Результат интеллектуальной деятельности: РЕЖУЩЕЕ УСТРОЙСТВО С РЕГУЛИРУЕМОЙ БОКОВОЙ НАПРАВЛЯЮЩЕЙ
Вид РИД
Изобретение
Изобретение касается режущего устройства, в частности ножниц поперечной резки, ножниц продольной резки или роликовых кромкообрезных ножниц, предназначенных для резки листового металла, согласно ограничительной части пункта 1 формулы изобретения.
Из WO 2008/037239 A1 известны сдвоенные кромкообрезные ножницы, снабженные неподвижным нижним ножом, причем привод подъема и опускания соответствующего верхнего ножа осуществляется с помощью эксцентриковых валов через шатуны. При этом каждый шатун установлен на эксцентриковом валу, причем верхний нож, благодаря различным радиусам кривошипов, их смещению и различным длинам шатунов выполняет движение роликовой резки, которое направляется кулисным камнем. Хотя возможно даже изменение длины шатуна этого приводного механизма, область применения этих ножниц сильно ограничена. Недостатком представленной конструкции является, прежде всего, неподвижное боковое шарнирное соединение верхнего ножа на одном из его концов. Из-за этого возможность высококачественного реза обеспечивается только для относительно ограниченного диапазона значений толщины. Кроме того, это режущее устройство может применяться только для ограниченных значений ширины металлического листа.
В WO 2008/135127 A1 показано другое режущее устройство, предназначенное для резки листовых панелей, включающее в себя первое режущее полотно верхнего ножа и второе режущее полотно нижнего ножа, которое также снабжено приводным устройством, включающим в себя по меньшей мере два приводимых во вращение эксцентриковых вала, соединенных посредством соединительных элементов сверху с первым режущим полотном, при этом по меньшей мере один из соединительных элементов между приводом ножа и верхним ножом выполнен с возможностью регулировки по длине. Описанное в этой публикации устройство обладает недостатками, аналогичными недостаткам из предыдущей публикации. Снова верхний нож шарнирно присоединен сбоку таким образом, что движение качения может быть реализовано не для всех значений толщины и ширины металлического листа. Движение резания для всех значений толщины листа одинаково и ограничивает толщину резания машины. Однако была бы желательна возможность согласования движения резания с толщиной металлического листа для получения хороших результатов реза. В частности, у толстых материалов качество реза оказывается плохим. Как и в публикации, процитированной выше, в частности, невозможно избежать кривого реза и загибания конца металлического листа при больших значениях толщины металлического листа.
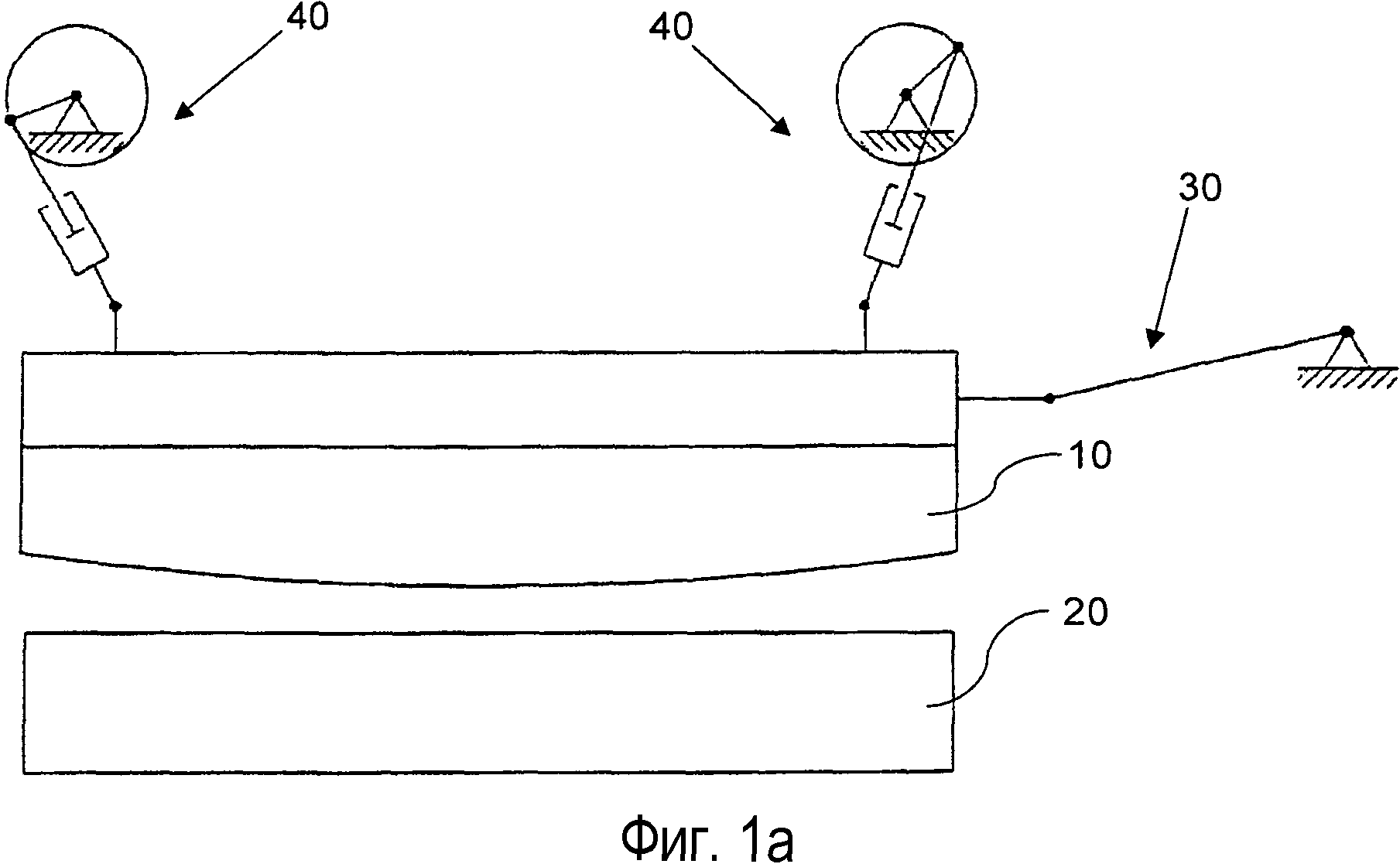
На фиг.1a показан другой пример согласно уровню техники, который осуществляется посредством вращающегося направляющего элемента 30. Верхний нож 10 в этом случае снова движется посредством двух электромеханических приводов 40, каждый из которых снабжен регулируемыми по длине шатунами. Боковое шарнирное соединение 30 осуществляется, впрочем, с постоянной длиной. Идеальное движение качения может конструктивно задаваться только для одной заданной глубины погружения верхнего ножа 10. В результате происходят деформации металлического листа (такие как, например, кривой рез) и общее ухудшение качества реза.
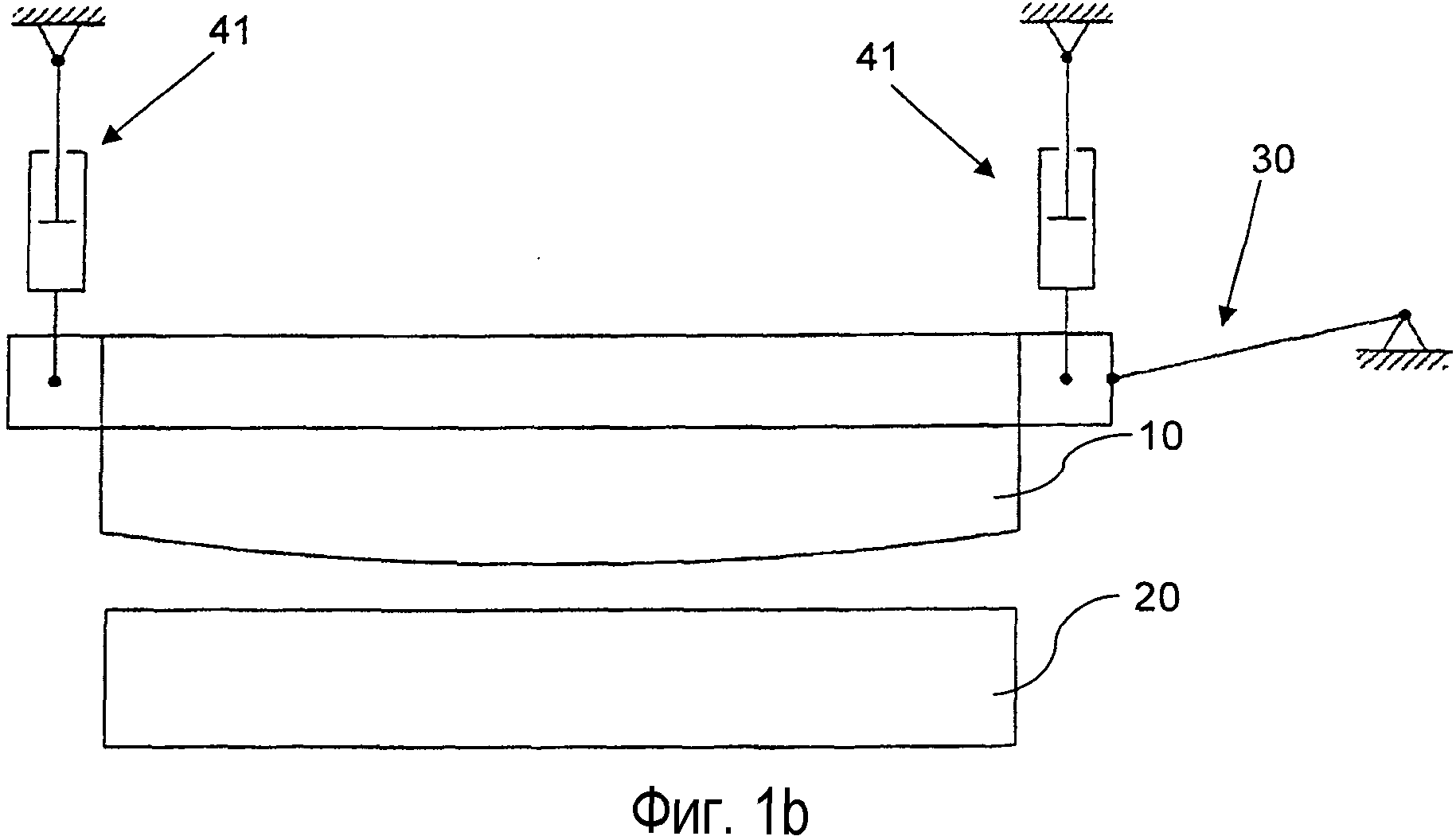
На фиг.1b показан другой пример режущего устройства согласно уровню техники, которое представляет собой систему, состоящую из верхнего и нижнего ножа 10, 20, причем верхний нож 10 снабжен гидравлическим приводом и снова шарнирно присоединен сбоку с постоянной длиной.
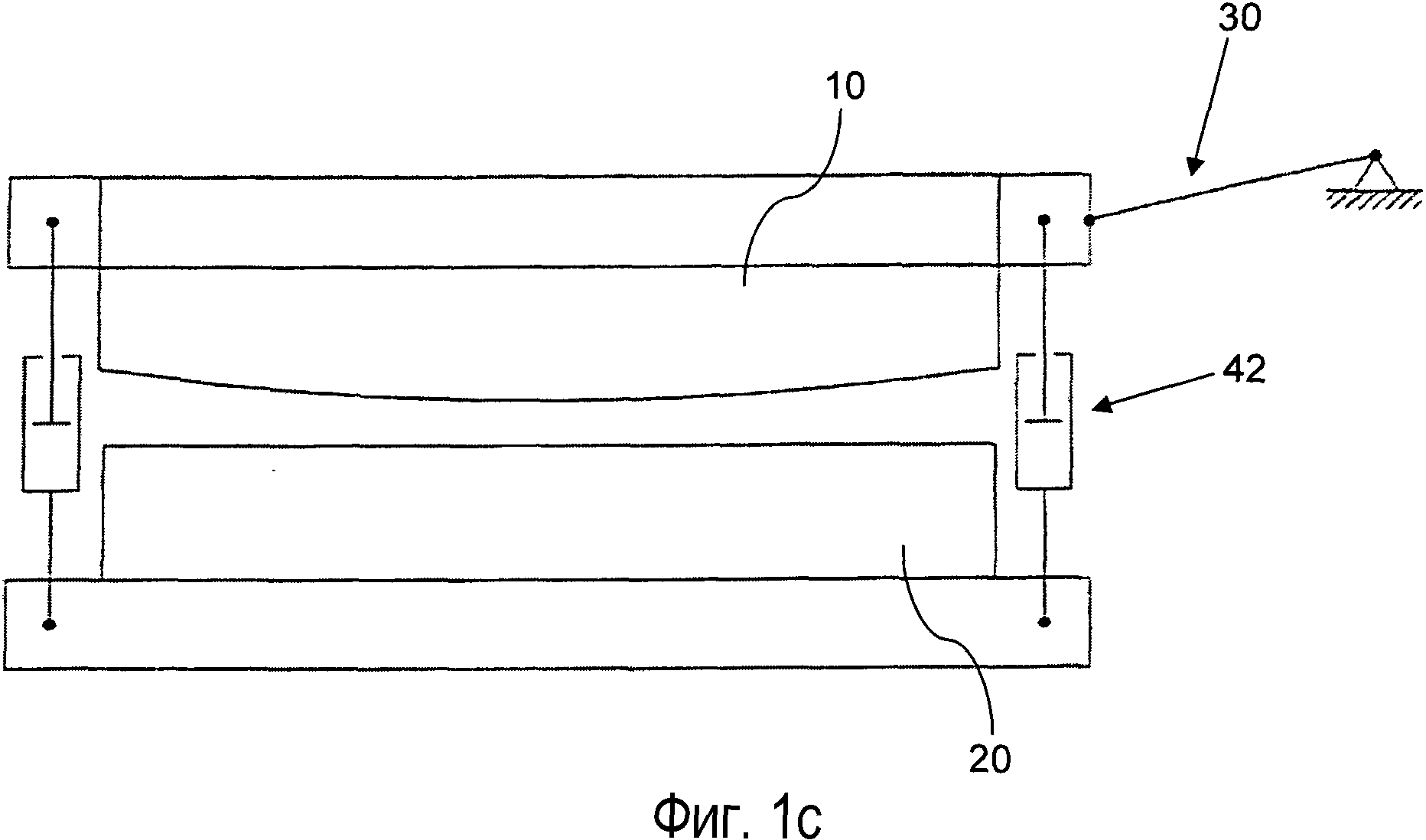
Наконец, на фиг.1c показано режущее устройство, аналогичное показанному на фиг.1b, однако включающее в себя гидравлический привод 42, который соединяет между собой нижний и верхний нож 20, 10. Имеющиеся недостатки аналогичны недостаткам вышеназванных устройств.
С учетом упомянутого уровня техники перед изобретением ставится техническая задача предложить режущее устройство, которое поможет избежать по меньшей мере одного из вышеназванных недостатков или усовершенствовать вышеназванные устройства.
Эта техническая задача решается с помощью предлагаемого изобретением режущего устройства, в частности ножниц поперечной резки, ножниц продольной резки или роликовых ножниц, предназначенных для резки листового металла, которое содержит верхний нож и нижний нож, а также по меньшей мере одно приводное устройство, которое соединено с верхним ножом и/или нижним ножом, осуществляя привод процесса резания, и причем это устройство снабжено боковой направляющей, служащей для направления верхнего ножа, которая выполнена с возможностью регулировки по длине. Таким образом, возможна регулировка пересечения ножей. Благодаря предлагаемой изобретением возможности регулируемой по длине боковой направляющей теперь может обеспечиваться лучшее качество реза. Это касается, прежде всего, резки листового металла с различными значениями ширины и толщины. Спектр значений ширины и толщины благодаря изобретению может быть существенно расширен. Вышеназванные недостатки могут предотвращаться в значительной степени.
По одному из предпочтительных вариантов осуществления режущего устройства боковая направляющая одним концом соединена с верхним ножом, а другим концом - с точкой шарнирного соединения, которая расположена сбоку от верхнего ножа.
По другому предпочтительному варианту осуществления режущего устройства боковая направляющая снабжена регулировочным элементом, служащим для регулировки по длине.
По другому предпочтительному варианту осуществления режущего устройства боковая направляющая содержит вращающийся дисковый кулачок, так что боковая направляющая может переставляться по длине.
По другому предпочтительному варианту осуществления режущего устройства боковая направляющая имеет кулисный камень, направляющая поверхность которого выполнена с возможностью пространственного изменения таким образом, что боковая направляющая может переставляться по длине.
По другому предпочтительному варианту осуществления режущего устройства боковая направляющая содержит гидравлические или пневматические средства, служащие для регулирования длины боковой направляющей.
По другому предпочтительному варианту осуществления режущего устройства боковая направляющая содержит электромеханические средства, служащие для регулирования длины боковой направляющей.
По другому предпочтительному варианту осуществления режущего устройства боковая направляющая снабжена резьбовой тягой или резьбовым шпинделем и по меньшей мере одной, предпочтительно двумя резьбовыми втулками, которые выполнены таким образом, что боковая направляющая может переставляться по длине.
По другому предпочтительному варианту осуществления режущего устройства боковая направляющая выполнена таким образом, что эта боковая направляющая содержит соединительный элемент, который одним концом соединен с верхним ножом, а другим концом - с точкой шарнирного соединения или валом.
По другому предпочтительному варианту осуществления режущего устройства соединительный элемент на другом конце выполнен с возможностью механического привода и, в частности, установлен на приводимом во вращение эксцентриковом валу.
По другому предпочтительному варианту осуществления режущего устройства соединительный элемент установлен на эксцентриковом валу на эксцентрически регулируемом шарнирном соединении.
Кроме того, изобретение касается способа управления режущим устройством, в частности ножницами поперечной резки, ножницами продольной резки или роликовыми ножницами, предназначенными для резки листового металла, которое содержит верхний нож и нижний нож, а также по меньшей мере одно приводное устройство, которое соединено с верхним ножом и/или нижним ножом, осуществляя привод процесса резания, и причем это режущее устройство включает в себя боковую направляющую, которая служит для направления верхнего ножа и может переставляться по длине. Преимущества предлагаемого изобретением способа по существу соответствуют преимуществам предлагаемого изобретением устройства.
В одном из предпочтительных вариантов осуществления способа боковая направляющая регулируется таким образом, что во время процесса резания обеспечивается, в частности, непрерывное движение качения.
В другом предпочтительном варианте осуществления способа для регулирования боковой направляющей учитывается по меньшей мере один из следующих параметров: угол реза, глубина погружения верхнего ножа, толщина материала, ширина материала и/или свойства материала. При учете этих параметров вместе с возможностью регулировки длины боковой направляющей может достигаться высококачественный рез.
Ниже кратко описаны фигуры примеров осуществления. Другие детали содержатся в подробном описании примеров осуществления. Показано:
фиг.1a: режущее устройство согласно уровню техники с боковым шарнирным соединением;
фиг.1b: другой пример известного из уровня техники режущего устройства с боковым шарнирным соединением;
фиг.1c: другое известное из уровня техники режущее устройство с боковым шарнирным соединением;
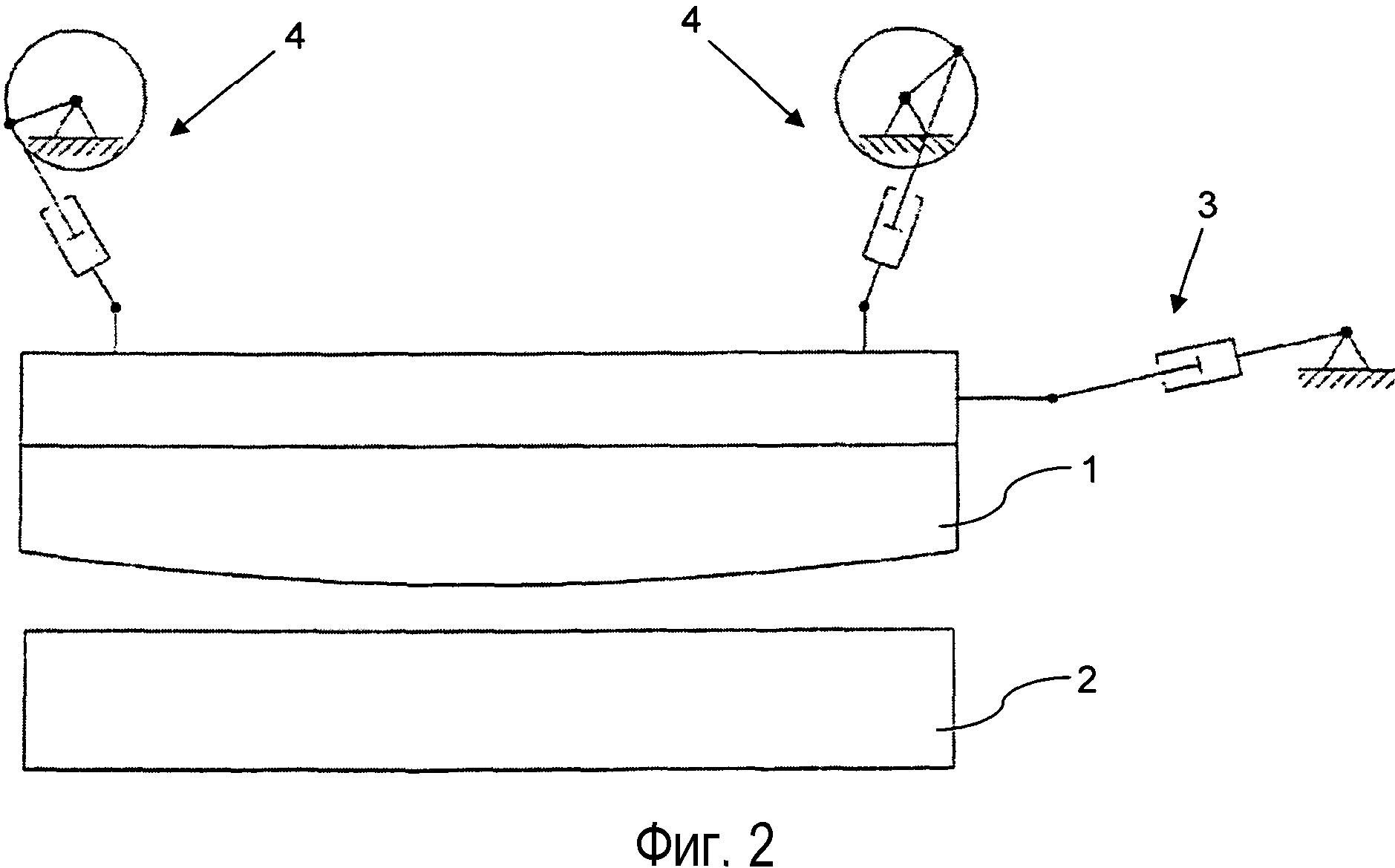
фиг.2: один из примеров осуществления предлагаемого изобретением режущего устройства с боковым шарнирным соединением, регулируемым посредством гидропривода;
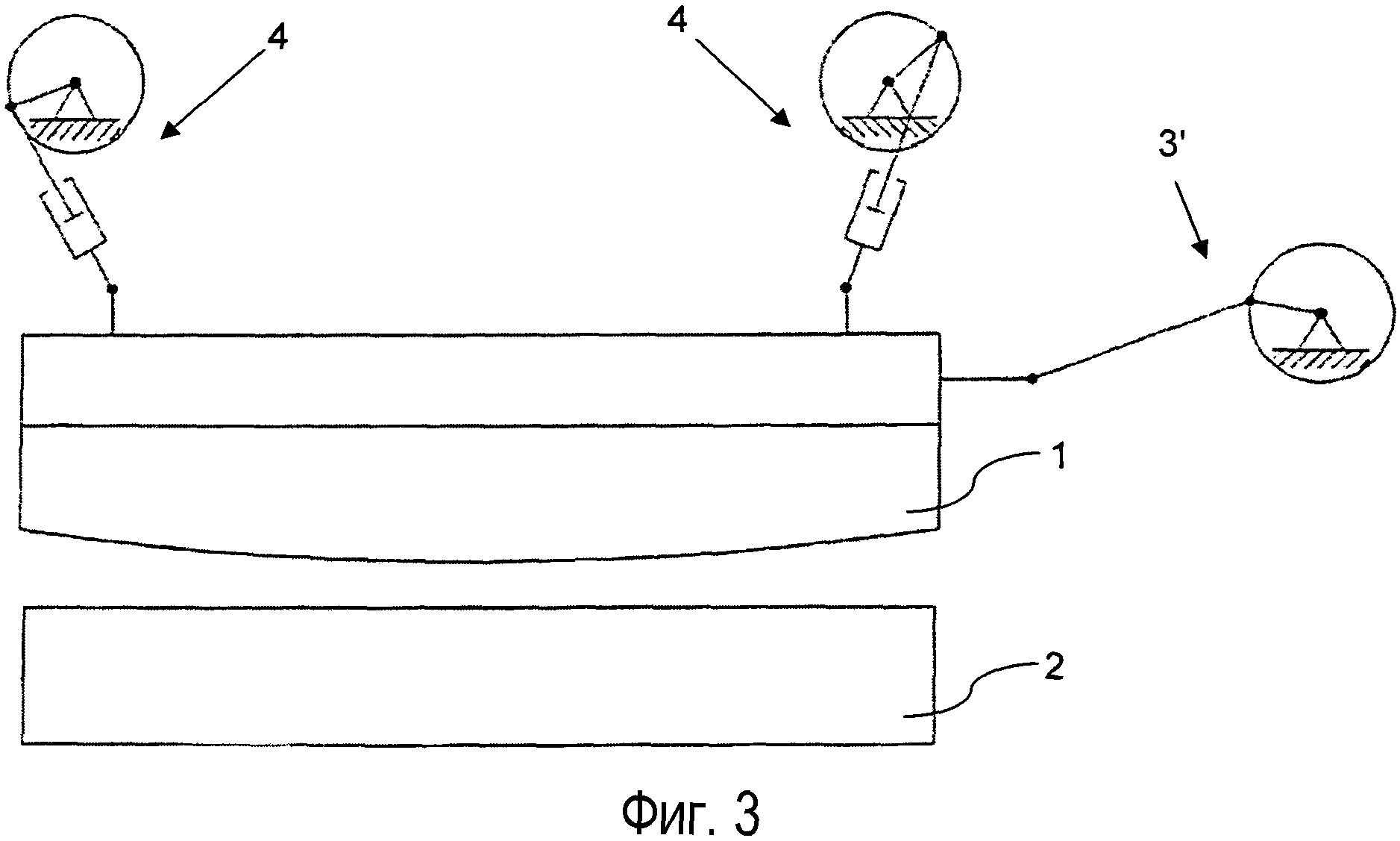
фиг.3: другой пример предлагаемого изобретением режущего устройства с эксцентрически переставляемой боковой направляющей.
Один из примеров осуществления предлагаемых изобретением ножниц изображен на фиг.2. Верхний нож 1 своей верхней стороной соединен с обычными приводными узлами 4. Нижний нож 2 в этом примере осуществления установлен неподвижно, но может быть также выполнен подвижным. Верхний нож 1 снабжен, в противоположность показанным на фиг.1a-c ножницам согласно уровню техники, регулируемой или, соответственно, изменяемой по длине боковой направляющей 3. Эта боковая направляющая 3 расположена сбоку от верхнего ножа 1, предпочтительно по существу в направлении продольной оси верхнего ножа 1. В частности, она предпочтительно одним концом соединена с верхним ножом 1, а другим концом - с точкой шарнирного соединения, которая находится сбоку от верхнего ножа 1. Предпочтительно точка шарнирного соединения боковой направляющей 3 с верхним ножом 1 может быть к тому же предусмотрена на различной высоте этой стороны верхнего ножа 1. Это относится также к точке шарнирного соединения, которая находится сбоку от верхнего ножа 1 на другом конце боковой направляющей 3.
Благодаря изменяемой по длине боковой направляющей для всех состояний привода движения резания может обеспечиваться движение качения верхнего ножа 1. Это справедливо также тогда, когда, например, длины шатунов привода 4 варьируются, или в приводах 4 применяются эксцентриковые валы. В случае, показанном на фиг.2, изменяемая боковая направляющая 3 обеспечивается гидравлическими или, соответственно, пневматическими блоками поршней и цилиндров. Другие возможности регулировки боковой направляющей 3 при известных условиях обеспечиваются, например, за счет пространственно изменяемой направляющей поверхности по меньшей мере одного кулисного камня или за счет применения для боковой направляющей общеизвестного вращающегося дискового кулачка. При применении блока поршня и цилиндра возможна, в частности, непрерывная регулировка длины направляющего элемента.
Другая предлагаемая изобретением возможность создания бокового изменяемого шарнирного соединения изображена на фиг.3. Эта конструкция по существу аналогична конструкции, показанной на фиг.2. Однако применяется направляющий элемент с изменяемой длиной, предпочтительно электромеханическим способом, для чего используется эксцентрик. Такие эксцентриковые системы, которые предусмотрены для приводов 4, собственно известны специалисту. Но переставная боковая направляющая 3', показанная на фиг.3, может также дополнительно или альтернативно включать в себя винт, при этом предпочтительно в направляющий элемент встроены две гайки, и путем вращения этих гаек или винта возможно бесступенчатое варьирование длины. Вообще признаки предлагаемых изобретением примеров осуществления могут комбинироваться друг с другом.
С помощью предлагаемых изобретением устройств возможно варьирование пересечения ножей 1, 2 или, соответственно, перекрытия ножей 1, 2, благодаря чему достигается существенное улучшение результатов реза прежде всего на кромках реза по сравнению с известными ножницами.
Перечень ссылочных позиций
1 Верхний нож
2 Нижний нож
3 Боковая направляющая с гидравлической регулировкой
3' Боковая направляющая с эксцентриковой регулировкой
4 Привод
10 Верхний нож
20 Нижний нож
30 Шарнирное соединение с постоянной длиной
40 Привод
41 Привод
42 Привод
Способ и устройство для прокатки прокатываемого материала
Продувочная фурма для кислородного конвертера
Прокатный стан стеккеля
Дуговая электропечь и способ ее эксплуатации
Уплотнительное устройство и система валков
Устройство для направления потока для охлаждения валка или металлической полосы
Способ и устройство для охлаждения валков
Устройство обнаружения для металлических полос или листов
Опорный ролик
Способ для открытия и закрытия выпускного отверстия металлургической плавильной емкости
Способ и прокатный стан для прокатки металлической полосы
Съемник-очиститель для рабочего валка прокатной клети
Способ обработки стали, а также установка для обработки стали
Подушка прокатной клети и способ ее изготовления
Способ и устройство для прокатки прокатываемого материала
Продувочная фурма для кислородного конвертера
Прокатный стан стеккеля
Дуговая электропечь и способ ее эксплуатации
Уплотнительное устройство и система валков
Устройство для направления потока для охлаждения валка или металлической полосы

