Результат интеллектуальной деятельности: СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, в частности к производству чугуна в доменной печи из многокомпонентной шихты переменного химического состава, содержащей основные компоненты железорудных материалов.
Известен способ доменной плавки (Типовая технологическая инструкция «Доменное производство», Научно-техническое управление Министерства черной металлургии СССР. Институт черной металлургии СССР, Днепропетровск, 1990), по которому в случаях вынужденного изменения соотношения компонентов железорудной части шихты предусматривается ввод в шихту флюсов (известняка или кварцита) в количествах, обеспечивающих постоянную основность шлака (CaO)/(SiO2).
Недостаток этого способа заключается в том, что он не предусматривает каких-либо мероприятий, направленных на улучшение свойств шлака во всем интервале процессов шлакообразования, а также не учитывает содержание других оксидов MgO, Al2O3.
Известен способ ведения доменной плавки, по которому основность шлака (CaO)/(SiO2) устанавливают по рекомендациям, выбранным длительным опытом работы доменных печей в разных сырьевых условиях. Например, при работе на сернистом коксе из-за необходимости удаления из чугуна большого количества серы доменную плавку ведут на шлаках с основностью (CaO)/(SiO2)≤1,3, при плавке передельного чугуна на малосернистом коксе работают с более кислыми шлаками (CaO)/(SiO2)=0,85÷1,1 (Металлургия чугуна. Вегман Е.Ф., Жеребин Б.Н., Похвиснев А.Н. и др. - М.: Металлургия, 1989, стр.215).
Недостаток этого способа заключается в том, что рекомендуемые значения основности шлака допускают широкий интервал значений этого параметра. В указанных пределах основности шлака существенно различаются по вязкости, серопоглотительной способности и другим важным характеристикам.
Известен способ ведения доменной плавки (патент 2034031С (С21В 5/02)), который предусматривает постоянное использование в шихте для производства чугуна от 10 до 30% первичного мартеновского шлака, содержащего 20-25% FeO, 23-26% CaO, 19-20% SiO2, 7-9% MgO, 7-8% MnO, 4-5% Al2O3. При этом загрузка мартеновского шлака осуществляется в общей схеме загрузки шихтовых материалов. Сущность способа заключается в снижении вязкости шлаков за счет уменьшения образования в печи карбонитридов титана и гренали. Недостатком способа является то, что в первичном мартеновском шлаке содержится большое количество фосфора, который полностью переходит в чугун.
Ближайшим аналогом является способ ведения доменной плавки (патент 2240351, С21В 5/00), включающий загрузку в доменную печь рудных материалов в виде агломерата и окатышей, кокса, контроль химического состава и расходов рудных материалов, кокса и других добавок, контроль состава чугуна и шлака на выпуске, при этом основность шлака, измеряемую по массовому отношению CaO/SiO2, устанавливают по эмпирической зависимости.
Недостатки данного способа заключаются в следующем:
1. В прототипе регламентируется показатель основность шлака в виде численного значения массового отношения (CaO)/(SiO2). При этом в совокупности соблюдение требований по химическому составу к рудным материалам с учетом общего количества серы, поступающей в доменную печь, и к химическому составу флюсовой смеси обеспечивает образование шлака с соотношением оксидов СаО, MgO, SiO2 и Al2O3 в пределах, выражаемых в виде отношений В*=(СаО+MgO)/ SiO2=1,20÷1,40 и Al2O3/MgO=0,5÷1,6, и ограничивает максимальное содержание А12О3 в шлаке на уровне 10-12%. При содержании глинозема Al2O3≥12% для шлаков свойственны другие закономерности и зависимости физико-химических свойств шлака (вязкости, обессеривающей способности).
2. Вязкость шлака определяется не только его составом, но и температурой. При этом шлаки по изменению вязкости в зависимости от температуры (политермы вязкости) делятся на «длинные» и «короткие». Работа на «коротких» шлаках крайне затруднена, т.к. малейшее понижение теплового состояния печи (температуры шлака) вызывает существенное возрастание вязкости шлака и невозможность нормальной работы доменной печи и отработки жидких продуктов плавки. Колебания свойств шлака приводят к колебаниям химического состава чугуна, изменению характера выпуска продуктов плавки и в конечном итоге перерасходу кокса и снижению производительности печи. Таким образом, эти недостатки отрицательно сказываются на технических показателях доменной плавки.
Технический результат заявляемого способа заключается в улучшении показателей работы доменной печи при выплавке передельных чугунов из многокомпонентных шихт переменного состава, повышении производительности, уменьшении расхода кокса, повышении стабильности состава чугуна и шлака.
Указанный технический результат достигают тем, что в способе ведения доменной плавки, включающем загрузку в доменную печь агломератов и окатышей разного состава, кокса, флюсов, контроль состава чугуна и шлака на выпуске, определение основности шлака В по отношению В=CaO/SiO2, в отличие от ближайшего аналога дополнительно определяют вязкость шлака при различных температурах и регламентируют вязкость конечного шлака в пределах 0,2-0,5 П·с, а также градиент вязкости шлака, равный уменьшению его вязкости при увеличении температуры шлака на 1°С, в диапазоне вязкости шлака от 2,5 Па·с до 0,7 Па·с, в пределах значений, не превышающих 0,030 Па·с/°С.
Для того чтобы исключить отрицательное влияние колебаний вязкости шлака на ход процессов доменной плавки, выбирается такое соотношение компонентов железорудных материалов и такие значения состава шлака, при которых политермы (температурная зависимость вязкости шлака) будут близки к оптимальным. Состав шлака, его количество и свойства оказывают воздействие на газодинамические, тепловые и восстановительные процессы, протекающие в печи.
В основе аналитического расчета вязкости шлака лежат диаграммы тройной шлаковой системы CaO-Al2O3-SiO2 при стандартных температурах 1400 и 1500°С в области реальных значений доменных шлаков и известная зависимость вязкости гомогенных шлаковых расплавов от температуры. [Жило Н.Л. Формирование и свойства доменных шлаков. - М.: Металлургия, 1974. 120 с. Свойства жидких доменных шлаков / В.Г.Воскобойников, Н.Е.Дунаев, А.Г.Михалевич. - М.: Металлургия, 1975. 182 с. Доменное производство: Справочное издание. Т.12. Подготовка руд и доменный процесс / Под ред. Вегмана Е.Ф. - М.: Металлургия, 1989, 496 с.]
Для описания зависимости вязкости шлака от его состава приняты уравнения следующего вида:

где ηt - вязкость шлака при температуре шлака tшл, пуаз;
СаО, SiO2, Al2O3 - содержание соответствующих оксидов в трехкомпонентной шлаковой системе, % мас.;
B1 - основность шлака (B1=(CaO)/(SiO2));
В2 - отношение содержания в шлаке оксида кремния к оксиду алюминия (В2=(SiO2)/(Al2O3);
a0t at, bt, ct, dt, et - эмпирические коэффициенты, полученные в результате математической обработки тройной диаграммы шлаковой системы для температуры шлака tшл.
В случае присутствия в шлаке заметного количества других оксидов (MgO, TiO2) необходимо вводить соответствующие корректировки, учитывающие влияние этих оксидов на вязкость шлаков. Так, предполагая прямо пропорциональное снижение вязкости шлака с ростом (TiO2), корректировку можно осуществить следующим образом:

где  - вязкость шлака, содержащего диоксид титана при температуре t, пуаз;
- вязкость шлака, содержащего диоксид титана при температуре t, пуаз;
αt - температурный коэффициент;
(TiO2) - содержание диоксида титана в четырехкомпонентной системе СаО-SiO2-Al2O3-TiO2, %.
Оксид магния имеет более сложный характер влияния на вязкость шлака. Для расчета поправки используется полином 3 степени:

где (MgO) - содержание оксида магния в шлаке, %;
αt3, αt2, αt1, αt0 - эмпирические коэффициенты, полученные в результате математической обработки диаграмм шлаковых систем для температуры шлака tшл.
Вязкость шлака на выпуске зависит от конечной температуры шлака (tшл), связанной с температурой чугуна (tчуг) и его химическим нагревом уравнением следующего вида [Информационные системы в металлургии / Н.А.Спирин, Ю.В.Ипатов, В.И.Лобанов и др. Екатеринбург, УГТУ-УПИ, 2001. - 617 с.]:

где с0 и c1 - эмпирические коэффициенты.
По уравнению (9) рассчитываются вязкость шлака при tшл (ηшл). Нормальный доменный шлак должен иметь вязкость при температуре шлака в пределах 0,2-0,5 Па·с и свободно вытекать через шлаковые фурмы, а также через чугунную летку вместе с чугуном [Металлургия чугуна. Вегман Е.Ф., Жеребин Б.Н., Похвиснев А.Н, Юсфин Ю.С., Клемперт В.М. - М.: Металлургия, 1989, 512 с., стр.207]. Если вязкость шлака при температуре шлака меньше 0,2 Па·с, то шлак характеризуется малой вязкостью, обладает высокой агрессивностью к огнеупорной кладке и разрушает гарнисаж, что в итоге приводит к понижению производительности печи, повышению расхода кокса, нестабильности работы печи и колебаниям состава чугуна и шлака. Верхним пределом вязкости нормального доменного шлака, обеспечивающей свободно вытекание его через шлаковые фурмы, а также через чугунную летку вместе с чугуном следует считать 0,5 Па·с [Металлургия чугуна. Вегман Е.Ф., Жеребин Б.Н., Похвиснев А.Н, Юсфин Ю.С., Клемперт В.М. - М.: Металлургия, 1989. 512 с., стр.207]. Превышение этого значения вязкости шлака препятствует нормальной фильтрации чугуна в металлоприемник, загромождает горн, ухудшает ход печи и в конечном итоге приводит к понижению производительности печи, повышению расхода кокса, нестабильности работы печи и колебаниям состава чугуна и шлака.
Для технологов, ведущих доменную плавку, необходимо знать не только численные значения вязкости при фиксированных температурах, например температуре шлака, 1400°С и 1500°С, но и характер зависимости вязкости от температуры в диапазоне 1350…1550°С [Металлургия чугуна. Вегман Е.Ф., Жеребин Б.Н., Похвиснев А.Н, Юсфин Ю.С., Клемперт В.М. - М.: Металлургия, 1989. 512 с.; А.Д.Готлиб. Доменный процесс. - М.: Металлургия, 1966. 503 с. Доменное производство: Справочное издание. Т. 12. Подготовка руд и доменный процесс / Под ред. Вегмана Е.Ф. - М.: Металлургия, 1989. 496 с.].
Известно, что для гомогенных шлаковых расплавов влияние температуры на вязкость шлака описывается уравнением Ле-Шателье, имеющим следующую структуру [Информационные системы в металлургии / Н.А.Спирин, Ю.В.Ипатов, В.И.Лобанов и др. Екатеринбург, УГТУ-УПИ, 2001. - 617 с.]:

где a0 и a1 - коэффициенты, априорно неизвестные.
При известных значениях вязкости шлака конкретного состава при температурах 1400 и 1500°С (1-3), решая систему уравнений вида (5), можно получить численные значения коэффициентов а0, а1 и, тем самым конкретизируя уравнение (5), найти функциональную зависимость вязкости шлака от его температуры.
На фиг.1 представлена зависимость вязкости шлака от температуры (политермы вязкости). Из графика ясно, что «короткие» (основные) шлаки менее устойчивы в области 0,7-2,5 Па·с, зато имеют хорошую подвижность в области рабочих температур 1400-1550 градусов. «Длинные» (кислые) шлаки более устойчивы в области 0,7-2,5 Па·с, зато менее подвижны в области рабочих температур. При «коротких» шлаках, несмотря на сравнительно низкую вязкость в области рабочих температур, шлак характеризуется существенной потерей текучести при снижении нагрева горна печи, что будет сопровождаться загромождением горна, возрастает вероятность образования настылей в области заплечиков и распара. Подобный шлак при движении по желобам сравнительно быстро теряет текучесть, застывает в желобах и значительно увеличивает трудоемкость горных работ. Производительная работа на основных (коротких) шлаках и, как следствие, получение высокого качества чугуна возможна только при высоком уровне технологии при постоянстве теплового и шлакового режимов.
Параметрами полученной политермы вязкости являются (фиг.1):
- температура плавления шлака tшл 2,5;
- вязкость шлака при температуре шлака на выпуске ηшл;
- уменьшение вязкости шлака при увеличении температуры шлака на 1°С в диапазоне его вязкости от 2,5 до 0,7 Па·с (градиент вязкости шлака)  .
.
Известно, что расплав из коксовой насадки начинает вытекать, когда его вязкость достигает 2,5 Па·с. Для шлаков предлагается принимать температуру, при которой вязкость шлака достигает 2,5 Па·с, поскольку более высокая вязкость свидетельствует уже о нетекучести шлака. [А.Д.Готлиб. Доменный процесс. - М.: Металлургия, 1966. 503 с., стр.259]. В связи с этим за температуру плавления шлака (tпл) принята температура, при которой шлак имеет вязкость 2,5 Па·с, tшл 2,5.

Определяется температура шлака, соответствующая предельно допустимой вязкости шлака, равной 0,7 Па·с tшл (0,7). Шлаки при вязкости более 0,7 Па·с неприемлемы [А.Д.Готлиб. Доменный процесс. - М.: Металлургия, 1966. 503 с., стр.286]. Такой шлак в значительной мере затрудняет и обслуживание печи, так как с трудом вытекает из печи и застывает на канавах, не доходя до ковшей. Повышение вязкости шлаков сверх 0,7 Па·с из-за ошибок в шихтовке приводит к аварии при выпуске, а в сочетании с похолоданием печи к закозлению горна.
Одной из важнейших характеристикой шлакового режима является устойчивость шлаковых систем («короткие» и «длинные» шлаки). Для оценки устойчивости шлака предлагается использовать градиент вязкости шлака, численно равный уменьшению вязкости шлака при увеличении температуры шлака на 1°С в диапазоне вязкости шлака от 2,5 Па·с до 0,7 Па·с:

где  и
и  - температуры шлака при его вязкости 0,7 Па·с и 2,5 Па·с соответственно.
- температуры шлака при его вязкости 0,7 Па·с и 2,5 Па·с соответственно.
Градиент вязкости шлака наряду с допустимыми при различных температурах шлака диапазонами вязкости шлака используется при выборе шлакового режима в качестве ограничивающего фактора для диагностики шлакового режима.

При «коротких» шлаках, т.е. когда  , несмотря на сравнительно низкую вязкость в области рабочих температур, характеризуется существенной потерей текучести при снижении нагрева горна печи, что будет сопровождаться загромождением горна, возрастает вероятность образования настылей в области заплечиков и распара.
, несмотря на сравнительно низкую вязкость в области рабочих температур, характеризуется существенной потерей текучести при снижении нагрева горна печи, что будет сопровождаться загромождением горна, возрастает вероятность образования настылей в области заплечиков и распара.
Предельное значение градиента вязкости шлака  получено обработкой опытных данных о работе доменных печей ОАО ММК и составляет 0,030 Па·с/°С. Резкое повышение градиента вязкости шлаков из-за ошибок в корректировке теплового режима доменной плавки может привести к аварии, а в сочетании с похолоданием печи к закозлению горна, потере производительности, перерасходу топлива и нестабильной работе печи.
получено обработкой опытных данных о работе доменных печей ОАО ММК и составляет 0,030 Па·с/°С. Резкое повышение градиента вязкости шлаков из-за ошибок в корректировке теплового режима доменной плавки может привести к аварии, а в сочетании с похолоданием печи к закозлению горна, потере производительности, перерасходу топлива и нестабильной работе печи.
Результаты расчета вязкости шлака при 1400°С  и 1500°С
и 1500°С  и температуре конечного шлака (ηшл), градиента вязкости шлака и указанных выше параметрах шлака, приведенные в таблице 1, показывают, что в пределах предусмотренного в прототипе изменения состава шлака могут наблюдаться существенные изменения вязкости конечного шлака и его градиента.
и температуре конечного шлака (ηшл), градиента вязкости шлака и указанных выше параметрах шлака, приведенные в таблице 1, показывают, что в пределах предусмотренного в прототипе изменения состава шлака могут наблюдаться существенные изменения вязкости конечного шлака и его градиента.
Таким образом, при плавке передельного чугуна.
1. Если вязкость шлака при его температуре ηшл находится в пределах 0,2-0,5 Па·с, то шлак имеет нормальную вязкость при температуре шлака.
2. Если вязкость шлака при его температуре ηшл превышает  , то вязкость шлака превышает допустимые пределы для нормального режима плавки. Режим работы печи затруднен.
, то вязкость шлака превышает допустимые пределы для нормального режима плавки. Режим работы печи затруднен.
3. Если вязкость шлака при температуре шлака меньше  , то шлак характеризуется малой вязкостью, обладает высокой агрессивностью к огнеупорной кладке и разрушает гарниссаж.
, то шлак характеризуется малой вязкостью, обладает высокой агрессивностью к огнеупорной кладке и разрушает гарниссаж.
4. Если уменьшение вязкости шлака при увеличении температуры шлака на 1°С в диапазоне его вязкости от 2,5 до 0,7 Па·с (градиент вязкости  Па·с/°С), то шлак относится к типу «коротких». Возможно загромождение горна, образование настылей, застывание шлака в желобах. Режим работы печи затруднен.
Па·с/°С), то шлак относится к типу «коротких». Возможно загромождение горна, образование настылей, застывание шлака в желобах. Режим работы печи затруднен.
Признаки, отличительные от прототипа
1. Заявляемый способ ведения доменной плавки дополнительно регламентирует вязкость конечного шлака в виде допустимого интервала 0,2-0,5 Па·с, что обеспечивает свободное вытекание шлака через чугунную летку вместе с чугуном.
2. Заявляемый способ ведения доменной плавки дополнительно регламентирует предельное значение градиента вязкости шлака, равное 0,030 Па·с/°С, численно равный уменьшению вязкости шлака при увеличении температуры шлака на 1°С в диапазоне вязкости шлака от 2,5 Па·с до 0,7 Па·с, что дополнительно обеспечивает необходимую устойчивость шлаковых систем. Превышение предельного значения градиента вязкости шлака вызывает существенную потерю текучести шлака при снижении нагрева горна печи, что будет сопровождаться загромождением горна, образованием настылей в области заплечиков и распара.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого способа с признаками известных технических решений, на основании чего делается вывод о соответствии предлагаемого технического решения критерию «изобретательский уровень».
ПРИМЕР КОНКРЕТНОГО ВЫПОЛНЕНИЯ
Проводилась доменная плавка с использованием в шихте железорудного сырья, состоящего из агломерата и окатышей, а также флюсов (известняк, кварциты). Измерялся химический состав чугуна и шлака на выпуске. Результаты плавки в различных периодах приводятся в таблице 1.
Период 1 - работа по прототипу, вязкость конечного шлака равна 0,17 Па·с, что меньше минимально допустимого значения 0,2 Па·с, градиент вязкости равен 0,033 Па·с/°С, что больше максимально допустимого значения 0,030 Па·с/°С.
Период 2 - работа по предлагаемому способу при вязкости конечного шлака, равной 0,18 Па·с, меньше минимально допустимого значения 0,2 Па·с, при этом градиент равен 0,29 Па·с/°С и не превышает допустимого значения 0,030 Па·с/°С.
Период 3 - работа по предлагаемому способу при вязкости конечного шлака, равной 0,55 Па·с, что больше допустимого значения равного 0,5 Па·с (вязкость конечного шлака превышает допустимые значения), градиент равный 0,014 Па·с/°С и не превышает допустимое значение 0,030 Па·с/°С.
Период 4 - работа по предлагаемому способу, вязкость конечного шлака равна 0,24 Па·с, находится в допустимом диапазоне от 0,2 Па·с до 0,5 Па·с (вязкость конечного шлака находится в оптимальном диапазоне), но градиент вязкости составляет 0,032 Па·с/°С и превышает допустимое значение 0,030 Па·с/°С.
Период 5 - работа по предлагаемому способу при вязкости конечного шлака равна 0,29 Па·с, т.е. находится в диапазоне от 0,2 Па·с до 0,5 Па·с (вязкость конечного шлака находится в оптимальном диапазоне), градиент вязкости составляет 0,022 Па·с/°С и не превышает допустимое значение 0,030 Па·с/°С.
Анализ приведенных данных показывает, что предлагаемый способ позволяет улучшить показатели работы доменной печи, при этом уменьшается расход кокса и повышается производительность печи и повышается качество и стабильность состава чугуна.
|
 Па·с.
Па·с. Па·с.
Па·с. ,°С
,°С ,°С.
,°С. (по изобретению не более 0,003), Па·с /°С.
(по изобретению не более 0,003), Па·с /°С.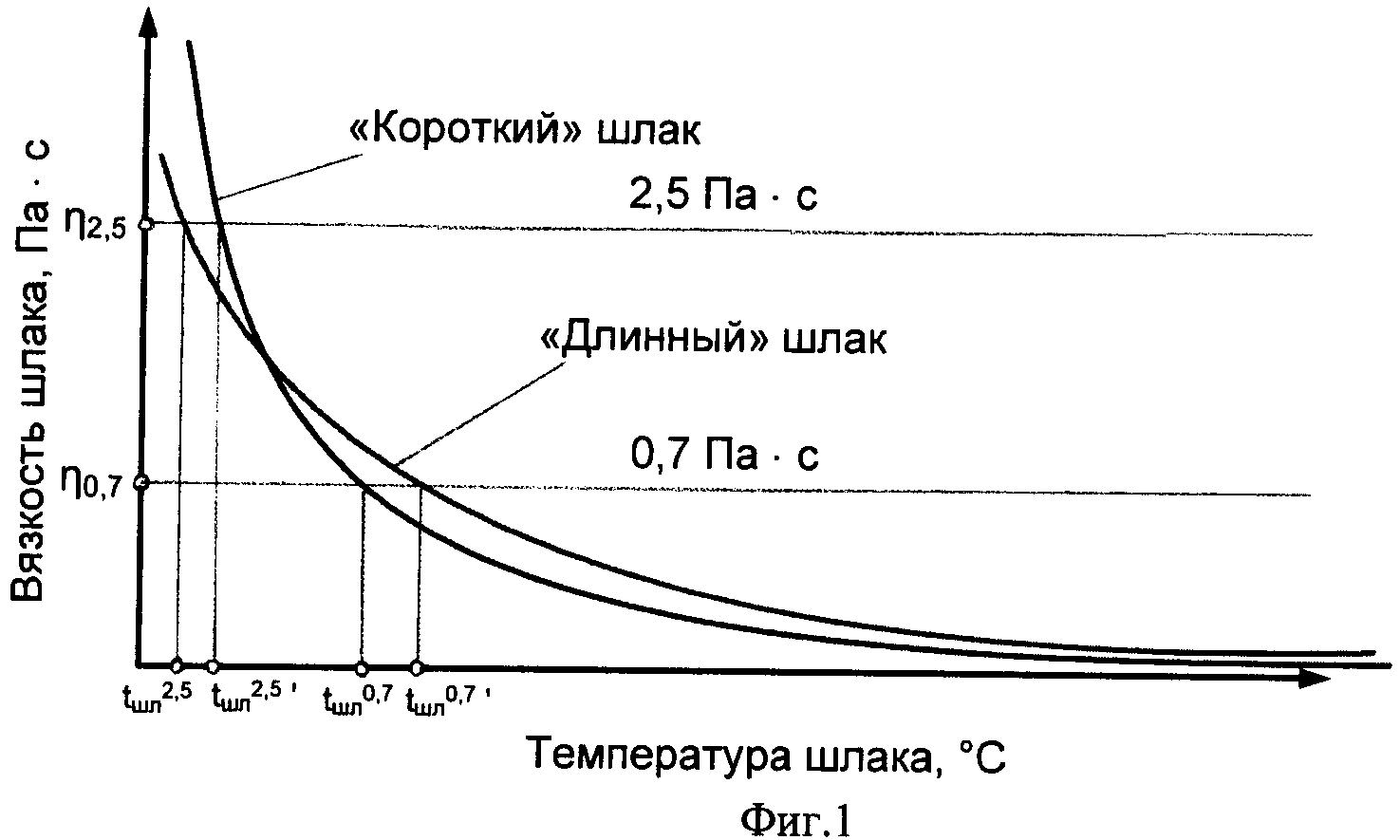
Гнутый гофрированный профиль и способ его производства
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства низкоуглеродистой холоднокатаной тонколистовой стали
Способ производства холоднокатаной ленты из низкоуглеродистых марок стали
Способ производства холоднокатаной ленты для высокоскоростной холодной вырубки
Способ производства холоднокатаной ленты для холодной вырубки
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью
Способ металлизации сидеритового сырья с получением гранулированного чугуна и железистомагнезиального шлака
Гнутый гофрированный профиль и способ его производства
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства листов из низколегированной трубной стали класса прочности к60
Способ производства низкоуглеродистой холоднокатаной тонколистовой стали
Способ производства холоднокатаной ленты из низкоуглеродистых марок стали
Способ производства холоднокатаной ленты для высокоскоростной холодной вырубки
Способ производства холоднокатаной ленты для холодной вырубки
Способ разливки трубной стали на машине непрерывной разливки с криволинейной технологической осью
Способ металлизации сидеритового сырья с получением гранулированного чугуна и железистомагнезиального шлака

