РЕНТГЕНОДЕФЕКТОСКОПИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к рентгенодефектоскопическому устройству и способу контроля кольцевых сварных швов трубопроводов.
Предпосылки для создания изобретения
Из уровня техники хорошо известно, что кольцевые (окружные) сварные швы трубопроводов часто проверяют с помощью радиографии, используя традиционное рентгенографическое передвижное устройство (кроулер) вместе с рентгеновской пленкой или радиографическими детекторами в реальном времени (РВР). Эти передвижные устройства используют, когда можно легко получить доступ к открытому концу секции трубопровода, которую сваривают с другой секцией трубопровода. Рентгенографическое передвижное устройство включает источник рентгеновского излучения на передвижном устройстве или тележке, которая может быть введена в открытый конец трубопровода и которая движется вдоль трубопровода к области кольцевого шва.
Источник рентгеновского излучения панорамный установлен в сущности по центру трубы и излучает рентгеновские лучи по дуге 360° вокруг поверхности шва. Источник рентгеновского излучения этого типа обычно используют с рентгеновской пленкой, и он подходит для большинства диаметров трубопроводов.
Использование рентгеновской пленки требует химической обработки, отнимающей много времени и неблагоприятной для окружающей среды, промывки и сушки перед получением изображения, которое можно рассматривать и хранить.
Детекторы РВР можно использовать с установленным по центру трубы панорамным источником рентгеновского излучения. Однако их применение обычно ограничено диаметрами трубы 24 дюйма или меньше, поскольку время контроля на диаметрах больше этого резко возрастает. Это происходит из-за того, что с увеличением диаметра трубы интенсивность потока рентгеновского излучения на сварном шве падает в соответствии с законом обратных квадратов с увеличением расстояния от источника рентгеновского излучения. В результате этого на трубах средних-больших диаметров поток рентгеновского излучения снижается до такого уровня, что контроль с помощью детекторов РВР неприемлемо медленный и поэтому не имеет коммерческой перспективы.
Раскрытие изобретения
Предпочтительные варианты осуществления настоящего изобретения предлагают направленный источник рентгеновского излучения, средства для введения направленного источника рентгеновского излучения в секцию трубопровода и для поворота направленного источника рентгеновского излучения на 360°, в сущности, соосно с секцией трубопровода, посредством чего направленный источник рентгеновского излучения направляет рентгеновские лучи на кольцевой сварной шов трубопровода в сущности с постоянного расстояния вокруг сварного шва и на систему детектора РВР, расположенную снаружи на сварном шве трубопровода.
Использование такой схемы позволяет уменьшить время цикла РВР систем контроля сварных швов, в частности на трубопроводах большого диаметра, например 24 дюйма или больше, поскольку источник рентгеновского излучения ближе к детектору РВР. Радиография трубопроводов меньшего диаметра также может быть улучшена настоящим изобретением.
При использовании этой технологии уровни интенсивности рентгеновского излучения в системе детектирования РВР значительно возрастают по сравнению с общепринятыми панорамными источниками рентгеновского излучения (например в 10 раз на трубопроводе диаметром 48 дюймов), и устраняются влияния обратного квадрата или уменьшения потока с увеличением диаметра трубопровода. Скорость сканирования детектора РВР при постоянной толщине стенки соотнесена только с окружностью трубопровода. Это позволяет быстро проверять кольцевые сварные швы на трубопроводе большого диаметра с помощью одного детектора РВР, который сканирует сварной шов синхронно с источником рентгеновского излучения на подходящем рентгенографическом передвижном устройстве.
Краткое описание чертежей
Теперь будет подробно описан на примере предпочтительный вариант осуществления изобретения со ссылками на прилагаемые чертежи, на которых:
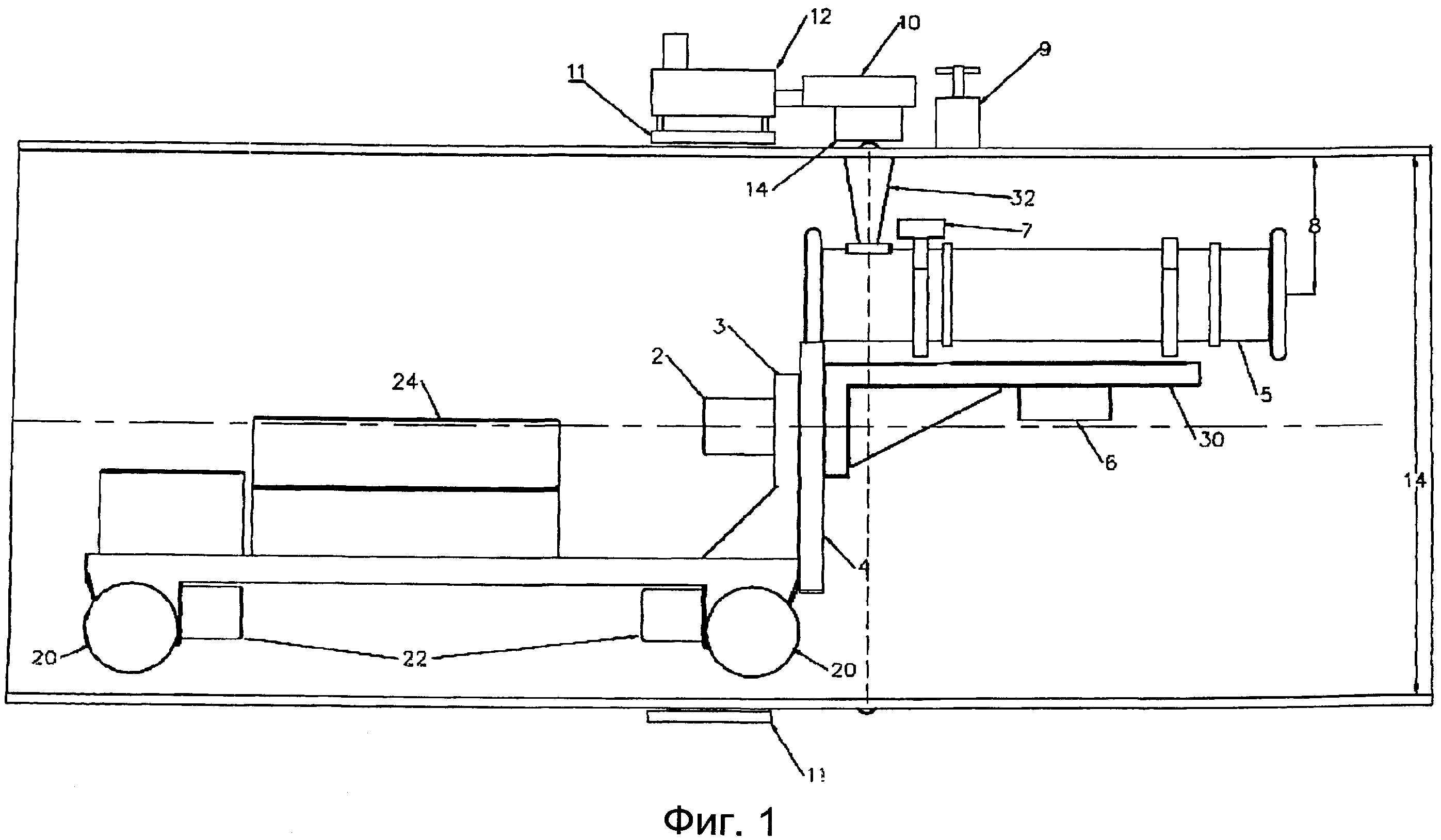
- Фиг.1 - вид в поперечном разрезе трубопровода, в котором расположено устройство, воплощающее настоящее изобретение, с системой детектирования рентгеновского излучения, установленной снаружи на трубопровод;
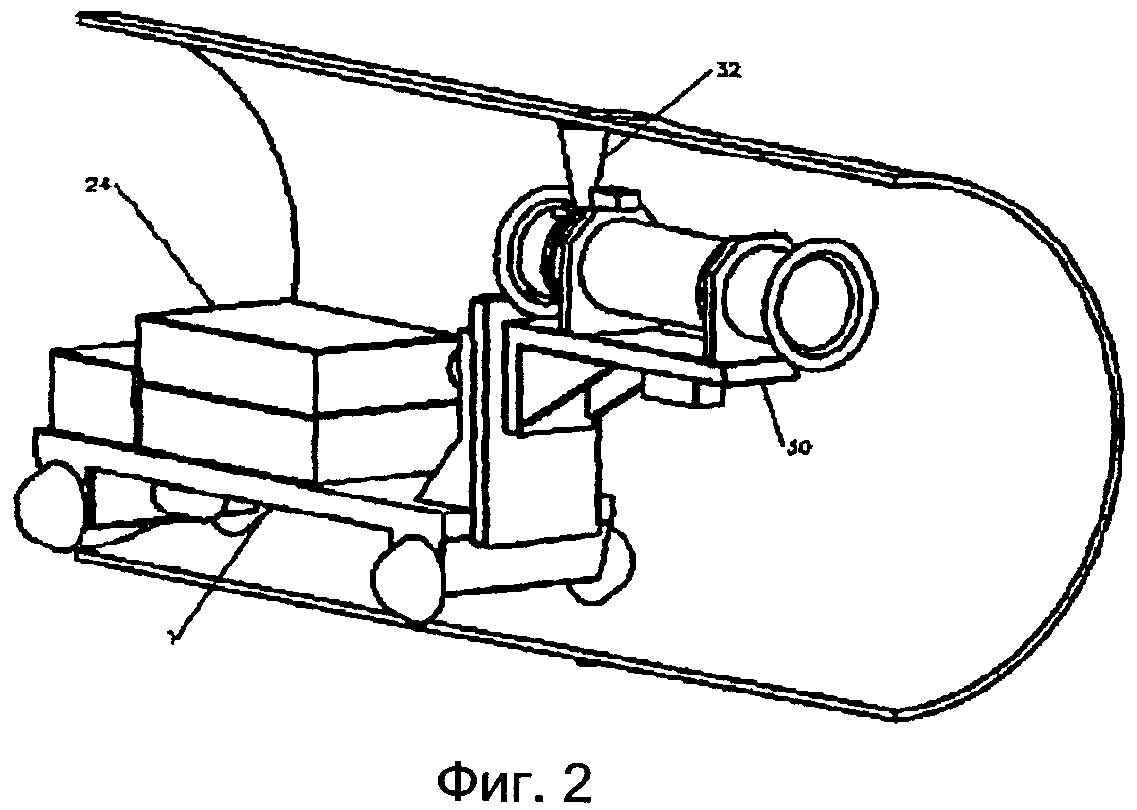
- Фиг.2 - перспективный вид того же трубопровода;
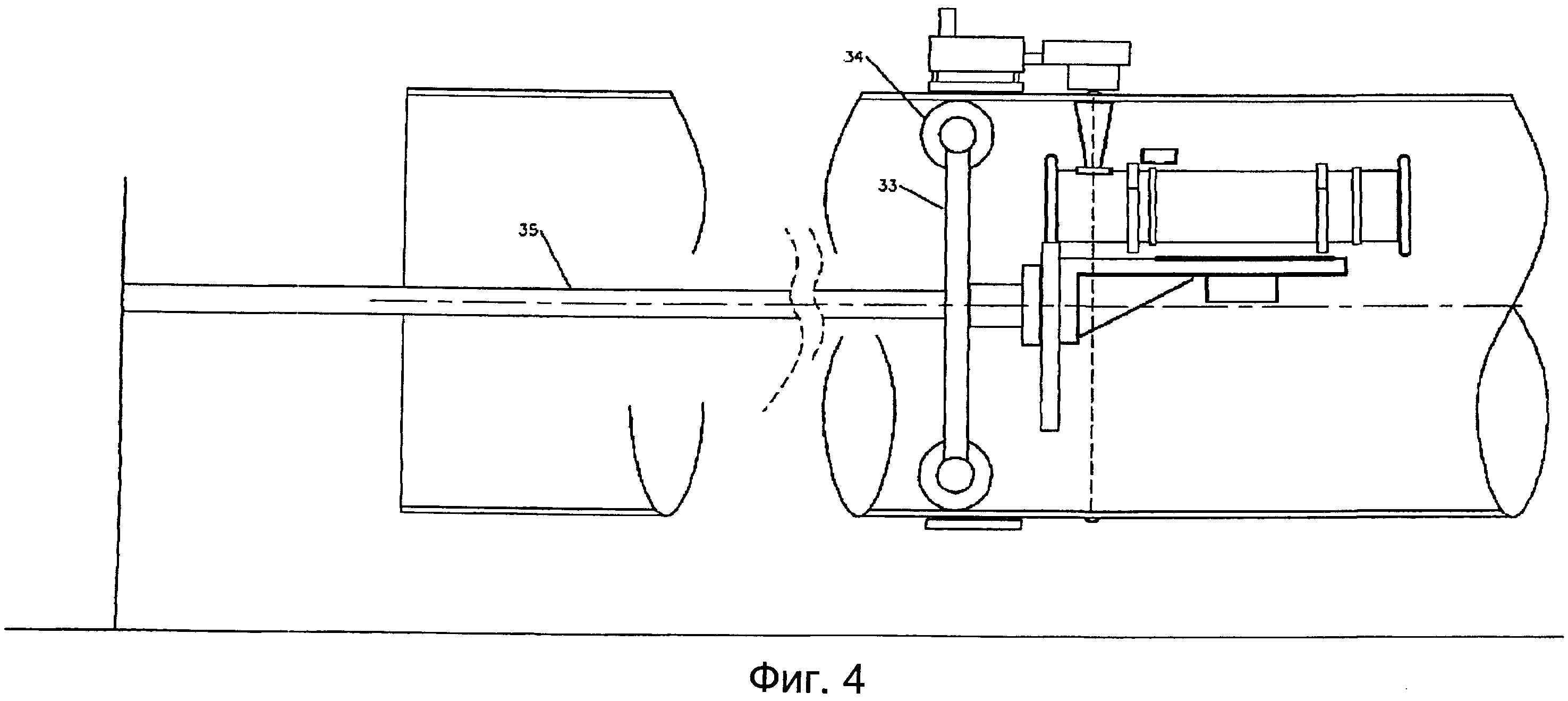
- Фиг.3 - вид с конца трубопровода с головкой передвижного устройства в разных положениях;
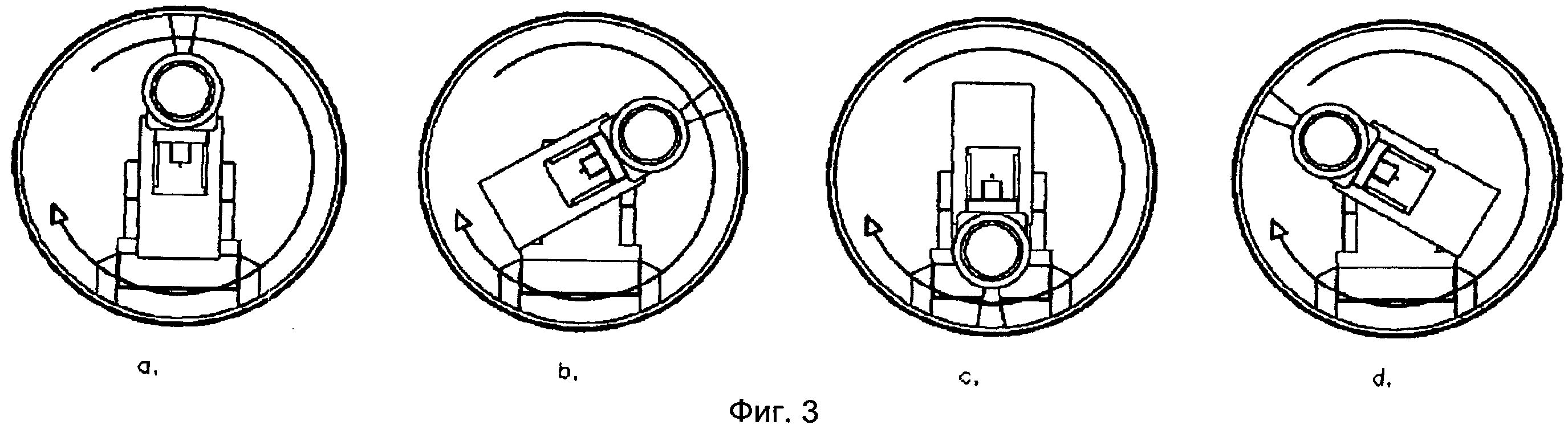
- Фиг.4 - вид изобретения в трубном цехе или на трубном участке, где два или три отрезка трубы часто соединяют между собой перед транспортировкой на строящийся трубопровод.
Подробное описание предпочтительного варианта осуществления
Устройство включает шасси (1) обычного передвижного устройства, которое показано на Фиг.1 и 2, типа, используемого в системах, известных из уровня техники. Оно состоит из основного тела шасси, приводов (22) двигателей/редукторов и приводных колес спереди и сзади, аккумуляторного отсека (24) для подачи электропитания на источник рентгеновского излучения и двигатели. Передвижное устройство управляется с электрической панели управления, которая содержит контроллер рентгеновского излучения, программируемый логический контроллер (ПЖ), приводы двигателей и интерфейсы.
Передняя часть шасси отличается от традиционных конструкций тем, что она включает прочную монтажную точку для механизма поворота со смещением. Этот механизм, для примера, включает поворотный редукторный двигатель (2) на прочной раме (3), надежно прикрепленной к шасси передвижного устройства. Вал редукторного двигателя прикреплен к поворотному элементу или диску (4).
Поворотный элемент (4) имеет установленную со смещением опорную платформу (30) для транспортировки источника рентгеновского излучения (5). На этой опорной платформе также размещены инклинометр (6) и детектор гамма-излучения (7). Устройство регулировки по высоте, встроенное в раму (3), позволяет изменять положение поворотного элемента относительно оси вращения двигателя (2), относительно которой он поворачивается, чтобы перемещать опорную платформу (30) радиально внутрь и наружу в трубе, чтобы регулировать положение источника рентгеновского излучения по отношению к внутренней стенке трубы при разных диаметрах труб и разных расстояниях до внутренней стенки трубы, чтобы получить желательные радиографические критерии эксплуатации.
Предложенный цикл проверки заключается в следующем
Рентгенографическое передвижное устройство получает сигнал перемещаться вперед по внутреннему пространству трубы от обычного устройства подачи гамма-сигналов (9), расположенного вне трубы, или от другого средства, такого как, но без ограничения, радио, магнитного или ультразвукового.
Во время перемещения передвижного устройства вперед в направлении сварного шва, который должен быть проверен, инклинометр (6) постоянно регулирует радиальную ориентацию рентгеновской трубки так, чтобы ее окно выхода пучка было всегда ориентировано в одном направлении. Например, это может быть в направлении верха трубы в данном положении. Эта технология также обеспечивает, что детектор гамма-излучения (7) находится в подходящем положении, чтобы иметь возможность детектировать внешнее устройство подачи гамма-сигналов (9).
Для примера, на Фиг.1 показано устройство подачи гамма-сигналов (9) на верху трубы. Когда рентгенографическое передвижное устройство приближается к устройству подачи гамма-сигналов (9), детектор гамма-излучения (7) идентифицирует пиковые сигналы от двух отдельных и разделенных детекторных устройств, помещенных в детектор гамма-излучения (7) на передней и задней стенке корпуса, программируемый логический контроллер (ПЖ) использует эти сигналы для медленного позиционирования передвижного устройства в точное положение путем перемещения приводных колес в переднем и заднем направлениях, чтобы расположить оба детектора гамма-излучения прямо под пучком, излучаемым внешним устройством подачи гамма-сигналов (9). Это положение достигнуто, когда сигналы на каждом устройстве детектирования одинаковые. Положение устройства подачи гамма-сигналов (9), выбранное таким образом, помещает центр направленного пучка рентгеновского излучения в такое положение, чтобы он проходил через стенку трубы в центре сварного шва, когда детекторы гамма-излучения расположены таким образом. Это происходит потому, что гамма-излучение проходит через материал трубопровода, который должен быть в сущности однородный для передачи гамма-излучения, и поэтому интенсивность излучения будет равномерно спадать на каждой стороне устройства (9), и поперечное смещение устройства подачи гамма-сигналов по отношению к источнику рентгеновского излучения и детектору в сущности будет таким же, как смещение по отношению к сварному шву, который должен быть проверен.
Используя способ, подобный используемому при традиционном контроле трубопровода, оператор удаляет устройство подачи гамма-сигналов с трубы и запускает последовательность генерации рентгеновского излучения. Оператор удаляется от трубы на безопасное расстояние. Однако, в отличие от традиционного контроля, теперь имеет место следующая последовательность. Направленный источник рентгеновского излучения (5) излучает рентгеновские лучи при заданном напряжении, токе и времени после периода безопасности перед предупреждением. При детектировании потока рентгеновского излучения система детектирования РВР (10), которая установлена, например, на стальной полосе (11), системой реечной передачи (12). Она входит в "режим поиска центра пучка", чтобы расположить детектор точно в положении максимального потока рентгеновского, перемещаясь в направлениях по часовой стрелке и против часовой стрелки по окружности трубы и делая выборку интенсивности детектируемого рентгеновского излучения.
После того, как определены краевые положения пучка, в которых поток рентгеновского излучения переходит за пороговый уровень, детектор переходит во вращательное положение, в сущности, посередине между этими точками. Из-за сильного потока рентгеновского излучения, создаваемого направленным источником рентгеновского излучения, эта операция проходит в течение всего нескольких секунд. После заданного времени с начала генерации рентгеновского излучения и источник рентгеновского излучения (5), и детектор рентгеновского излучения в реальном времени (10) начинают вместе вращаться на заданной частоте вращения вокруг трубы. Детектор делает выборки обнаруживаемого рентгеновского излучения в некотором количестве точек вокруг сварного шва. Это расчетная величина и зависит от источника рентгеновского излучения, устройства РВР и диаметра трубопровода. На Фиг.3 а), b), с) и d) показано передвижное устройство с источником рентгеновского излучения в разных поворотных положениях.
Дискретные данные детектирования РВР могут перекрываться и могут поэтому накапливаться для уменьшения эффектов шума. Альтернативно, они могут не перекрываться. Что бы ни было выбрано, конечным результатом является линейный профиль прохода потока рентгеновского излучения через сварной шов с позиционированием вокруг сварного шва.
Сочетание инклинометра (6) для вращательного позиционирования рентгеновской трубки, методологии детектирования гамма-излучения (7 и 8) и режима поиска пучка детектором РВР обеспечивает что и источник рентгеновского излучения, и детектор РВР точно выровнены для начала синхронного движения по сварному шву на окружности трубопровода.
Эта операция продолжается то тех пор, пока источник рентгеновского излучения и детектор рентгеновского излучения не пройдут 360° по сварному шву трубопровода плюс небольшое перекрывание. Рентгеновское излучение затем автоматически отключается после достижения заданного времени действия. Затем оператор подает сигнал передвижному устройству (1), используя устройство подачи гамма-сигналов (9), для передвижения к следующему сварному шву. В этот момент детектор РВР и приводной механизм могут быть удалены с трубы. Процесс контроля повторяется на следующем и дальнейших сварных швах в необходимом количестве. Предпочтительно, частота вращения пропорциональна диаметру трубопровода.
Предпочтительно детектор рентгеновского излучения может быть основан на в высокой степени модифицированной версии существующего изделия, используемого в стоматологии и разработанного специально для панорамной рентгеновской съемки в малой дозе и с высокой скоростью. Это коммерческое изделие сканирует челюсть пациента на высокой скорости, используя многолинейный прибор с зарядовой связью (ПЗС), который прямо или косвенно преобразует рентгеновское излучение малой энергии в электронный сигнал.
Для примера, одна доступная в продаже система состоит из ПЗС 3072×128 элементов, охватывающего ширину 150 мм. Скорость сканирования этого механизма, движущегося вокруг челюсти пациента, связана со скоростью передачи заряда от линии к линии на ПЗС, давая одиночный ряд выходного сигнала по амплитуде в 128 раз больше амплитуды одиночного ряда детекторов. Этот тип детектора обычно называют устройством "интеграции с временным разделением".
При использовании ПЗС перемещается по его дуге сканирования в направлении, перпендикулярном его 128 рядам ПЗС-элементов. Каждый элемент имеет, например, диаметр 50 мкм. Заряд от 10 элементов в каждом ряду считывается при первом сканировании и хранится в соответствующих регистрах из их некоторого количества, по одному регистру для каждого ряда, и каждый регистр включает элемент хранения для каждого ПЗС-элемента.
ПЗС затем продвигается вперед, и второе сканирование выполняется, когда он прошел расстояние, в сущности, равное одному ряду ПЗС-элементов (в данном случае, 50 мкм). Заряд от элементов в каждом ряду считывается при втором сканировании. Этот заряд добавляется к заряду, уже хранящемуся для положения соответствующего ряда по отношению к сканируемому изделию. То есть, при первом сканировании заряд ведущего ряда ПЗС-элементов будет храниться в первом регистре, второго ряда во втором регистре и т.д. При втором сканировании заряд ведущего ряда ПЗС-элементов будет храниться в новом регистре. Заряд второго ряда ПЗС-элементов будет добавлен к заряду в первом регистре, так как сейчас детектирование осуществляется в том же положении, в котором первый регистр был при первом сканировании. Этот процесс ступенчатого перехода через регистры и добавления заряда к каждому из них каждый раз, когда ПЗС-элементы переместились на один ряд для дальнейшего сканирования, продолжается до тех пор, пока заряд от конечного ряда ПЗС-элементов будет записан в первый регистр. Когда это произошло, данные из первого регистра направляются в устройство для преобразования в цифровую форму и последовательный коммуникационный конвертер.
После следующего сканирования регистр, соответствующий второму положению первого ряда ПЗС-элементов, закончит накапливать заряд, и данные могут быть направлены в устройство для оцифровки изображений. Этот процесс продолжается в течение сканирования всего объекта. Таким образом, для каждого положения при сканировании заряд от 128 рядов ПЗС-элементов накапливается в одном регистре для каждого положения при сканировании, этим производя сигнал, где только значительные изменения будут маскироваться шумом.
Вся система, используемая детектором, описанным в этом варианте осуществления, использует те же принципы, что и коммерческий стоматологический продукт, описанный выше, но она была адаптирована для использования в контроле сварных швов. Однако, с вариантами осуществления изобретения могут быть использованы другие системы детектирования, которые будут очевидны специалистам в данной области техники.
Предложенная система имеет еще два новых признака, чтобы повысить безопасность излучения и уменьшить требуемое расстояние до барьера безопасности персонала. Во-первых, пучок, излучаемый источником рентгеновского излучения (5), является в высокой степени коллимированным "веерным" пучком 32, который охватывает входное окно детектора РВР только с небольшим перекрыванием. Во-вторых, к окну детектора РВР прикреплен поглощающий излучение экран (14) для ослабления всего первичного пучка от источника рентгеновского излучения (5) до такой степени, что рентгеновское излучение, присутствующее на наружной поверхности трубы, является только рассеянным излучением низкого уровня.
Для примера, на Фиг.4 показано еще одно применение изобретения в трубных цехах, где осуществляют соединение двух или трех труб способом, часто называемым "соединением двухтрубной плети" и "соединением трехтрубной плети" соответственно. Радиографический контроль этих кольцевых сварных швов может быть выполнен с использованием изобретения в полном объеме или путем установки вращающейся секции изобретения или какой-то подобной конфигурации на стрелу крана или другое грузоподъемное устройство, как показано на Фиг.4. Эта стрела (35), удерживающая вращающиеся секции, затем может быть введена в трубопровод и точно позиционирована для вращения источника рентгеновского излучения на фиксированном расстоянии от внутренней поверхности трубопровода с использованием, например, опорной "крестовины" (33) и опорных колес (34) и подобной системы детектора рентгеновского излучения, позиционируемой снаружи. Стрела или другое грузоподъемное устройство могут быть позиционированы вручную или с использованием механизированной системы.
Способ и устройство для внешнего осмотра сварных швов трубопроводов
Композиции для нанесения покрытия и способы их изготовления
Способ и устройство для внешнего осмотра сварных швов трубопроводов
Композиции для нанесения покрытия и способы их изготовления

