Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к обработке материалов резанием, и может быть использовано в автоматизированных системах управления станками и при исследованиях процессов изнашивания лезвийных инструментов.
В процессе резания вследствие превращения механической энергии в тепловую со стороны детали на инструмент действует мощный тепловой поток, в результате чего на передней поверхности инструмента устанавливается весьма высокая температура θ=800÷900°С. Из-за интенсивного разогревания контактные поверхности инструмента теряют свою исходную твердость, размягчаются и быстро изнашиваются.
Одним из основных требований, предъявляемых к инструментальному материалу, является его высокая теплостойкость. Под теплостойкостью инструментального материала понимают способность материала сохранять при нагреве твердость, достаточную для осуществления процесса резания. Теплостойкость является важнейшим показателем качества инструментального материала, так как для инструмента важна не только исходная твердость, но и то, как эта твердость сохраняется при нагревании инструмента в процессе резания. Теплостойкость инструментального материала при резании можно характеризовать так называемой критической температурой. Эта температура, устанавливающаяся в процессе резания, при которой инструментальный материал еще не теряет своих режущих свойств, и инструмент, из которого он изготовлен, способен резать (Бобров В.Ф. Основы теории резания металлов. М.: «Машиностроение», 1975.-12 с.).
Известен способ определения величины температурного поля, температуры в зоне резания и характера ее распределения в обрабатываемом материале с помощью искусственной термопары, заключающийся в осциллографировании ее выходного напряжения (патент РФ №2287787, G01K 7/04, 20.11.2006), по которому в процессе резания инструмент непрерывно подают до соприкосновения с термопарой, установленной в обрабатываемом материале, по осциллограмме определяют предварительную величину температурного поля, которую затем увеличивают на размер спая термопары, и аппроксимирующую характер распределения температуры в обрабатываемом материале функцию, а для определения температуры в зоне резания функцию экстраполируют от точки соприкосновения инструмента с термопарой до места перехода термоэлектродов в спай.
Недостатком аналога является невысокая точность определения температуры резания и ограниченные функциональные возможности способа.
Известен способ определения средних температур площадок контакта обрабатываемого материала с передней и задними поверхностями токарного резца и их протяженностей (патент РФ №2278001, В23В 1/00 G01N 3/58, 20.06.2006), включающий периодическое многократное измерение показаний термоэлектродвижущей силы (ТЭДС) естественной термопары «обрабатываемый - инструментальный материалы» при обработке на принятом режиме и продолжительности резания до каждого момента измерения ТЭДС, по которому ТЭДС измеряют на резце в процессе его изнашивания на всем периоде стойкости в следующей последовательности: предварительно измеряют величину ТЭДС при работе двух аналогичных исследуемому по инструментальному материалу и геометрическим параметрам резцов с различными заранее известными приработанными к режиму фасками износа, по полученным значениям ТЭДС при известных фасках износа фиксируют время достижения этих уровней температуры в процессе изнашивания исследуемого резца и измерения показаний ТЭДС на нем, по программе рассчитывают не меняющиеся на периоде стойкости средние значения протяженности контакта стружки с передней гранью резца и уровня ТЭДС на ней, определяют стабилизированный по ТЭДС диапазон фасок износа и рассчитывают значение ТЭДС на нем, на нелинейных участках кривой нарастания фаски износа по времени во всех измеренных точках рассчитывают величину фаски износа и среднюю температуру этой фаски, по полученным данным формируют графики изменения фаски износа в виде кинетической кривой изнашивания, средней температуры на ней интенсивности изнашивания от времени работы резца.
Известен способ ускоренного определения оптимальных режимов нестационарного резания (патент РФ №2207935, В23В 1/00, 10.07.2003), при котором на выбранном сечении среза при постоянной для всех скоростей длине резания измеряют термоэлектродвижущую силу (ТЭДС), определяют значение отношения изменения ТЭДС к изменению пути резания dE/dl и определяют скорость резания как минимум отношения dE/dl, согласно которому по полученным результатам вычисляют размеры пятна контакта по передней и задней поверхностям резца по формулам.
Недостатками аналогов являются ограниченные функциональные возможности.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ определения предельного состояния инструмента в процессе резания при проведении температурных испытаний (Лоладзе Т.Н. Прочность и износостойкость режущего инструмента. - М.: Машиностроение, 1982.-320 с. (с.112,114-115), по которому его оценивает по коэффициенту запаса формоустойчивости режущего клина.
где
HVИ - твердость инструментального материала в контактных слоях при температуре резания;
HVстр - твердость стружки;
HVК - твердость пластически деформируемых контактных слоев обрабатываемого материала вдоль задней поверхности;
τф - касательное напряжение по условной плоскости сдвига;
τк - средняя величина напряжений сдвига.
В процессах обработки с повышением режимов, особенно скорости, возрастает температура резания и понижается твердость контактных слоев инструментального и обрабатываемого материалов, тогда как τФ изменяется незначительно. Поэтому из выражения следует, что пластическая прочность инструментального материала определяется главным образом температурной зависимостью твердости инструментального материала и твердостью обрабатываемого материала в зоне стружкообразования.
Для определения критического значения θкр температуры строят зависимости nТ(θ), по которым θкр определяется при n≥1÷1.4.
Недостатками аналога являются невысокая точность определения температуры резания и ограниченные функциональные возможности способа, обусловленные тем, что формоустойчивость режущей кромки является необходимым, но недостаточным условием нормальной эксплуатации инструмента, т.к. инструмент должен обладать еще и достаточной износостойкостью.
Задачей изобретения является расширение функциональных возможностей, позволяющих определять критическую скорость резания, при превышении которой начинается интенсивный износ режущего инструмента.
Техническим результатом является определение критической скорости резания, при превышении которой начинается интенсивный износ режущего инструмента.
Поставленная задача решается тем, что в способе определения температуры резания, характеризующимся тем, что проводят сокращенные испытания стойкости инструмента на различных скоростях резания, при которых не доводят инструмент до полного затупления, и строят графики зависимостей h3=f(l),
где
h3 - величина износа инструмента по задней поверхности;
f(l) - функция от пути резания;
при этом о критической температуре резания судят по наибольшей скорости, при которой интенсивность износа остается постоянной на всей длине пути резания, включая зону приработочного износа, а зависимость h3=f(l) становится прямолинейной по отношению к осям h3 и l.
Существо изобретения поясняется чертежами.
На фиг.1 изображена схема определения критической скорости и температуры резания.
На фиг.2 показана схема изменения влияния длины пути резания на износ резца ВК60М с ростом скорости резания при точении сплава ХН73МБТЮ-ВД на величине подачи S=0,11 мм/об и глубины резания t=0,5 мм.
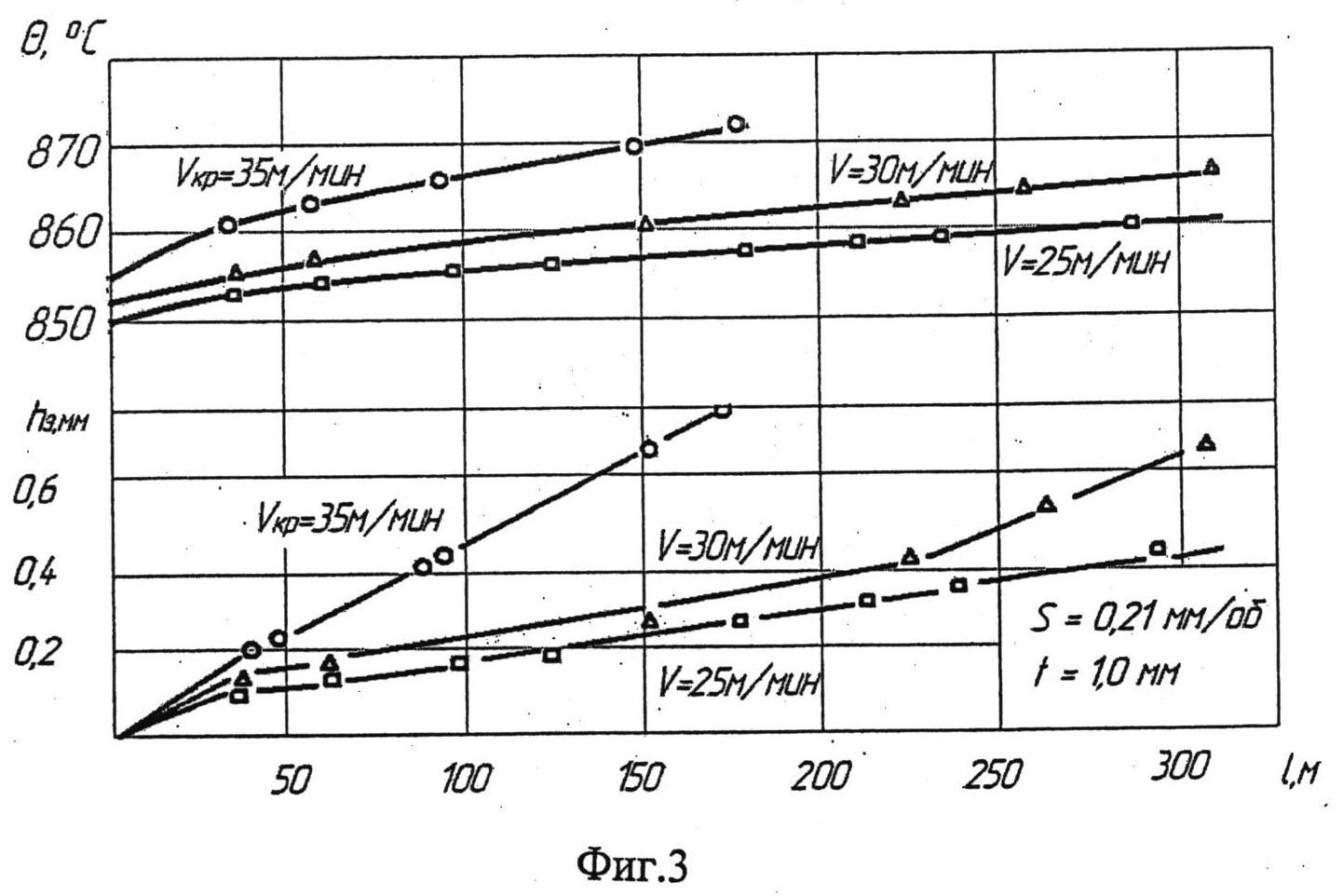
На фиг.3 показана схема изменения влияния длины пути резания на износ резца ВК60М с ростом скорости резания при точении сплава ХН73МБТЮ-ВД на величине подачи S=0,21 мм/об и глубины резания t=1,0 мм.
На фиг.4 показана схема изменения влияния длины пути резания на износ резца ВК60М с ростом скорости резания при точении сплава ХН73МБТЮ-ВД на величине подачи S=0,34 мм/об и глубины резания t=2,0 мм.
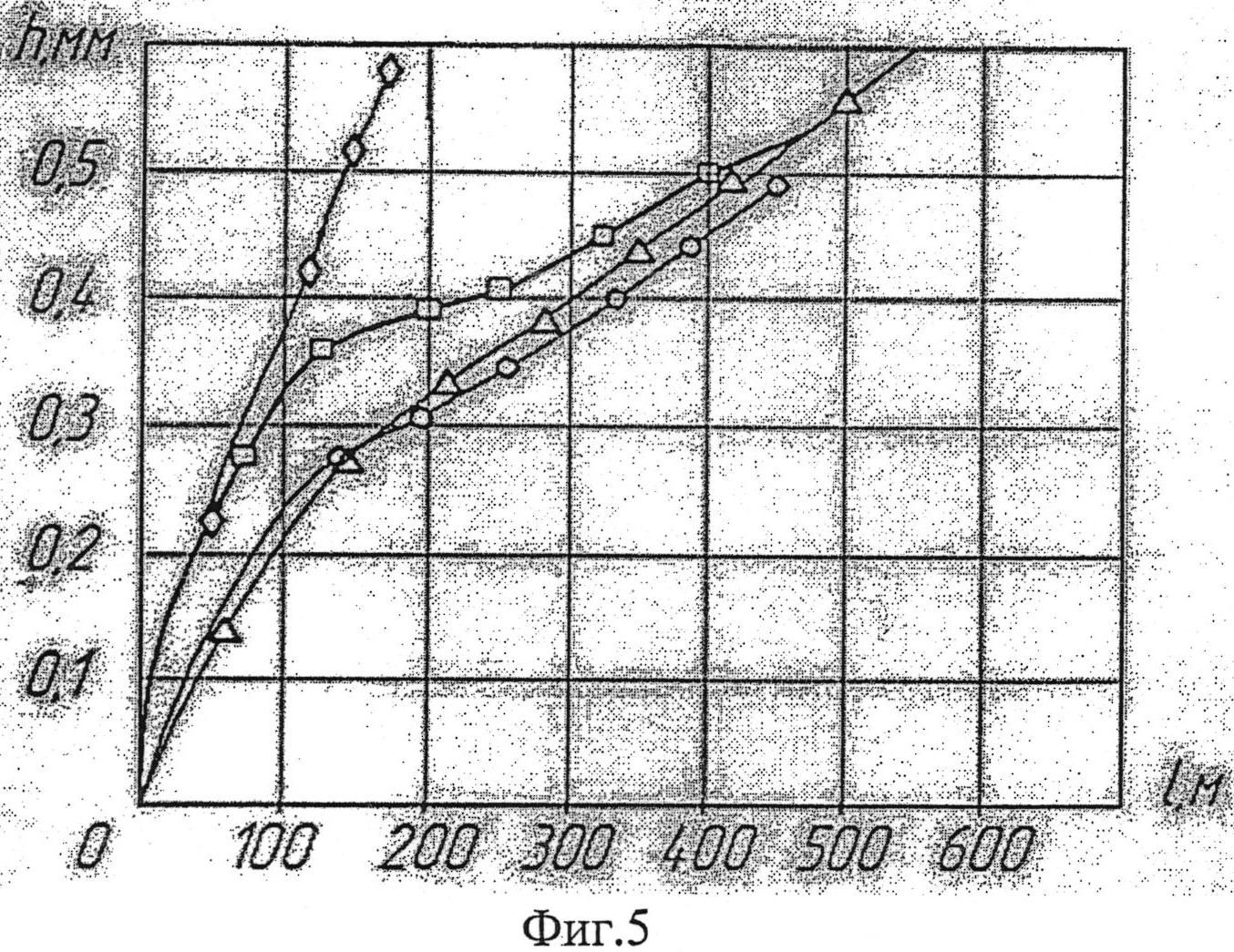
На фиг.5 показана схема изменения влияния длины пути резания на износ резца ВК6М при точении сплава ХН67МВТЮ в режиме постоянства температуры резания ( -θ=550°C
-θ=550°C  -θ=620°C
-θ=620°C  -θ-700°C
-θ-700°C  -0=870°C).
-0=870°C).
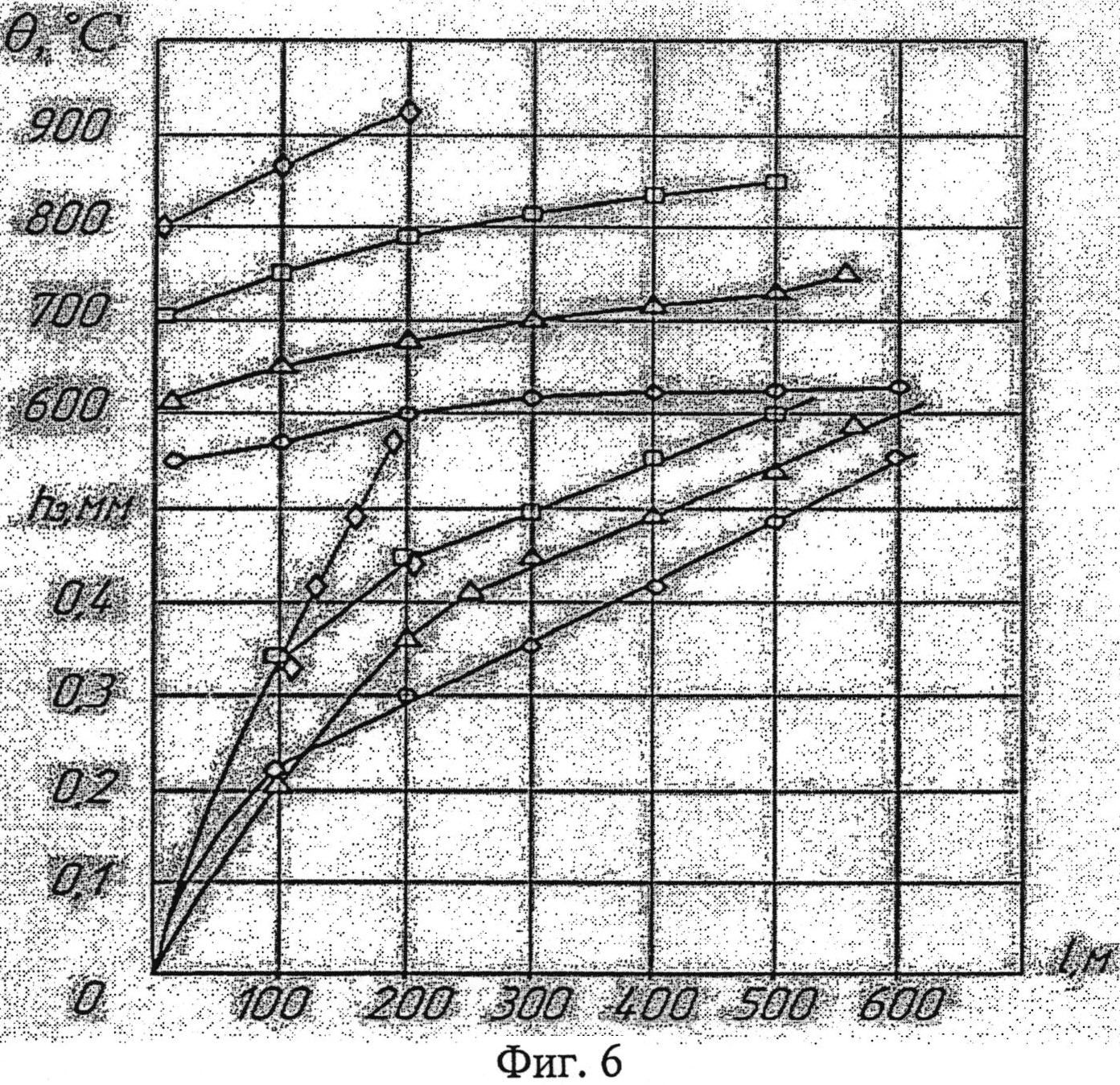
На фиг.6 показана схема изменения влияния длины пути резания на температуру резания и износ резца ВК8 с ростом скорости резания при точении стали ХН35ВТЮ-ВД.
Характерная кривая износа задней поверхности инструмента состоит из трех более или менее отчетливо выраженных участков (фиг.1):
ОА - период приработки;
АВ - нормального изнашивания инструмента;
ВС - катастрофического изнашивания инструмента.
При средних скоростях резания период нормального изнашивания может составлять до 85÷90% периода стойкости. По мере увеличения скорости резания период нормального изнашивания сокращается и при очень высоких скоростях становится настолько малым, что после периода приработки наступает период катастрофического изнашивания.
Анализ экспериментальных кривых износа hЗ=f(l), полученных при различных скоростях резания, показывает, что эти кривые могут иметь как различные величины приработочного износа, так и различные направления кривизны (выпуклость или вогнутость) по отношению к осям hЗ и l. Причем при определенных скоростях резания кривая hЗ=f(l) вырождается в прямую линию с постоянным углом наклона (равным интенсивности изнашивания) к осям hЗ и l на всей длине пути резания до принятого критерия затупления hЗ, включая зону приработочного износа (фиг.1, кривая 2). Температура, соответствующая появлению прямолинейной зависимости 2, может быть принята в качестве критической температуры резания.
Пример конкретной реализации способа
Известно, что температура резания оказывает существенное влияние на износостойкость инструмента, т.е. износ является термически активированным процессом, а следовательно, обладает определенной энергией активации.
Появление критических скоростей и температуры резания связано с динамическими коэффициентами запасаемой в поверхностных слоях инструмента скрытой (поглощенной) энергии, снижающей контактную или поверхностную прочность инструментального материала. При усталостном характере изнашивания поверхностей режущей части инструмента сказывается изменение соотношения нормальных и касательных напряжений в контакте, возникновение различных механизмов зарождения трещин, а следовательно, и не пропорциональное изменение времени до разрушения образцов при повышении температуры испытания. Вполне очевидно, что температурный диапазон Θ0-Θкр полностью определяет область рационального использования какой-либо марки твердого сплава при обработке резанием данного обрабатываемого материала и может служить одним из критериев обрабатываемости этого материала.
На фиг.2, 3, 4 показано влияние длины пути резания на температуру резания и износ резца ВК60М с ростом скорости резания при точении сплава ХН73МБТЮ-ВД на различных сочетаниях подачи и глубины резания.
Анализ кривых износа hЗ=f(l), полученных при различных скоростях резания для различных сочетаний элементов срезаемого слоя, показывает, что при определенных скоростях резания:
V=50 м/мин, S=0,11 мм/об, t=0,5 мм;
V=35 м/мин, S=0,21 мм/об, t=1,0 мм;
V=28 м/мин, S=0,34 мм/об, t=2,0 мм
кривые hЗ=f(l) вырождаются в прямую линию с постоянным углом наклона к осям hЗ и l. Эти скорости и соответствующие им температуры резания принимаем в качестве верхней границы износостойкости инструмента, считая это предельным случаем резания, так как работа на скоростях выше указанных делает процесс износа резца «нестационарным» с самого начала.
На фиг. 5 и 6 показано влияние длины пути резания на износ резцов из различных инструментальных материалов (ВК6М, ВК8) при точении материалов различных групп обрабатываемости (сплава ХН67МВТЮ и стали ХН35ВТЮ-ВД). Приведенные данные свидетельствуют о возможности распространения заявляемого способа определения критической температуры резания на различные группы инструментальных и обрабатываемых материалов, в т.ч. при обработке в режимах постоянства скорости резания и постоянства температуры резания.
На основании вышеизложенного, предложен способ определения критической температуры резания, как верхней границы возможного использования инструмента, предусматривающий проведение сокращенных стойкостных испытаний и построение графиков зависимостей h3=f(l) и Θ=f(l), на различных скоростях резания, соответствующих температурам Θ0〉Θкр, не доводя инструмент до полного затупления. О критической температуре в этом случае судят по наибольшей температуре, при которой интенсивность износа еще остается постоянной на всей длине пути резания, включая период приработки, а зависимость h3=f(l) вырождается в прямую линию, т.е. становится линейной.
Итак, заявляемый способ позволяет расширить функциональные возможности определения скорости резания за счет возможности определять критическую скорость резания, при превышении которой начинается интенсивный износ режущего инструмента.
Способ определения критической температуры резания, характеризующийся тем, что проводят сокращенные испытания стойкости инструмента на различных скоростях резания, при которых не доводят инструмент до полного затупления, и строят графики зависимостей h=ƒ(l), гдеh - величина износа инструмента по задней поверхности;f(l) - функция от пути резания;при этом о критической температуре резания судят по наибольшей скорости, при которой интенсивность износа остается постоянной на всей длине пути резания, включая зону приработочного износа, а зависимость h=ƒ(l), становится прямолинейной по отношению к осям h и l.
Способ определения среднегодовой самоочищающей способности водотока в фарватере
Способ азотирования деталей в тлеющем разряде на различную глубину азотированного слоя
Способ и устройство контроля самопроизвольного трогания поезда
Способ ионно-плазменного нанесения износостойкого и коррозионностойкого покрытия на изделия из алюминиевых сплавов
Способ изготовления усиленного элемента жесткости из композиционного материала
Способ тепловой защиты поршня двигателя внутреннего сгорания из алюминиевых сплавов
Рабочее колесо вентилятора и компрессора и способ его изготовления из композиционного материала
Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем al-cu, al-cu-mg и al-cu-mn-mg для получения изделий с повышенной прочностью и приемлемой пластичностью
Электромагнитная машина вибрационного действия для ручного инструмента
Осадительный электрод электрофильтра (варианты)
Многосекционный синхронный двигатель
Способ изготовления рабочего колеса центробежного компрессора из композиционного материала
Рабочее колесо вентилятора или компрессора и способ его изготовления
Устройство для чистки ствола орудия (варианты)
Устройство наблюдения за распределением тепловых потоков в днище поршня для оценки эффективности теплозащитных покрытий на нем
Способ раскрутки-торможения колес шасси
Термоэмиссионный магнитопровод статора
Внутритрубное транспортное средство (варианты)
Охлаждаемая рабочая перфорированная лопатка турбины
Способ калибровки магнитострикционных преобразователей линейных перемещений и устройство его реализации

