Результат интеллектуальной деятельности: СПОСОБ УСТАНОВКИ ОСЕВЫХ ДВУХЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ
Вид РИД
Изобретение
Изобретение относится к области обработки резанием, а именно к установке осевых двухлезвийных инструментов: сверл, зенкеров, фрез и других в цанговом патроне, устанавливаемом в шпинделе станка.
Из уровня техники известен способ установки пластин в корпусах фрез, позволяющий с помощью вспомогательных элементов регулировать положение пластин в корпусе («Справочник конструктора-инструментальщика», под ред. В.А. Гречишникова, С.В. Кирсанова, М., Машиностроение, 2006, с.278-279).
Регулирование положения в таких конструкциях позволяет уменьшить биение зубьев, но значительно усложняет конструкцию инструмента.
Стоимость инструмента при этом резко возрастает. Кроме того, такой способ трудно или невозможно использовать для двухлезвийных инструментов с малым (около 10 мм) диаметром из-за недостатка места для размещения регулирующих элементов.
Кроме того, из уровня техники известен также способ крепления режущей части сборного вращающегося режущего инструмента с целью использования разных материалов режущей части и корпуса, а также расширения технологических возможностей (RU 2448815 C2, 27.04.2012, B23B 51/02).
В этих конструкциях не предусмотрена возможность регулирования и уменьшения биения зубьев.
Также из уровня техники известны различные способы и устройства крепления инструмента, позволяющие сократить время смены инструмента (RU 2465113 C2, 27.10.2012, B23Q 3/14); улучшающие условия смазки (RU 2174896 C2, 20.10.2001, B23B 51/12); предохраняющие инструмент от перегрузки (RU 2009789 C1, 30.03.1994, B23C 5/26).
Указанные способы и устройства не позволяют регулировать и уменьшать радиальное биение зубьев инструмента.
Помимо прочего, из уровня техники известен способ крепления концевых фрез с числом зубьев не менее трех в цанговом патроне. Данный способ предусматривает несколько, не менее одного, предварительных позиционирований инструмента в патроне с помощью меток, с поворотом после каждой фиксации, и окончательную фиксацию инструмента в патроне в позиции с минимальным биением зубьев (RU 2466832 C1, 20.11.2012, B23C 9/00).
Как показали теоретические расчеты и многочисленные эксперименты, с использованием разных станков и патронов для двухлезвийного инструмента такой способ малоэффективен. В частности, если делать один поворот и два измерения, то мала вероятность существенного уменьшения биения. Это объясняется тем, что закономерность изменения радиального биения зубьев в зависимости от углового положения инструмента в патроне для двухлезийного инструмента принципиально отличается от закономерностей многолезвийного.
Наиболее близким к заявленному решению по назначению и достигаемому техническому результату является известный из уровня техники способ крепления инструмента в цанговом патроне, который состоит в том, что цилиндрический хвостовик инструмента вставляют в отверстие патрона и зажимают лепестками цанги путем завинчивания гайки или ключа, после сжатия лепестков цанги и зажима хвостовика завершают крепление и остановку инструмента (Маслов А.Р. Приспособления для металлообрабатывающего инструмента, Справочник, М., Машиностроение, 1996, с.78-99).
Недостаком такого способа является невозможность регулирования инструмента относительно патрона и, как следствие, высокий показатель радиального биения инструмента, порядка 10-30 мкм и более. При черновой обработке биение приводит к значительному снижению стойкости инструмента, при чистовой обработке стойкость может также резко снижаться, при этом ухудшается качество обработанной поверхности, а именно - увеличивается ее шероховатость.
Техническим результатом, на достижение которого направлен заявленный способ, является обеспечение возможности закрепления инструмента в цанговом патроне в положении с наименьшим показателем радиального биения зубьев за счет определенной ориентировки инструмента относительно шпинделя, при этом без использования дополнительной специализированной оснастки обеспечивается возможность оптимальной установки инструментов с малыми диаметрами (порядка 10 мм и менее, для которых часто применяют два зуба).
Указанный технический результат достигается посредством того, что в способе установки осевого двухлезвийного режущего инструмента, включающем позиционирование инструмента внутри цангового патрона, расположенного в шпинделе станка, с последующей его окончательной фиксацией, согласно изобретению изначально на патрон наносят четыре метки с интервалом 60°, а на хвостовик инструмента наносят одну метку, затем инструмент поворачивают, совмещая метку на хвостовике инструмента с метками на патроне, измеряя при этом радиальное биение инструмента, а окончательную фиксацию инструмента проводят по метке, соответствующей минимальному значению радиального биения инструмента.
Заявленное техническое решение поясняется графическими материалами, где
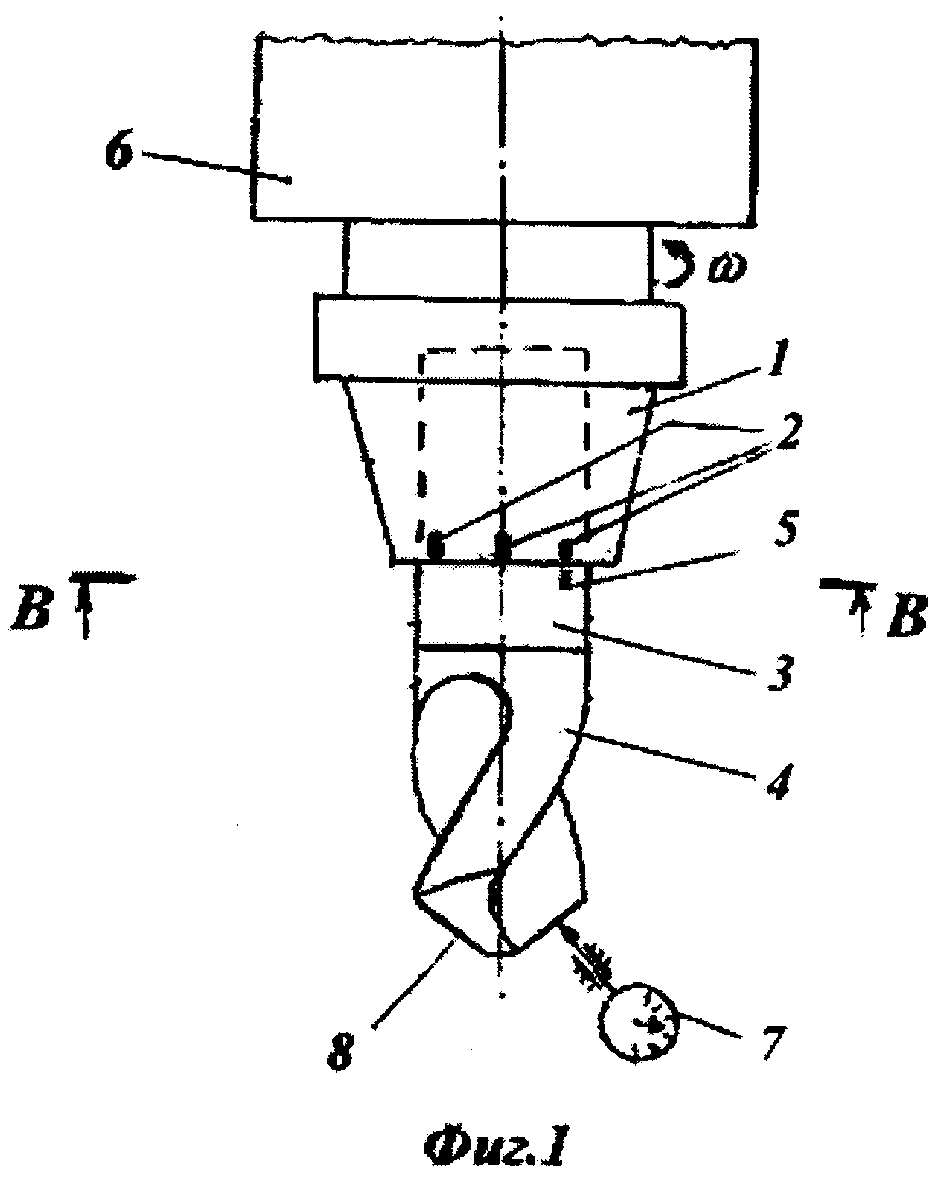
- на фиг.1 изображена схема крепления осевого двухлезвийного инструмента в патроне шпинделя;
- на фиг.2 - сечение В-В инструмента по фиг.1;
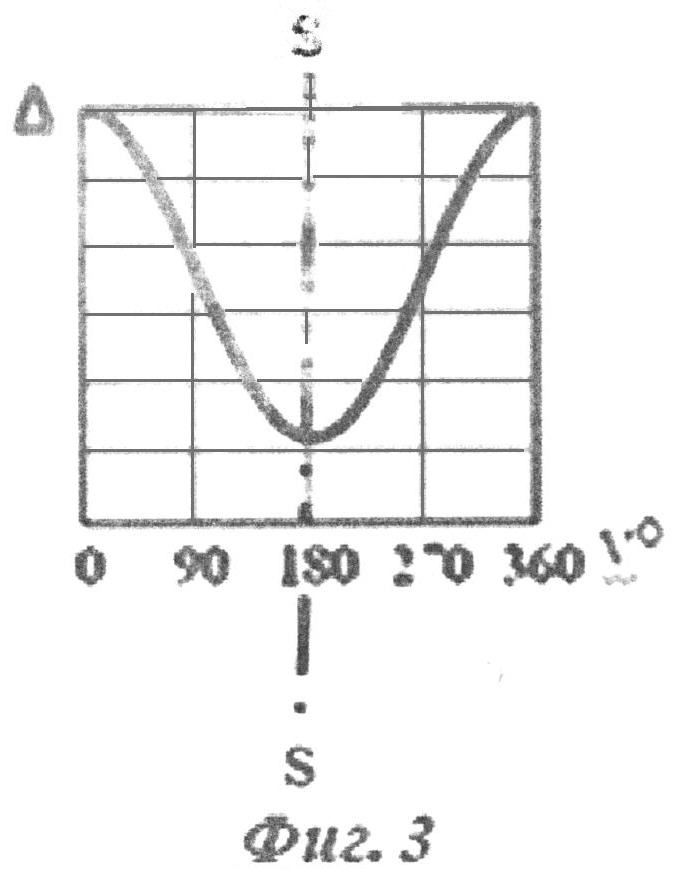
- на фиг.3 - график зависимости радиального биения зубьев двухлезвийного инструмента от угла v его установки в патроне;
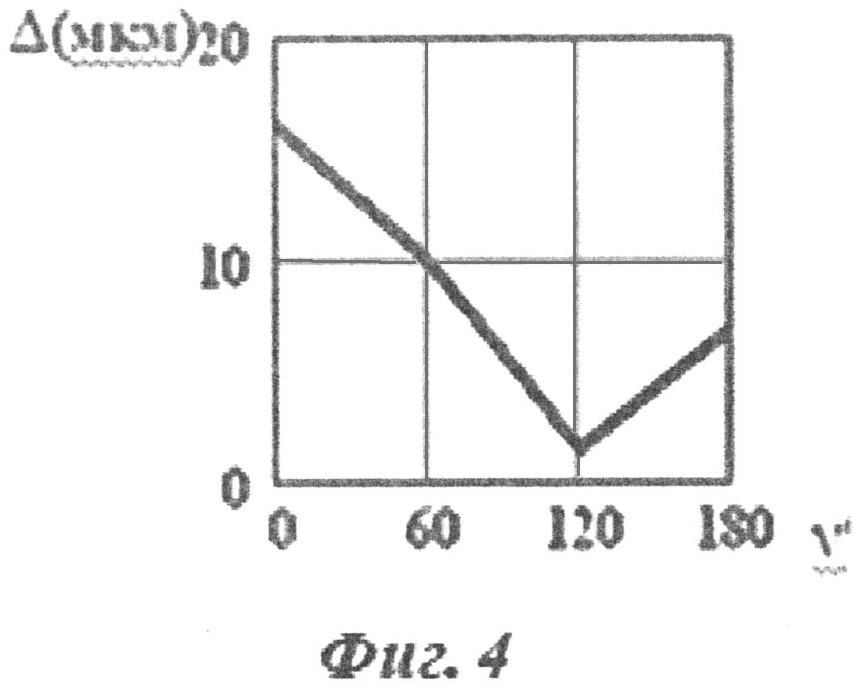
- на фиг.4 - график зависимости радиального биения зубьев инструмента от угла v его установки в патроне в соответствии с заявленным способом.
Способ установки двухлезвийного инструмента осуществляют следующим образом.
На патрон 1 (фиг.1) наносят четыре метки 2 с интервалом между ними 60°, а на хвостовик 3 инструмента 4 наносят одну метку 5 (фиг.1). Инструмент 4 закрепляют в цанговом патроне 1, установленном в шпинделе 6 станка, таким образом, что метка 5 совпадает по угловому положению с одной из меток 2 на патроне 1 (фиг.1 и 2). После чего индикатором 7 измеряют радиальное биение зубьев инструмента 4 (то есть биение кромок 8; далее - биение Δ, мкм) при вращении шпинделя 6 с инструментом 4 и патроном 1 по стрелке ω.
Индикатор 7 можно устанавливать горизонтально, а метку 5 на инструмент 4 можно также наносить после его позиционирования в патроне 1.
Далее ослабляют крепление инструмента 4 в цанговом патроне 1 и поворачивают инструмент 4 вокруг его оси до момента, когда метка 5 совпадет со следующей меткой 7 патрона 1. После чего закрепляют инструмент 4 в патроне 1 и снова измеряют биение Δ.
Таким образом, при трех поворотах инструмента 4 относительно патрона 1 на угол v установки инструмента в патроне (далее - угол v) четыре раза замеряют биение Δ, при совпадении метки 5 с каждой из меток 2.
После чего окончательную фиксацию инструмента 4 проводят по той из меток 2, которой соответствует минимальное биение Δ.
Для инструмента малого диаметра (около 2-3 мм и менее) измерение биения можно осуществлять различными средствами, в том числе лазерными приборами. Максимальный диаметр инструмента не ограничен, при условии возможности его поворота в цанговом или ином патроне. Цанговые патроны применяют, чаще всего, для инструментов с диаметром до 25-40 мм.
Пример.
Осевой инструмент - концевая фреза с диаметром 8 мм, закрепленная в цанговом патроне с гидрозажимом. После трех поворотов и 4-х измерений, - биение Δ в четырех угловых положениях равно: 16 мкм, 8 мкм, 1,5 мкм и 7 мкм.
При окончательной фиксации в третьем угловом положении, то есть, когда метка фрезы совпадала с третьей меткой патрона, биение составило менее 1 мкм.
Полученная величина биения в 8 раз меньше среднего биения, равного (16+8+1+7)/4=8 мкм; и в 16 раз меньше максимального биения, равного 16 мкм.
Экспериментальные измерения по данному способу проводились на осевых двухлезвийных инструментах (фрезах, сверлах) с диаметром 6-18 мм, разных производителей. Использовались различные станки, в том числе, производства Германии (фирмы Hermle), США (HAAS), Италии (La Proma). Для крепления использовались различные типы цанговых патронов - с гидропластом, с гайкой и с гидравликой.
Экспериментально доказано, что величина радиального биения при использовании данного способа уменьшается в 3-20 раз, в частности, в зависимости от типа цангового патрона, точности элементов крепления и вылета инструмента.
В процессе экспериментов, проведенных авторами, была выявлена зависимость биения Δ от угла v (фиг.3), которая удовлетворительно согласуется с опытными измерениями. Так, график на фиг.4 значений биения Δ, полученных при разных углах v, соответствующий данным приведенного выше примера, имеет форму, близкую к предложенной на фиг.3. Указанная зависимость с допустимым приближением выражается графиком, симметричным относительно вертикальной оси S-S. На фиг.3 ось S-S симметрии графика проходит параллельно оси Δ через точку 180° на оси v.
Это означает, что оптимальное значение угла v, при котором биение Δ - минимально, следует искать в интервале полуоборота инструмента, то есть в интервале 180°, а не в интервале 360°. При этом не имеет значения, из какой начальной точки на оси v начнется отсчет углового положения оси инструмента: любой интервал но углу v в 180° всегда включает такое значение угла v, при котором величина Δ минимальна.
Если измерения делать в пределах 180° с интервалом в 60°, то максимально возможное отклонение найденного таким способом оптимального угла v от известного составит ±30°.
При этом отклонение биения Δ от минимального достаточно мало. Например, для инструмента с диаметром 8 мм, при максимально возможном биении Δ - 18 мкм (при v - 0°, тип графика - на фиг.3), минимальное биение Δ - 2 м/м при v=180°, при v - 180°±30° теоретическое биение составит Δ=2±1 мкм.
Таким образом, заявленный способ прост в осуществлении, не требует каких-либо затрат на специальную оснастку и может быть использован на различных станках, в том числе с ЧПУ.
Заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет достигнуть ранее указанный технический результат. При этом простота и отсутствие затрат на оснастку при реализации технического результата, обеспечивается с использованием простых средств и действий.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- способ, воплощающий заявленное техническое решение, при его осуществлении предназначен для установки осевых двухлезвийных инструментов - сверл, зенкеров, фрез и других - на распространенных стандартных станках с использованием стандартных патронов;
- для заявленного способа в том виде, как он охарактеризован в нижеизложенной формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств;
- способ, воплощающий заявленное техническое решение, при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата. Следовательно, заявленный способ соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ установки осевого двухлезвийного режущего инструмента, включающий позиционирование цилиндрического хвостовика инструмента внутри цанги патрона с последующей его окончательной фиксацией в патроне, отличающийся тем, что позиционирование цилиндрического хвостовика инструмента осуществляют путем нанесения четырех меток с интервалом 60° на патрон и одной метки на хвостовик инструмента, поворота инструмента до совмещения метки на хвостовике инструмента с метками на патроне, при этом измеряют радиальное биение инструмента, а окончательную фиксацию инструмента в патроне проводят по метке, соответствующей минимальному значению радиального биения инструмента.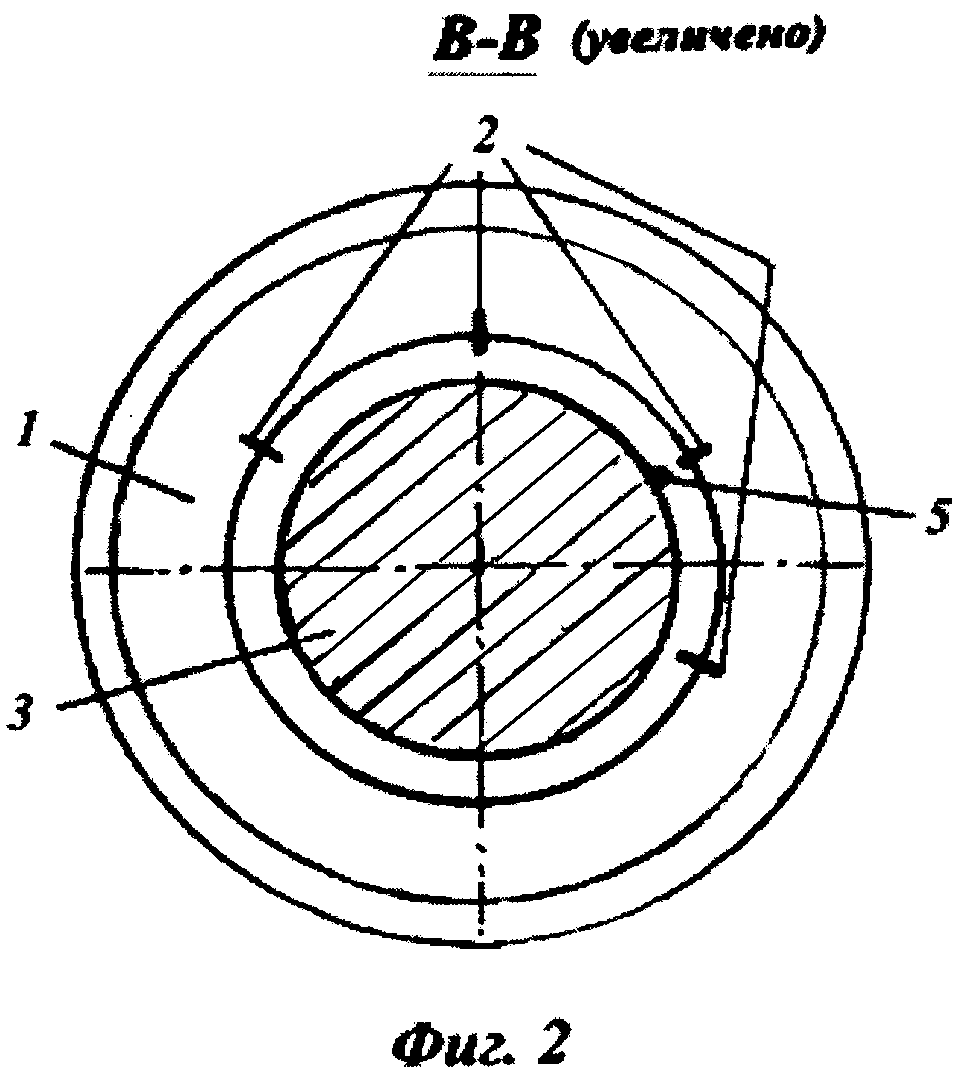
Двенадцатипульсный трансформаторный преобразователь напряжения
Устройство для синтеза покрытий
Режущая многогранная пластина
Устройство для определения смещения оси шпинделя токарного станка
Способ определения режущей способности абразивно-алмазного инструмента с однослойным алмазно-гальваническим покрытием
Способ определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Алмазный отрезной инструмент
Способ определения оптимальной скорости резания в процессе металлообработки
Устройство для синтеза покрытий
Режущая многогранная пластина
Устройство для определения смещения оси шпинделя токарного станка
Способ определения режущей способности абразивно-алмазного инструмента с однослойным алмазно-гальваническим покрытием
Способ определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Алмазный отрезной инструмент
Способ определения оптимальной скорости резания в процессе металлообработки
Устройство ультразвуковой пропитки волокнистых материалов

