СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕШНЕГО ОСМОТРА СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу и устройству для внешнего осмотра сварного шва трубопровода, который может быть выполнен с использованием цифровой рентгеноскопии в реальном времени.
Уровень техники
Трубопроводы типа, используемого для транспортировки материалов, таких как газ, нефть и т.д., на большие расстояния, выполняют из металлических трубопроводных секций. Их соединяют между собой сварными швами. В большинстве ситуаций трубопроводы строят, последовательно добавляя секции, одну за другой. После добавления секции ее сваривают с предыдущей секцией.
Поскольку конец новой добавленной секции открыт, можно осмотреть сварной шов с обеих сторон, и это обычно выполняют, используя проникновение рентгеновских лучей в сварной шов и используя подходящую систему детектирования, такую как пленка, чувствительная к рентгеновским лучам. В некоторых ситуациях внутренний доступ к сварному шву затруднен. Например, если трубопровод должен пройти под дорогой, трубопровод может быть построен обычным образом на каждой стороне дороги и затем под дорогой роют туннель, через который пропускают секцию трубопровода, которую затем соединяют с секциями трубопровода на каждой стороне. После этого часто невозможно получить внутренний доступ к трубопроводу для осмотра сварного шва, использованного для соединений секций трубопровода. Поэтому должна быть предусмотрена система осмотра трубопровода только снаружи.
Обычно такие сварные швы осматривают, используя мощный источник неколлимированного радиоактивного излучения, такого как рентгеновские или гамма-лучи для проникновения в обе стенки трубопровода и для экспонирования чувствительной к рентгеновским/гамма-лучам плоской пленки на стороне трубопровода, противоположной источнику рентгеновского/гамма-излучения.
Для того чтобы получить полное изображение сварного шва потребуется несколько экспозиций, и шесть или больше таких экспозиций является обычной практикой в зависимости от диаметра трубопровода. Это позволяет осмотреть сварной шов во всех положениях по окружности трубопровода. Неколлимирующий характер источника также требует, чтобы экспонирование было относительно долгим, и поэтому область отсутствия излучения, которая должна быть предусмотрена вокруг источника источник рентгеновского/гамма-излучения, большая.
Раскрытие изобретения
Предпочтительные варианты осуществления настоящего изобретения предлагают в их разных аспектах способ и устройство для внешнего осмотра в реальном времени целостности кольцевых сварных швов в трубопроводах. Необходимость в использовании внутреннего рентгеновского источника или неколлимированного внешнего источника рентгеновского или гамма-излучения отпадает. Варианты осуществления также направлены на устранение использования пленок и пластинок, чувствительных к рентгеновскому/гамма-излучению, и соответствующих химикатов, требующихся для их обработки.
Один аспект настоящего изобретения предлагает устройство для внешнего осмотра кольцевого сварного шва трубопровода, включающее источник излучения и детектор излучения, независимо устанавливаемые на противоположные наружные стороны сварного шва трубопровода и независимо перемещаемые вокруг сварного шва, и средства для перемещения источника и детектора по отношению друг к другу по часовой стрелке и против часовой стрелки вокруг исходного положения с выборкой излучения, детектируемого в нескольких положениях для определения положения максимальной силы детектируемого сигнала излучения, посредством чего может быть определено место центральной точки источника излучения, и источник и детектор могут быть в сущности выровнены друг с другом, и средства для перемещения источника и детектора вокруг сварного шва при том, что они остаются в сущности выровненными друг с другом и установленными на противоположные стороны кольцевого сварного шва трубопровода.
Краткое описание чертежей
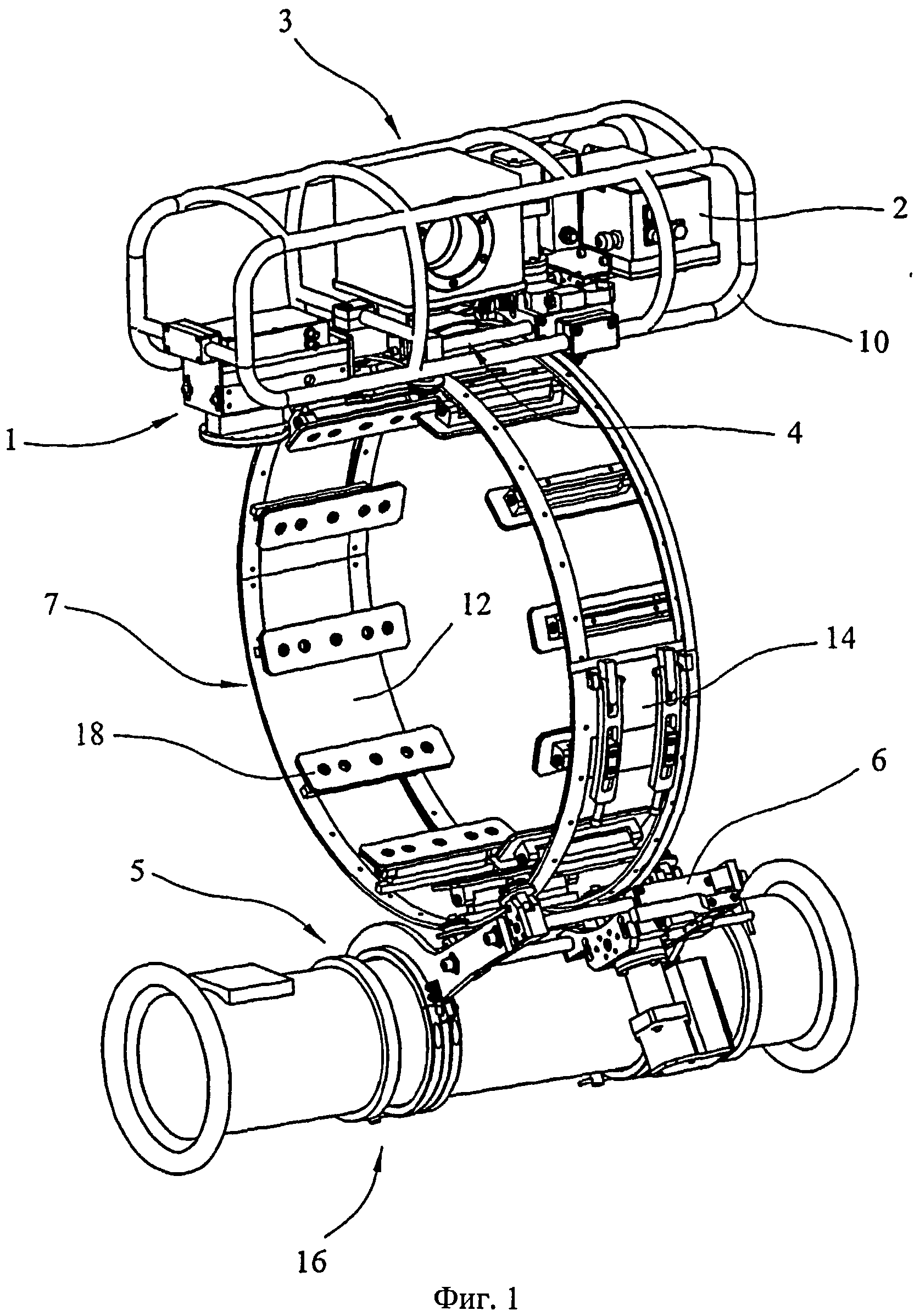
На Фиг.1 показан перспективный вид одного варианта осуществления изобретения.
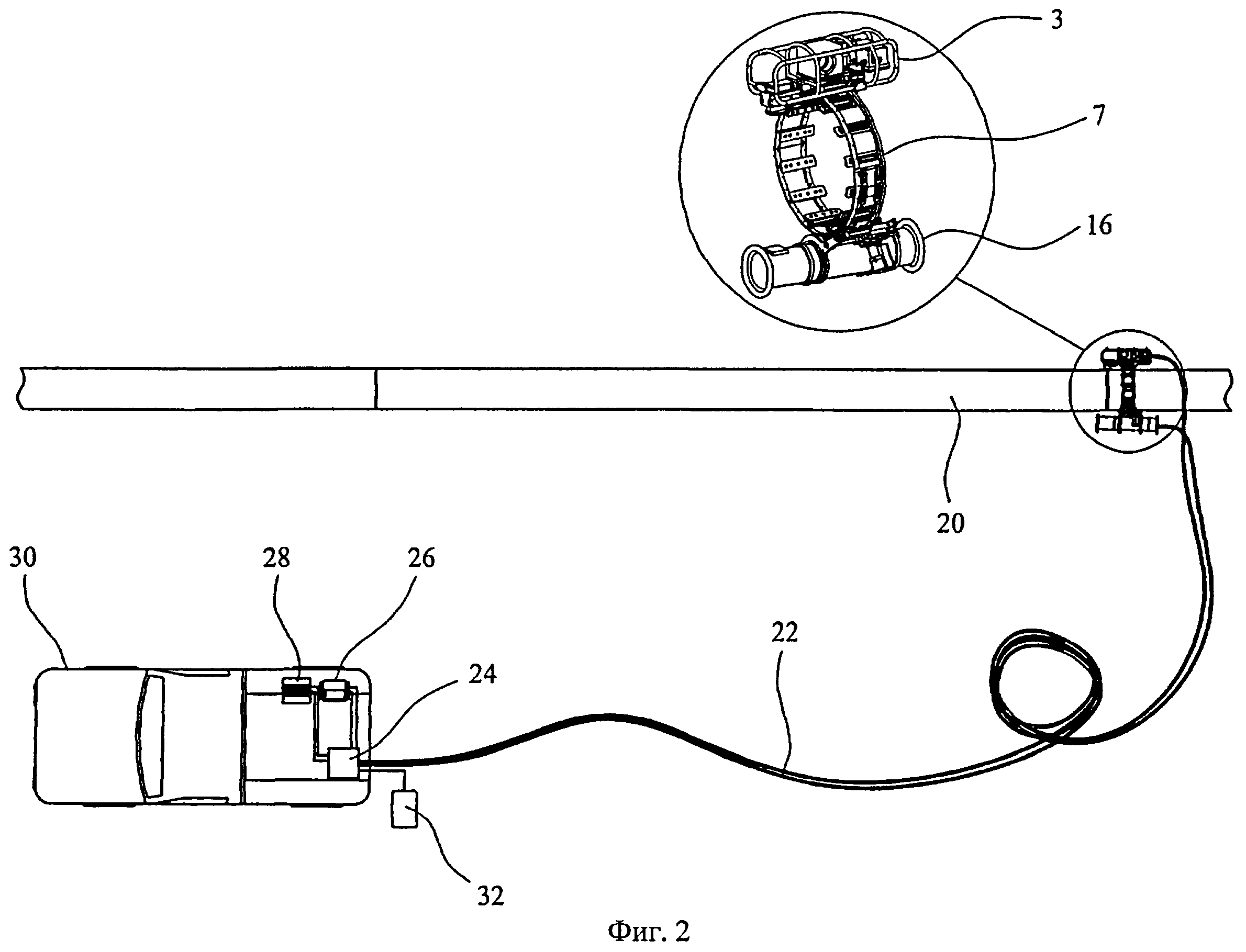
На Фиг.2 показан вид варианта осуществления с Фиг.1, прижатого к кольцевому сварному шву трубопровода и соединенного с постом регистрации.
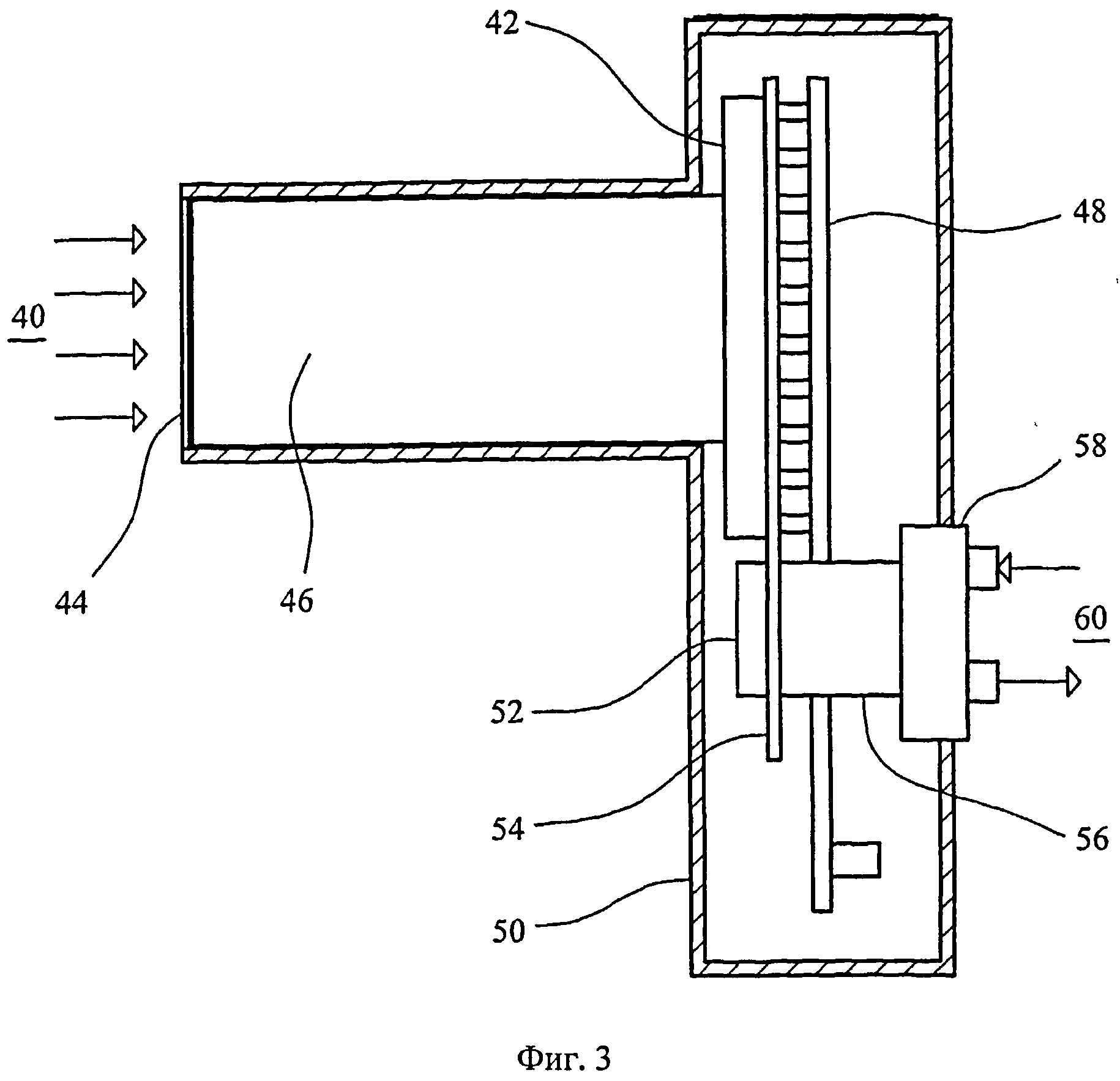
На Фиг.3 показан один вариант осуществления детектора рентгеновского излучения для использования в системе с Фиг.2.
Подробное описание предпочтительных вариантов осуществления
На перспективном виде варианта осуществления изобретения на Фиг.1 показаны следующие элементы. Блок детектирования рентгеновского излучения включает датчик 1 для детектирования рентгеновского излучения, соединенный с оборудованием 2 для получения изображений. Датчик 1 для детектирования рентгеновского излучения и оборудование 2 для получения изображений установлены в защитной трубчатой раме 10. Блок 3 детектирования рентгеновского излучения прикреплен к моторизованной тележке 4, которая контролируемо перемещается по приводной полосе или направляющей 7. Эта приводная полоса или направляющая могут быть прижаты вокруг трубопровода, сварные швы которого требуют осмотра. Прижатие направляющей вокруг трубопровода достигается путем ее выполнения из двух частей, которые шарнирно соединены в месте 12 и закреплены по направляющей 7 крепящими устройствами 14.
Также подвижно установлен на направляющей 7 посредством моторизованной тележки 6 блок 16 источника рентгеновского излучения, включающий источник 5 рентгеновского излучения. Моторизованными тележками 4 и 6 можно управлять синхронно, чтобы перемещать блок детектирования рентгеновского излучения и блок источника рентгеновского излучения по упомянутой направляющей, чтобы осматривать сварной шов. Источник рентгеновского излучения и детектор рентгеновского излучения установлены на их соответствующие блоки в положениях, продольно разнесенных вдоль линий, параллельных оси внешней направляющей 7, так что эта направляющая не находится между источником рентгеновского излучения и детектором рентгеновского излучения.
Направляющая расположена вокруг трубопровода на монтажных опорах 18, которые радиально отделяют ее от трубопровода, этим позволяя надежно крепить блок детектирования рентгеновского излучения и блок источника рентгеновского излучения на направляющей посредством их моторизованных тележек. Блоки источника рентгеновского излучения и детектора рентгеновского излучения затем можно управляемо и синхронно перемещать по направляющей, чтобы осматривать кольцевой сварной шов.
Детектор рентгеновского излучения включает высокочувствительный датчик рентгеновского излучения, и оборудование 2 для получения изображений включает устройство для оцифровки изображений и последовательный коммуникационный конвертер. Предпочтительно, блок детектора рентгеновского излучения охлаждается до постоянной температуры, чтобы обеспечить стабильную эксплуатацию. Это достигается путем использования охлаждающей жидкости, проходящей через трубчатую раму 3.
Используемый детектор рентгеновского излучения имеет разрешающую способность и возможность регулирования контрастности, которые, предпочтительно, в сущности подобны таковым у рентгеновских пленок для средней скорости. В некоторых применениях может потребоваться разная чувствительность. Детектор рентгеновского излучения имеет достаточную чувствительность, чтобы иметь возможность принимать кванты рентгеновского излучения на несколько порядков выше чем у обычных рентгеновских пленок.
Детектор рентгеновского излучения основан на высоко специализированной версии существующего продукта, используемого в стоматологии и разработанного специально для панорамной рентгеновской съемки с низкой дозой на высокой скорости. Этот коммерческий продукт сканирует челюсть пациента на высокой скорости, используя многолинейный прибор с зарядовой связью (ПЗС), который прямо или косвенно преобразует рентгеновское излучение малой энергии в электронный сигнал.
Для примера, одна доступная в продаже система состоит из ПЗС 3072×128 элементов, охватывающего ширину 150 мм. Скорость сканирования этого механизма, движущегося вокруг челюсти пациента, связана со скоростью передачи заряда от линии к линии на ПЗС, давая одиночный ряд выходного сигнала по амплитуде в 128 раз больше амплитуды одиночного ряда детекторов. Этот тип детектора обычно называют устройством "интеграции с временным разделением".
При использовании ПЗС перемещается по его дуге сканирования в направлении, перпендикулярном его 128 рядам ПЗС-элементов. Каждый элемент имеет, например, диаметр 50 мкм. Заряд от 10 элементов в каждом ряду считывается при первом сканировании и хранится в соответствующих регистрах из их некоторого количества, по одному регистру для каждого ряда, и каждый регистр включает элемент хранения для каждого ПЗС-элемента.
ПЗС затем продвигается вперед, и второе сканирование выполняется, когда он прошел расстояние, в сущности равное одному ряду ПЗС-элементов (в данном случае, 50 мкм). Заряд от элементов в каждом ряду считывается при втором сканировании. Этот заряд добавляется к заряду, уже хранящемуся для положения соответствующего ряда по отношению к сканируемому изделию. То есть при первом сканировании заряд ведущего ряда ПЗС-элементов будет храниться в первом регистре, второго ряда - во втором регистре и т.д. При втором сканировании заряд ведущего ряда ПЗС-элементов будет храниться в новом регистре. Заряд второго ряда ПЗС-элементов будет добавлен к заряду в первом регистре, так как сейчас детектирование осуществляется в том же положении, в котором первый регистр был при первом сканировании. Этот процесс ступенчатого перехода через регистры и добавления заряда к каждому из них каждый раз, когда ПЗС-элементы переместились на один ряд для дальнейшего сканирования, продолжается до тех пор, пока заряд от конечного ряда ПЗС-элементов будет записан в первый регистр. Когда это произошло, данные из первого регистра направляются в устройство для оцифровки изображений и последовательный коммуникационный конвертер.
После следующего сканирования регистр, соответствующий второму положению первого ряда ПЗС-элементов, закончит накапливать заряд и данные могут быть направлены в устройство для оцифровки изображений. Этот процесс продолжается в течение сканирования всего объекта. Таким образом, для каждого положения при сканировании заряд от 128 рядов ПЗС-элементов накапливается в одном регистре для каждого положения при сканировании, этим производя сигнал, где только значительные изменения будут маскироваться шумом.
Вся система, используемая детектором, описанным в этом варианте осуществления, использует те же принципы, что и коммерческий стоматологический продукт, описанный выше, но она была адаптирована пятью новыми способами.
Во-первых, ширина детектирования уменьшена до 75 мм, что является обычной шириной осмотра сварных швов. В этом примере матрица ПЗС поэтому уменьшена до 1536×128 элементов, но возможны и другие конфигурации.
Во-вторых, ПЗС защищен от более высоких энергий (обычно 300 кВ или больше), используемых для осмотра кольцевых сварных швов, глубоким (обычно глубиной от 50 мм до 100 мм) поглощающим излучение блоком когерентной волоконной оптики, закрывающим входное окно ПЗС.
В-третьих, ПЗС и его электроника экранированы тяжелым металлическим корпусом, поглощающим излучение, для уменьшения рассеяния рентгеновских лучей.
В-четвертых, блок волоконной оптики соединен с рентгеновским сцинтиллятором переменного поля, который состоит из поликристаллического преобразователя рентгеновского излучения в свет, выполненного из миллионов игольчатых кристаллов, связанных с пластиной носителя низкой плотности.
В-пятых, детектор и электроника ПЗС охлаждаются устройствами Пельтье для поддержания низкого темнового тока и высокой стабильности. Это позволяет детектору при необходимости сканировать кольцевой сварной шов на низких скоростях.
Электронные компоненты детектора рентгеновского излучения синхронизированы со сканирующим механизмом через задающий генератор, так что выборка данных от ПЗС происходит каждый раз, когда детектор передвинулся на один ряд ПЗС-элементов. Отношения задающего генератора между механическим перемещением детектора и синхроимпульсами передачи детектора могут быть изменены таким образом, чтобы "сфокусировать" сбор данных рентгеновского излучения в конкретной плоскости в пространстве. В большинстве применений это центр сварного шва, но возможны и другие операции. Эффект этого подхода заключается в фокусировке желательных послойных данных (ламинография) в требуемой области, в то же время представляя области за пределами этой конкретной плоскости как расфокусированные. При использовании этого детектора система способна производить данные от рентгеновского излучения, которое проникло через обе стенки трубопровода, и все же способна развивать чувствительность, которая сравнима с пленкой, экспонированной через одну стенку трубопровода. Это достигается за счет повышенной чувствительности системы детектирования и виртуального устранения эффектов поверхности трубы, ближайшей к источнику рентгеновского излучения многослойные свойства системы.
На Фиг.3 приведена схема детектора рентгеновского излучения. Рентгеновское излучение 40 входит в блок. Оно преобразуется в свет на длине волны, подходяще согласованной с ПЗС 42 рентгеновским сцинтиллятором переменного поля 44, который состоит из поликристаллического преобразователя рентгеновского излучения в свет. Он преобразует рентгеновское излучение в свет и затем пропускает его в блок 46 когерентной волоконной оптики.
ПЗС 42 и электроника 48 интерфейса заключены в тяжелый металлический корпус 50, поглощающий излучение. Устройства Пельтье 52 охлаждают ПЗС 42 посредством пластины теплопередачи 54, установленной между задней стороной ПЗС и печатной платой, на которой размещены электронные компоненты интерфейса. Теплота пропускается через медные пластины 56 на медный блок 58. Жидкая охлаждающая жидкость прокачивается через медный блок через входное и выходное соединения 60. Охлаждение ПЗС позволяет детектору сканировать сварной шов на низких скоростях, когда это необходимо, а также позволяет ему работать при высоких температурах окружающей среды.
Детектор рентгеновского излучения перемещается по кольцевому сварному шву на постоянной скорости первой тележкой 4, которая движется по приводной полосе или направляющей 7. Когда она движется, рентгеновское излучение детектируется датчиком рентгеновского излучения 1, который посылает выходные данные в устройство для оцифровки изображений и последовательный коммуникационный конвертер 2. Они, в свою очередь, соединены с внешним центром управления, таким как компьютер, который также подает сигналы управления на моторизованную тележку, чтобы вести детектор по направляющей, и синхронно с этим считывает данные из устройства для оцифровки изображений и последовательного коммуникационного конвертера 2, так как он соединен датчиком рентгеновского излучения 1.
В то же время центр управления управляет блоком источника рентгеновского излучения, чтобы перемещать этот блок по направляющей синхронно с блоком детектора рентгеновского излучения, но на противоположной стороне направляющей, приблизительно на 180° от детектора рентгеновского излучения. Это обеспечивает, что источник направлен в сущности на детектор рентгеновского излучения, когда они оба движутся по направляющей 7.
Скорость, на которой детектор и связанные с ним электронные компоненты передают данные в центр управления, синхронизирована с движением блока детектора по направляющей 7 таким образом, чтобы "сфокусировать" сбор рентгеновских данных на конкретной плоскости в пространстве. Использование ПЗС в режиме "интеграции с задержкой во времени", как описано выше, означает, что набор данных будет "в фокусе" только в узком диапазоне мест между источником и детектором рентгеновского излучения. Путем выбора механической скорости движения и синхроимпульса ряда детектора, который представляет данные по осматриваемой поверхности сварного шва таким образом, что они стационарны по всем рядам ПЗС детектора, любые данные, полученные в других местах между источником и детектором (т.е. сварной шов, ближайший к источнику рентгеновского излучения), будут расфокусированы. В большинстве применений это будет в центре сварного шва, но возможны и другие схемы. Эффектом этого является фокусировка детектирования данных в требуемой области, предпочтительно в точке на кольцевом сварном шве, ближайшей к детектору, в то же время представляя другие области за пределами этой как расфокусированные. Из-за синхронизации синхроимпульсов передачи, которые посылают данные в центр управления, создается набор послойных данных, когда детектор сканирует кольцевой сварной шов, т.е., данные сканирования накапливаются последовательно при движении детектора, по одному ряду за один раз, и посылаются в устройство для оцифровки изображений и затем далее для анализа.
Источник рентгеновского излучения коллимирован в узкий веерный пучок. Это обеспечивает, что он направлен в сущности в области кольцевого сварного шва, этим уменьшая рассеяние неиспользуемого рентгеновского излучения. Сигналы от центра управления управляют двумя моторизованными тележками 4 и 6. Тележки движутся синхронно по направляющей 7. Предпочтительно, каждая из них имеет собственный приводной двигатель. Они могут, однако, быть соединены между собой для движения в режиме "главный-подчиненный".
Тележки находятся с зацеплении на приводной полосе или направляющей 7, что позволяет двигателям перемещать их по окружности трубопровода. На приводную полосу может быть установлена зубчатая рейка для зацепления тележек, чтобы обеспечить плавное и надежное сканирование окружности трубопровода. В еще одном варианте осуществления механизм приводной полосы может быть заменен шарнирным поворотным устройством типа кольца с захватом, подвешенным над трубопроводом, для размещения источника рентгеновского излучения и детектора рентгеновского излучения. Кабели от блока источника рентгеновского излучения и блока детектора рентгеновского излучения проведены в центр управления или пост осмотра, который выполняет функции управления и получения/хранения изображений.
Система сканирует всю окружность кольцевого сварного шва трубопровода, используя радиографический способ, известный как "двойная стенка - одно изображение" (DWSI). Система конфигурируется центром управления на выдачу рентгеновского изображения, которое имеет вид непрерывной длинной полосы сварного шва. Оно получается из последовательности изображений от сфокусированного детектора рентгеновского излучения. В нем не используются расфокусированные данные. Таким образом, с точки зрения изображения тип отображаемого изображения будет подобен тому, который был бы получен при использовании системы одного изображения (SWSI), которую используют, когда возможен доступ внутрь трубопровода.
Альтернативно, источник рентгеновского излучения может перемещаться по часовой стрелке и против часовой стрелки по отношению к детектору, и детектор может перемещаться по часовой стрелке и против часовой стрелки по отношению к источнику.
Для обеспечения правильного выравнивания детектора рентгеновского излучения с источником рентгеновского излучения перед началом детектирования рентгеновского изображения, систему располагают для выполнения начального рентгеновского поиска. В этом режиме рентгеновское излучение сначала активируется, и затем осуществляется управление системой детектирования рентгеновского излучения, чтобы перейти в эксплуатационный режим поиска рентгеновского излучения. В этом режиме она движется относительно своего исходного положения по кольцевой направляющей 7 в направлениях по часовой стрелке и против часовой стрелки. Когда она движется, выборки детектируемых данных рентгеновского излучения передаются в центр управления, который определяет минимальную и максимальную силу сигналов рентгеновского излучения, детектированных на дуге, по которой она движется. По ним центр управления способен вычислить положение, в котором детектирован сигнал рентгеновского излучения максимальной силы, и этим в сущности определить центр пучка рентгеновского излучения. После того как эта центральная точка определена, блок детектора рентгеновского излучения перемещается в это положение без перемещения тележки источника рентгеновского излучения.
Затем система переходит в режим сканирования, в котором блок детектора рентгеновского излучения и блок источника рентгеновского излучения синхронно перемещаются по направляющей на одинаковой скорости и поддерживают одинаковой круговое смещение, выбранное в режиме поиска рентгеновского излучения, чтобы выполнить сканирование кольцевого сварного шва.
На Фиг.2 показана схема рентгеновской системы осмотра, установленной на трубопровод. Приводная полоса или направляющая 7 прижата к окружности 20 трубопровода. Блок детектора рентгеновского излучения 3 затем прижимается к направляющей 7, и блок источника рентгеновского излучения 16 - к месту, приблизительно диаметрально противоположному блоку детектора рентгеновского излучения. Кабели управления 22 подсоединены к этим двум блокам и связывают их с источником электропитания низкого напряжения 24, ноутбуком 26 и контроллером рентгеновского излучения 28. Они расположены в автомобиле 30, который может быть установлен на безопасном расстоянии от рентгеновской системы осмотра. Переносной генератор 32 подает электропитание на всю систему, хотя в некоторых вариантах осуществления в качестве источника электропитания может быть использован автомобиль.
При эксплуатации на систему подают электропитание и сначала включают рентгеновское излучение, чтобы можно было войти в режим поиска рентгеновского излучения и найти центр пучка рентгеновского излучения. После того как он найден, выполняют полное сканирование кольцевого сварного шва. Результаты затем интерпретируют и сохраняют в памяти. Система осмотра затем может быть перемещена на следующий сварной шов, который необходимо осмотреть.
В альтернативном варианте осуществления несколько детекторов могут быть предусмотрены по окружности на каждой стороне от детектора в проиллюстрированном варианте осуществления на той же движущейся тележке, чтобы их можно было перемещать по окружности вокруг сварного шва одновременно с основными детекторами.
Например, два дополнительных детектора могут быть установлены на каждой стороне от основного детектора на той же движущейся тележке. Ширину веерного пучка источника рентгеновского излучения, вероятно, придется увеличить, чтобы обеспечить попадание излучения на все три детектора. Обработка получаемых данных включает перекрывание детектируемых данных по излучению от каждого дополнительного детектора с данными от основного детектора для каждого положения, которое проходят детекторы. Детекторы будут идентичными и, предпочтительно, ПЗС-устройствами, описанными выше. Данные от трех детекторов для каждого положения на окружности затем суммируются, что дает улучшенное отношение сигнал-шум для полученных данных, этим позволяя увеличить скорость перемещения по сравнению с одним детектором.
Необходимо понять, что варианты осуществления изобретения могут быть использованы для осмотра кольцевых сварных швов на трубопроводах, доступ к внутренней поверхности которых невозможен. Еще одним применением для вариантов осуществления изобретения является осмотр кольцевых сварных швов на трубопроводах малого диаметра, где внутренний диаметр слишком мал, чтобы удобно разместить источник излучения.
Настоящая система также может быть модифицирована для осмотра сварных швов на трубопроводах и кабелепроводах, которые не имеют круглой формы.
Рентгенодефектоскопическое устройство для контроля кольцевых сварных швов трубопроводов
Композиции для нанесения покрытия и способы их изготовления
Рентгенодефектоскопическое устройство для контроля кольцевых сварных швов трубопроводов
Композиции для нанесения покрытия и способы их изготовления

