Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОФИЗИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано в различных отраслях промышленности для повышения надежности сварных соединений стальных конструкций и увеличения срока их службы.
Известен способ повышения несущей способности деталей машин, при котором разогрев дефектных зон осуществляют импульсным током в течение 0,01-0,5 секунд (авторское свидетельство СССР № 1015561, Кл. B23P 6/04). За счет концентрации тока в области дефектов создается температурный градиент, обуславливающий термоупругие напряжения сжатия. При этом происходит локализация дефектов кристаллического строения, являющихся концентраторами напряжений.
Однако существующий способ снижения напряжений рассчитан на обработку областей металла, размеры которых несоизмеримо меньше поперечного сечения, через которое проходит ток. Решить вопрос снижения остаточных напряжений в сварных соединениях труб большого диаметра или других конструкций известным способом практически невозможно.
Известен способ снижения остаточных напряжений в сварных соединениях больших металлических конструкций, включающих электрофизическую обработку (ЭФО) участков с повышенными остаточными напряжениями путем пропускания пакета знакопеременных импульсов тока через эти участки, причем импульсы тока имеют форму равнобедренной трапеции и паузы между импульсами тока 4-6 секунд (декларационный патент на изобретение Украины №53559А, Кл. B23P 6/04, С21Д 1/8).
Недостатком известного способа является значительные затраты энергии и времени, необходимых для снижения остаточных напряжений.
Целью настоящего изобретения является уменьшение затрат энергии и сокращение рабочего времени, необходимых для снижения остаточных напряжений в сварных соединениях, особенно электросварных прямошовных труб большого диаметра.
Поставленная цель достигается тем, что в предлагаемом способе снижения остаточных напряжений в сварных соединениях, включающем ЭФО участков с повышенными остаточными напряжениями, в процессе выполнения сварки через нагретый электродуговой сваркой участок шва и зону термического влияния (ЗТВ) пропускают знакопеременные импульсы электрического тока длительностью (2,0±0,5) секунды и паузой между импульсами 1-3 секунды.
Другое отличие состоит в том, что импульсы электрического тока пропускают перпендикулярно сварному шву.
Третье отличие состоит в том, что импульсы тока пропускают в зоне остывания шва, где температура металла меньше температуры точки Кюри на 50-100 градусов по шкале Цельсия.
Каждый из перечисленных признаков отличается от признаков известных решений, применяемых для снижения остаточных напряжений, поэтому предлагаемое техническое решение соответствует критерию «существенные отличия».
Перечисленная совокупность существенных признаков предлагаемого способа снижения остаточных напряжений в сварных соединениях позволяет создать положительный эффект и поэтому обуславливает соответствие предлагаемого технического решения критерию «новизна».
Действительно, в результате пластических деформаций при остывании сварного шва возникают внутренние напряжения и остаточные деформации. Согласно принципу термодинамического равновесия система всегда стремится к состоянию с минимумом полной свободной энергии, поэтому внутренние напряжения и остаточные деформации стремятся к равновесному статическому состоянию. Любое нарушение приводит к перераспределению напряжений, которое вновь приводит систему к равновесному состоянию.
Начиная с кристаллизации в металлах возникают дефекты (дислокации) различных типов. Все воздействия при обработке металла (тепловые, механические, химические и др.) связаны с преобразованием его дислокационной структуры. Пластическая деформация металлов имеет термофлуктуационную природу и является результатом элементарных сдвигов в кристаллах при перемещении дислокации в плоскости скольжения, которое может застопориться на закрепляющих центрах (потенциальных или энергетических барьерах). Возрастание внутренних напряжений сопровождается увеличением плотности дислокации за счет их скопления на стопорах.
Способность металла к деформированию лимитируется исчерпанием пластичности в отдельных микрообъемах, где и происходит зарождение очагов разрушения. Дальнейшее деформирование металла без разрушения возможно только после термической обработки (отжиг). При температурах рекристаллизационного отжига термофлуктуации всегда превышают высоту энергетических барьеров в решетке и дислокации преодолевают стопоры. Микропластическая деформация осуществляется за счет потенциальной упругой энергии, накопленной в процессе предварительной пластической деформации металла, и происходит структурная перестройка релаксационного характера (уменьшение плотности дислокации и остаточных напряжений).
В отличие от термообработки при ЭФО происходит нетермическое преобразование дислокационной структуры за счет снижения высоты энергетических барьеров в результате взаимодействия электромагнитного поля электрического тока с электромагнитным полем реальной кристаллической решетки металла. Это взаимодействие происходит, прежде всего, на головных дислокациях неравновесных групп дислокации (в скоплениях), которые находятся накануне срыва со стопора, а импульс тока инициирует их разрядку. Происходит срыв дислокации со стопоров и плотность дислокации уменьшается (релаксация остаточных напряжений).
Если ЭФО выполняется при повышенной температуре металла, то преобразование дислокационной структуры будет происходить: а) термическое - за счет увеличения термофлуктуации при повышении температуры металла; б) нетермическое - за счет снижения высоты энергетических барьеров в решетке при воздействии электрического тока. Очевидно, что при повышении термофлуктуаций срыв дислокации со стопоров обеспечивается при меньшем снижении высоты энергетических барьеров, то есть при уменьшенной плотности тока ЭФО. Кристаллизация ферромагнитных металлов (с возникновением магнитных свойств) характеризуется температурой точки Кюри, выше которой магнитные свойства исчезают. Следовательно, при температуре остывающего металла, близкой к температуре точки Кюри, эффективность воздействия электрического тока будет выше, чем на металл при низкой температуре.
Предлагаемое изобретение, включающее ЭФО металла, кристаллизующегося при остывании сварного шва, позволяет снизить плотность электрического тока, необходимого для уменьшения плотности дислокации и создания равновесной структуры металла с целью уменьшения остаточных напряжений.
Экспериментальная проверка
Проверка способа снижения остаточных напряжений производилась путем экспериментальных исследований.
Проверка производилась путем сравнительной оценки формирующихся остаточных сварочных напряжений (ОСИ): а) без ЭФО; б) при ЭФО в процессе электродуговой сварки. Уровень формирующихся остаточных напряжений контролировался с помощью переносного прибора неразрушающего контроля ПКОН SMF (ТУ У 33.2-30976520-002:2008). Заданные параметры тока ЭФО обеспечивались при помощи установки DS10D (ТУ У 31.6-30976520-001-2001).
Исследования выполнялись на цилиндрической трубе внешним диаметром 270 мм, толщиной стенки 7 мм, длиной 1,2 м, материал - сталь 20. По длине трубы (вдоль оси) механическим способом был выполнен продольный разрез. Контроль уровня ОСН в ЗТВ выполнялся в 13 точках, равномерно распределенных по длине шва. Измерения выполнялись с помощью прибора ПКОН SMF в относительных единицах. За единицу принимался уровень ОСН, измеренный в сварном образце стали 20 после термообработки (калибровка прибора).
Сварной шов по длине условно разбивался на три участка:
участок шва 1 - точки контроля 0-4;
участок шва 2 - точки контроля 4-8;
участок шва 3 - точки контроля 8-13.
Электродуговая сварка продольного шва трубы выполнялась в направлении от точки 0 к точке 13, ток сварки 150-180 А (рисунок 1).
Сварка участка шва 1 выполнялась без ЭФО. Сварка участков шва 2 и 3 выполнялась при воздействии тока ЭФО. Ток ЭФО подводился с помощью специальной оснастки и пропускался поперек шва так, чтобы обрабатывалась зона шва и ЗТВ. Параметры тока ЭФО: амплитудное значение импульса тока 980 А, длительность импульса тока (2,0±0,5) с, длительность паузы между импульсами 1-3 с, полярность импульсов тока - знакочередующаяся. Повышение эффективности ЭФО достигалось за счет локального увеличения плотности тока в зоне шва и ЗТВ. Для этого при сварке участка шва 3 для повышения эффективности ЭФО точки подключения тока приближались к оси шва.
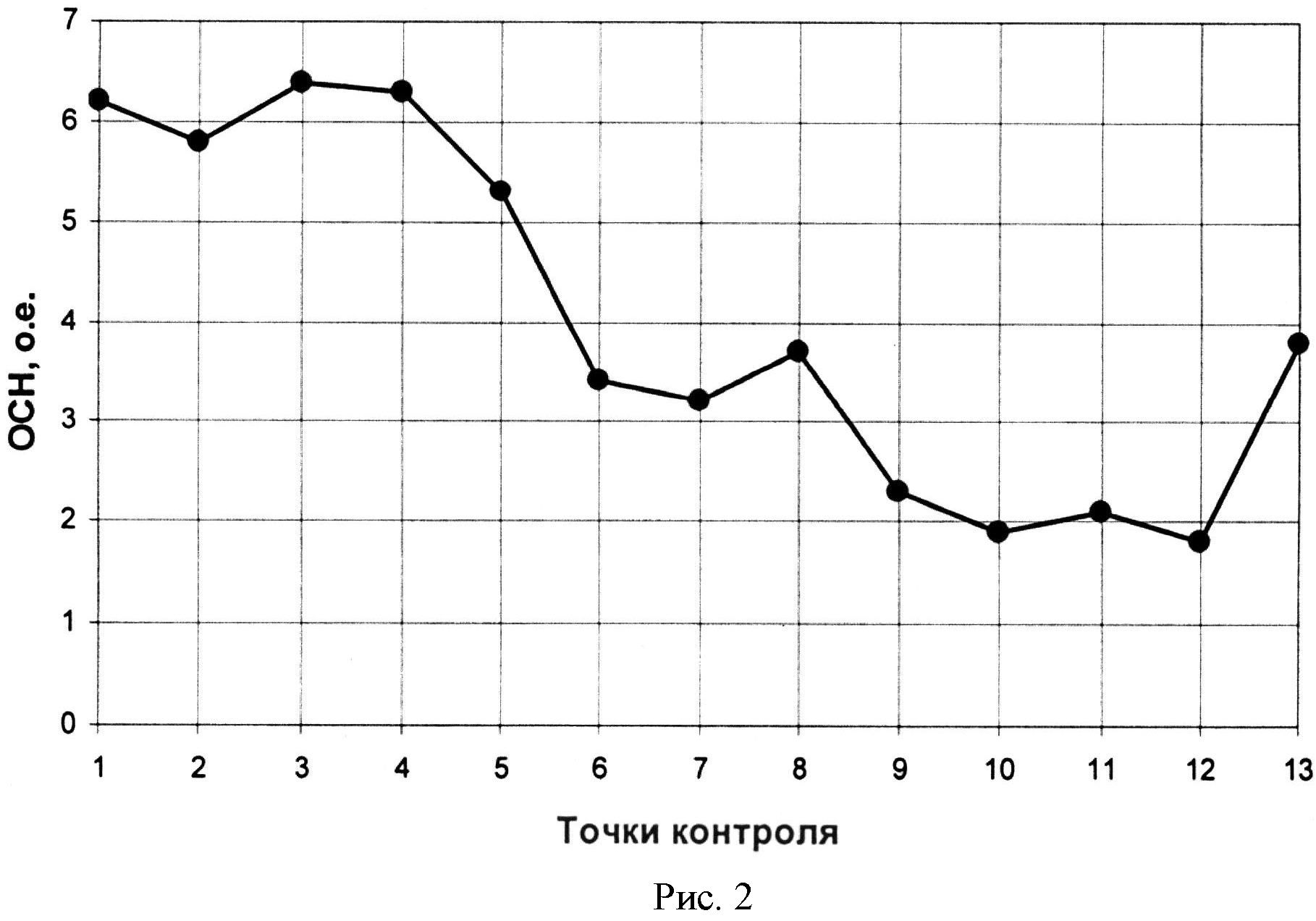
После остывания шва в точках контроля (1-13) производились измерения уровня ОСН в ЗТВ. Результаты представлены на рисунке 2.
Экспериментально установлено:
1. Снижение уровня остаточных напряжений на 50-60% получено при ЭФО импульсами электрического тока длительностью (2,0±0,5) секунды и паузой между импульсами 1-3 секунды.
2. Повышение эффективности ЭФО и наименьшее значение уровня остаточных напряжений получено при минимальных расстояниях до точки подвода тока, что подтверждает необходимость пропускать токи ЭФО перпендикулярно шву.
3. Наименьшее значение остаточных напряжений получено при ЭФО зоны остывания и кристаллизации металла сварного шва, где температура приблизительно на 50-100°C меньше температуры точки Кюри.
Использование предлагаемого способа снижения остаточных напряжений в сварных соединениях металлических конструкций, включающего ЭФО сварного шва и ЗТВ при остывании, обеспечивает по сравнению с существующими способами значительную экономию энергетических затрат и рабочего времени.
Предлагаемый способ снижения остаточных напряжений в сварных соединениях является эффективным методом повышения надежности сварных конструкций и увеличения срока их службы. Позволяет без послесварочной температурной обработки снизить уровень остаточных напряжений и улучшить механические свойства металла сварных соединений.
Предлагаемый способ наиболее эффективен для локальной обработки сварных швов крупногабаритных конструкций, что невозможно другими способами. Зона сварного соединения обрабатывается непосредственно в процессе электродуговой сварки металлических конструкций.
Способ электрофизической обработки сварных соединений металлических конструкций, включающий пропускание знакопеременных импульсов электрического тока через шов и зону термического влияния, отличающийся тем, что импульсы тока пропускают в зоне остывания шва, в которой температура металла меньше температуры точки Кюри на 50-100 градусов по шкале Цельсия, при этом импульсы электрического тока длительностью 1,5-2,5 секунды с паузами между импульсами 1-3 секунды пропускают перпендикулярно сварному шву.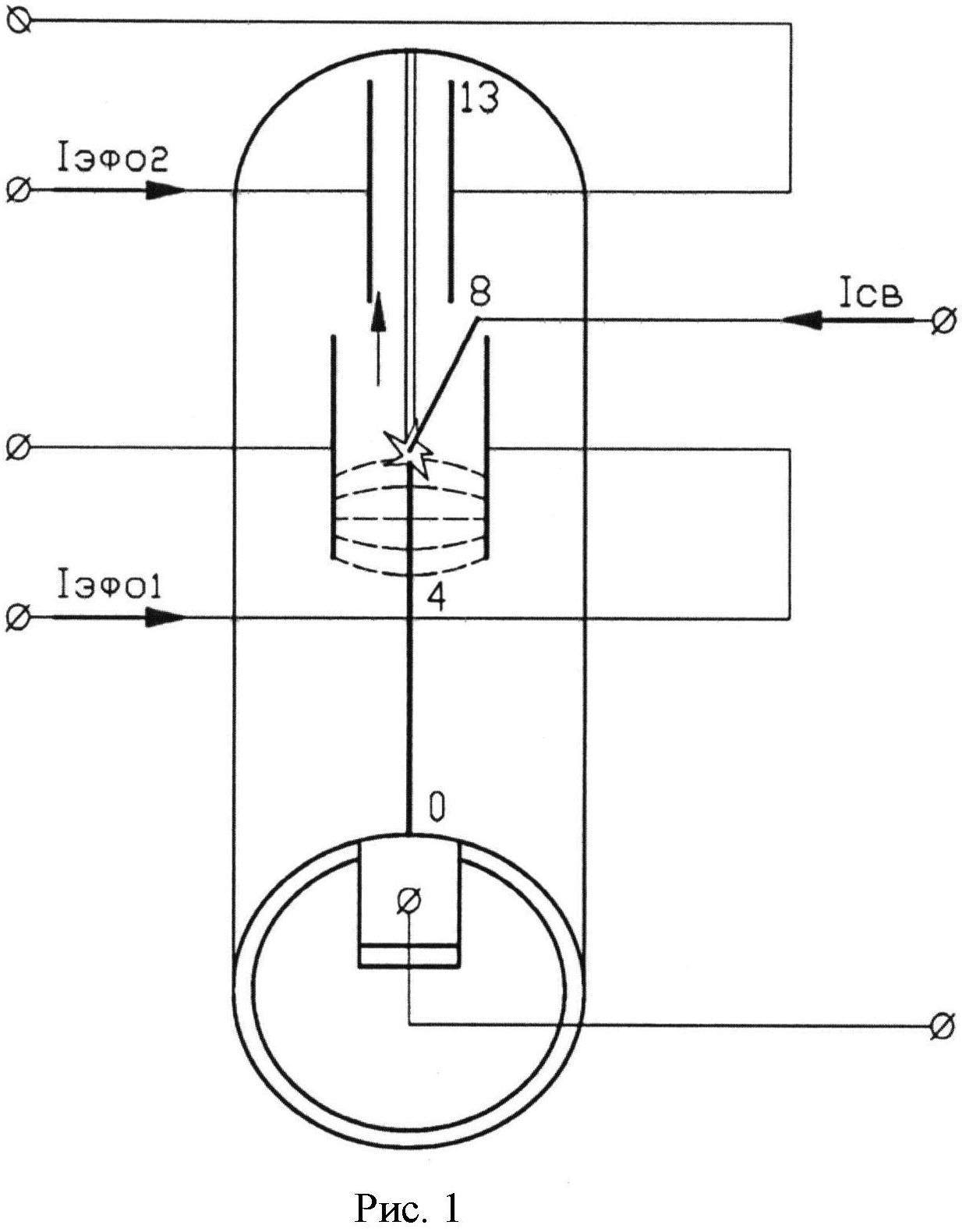
Способ лазерной сварки продольного шва трубы (варианты)
Вагонный штабель преимущественно труб железнодорожного вагона-платформы
Способ укладки длинномерных грузов с различной величиной противоположных торцов
Способ лазерной сварки продольного шва трубы (варианты)
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ сварки сформованной трубной заготовки с индукционным подогревом
Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки
Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм
Способ изготовления двухшовных труб большого диаметра
Стан для сборки и сварки прямошовных труб
Сборочно-сварочный стан для производства труб
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера

