Результат интеллектуальной деятельности: РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА
Вид РИД
Изобретение
Изобретение относится к области инструментальной промышленности, в частности к резцам со вставными режущими зубьями.
Известна сменная многогранная пластина, имеющая в статике «негативную» геометрию, т.е. передний и задний угол равный 0° (Кожевников Д.В., Гречишников В.А., Кирсанов С.В., Кокарев В.И., Схиртладзе А.Г. Режущий инструмент: Учебник для вузов / Под редакцией С.В. Кирсанова. - 3-е изд. М.: Машиностроение, 2007. - 528 с: ил. - стр.43).
Недостатком такой пластины является ограниченность обеспечения оптимальной геометрии режущей части, что обусловлено заданной формой пластины, приводящей к тому, что для обеспечения необходимого заднего угла между режущей пластиной и заготовкой при закреплении пластины в корпусе инструмента она должна быть установлена с отрицательным передним углом, значение которого определяется значением заднего угла. Однако отрицательный передний угол может быть недостатком, например, установлено, что он снижает эффективность обработки труднообрабатываемых материалов.
Наиболее близким техническим решением к предлагаемому изобретению является режущая многогранная пластина, выполненная с рабочей, опорной и боковой поверхностями, в которой боковые поверхности в поперечном сечении образованы двумя пересекающимися линиями, а точка пересечения линий расположена от опорной поверхности на расстоянии 0,5s, где s - толщина пластины (GB 1113475, В23В 27/00, 1968).
Недостатком такой пластины является небольшая номенклатура обрабатываемых изделий, что связано с тем, что определенному материалу обрабатываемого изделия соответсвует определенное значение заднего угла, а значения задних углов в известной пластине на участках боковой поверхности, смежных с рабочей и опорной поверхностью, совпадают.
Технический результат, на решение которого направлено заявленное изобретение, заключается в обеспечении такой конструкции пластины, при которой нормальные задние углы на рабочем и опорном основании пластины различные по величине, что приводит к увеличению номенклатуры материала обрабатываемого изделия.
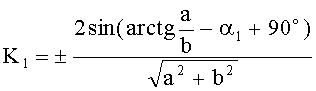
Данный технический результат достигается посредством того, что режущей многогранной пластине, выполненной с рабочим и опорным основаниями и боковой поверхностью, образованной двумя пересекающимися линиями, согласно изобретению указанные линии пересекаются в точке, расположенной от опорного основания пластины на расстоянии а в диапазоне 0,1s≤а<0,5s и от торца пластины на расстоянии b в диапазоне 0,1s≤b≤s, где s - толщина пластины, при этом линии выполнены в виде дуг окружностей с кривизной K1 и К2 соответственно, которые определяются по формулам:
где α1 и α2 - нормальные задние углы у рабочего и опорного основания соответственно находятся в диапазоне 0°<α1≤60°, 0°<α2≤60°,
а отношение большего нормального заднего угла к меньшему нормальному заднему углу находится в диапазоне от 1 до 90.
Сущность изобретения поясняется чертежами, где:
- на фиг.1 показан вид в перспективе на режущую многогранную пластину, например, квадратной формы, в соответствии с настоящим изобретением,
- на фиг.2 показан вид в плане в направлении стрелки А,
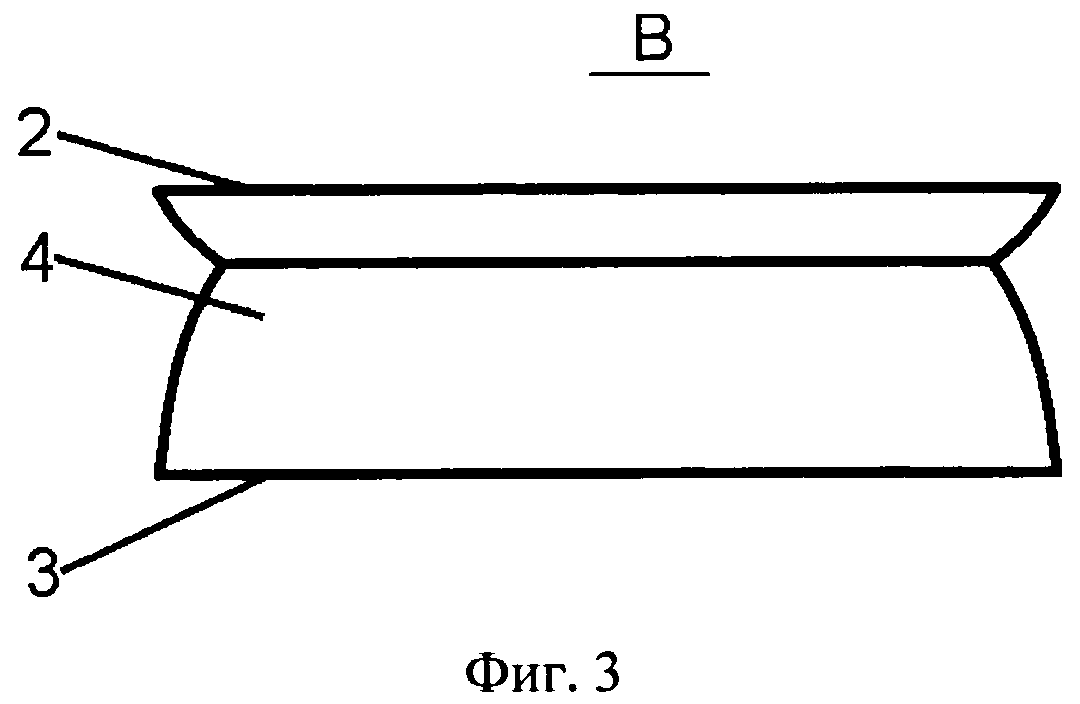
- на фиг.3 показан вид пластины в направлении стрелки В,
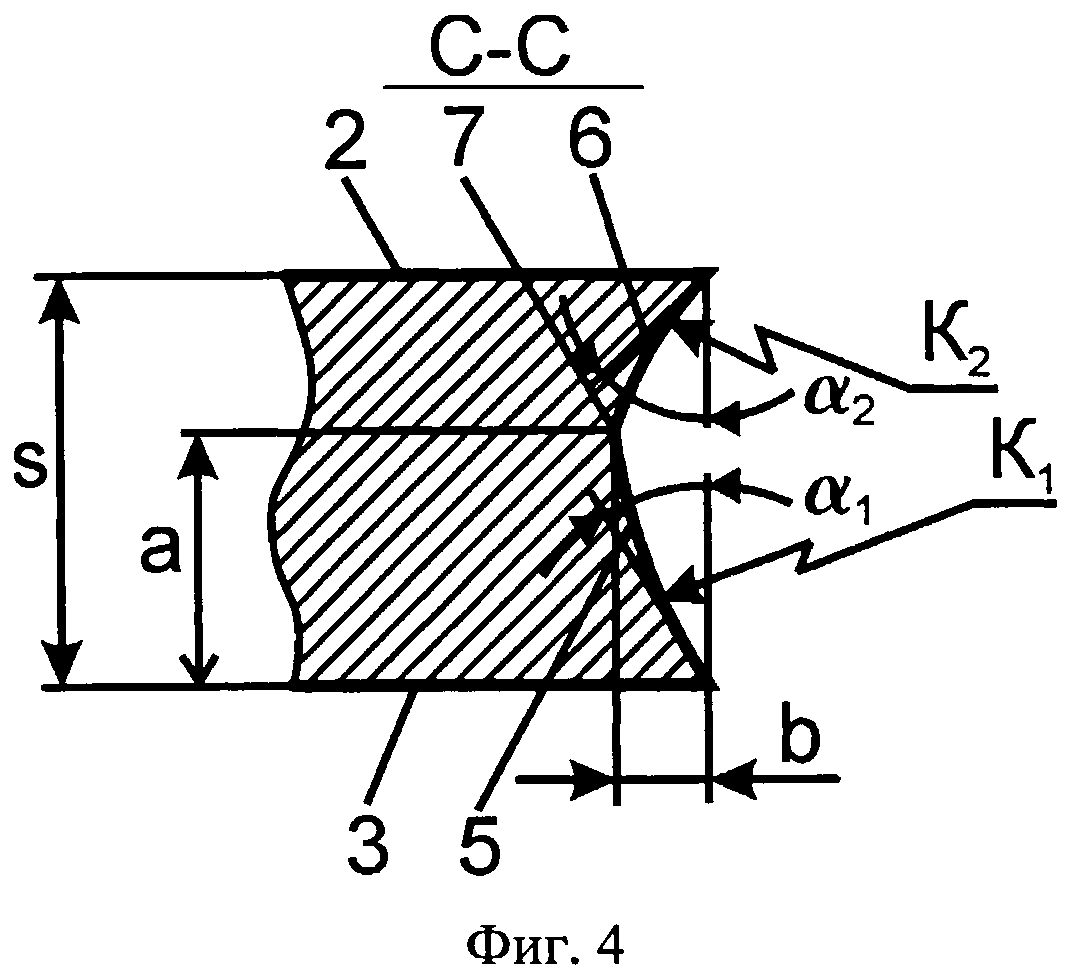
- на фиг.4 частично показано сечение С-С пластины, когда кривизна линий, образующих в поперечном сечении боковую поверхность пластины соответственно составляет K1<0 и К2<0;
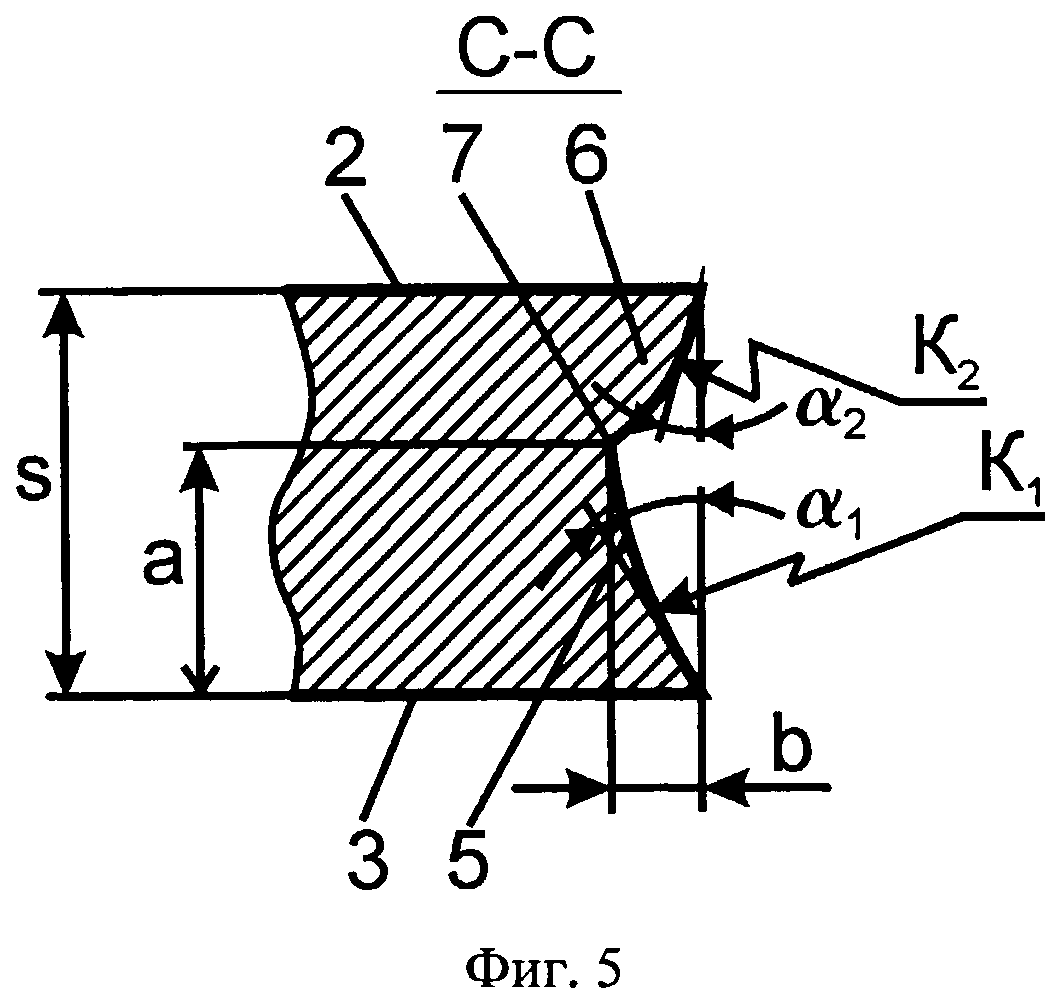
- на фиг.5 частично показано сечение С-С пластины, когда кривизна линий, образующих в поперечном сечении боковую поверхность пластины, соответственно составляет K1<0 и К2>0;
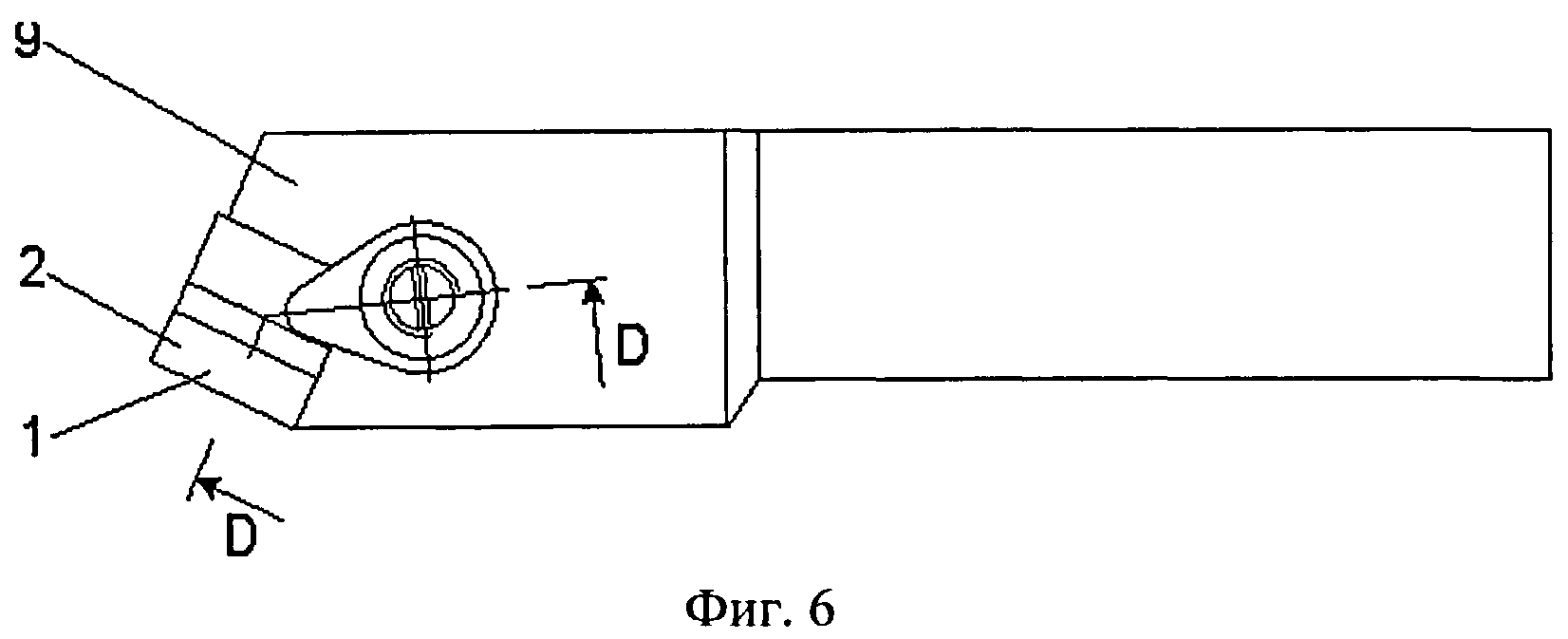
- на фиг.6 показано крепление заявленной пластины в корпусе резца прихватом сверху,
- на фиг.7 частично показано сечение резца D-D.
Заявленное изобретение содержит:
1 - режущую многогранную пластину;
2 - рабочее основание пластины;
3 - опорное основание пластины;
4 - боковую поверхность пластины;
5, 6 - линии, образующие в поперечном сечении боковую поверхность пластины;
7 - точка пересечения линий, образующих в поперечном сечении боковую поверхность пластины;
8 - корпус резца,
9 - резец.
Режущая многогранная пластина 1 выполнена с рабочим основанием 2, опорным основанием 3 и боковой поверхностью 4. Боковая поверхность 4 в поперечном сечении образована двумя линиями 5 и 6, пересекающимися в точке 7. Точка 7 расположена от опорного основания 3 пластины 1 на расстоянии а в диапазоне 0,1s≤а<0,5s, где s - толщина пластины 1 и от торца пластины 1 на расстоянии b в диапазоне 0,1s≤b≤s. Линии 5 и 6 выполнены в виде дуг окружностей с кривизной K1 и К2 соответственно, которые определяются по формулам:
где α1 и α2 - нормальные задние углы у рабочего и опорного основания соответственно находятся в диапазоне 0°<α1≤60°, 0°<α2≤60°,
знак «+» соответствует выпуклой форме линии, знак «-» соответствует вогнутой форме линии, сочетание формы линий может быть выпуклая и выпуклая, вогнутая и вогнутая, выпуклая и вогнутая. Выбор формы линий, образующих боковую поверхность обусловлен обрабатываемым материалом. При одном и том же нормальном заднем угле у основания пластины задняя поверхность с выпуклой образующей линией образует более массивный режущий клин, чем задняя поверхность с вогнутой образующей линией, поэтому выпуклая форма задней поверхности может быть рекомендована для тяжелых условий резания. С другой стороны, вогнутая форма задней поверхности способствует более быстрому износу инструмента, т.к. площадка контакта вогнутой задней поверхности с обрабатываемой заготовкой меньше, чем площадка контакта выпуклой задней поверхности, что приводит к более интенсивному ее истиранию.
Отношение большего нормального заднего угла к меньшему нормальному заднему углу находится в диапазоне от 1 до 90.
Форма оснований 2 и 3 пластины может быть произвольной.
Пластина 1 может быть выполнена со сквозным отверстием или без него.
На производственной площадке ГОУ ФГБОУ ВПО МГТУ «СТАНКИН» прошли испытания предложенной конструкции, а именно режущей многогранной пластины квадратной формы с размером стороны квадрата 12,7 мм и толщиной s=4,76 мм, закрепляющейся в корпусе 8 резца 9, предназначенного для обработки деталей из углеродистой стали и из серого чугуна.
Боковая поверхность 4 имела профиль, показанный на фиг.4, т.е. образуемый дугами окружностей 5 и 6 с кривизной K1=-0,583 и К2=-0,39. Выбор формы линий, образующих боковую поверхность обусловлен обрабатываемым материалом. Точка 7 пересечения линий 5 и 6 располагалась от опорной поверхности 3 на расстоянии a=0.4s=1,904 мм и от торца пластины на расстоянии b=0,3s=1,428 мм. Значения задних углов, образуемых участками боковой поверхности 4, смежными с опорной поверхностью 3 и с рабочей поверхностью 2, составляли соответственно α1=7° и α2=12°. При установке пластины 1 в корпусе 8 резца 9, когда пластина 1 базировалась по поверхности 3, рабочая поверхность 2 функционально являлась передней поверхностью, задней поверхностью функционально являлся участок боковой поверхности 4, образованный линией 5, задний угол составлял α1=7°. При этом резец 9 обрабатывал деталь из серого чугуна. При установке пластины 1 в корпусе 8 резца 9, когда пластина 1 базировалась по поверхности 2, опорная поверхность 3 функционально являлась передней поверхностью, задней поверхностью функционально являлся участок боковой поверхности 4, образованный линией 6, задний угол составлял α1=12°. При этом резец 9 обрабатывал деталь из углеродистой стали.
Смещение точки 7 пересечения линий 5 и 6 относительно середины толщины пластины 1 и оформление линий 5 и 6 в виде дуг окружностей с указанной кривизной давало возможность получить различные значения задних углов α1 и α2, образуемых боковой поверхностью 3, а также различную форму режущего клина.
Таким образом, форма боковой поверхности 4, функционально являющейся задней поверхностью при установке пластины 1 в корпусе 8 резца 9 и обусловленная указанной геометрией поперечного сечения боковой поверхности 4, приводит к тому, что пластина 1 обладает двумя различными нормальными задними углами, соотношение между которыми равно 1,71, что увеличивает номенклатуру материалов обрабатываемых изделий.
Ниже представлена Таблица 1, которая подтверждает существенность заявленных в формуле изобретения интервалов.
|
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, не известной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном изобретении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области машиностроения, относится к обработке металлов резанием, в частности к концевым фрезам или резцам со вставными режущими зубьями;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Режущая многогранная пластина, выполненная с рабочим и опорным основаниями и боковой поверхностью, образованной в поперечном сечении двумя пересекающимися линиями, отличающаяся тем, что указанные линии пересекаются в точке, расположенной от опорного основания пластины на расстоянии а в диапазоне 0,1s≤а<0,5s и от торца пластины на расстоянии b в диапазоне 0,1s≤b≤s, где s - толщина пластины, при этом линии выполнены в виде дуг окружностей с кривизной K и К соответственно, которые определены по формулам: и ,где α и α - нормальные задние углы у рабочего и опорного основания в диапазоне 0°<α≤60° и 0°<α≤60°соответственно,а отношение большего нормального заднего угла к меньшему нормальному заднему углу выбрано из диапазона от 1 до 90.
Алмазный отрезной круг
Способ изготовления отрезного алмазного круга
Способ блочного шифрования сообщений и передачи шифрованных данных с закрытым ключом
Способ изготовления стержневых изделий с продольными ребрами из алюминиевых сплавов
Способ изготовления поковок в виде полусферы с горловиной
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий из композиционных порошкообразных материалов
Алмазный отрезной круг
Способ блочного шифрования сообщений и передачи шифрованных данных с закрытым ключом
Способ изготовления стержневых изделий с продольными ребрами из алюминиевых сплавов
Способ изготовления поковок в виде полусферы с горловиной
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий из композиционных порошкообразных материалов
Устройство для изготовления изделий из композиционных порошкообразных материалов

