Результат интеллектуальной деятельности: СПОСОБ УСТАНОВКИ ОСЕВОГО ДВУХЛЕЗВИЙНОГО РЕЖУЩЕГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение относится к области обработки резанием, а именно к установке осевых двухлезвийных инструментов: сверл, зенкеров, фрез и других в цанговом патроне, устанавливаемом в шпинделе станка.
Из уровня техники известен способ установки пластин в корпусах фрез, позволяющий регулировать положение пластин в корпусе («Справочник конструктора-инструментальщика», под ред. В.А. Гречишникова, С.В. Кирсанова. М.: Машиностроение, 2006, стр.278-279).
Регулирование положения пластин в таких конструкциях позволяет уменьшить биение зубьев, но значительно усложняет конструкцию инструмента; стоимость инструмента при этом резко возрастает. Кроме того, такой способ трудно или невозможно использовать для двухлезвийных инструментов с малым (около 10 мм) диаметром из-за недостатка места для размещения регулирующих элементов.
Из уровня техники известен также способ крепления режущей части сборного вращающегося режущего инструмента с целью использования разных материалов режущей части и корпуса, а также расширения технологических возможностей (RU 2448815 C2 27.04.2012).
В таких конструкциях не предусмотрена возможность регулирования и уменьшения биения зубьев.
Кроме того, из уровня техники известны различные способы и устройства крепления инструмента, позволяющие сократить время смены инструмента (RU 2465113 C2, 27.10.2012), улучшающие условия смазки (RU 2174896 C2, 20.10.2001), предохраняющие инструмент от перегрузки (RU 2009789 C1, 30.03.1994).
Указанные способы и устройства не позволяют регулировать и уменьшать радиальное биение зубьев инструмента.
Наиболее близким к заявленному решению по назначению и достигаемому техническому результату является известный из уровня техники способ установки осевого двухлезвийного режущего инструмента, включающий позиционирование режущего инструмента внутри цангового патрона, расположенного в шпинделе станка, с последующей его окончательной фиксацией, измерение биения и нанесение меток на инструмент и патрон (JP 2011-051071, B23B 31/00, 2011).
Недостатком такого способа является невозможность регулирования инструмента относительно патрона и как следствие, радиальное биение зубьев достаточно велико, порядка 10-30 мкм и более. При черновой обработке биение приводит к значительному снижению стойкости инструмента; при чистовой обработке стойкость может также резко снижаться, ухудшается качество обработанной поверхности, увеличивается ее шероховатость.
Технический результат, на решение которого направлен заявленный способ, заключается в обеспечении возможности закрепления инструмента в цанговом патроне с минимальным радиальным биением за счет оптимальной ориентировки инструмента относительно шпинделя.
Поставленный технический результат достигается за счет того, что в способе установки осевого двухлезвийного режущего инструмента, включающем позиционирование инструмента внутри цангового патрона, расположенного в шпинделе станка, с последующей его окончательной фиксацией, согласно изобретению радиальное биение Δ1 режущего инструмента измеряют предварительно, после чего закрепляют режущий инструмент в патроне, установленном в шпинделе станка, и измеряют радиальное биение Δ2 шпинделя, при этом метку на режущем инструменте наносят на его хвостовике в соответствии с точкой профиля, соответствующей наибольшему расстоянию поверхности вращения инструмента до его базовой оси, а метку на патрон шпинделя наносят в месте минимального отклонения оси шпинделя от его базовой оси, перед окончательной фиксацией инструмент позиционируют в патроне таким образом, что при Δ1>Δ2 метки совмещают, а при Δ1<Δ2 угол ν между метками должен составлять ν=arccos(Δ1/Δ2).
Заявленное техническое решение поясняется графическими материалами, где:
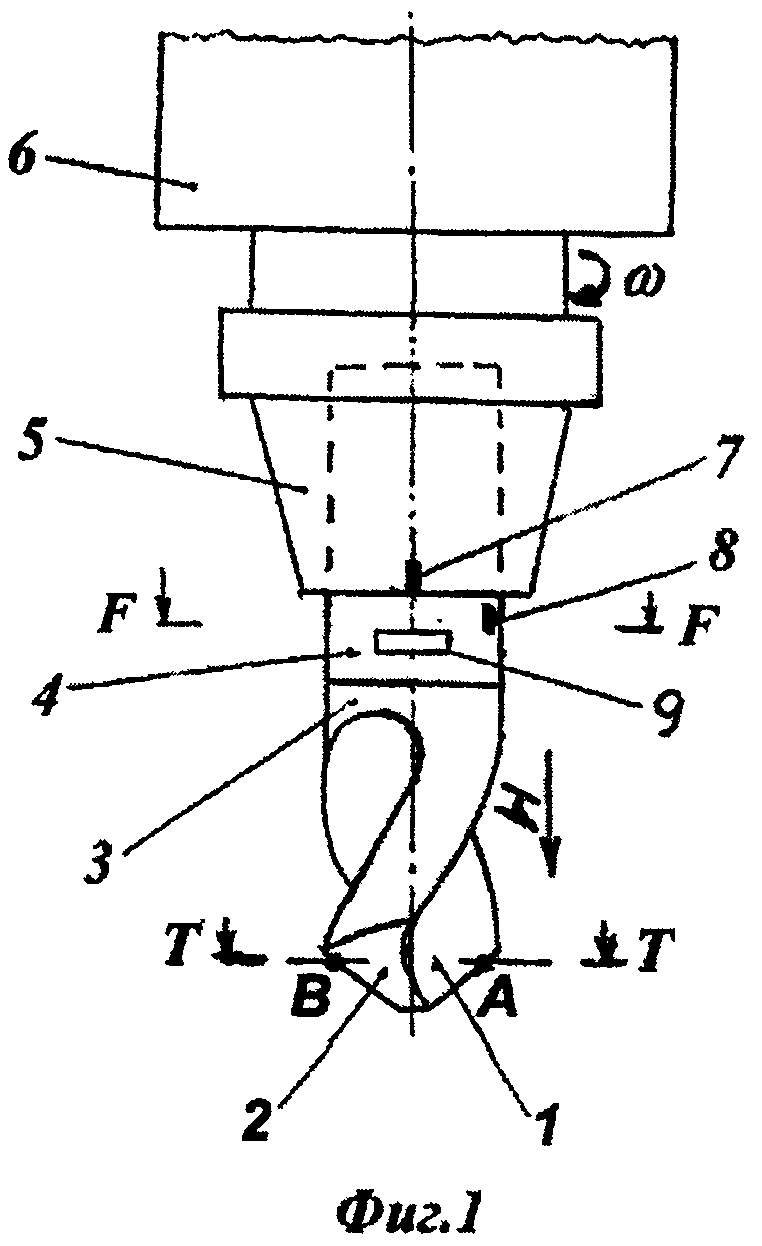
- на фиг.1 изображена схема крепления осевого двухлезвийного инструмента в патроне шпинделя;
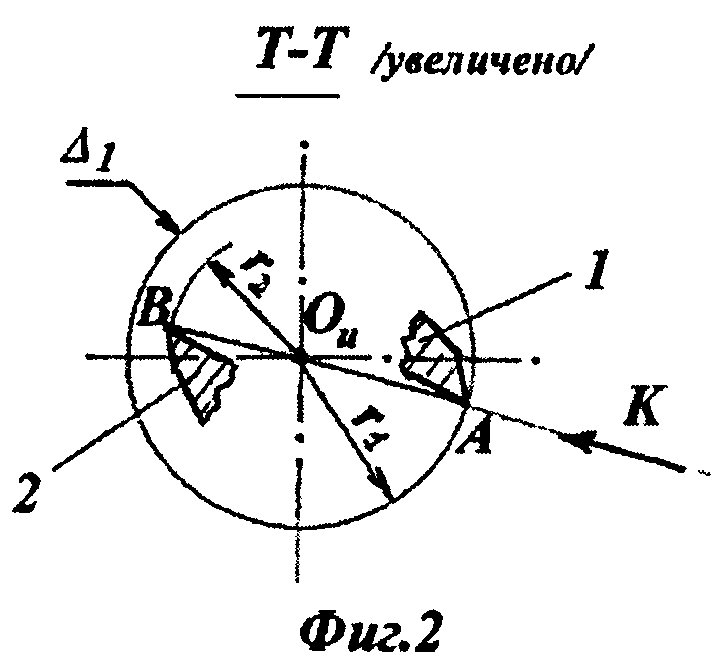
- на фиг.2 - торцовое сечение Т-Т инструмента по фиг.1, расположение зубьев инструмента относительно осей инструмента и шпинделя при произвольной угловой установке инструмента;
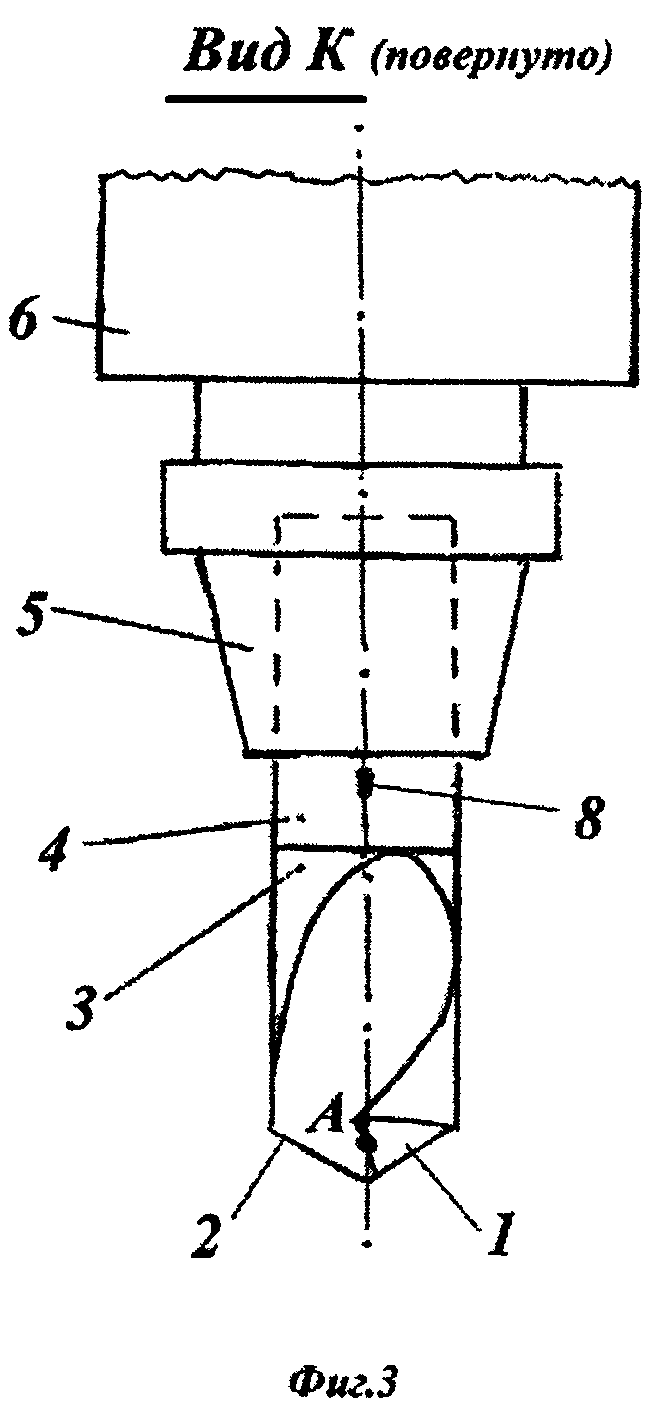
- на фиг.3 - вид K фиг.1, взаимное расположение метки и т.A кромки зуба на инструменте;
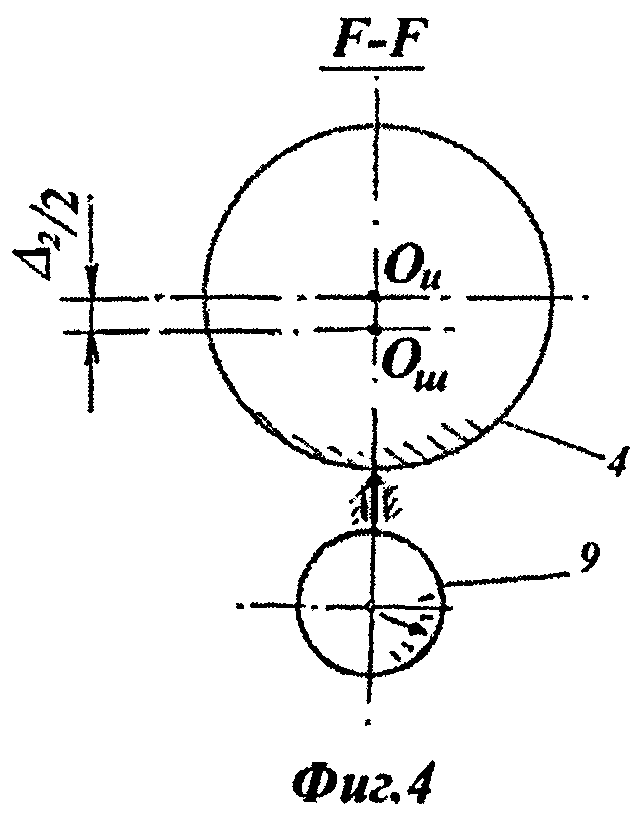
- на фиг.4 - сечение F-F по фиг.1, взаимное расположение осей Ои инструмента (фактической оси патрона и шпинделя) и Ош (базовой оси шпинделя) в момент наименьшего показания индикатора при измерении радиального биения шпинделя;
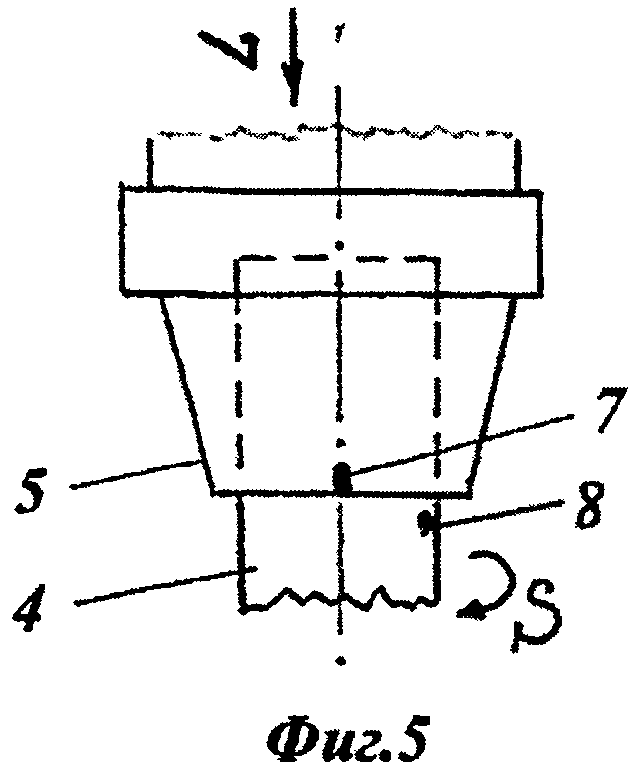
- на фиг.5 - расположение метки на патроне в момент наименьшего показания индикатора;
- на фиг.6 - вид L фиг.5, взаимное расположение меток 7 и 8 после оптимальной установки инструмента при угле ν>0;
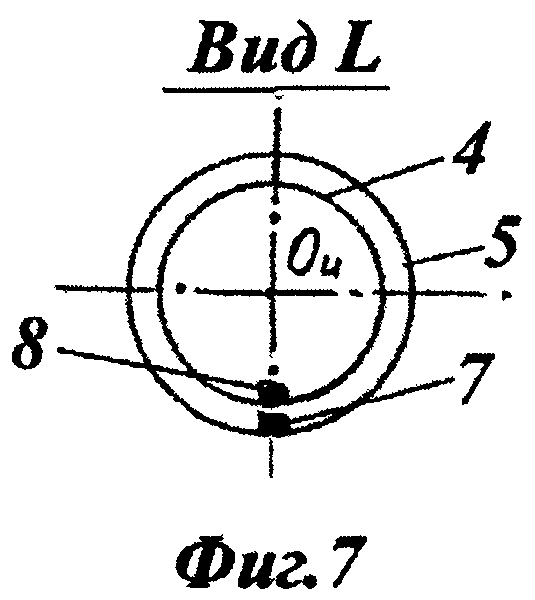
- на фиг.7 - вид L фиг.5, взаимное расположение меток 7 и 8 после оптимальной установки инструмента при угле ν=0;
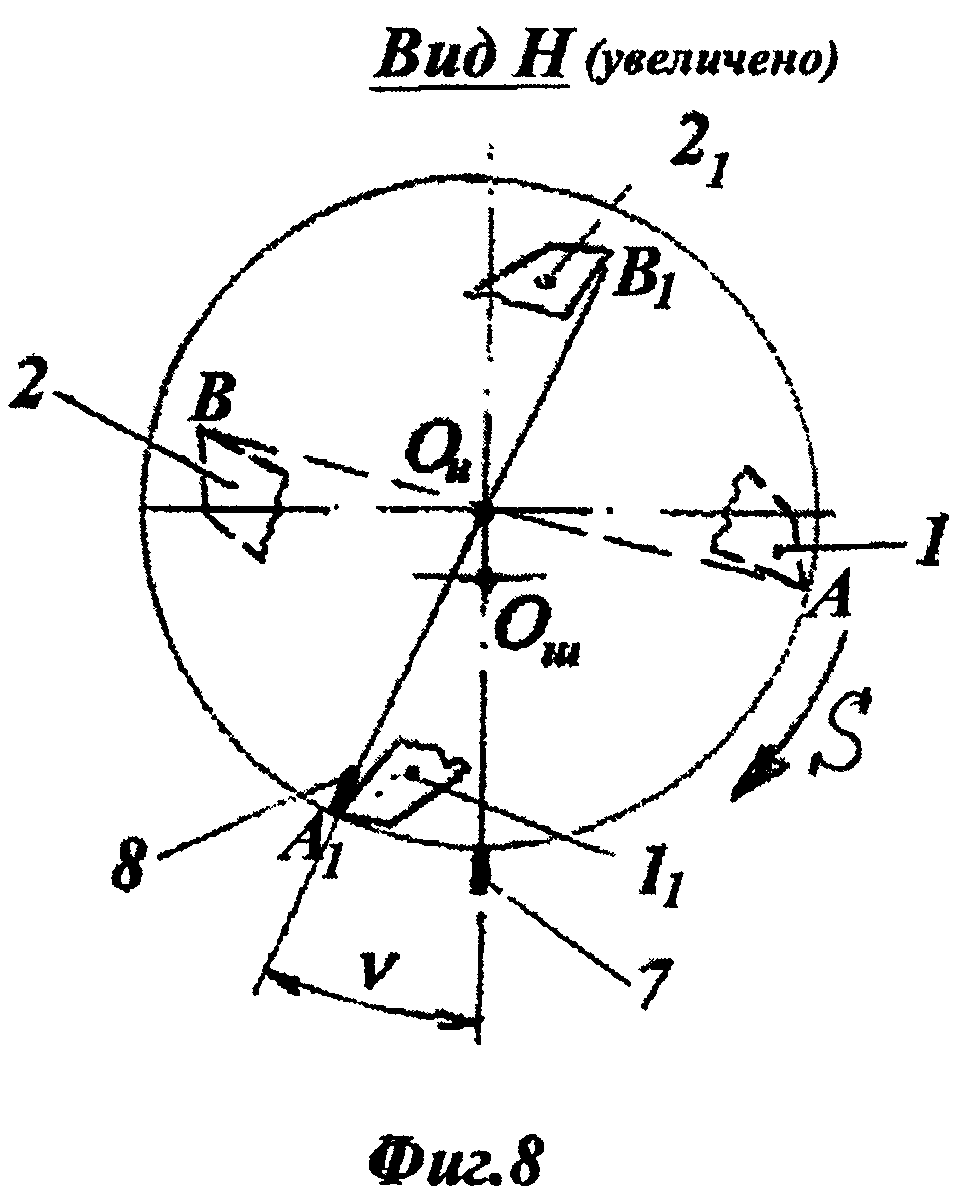
- на фиг.8 - вид H фиг.1, расположение зубьев инструмента до и после его оптимальной установки в патроне.
На фиг.1: 1 - первый зуб инструмента; 2 - второй зуб инструмента; 3 - инструмент; 4 - хвостовик инструмента; 5 - патрон; 6 - шпиндель станка; 7 - метка на патроне; 8 - метка на инструменте; 9 - индикатор осевого типа; F-F - торцовое сечение инструмента (по хвостовику 4); Т-Т - торцовое сечение по рабочей части инструмента; H - стрелка вида сверху; ω - направление вращения шпинделя при измерении его радиального биения.
На фиг.2: 1 и 2 - зубья инструмента; точка A и точка B - вершины зубьев 1 и 2 соответственно; Ои - ось инструмента; r1 и r2 - радиусы вершин зубьев 1 и 2 соответственно; Δ1 - радиальное биение зубьев инструмента.
На фиг.3: 1 и 2 - зубья инструмента; 3 - инструмент; 4 - хвостовик инструмента; 5 - патрон; 6 - шпиндель станка; 8 - метка на инструменте; т.A - вершина зуба 1 инструмента.
На фиг.4: 4 - хвостовик инструмента; 9 - индикатор; Ои - ось инструмента; Ош - базовая ось шпинделя; Δ2 - радиальное биение шпинделя.
На фиг.5: 4 - хвостовик инструмента; 5 - патрон; 7 - метка на патроне; 8 - метка на инструменте (до его оптимальной установки); S - направление поворота инструмента при установке.
На фиг.6: 4 - хвостовик инструмента; 5 - патрон; 7 - метка на патроне; 8 - метка на инструменте после его оптимальной угловой установки в патроне; ν - угол оптимальной установки инструмента; угол ν>0.
На фиг.7: 4 - хвостовик инструмента; 5 - патрон; 7 - метка на патроне; 8 - метка на инструменте после его оптимальной угловой установки в патроне; ν - угол оптимальной установки инструмента; угол ν=0.
На фиг.8: 1 и 2 - зубья инструмента до его оптимальной установки в патроне; т.A и т.B - вершины зубьев 1 и 2 соответственно; S - направление поворота инструмента в патроне; 11 и 21 - соответственно первый и второй зубья инструмента после его оптимальной установки в патроне (то есть после поворота по стрелке S); т.A1 и т.B1 - вершины зубьев 11 и 21; 7 - метка на патроне; 8 - метка на инструменте; Ои - ось инструмента; Ош - базовая ось шпинделя; ν - угол установки инструмента (ν>0).
Способ установки двухлезвийного инструмента осуществляется следующим образом.
Измеряют радиальное биение Δ1 зубьев инструмента, например, индикатором на соответствующем приборе.
Двухлезвийный инструмент 3 с зубьями 1 и 2 закрепляют в цанговом патроне 5, установленном в шпинделе 6 станка (фиг.1 и фиг.2).
Напротив вершины зуба с большим радиусом r1 (фиг.2), на хвостовике 4 инструмента наносят метку 8 так, что т.A вершины зуба 1 расположена в одной осевой плоскости с меткой 8 (фиг.3).
При этом положение т.A зуба 1 соответствует наибольшему расстоянию точки профиля поверхности вращения инструмента 3 до его базовой оси Ои (фиг.2 и 3).
После чего поворачивают вручную в направлении ω шпиндель 6 с патроном 5 и инструментом 3 (см. фиг.1) и индикатором 9 измеряют радиальное биение Δ2 шпинделя (фиг.4). Затем на патроне 5 меткой 7 отмечают место минимального отклонения фактической оси Ои шпинделя (то есть оси Ои инструмента) от его базовой оси Ош, соответствующее минимальному показанию индикатора 9 (фиг.4 и фиг.5). Вокруг базовой оси Ош шпинделя осуществляется фактическое вращение патрона и инструмента.
Минимальное показание индикатора 9 соответствует такому угловому положению осей Ои и Ош, при котором они расположены в торцовом сечении на одной линии с осью измерительного наконечника индикатора 9 (фиг.4).
Далее ослабляют крепление инструмента в патроне и поворачивают его вокруг своей оси Ои в направлении S (фиг.5) до момента, когда метка 8 займет относительно метки 7 положение, определяемое углом ν (фиг.6). Если угол ν должен иметь нулевое значение, то метки 7 и 8 совпадают (фиг.7).
После установки зуб 1 займет относительно линии Ои Ош положение, определяемое углом ν (фиг.8). Зуб 1 займет положение 11, зуб 2 - положение 21.
Угол ν между метками должен составлять ν=arccos(Δ1/Δ2), где Δ1 - радиальное биение зубьев инструмента, мкм, а Δ2 - радиальное биение шпинделя, мкм. При Δ1>Δ2 принимают ν=0.
Фактическое радиальное биение δ зубьев после установки инструмента определяется разностью отрезков: δ=OшА1-ОшB1 (фиг.8).
При данном способе установки величина δ получает минимальное значение.
При указанном угловом положении инструмент окончательно фиксируют в патроне.
Пример 1
Δ1=30 мкм; Δ2=20 мкм.
Так как Δ1 больше Δ2, принимаем оптимальную установку инструмента, при которой угол ν=0° (фиг.3).
Теоретические расчеты показали, что среднее, возможное при произвольной установке инструмента, значение δ составляет в данном случае 30 мкм, при диапазоне возможных значений от 10 до 50 мкм. При оптимальной установке на заданный угол ν=0° величина δ=10 мкм. То есть в среднем предложенный способ в данном случае позволяет уменьшить биение δ в три раза.
Пример 2
Δ1=10 мкм; Δ2=20 мкм.
Установочный угол ν=arccos(0,5)=60° (фиг.3).
Теоретические расчеты показали, что среднее, возможное при произвольной установке инструмента, значение δ составляет в данном случае 16 мкм, при диапазоне возможных значений от 10 до 30 мкм. При оптимальной установке δ≈1 мкм. То есть в среднем предложенный способ в данном случае позволяет уменьшить биение δ в шестнадцать раз.
Выполненные авторами опытные исследования подтвердили возможность значительного уменьшения радиального биения зубьев инструмента, без использования дорогостоящих особо точных станков, патронов и инструментов.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет достигнуть заявленный технический результат. При этом простота и практически отсутствие затрат на особо точные станки или оснастку при реализации способа, обеспечивается использованием простейших средств и действий: закреплением инструмента в стандартном патроне, измерением биения с помощью индикатора и одним поворотом инструмента в патроне - таким, что вершина его зуба с большим радиусом смещена на расчетный угол относительно определенного углового положения.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- способ, воплощающий заявленное техническое решение, при его осуществлении предназначен для установки осевых двухлезвийных инструментов: сверл, зенкеров, фрез и других на распространенных стандартных станках с использованием стандартных цанговых патронов;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств;
- способ, воплощающий заявленное техническое решение, при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный способ соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ установки осевого двухлезвийного режущего инструмента внутри цангового патрона, расположенного в шпинделе станка, включающий позиционирование режущего инструмента с последующей его окончательной фиксацией, измерение биения и нанесение меток на режущий инструмент и патрон, отличающийся тем, что радиальное биение Δ режущего инструмента измеряют предварительно, после чего закрепляют режущий инструмент в патроне, установленном в шпинделе станка, и измеряют радиальное биение Δ шпинделя, при этом метку на режущем инструменте наносят на его хвостовике в соответствии с точкой профиля, соответствующей наибольшему расстоянию поверхности вращения инструмента до его базовой оси, а метку на патрон шпинделя наносят в месте минимального отклонения оси шпинделя от его базовой оси, перед окончательной фиксацией инструмент позиционируют в патроне таким образом, что при Δ>Δ метки совмещают, а при Δ<Δ угол ν между метками выбирают из условия: ν=arccos(Δ/Δ).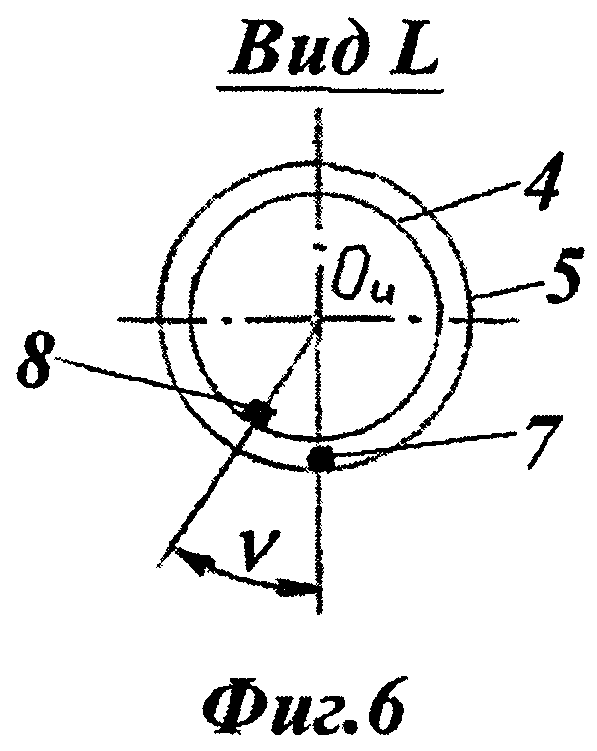
Двенадцатипульсный трансформаторный преобразователь напряжения
Устройство для синтеза покрытий
Режущая многогранная пластина
Устройство для определения смещения оси шпинделя токарного станка
Способ определения режущей способности абразивно-алмазного инструмента с однослойным алмазно-гальваническим покрытием
Способ определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Алмазный отрезной инструмент
Способ определения оптимальной скорости резания в процессе металлообработки
Устройство для синтеза покрытий
Режущая многогранная пластина
Устройство для определения смещения оси шпинделя токарного станка
Способ определения режущей способности абразивно-алмазного инструмента с однослойным алмазно-гальваническим покрытием
Способ определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Алмазный отрезной инструмент
Способ определения оптимальной скорости резания в процессе металлообработки
Устройство ультразвуковой пропитки волокнистых материалов

