Результат интеллектуальной деятельности: УСТРОЙСТВО КОНТРОЛЯ ВОЛНИСТОСТИ ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ В ПРОЦЕССЕ ФРЕЗЕРОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к металлообрабатывающей промышленности, в частности к фрезерным станкам и может быть использовано для контроля волнистости обрабатываемых поверхностей в процессе фрезерования.
Из уровня техники известно техническое решение, заключающееся в том, что на основе измерения траекторий оси фрезы в процессе фрезерования определяют величину динамических смещений режущих кромок ножей относительно базовой плоскости, что позволяет определить отклонение от расчетной траектории резания (Авторское свидетельство РФ №1749028, B27C 1/00, 1990 г.).
К недостаткам известного технического решения следует отнести недостаточную точность контроля за динамикой смещения режущих кромок ножей относительно плоскости резания, что искажает реальную картину резания и, в конечном итоге, снижает точность контроля за геометрическими параметрами обрабатываемой поверхности в процессе фрезерования.
Наиболее близким техническим решением из уровня техники по технической сущности и достигаемому результату является устройство диагностирования шпиндельного узла фрезерного станка, содержащее средства съема информации в виде двух бесконтактных датчиков перемещения, установленных в горизонтальной плоскости в зоне измерительного кольца ортогонально друг другу, и одного бесконтактного датчика, установленного в зоне торца шпинделя, функционально обеспечивающего возможность дистанционного съема информации при смещении последнего в вертикальной плоскости, а также средства сбора и обработки информации с возможностью определения отклонений формы поверхности от допустимых значений, в частности, параметров волнистости и шероховатости поверхности. (Патент на полезную модель РФ №98348, B23C 1/06,2010 г.).
Недостатком известного технического решения является невозможность получения по собранной информации репрезентативных данных по волнистости обрабатываемой поверхности, в частности по максимальной и средней высоте волнистости, а также по максимальному и среднему шагу волнистости.
Техническим результатом заявленного изобретения является обеспечение возможности в процессе фрезерования снятие сигнала в момент возникновения контакта каждого зуба фрезы с обрабатываемой поверхностью детали, что в свою очередь позволит повысить точность определения параметров волнистости последней.
Поставленный технический результат достигается тем, что устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования, содержащее средство съема информации в виде двух датчиков виброперемещений, установленных в горизонтальной плоскости в центральной зоне шпинделя ортогонально друг другу, а также средства сбора и обработки информации, коммутационно связанные с упомянутыми датчиками, согласно изобретению оно дополнительно содержит лазерный датчик и отражательные элементы, при этом отражательные элементы зафиксированы в центральной зоне шпинделя под технологически регламентированным углом к его поверхности и их количество соответствует числу зубьев фрезы, а лазерный датчик установлен с возможностью фокусировки луча на поверхность отражательных элементов и коммутационно связан со средствами сбора и обработки информации.
Целесообразно также, чтобы устройство дополнительно было оснащено регулируемым противовесом, установленным на шпинделе.
Оптимально, чтобы устройство дополнительно было снабжено токосъемником.
Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования поясняется графическими материалами, где:
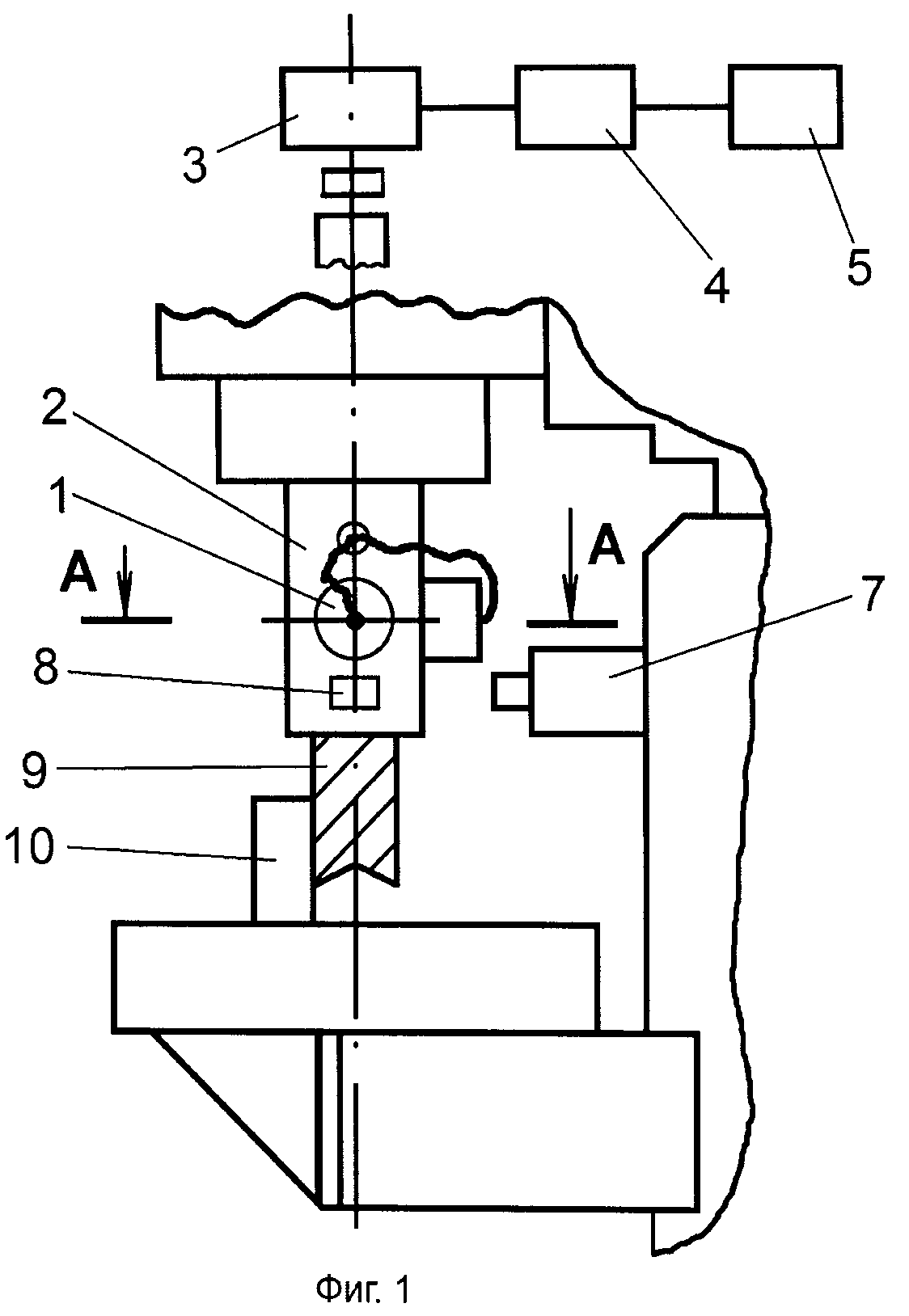
- на фиг.1 схематично изображено устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования;
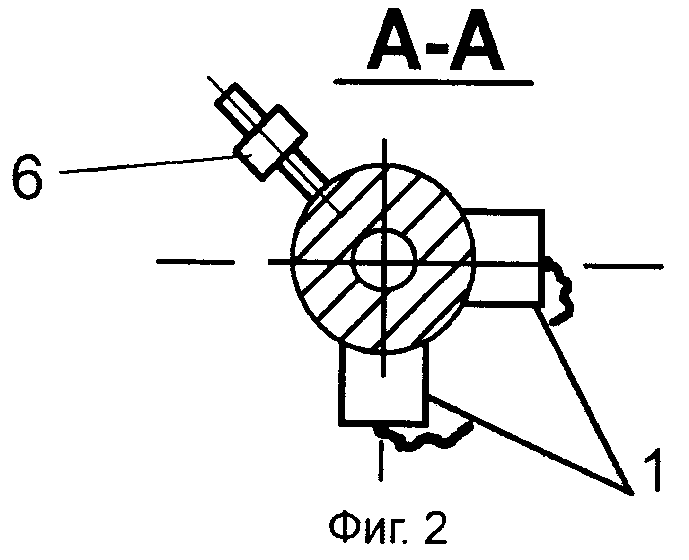
- на фиг.2 изображено сечение А-А устройства;
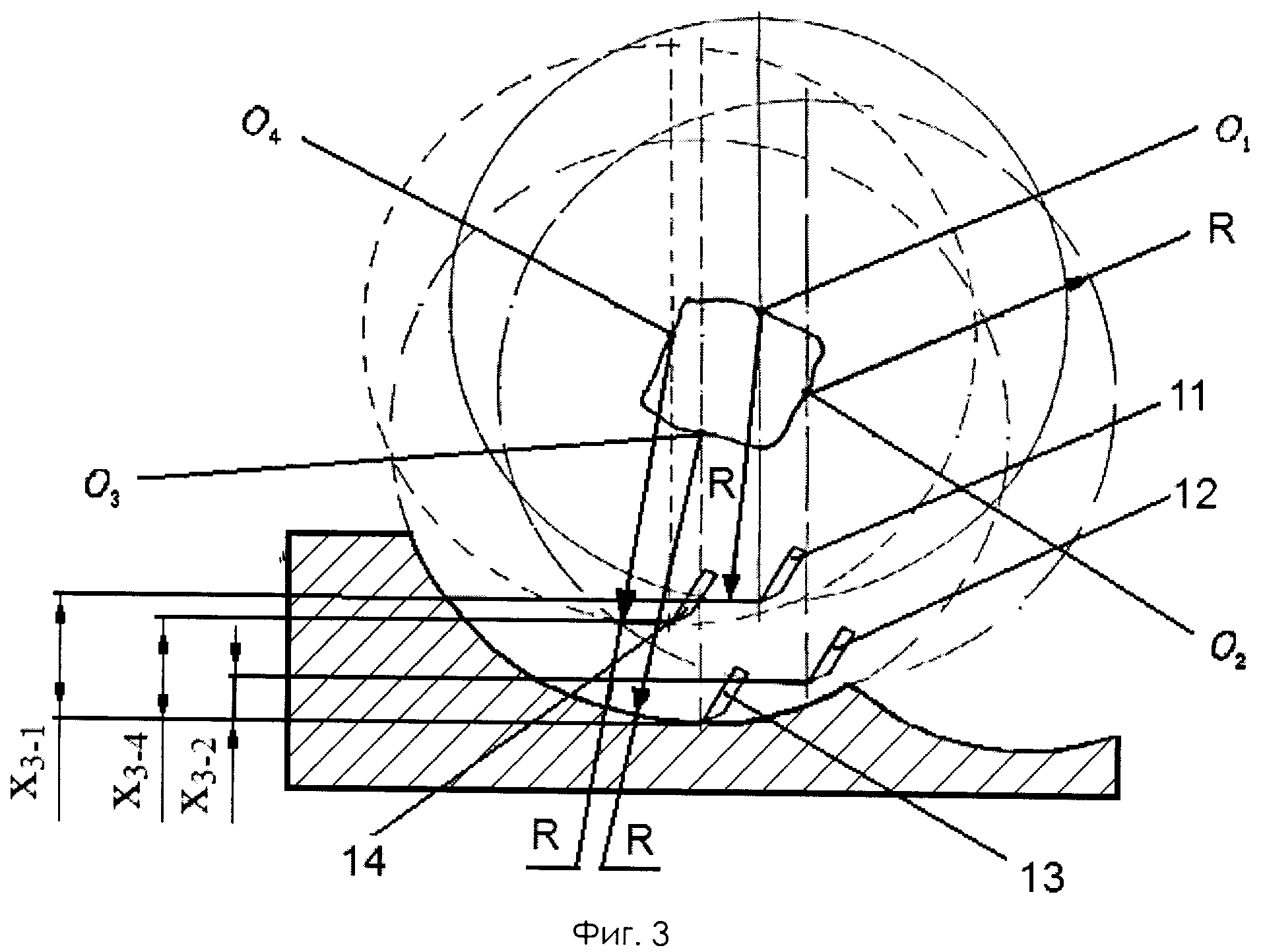
- на фиг.3 изображена схема построения геометрического образа обрабатываемой поверхности.
Заявленное устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования содержит средство съема информации, выполненное в виде двух датчиков 1 виброперемещений, которые установлены в горизонтальной плоскости центральной зоны шпинделя 2 фрезерного станка ортогонально друг к другу, и коммутационно соединены посредством токосъемника 3 со средствами 4 сбора и обработки информации и с компьютером 5. В той же горизонтальной плоскости устройство оснащено регулируемым противовесом 6, обеспечивающим высокоточную балансировку датчиков 1 виброперемещений. Устройство также содержит лазерный датчик 7, установленный на станине фрезерного станка, а в центральной зоне шпинделя 2 размещены под технологически регламентированным углом к его поверхности отражательные элементы 8 в количестве, соответствующем числу зубьев фрезы 9. При этом лазерный датчик 7 установлен таким образом, что его фокусировка направлена на поверхность отражательных элементов 8 в процессе фрезерования заготовки 10 и коммутационно связан со средствами 4 сбора и обработки информации, а датчики 1 виброперемещений зафиксированы непосредственно на шпинделе 2 в его центральной зоне. На фрезе 9 имеются зубья 11, 12, 13, 14, которые производят обработку заготовки 10.
Заявленное устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования работает следующим образом.
При обработке заготовки 10 фрезой 9 из-за возникающих при этом нагрузок на шпиндель 2 происходит перемещение оси фрезы 9 по траектории формообразования. Это перемещение фиксируется в декартовой системе координат с помощью двух датчиков 1 виброперемещений. Сигналы от датчиков 1 виброперемещений посредством токосъемника 3 подаются на средства 4 сбора и обработки информации и на компьютер 5. В процессе фрезерования лазерный датчик 7, установленный на станине фрезерного станка, сканирует своим лучом по поверхности шпинделя 2 в зоне размещения отражательных элементов 8. Результаты сканирования в виде электрических сигналов подаются на средства 4 сбора и обработки информации и на компьютер 5. В тот момент, когда лазерный луч датчика 7 падает на отражательные элементы 8, установленные под технологически регламентированным углом, величина сигнала резко увеличивается, что позволяет проставлять метки для зубьев 11, 12, 13, 14 фрезы 9 при построении геометрического образа обработанной поверхности (фиг.3), соответствующих максимуму выборки зубьев 11, 12, 13, 14 обрабатываемой поверхности, или минимуму волнистости поверхности в этой же точке. При этом число отражательных элементов 8 соответствует числу зубьев 11, 12, 13, 14 фрезы 9 и они имеют ориентацию, соответствующую положению вершин зубьев 11, 12, 13, 14 этой фрезы 9. Установка датчиков 1 виброперемещений вызывает необходимость в осуществлении балансировки, которая реализуется регулируемым противовесом 6, закрепленным на шпинделе 2 в горизонтальной плоскости крепления датчиков 1 виброперемещений. Сигналы от датчиков 1 виброперемещений и лазерного датчика 7, поступившие в компьютер 5, обрабатываются по специально разработанной программе, которая производит построение траекторий оси фрезы 9 и геометрического образа обрабатываемой поверхности заготовки 10. Для этого на траектории оси фрезы 9 находятся точки, соответствующие положениям зубьев 11, 12, 13, 14 фрезы 9. Эти точки О1, О2, О3, О4 являются центрами окружностей, по которым движутся вершины зубьев 11, 12, 13 14 фрезы 9 и по которым производится снятие стружки с обрабатываемой поверхности заготовки 10, при этом радиус снятия стружки у всех равен R. Последовательное построение этих дуг для вершин режущих зубьев 11, 12, 13, 14 фрезы 9 позволяет произвести построение геометрического образа обрабатываемой поверхности при этом зубья 11, 12, 13, 14 будут обрабатывать заготовку на разных уровнях по высоте, что характеризуется отрезками х3-1, х3-2, х3-4. На основе построенного геометрического образа производится расчет параметров волнистости обрабатываемой поверхности: максимальная и средняя высота волнистости, максимальный и средний шаг волнистости. Полученная информация выводится на экран монитора средства 4 сбора и обработки информации и сравнивается с величинами допусков на параметры волнистости, которые указаны на рабочем чертеже на обрабатываемую деталь. В том случае, если рассчитанные показатели волнистости укладываются в пределах допуска, то продолжается изготовление детали. В том случае, если рассчитанные показатели волнистости будут превосходить допуски, то производится остановка технологического процесса и принимаются меры по изменению технологического режима и/или замене режущего инструмента.
Таким образом, заявленное техническое решение позволяет повысить точность определения параметров волнистости за счет обеспечения получения сигнала при контакте каждой из режущих кромок лезвий фрезы с поверхностью обрабатываемой детали непосредственно в процессе резания.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном устройстве отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении может найти применение для контроля волнистости в процессе фрезерной обработки;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условию патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему и подлежит правовой охране в качестве изобретения.
Способ определения износа режущего инструмента
Способ блочного шифрования сообщений и передачи шифрованных данных с закрытым ключом
Способ изготовления стержневых изделий с продольными ребрами из алюминиевых сплавов
Способ изготовления поковок в виде полусферы с горловиной
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий из композиционных порошкообразных материалов
Устройство для изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца
Способ определения износа режущего инструмента
Способ блочного шифрования сообщений и передачи шифрованных данных с закрытым ключом
Способ изготовления стержневых изделий с продольными ребрами из алюминиевых сплавов
Способ изготовления поковок в виде полусферы с горловиной
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий из композиционных порошкообразных материалов
Устройство для изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца

