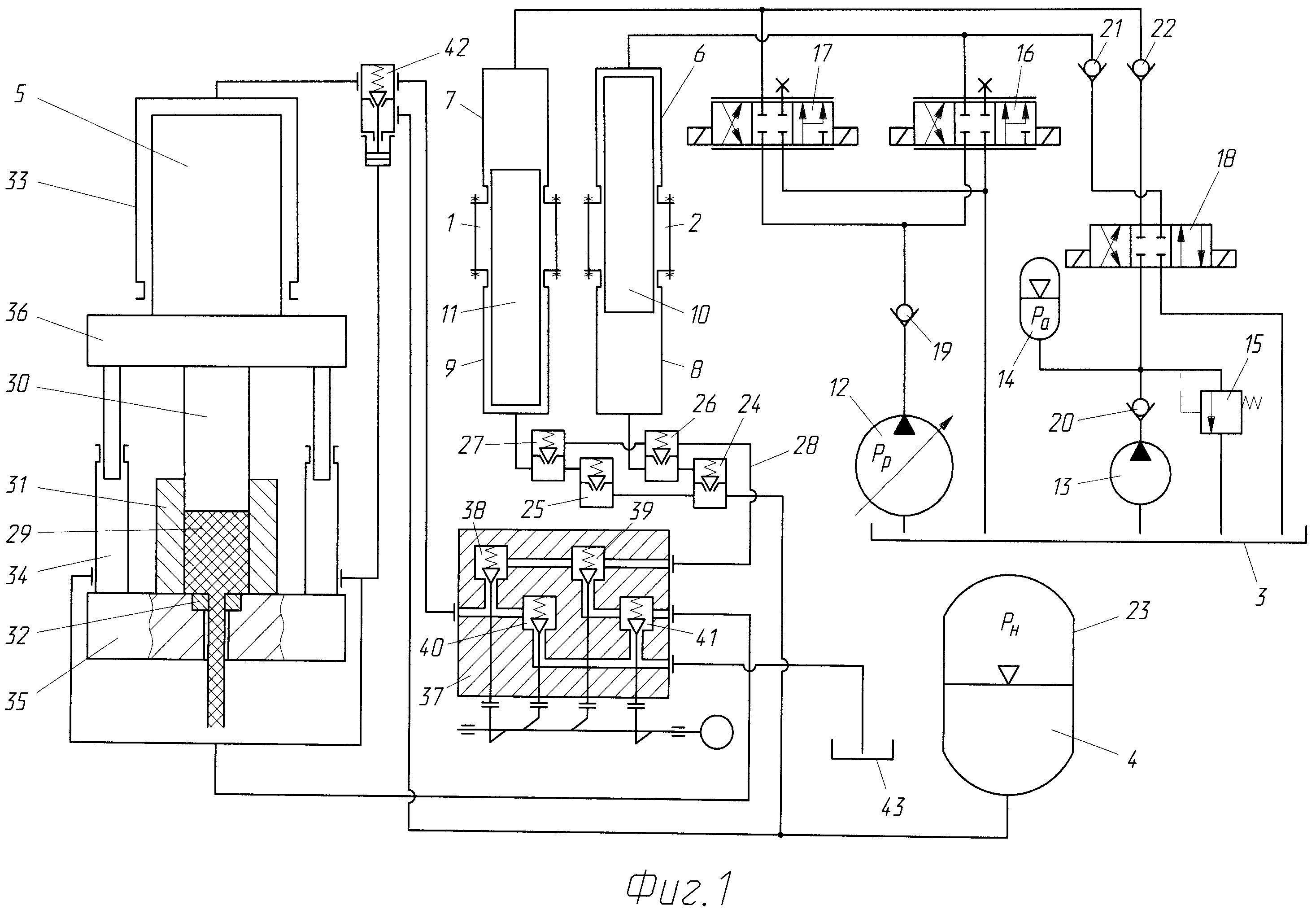
Предлагаемый гидравлический привод высокого давления поясняется фиг.1, где изображена принципиальная гидравлическая схема привода.
Гидравлический привод высокого давления для приведения в действие обрабатывающей машины, например, гидравлического пресса для обработки металлов давлением, включает генераторы давления 1 и 2, масляную гидросистему 3, эмульсионную гидросистему 4, гидросистему собственно пресса 5 и трубопроводы. Каждый генератор давления содержит соответственно приводной масляный цилиндр 6 и 7, ведомый эмульсионный цилиндр 8 и 9 и общие плунжеры цилиндров 10 и 11.
Масляная гидросистема 3 состоит из насоса высокого давления 12 регулируемой производительности, насоса 13 подпитки аккумулятора 14, предохранительного клапана 15 настройки давления в аккумуляторе 14, трехпозиционных гидрораспределителей 16 и 17 с пропорциональным управлением и одинаковыми линейными характеристиками, управляющих работой генераторов давления 1 и 2, трехпозиционного распределителя 18 с электрическим управлением для предварительного поочередного подъема давления в масляных гидроцилиндрах 6 и 7 генераторов давления 1 и 2 и соответственно сжатия эмульсии в их ведомых цилиндрах 8 и 9 перед началом хода нагнетания, обратных клапанов 19, 20, 21 и 22 для однонаправленного движения масла.
Эмульсионная гидросистема 4 состоит из бака наполнения 23, обратных клапанов 24 и 25, через которые происходит наполнение эмульсией из наполнительного бака 23 ведомых гидроцилиндров 8 и 9 генераторов давления 1 и 2, обратных клапанов 26 и 27 для нагнетания эмульсии под рабочим давлением в напорный трубопровод 28, соединенный с гидросистемой пресса 5.
Гидросистема собственно пресса 5, предназначенного для прессования заготовок 29 прессштемпелем 30 из контейнера 37 через матрицу 32 и состоящего из главного 33 и обратных 34 гидроцилиндров, основания 35 и прессующей траверсы 36, содержит главный распределитель 37 с напорными 38 и 39 и сливными клапанами 40 и 41 главного 33 и обратных цилиндров 34 соответственно, а также клапан наполнения 42 главного цилиндра 33 и питательный бак 43.
Гидравлический привод высокого давления работает следующим образом.
В исходном положении насос высокого давления 12 маслосистемы работает вхолостую, наполнительный бак 23 заполнен эмульсией, которая находится под давлением наполнения Рн, насос 73 включен и посредством предохранительного клапана 15 поддерживает в аккумуляторе 14 давление Ра, соответствующее 85…95% рабочего давления Рр в напорном трубопроводе 28 при рабочем ходе пресса 5. Распределители 16, 17, 18 масляной гидросистемы находятся в нейтральном положении, клапаны главного распределителя пресса 37, кроме клапана 40, закрыты, прессующая траверса 36 пресса находится в исходном положении.
Перед началом работы пресса, ведомые цилиндры 8 и 9 генераторов давления 2 и 1 заполняют эмульсией из наполнительного бака 23 через обратные клапаны 24 и 25 при включении гидрораспределителей 16 и 17, соединяющих масляные цилиндры 6 и 7 генераторов давления со сливом. После наполнения цилиндров 8 и 9 гидрораспределители 16 и 17 переводятся в нейтральное положение.
В контейнер 37 пресса загружают заготовку 29 и холостым ходом прессующей траверсы 36 подводят прессштемпель 30 к торцу заготовки. Для этого открывают сливной клапан 41 обратных цилиндров 34 и закрывают клапан 40 в главном распределителе 37. Клапан наполнения 42 открывается и эмульсия из наполнительного бака 23 поступает в главный цилиндр 33, а из обратных цилиндров 34 она вытесняется в питательный бак 43.
Для выполнения рабочего хода пресса 5 с заданной скоростью насос 12 настраивают на соответствующую производительность и переводят с холостого режима на рабочий. Одновременно включают пропорциональный гидрораспределитель 17 на подачу масла под давлением от насоса 12 в масляный гидроцилиндр 7 генератора давления 7 и открывают напорный клапан 38 главного распределителя 37. Под действием давления масла на плунжер 11 генератора давления 1 эмульсия под давлением поступает через обратный клапан 27 в напорный трубопровод 28, а затем через открытый клапан 38 при закрытом наполнительном клапане 42 в главный цилиндр 33. Прессующая траверса 36 перемещается и деформирует заготовку 29 прессштемпелем 30, выдавливая ее через матрицу 32, закрепленную на основании 35 пресса.
В это же время включением гидрораспределителя 18 соединяют аккумулятор 14 с масляным цилиндром 6 генератора давления 2 и производят предварительное сжатие эмульсии в цилиндре 8, готовя генератор 2 к рабочему ходу.
Когда плунжер 11 генератора 1 приближается к концу рабочего хода, распределитель 18 возвращается в нейтральное положение и отсоединяет цилиндр 6 от аккумулятора 14. Одновременно включением соответствующих пропорциональных распределителей 17 и 16 происходит плавное перераспределение подачи масла от насоса 12: подача в генератор 1 уменьшается, а в генератор 2 увеличивается при сохранении неизменной общей подачи масла от насоса 12. Подключение насоса 12 к генератору 2 при разнице давлений между ними 5…15% и плавном увеличении подачи эмульсии от нуля практически не сказывается на давлении в напорном трубопроводе. В результате поток эмульсии, поступающей в напорный трубопровод 28, при переключении подачи от одного генератора к другому остается постоянным и не влияет на скорость прессующей траверсы.
После остановки плунжера 11 подача эмульсии из генератора 1 прекращается. С этого момента в напорный трубопровод 28 и соответственно в главный цилиндр 33 пресса эмульсия поступает только из генератора 2 при полностью открытом распределителе 16. В это же время переключением распределителя 17 осуществляется обратный ход плунжера 11: масляный цилиндр 7 генератора 7 соединяется со сливом, а эмульсионный цилиндр 9 - через обратный клапан 25 с наполнительным баком 23 и заполняется эмульсией.
Когда плунжер 11 достигнет крайнего положения и эмульсионный цилиндр 9 будет заполнен, распределитель 17 переводится в нейтральное положение. Включением распределителя 18 аккумулятор 14 соединяют с масляным цилиндром 7 генератора 1, готовя его к следующему рабочему ходу. Операция повышения давления в масляном цилиндре 7 для предварительного сжатия эмульсии в цилиндре 9 генератора 1 будет завершена, когда плунжер 10 генератора 2 приближается к концу рабочего хода, чтобы своевременно приступить к плавному переключению потока эмульсии от генератора 2 к генератору 1.
В дальнейшем операции переключения подачи эмульсии от одного генератора давления к другому повторяются, обеспечивая постоянный расход эмульсии под давлением в напорном трубопроводе. Управление движением прессующей траверсы пресса 36 (остановка, выдержка под давлением, обратный ход) осуществляется клапанным распределителем 37, как при обычном насосном приводе.
Предлагаемый гидравлический привод высокого давления был опробован на горизонтальном гидравлическом прессе усилием 60 МН, работающем на водной эмульсии давлением 32 МПа и предназначенным для прессования труб со скоростями 10…25 мм/с. Такие скорости не могут быть применены для получения труб из высокопрочных алюминиевых сплавов, где требуемые скорости прессования не должны превышать 1,5 мм/с при допустимых отклонениях не более 5%. Поскольку дросселированием эмульсии этих значений достичь не удается, гидравлический пресс был оснащен дополнительным гидравлическим приводом высокого давления, использующим взаимодействие без соприкосновения масла и эмульсии, который состоит из двух генераторов давления с объемом цилиндров 18 л каждый и масляной гидросистемы. Последняя включает аксиально-поршневой насос давлением 32 МПа и диапазоном регулирования расхода в интервале 28…140 л/мин, два гидрораспределителя с пропорциональным управлением и одинаковыми линейными характеристиками, аккумулятор объемом 10 л с подпитывающим насосом и предохранительным клапаном настройки давления для предварительного сжатия эмульсии в генераторе давления.
Выбор масла в качестве приводной жидкости обусловлен распространением и широкими возможностями масляного привода по регулированию производительности и давления в гидросистеме. В качестве эмульсионной гидросистемы была использована существующая гидросистема пресса с баком наполнения давлением 1,0 МПа.
При прессовании трубы диаметром 148 мм и толщиной стенки 6 мм отклонения скорости прессования не превышали 2…3% от заданного значения, обеспечивая стабильность температурно-скоростного режима деформации. В результате поперечные размеры труб имели постоянную величину, а на поверхности отсутствовали такие дефекты, как поперечная рябизна и мелкие трещины.
Штамповый блок для изотермического деформирования
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Устройство для определения качества продуктов живой и неживой природы
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ скользящего профильного шлифования
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока
Штамповый блок для изотермического деформирования
Способ получения металлического порошка методом центробежного распыления
Способ вакуумной термической дегазации гранул жаропрочных сплавов в подвижном слое
Способ изготовления изделий из гранулируемых жаропрочных никелевых сплавов
Устройство для определения качества продуктов живой и неживой природы
Способ изготовления прутковой заготовки
Способ производства порошка из титановых сплавов
Способ производства слитков деформируемых магниевых сплавов
Способ скользящего профильного шлифования
Способ производства листов из специальных сплавов на основе магния для электрохимических источников тока

